Преимущества и недостатки литья по выплавляемым моделям
Отсутствие у формы разъема обеспечивает повышенную точность. Возможность получения отливок самой сложной конфигурации практически из любых сплавов. Высокая точность и чистота поверхности отливки позволяют исключить последующую механическую обработку.
Длительный технологический процесс. Высокая стоимость отливки.
3. Литье в оболочковые формы (лоф) (рис. 13л)
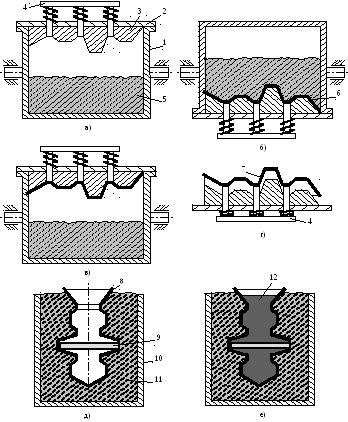
Рис. 13Л Литье в оболочковые формы
а– модельное приспособление в исходном положении;б– поворот бункера и формирование полутвёрдой оболочки на модельной плите;в– возврат бункера в исходное положение;г– съём затвердевшей оболочки с модельной плиты;д– установка собранной оболочковой формы в опоку и засыпка подпорного материала;е– заливка оболочковой формы расплавом: 1 – поворотный бункер; 2 – металлическая модельная плита; 3 – металлическая модель; 4 – блок подпружиненных выталкивателей; 5 – формовочная смесь; 6 – полутвёрдая оболочка; 7 – затвердевшая оболочка; 8 – склеенная оболочковая форма; 9 – оболочковый стержень; 10 – контейнерная опока; 11 – подпорный материал; 12 – расплав
Процесс изготовления отливки.
Оболочковые формы изготавливают следующим образом:
а – изготовление первой полуформы.
Металлическую модельную плиту 2(рис. 13Л,а) с закреплённой на ней металлической моделью3нагревают в печи до температуры 200…250С, после чего закрепляют на поворотном бункере1, содержащем формовочную смесь5. Затем бункер переворачивают (рис. 13Л,б), в результате чего формовочная смесь попадает на нагретую модельную плиту и выдерживается 10…30 с. Термореактивная смола в контактном с моделью слое переходит в жидкое состояние и склеивает песчинки песка с образованием полутвёрдой оболочки6.В зависимости от времени выдержки толщина оболочки составляет 5…20 мм.
Далее бункер поворачивают в исходное положение (рис. 13Л, в). Излишки формовочной смеси ссыпаются на его дно. Модельная плита с полутвёрдой оболочкой6снимается с бункера и в течении 1…1,5 мин нагревается в печи при температуре 300…350С, в результате чего оболочка окончательно переходит в твёрдое необратимое состояние. Затвердевшая оболочка7(рис. 13Л,г) блоком выталкивателей4 снимается с модели.
б — изготовление второй полуформы.
Вторая полуформа изготавливается аналогично первой.
в- изготовление стержней.
Если используются оболочковые стержни, то они изготавливаются таким же образом.
г – склеивание полуформ.
Готовые оболочковые полуформы с установленным внутрь стержнем 9(рис. 13Л,д) склеивают быстротвердеющим клеем и получают составную оболочковую форму8.
д- подготовка к заливке расплавленного металла.
Готовую оболочковую форму 8 помещают внутрь опоки 10и засыпают кварцевым песком или чугунной дробью11, создающими подпор, предотвращающий разрушение оболочки при заливке расплава.
Специальные способы производства отливок
Литье по выплавляемым моделям представляет собой способ получения отливок в многослойных оболочковых неразъемных разовых формах. Формы изготавливают с использованием выплавляемых, выжигаемых и растворяемых моделей однократного применения. Применение этого способа обеспечивает возможность изготовления из любых литейных сплавов фасонных отливок, в том числе сложных по конфигурации и тонкостенных.
Последовательность подготовительных и основных производственных операций при различных вариантах современного промышленного процесса литья по выплавляемым моделям представлена на рис.3.9.

Рисунок 3.9 – Литье по выплавляемым моделям
Модели отливок изготавливают преимущественно с применением металлической пресс-формы. Для изготовления моделей используют воскообразные сплавы, в состав которых могут входить парафин, церезин и различные воскоподобные материалы. Воскообразные модельные составы обычно запрессовывают в полость пресс-формы в жидком или пастообразном состоянии. На рис.3.9, а показана запрессовка модельного состава в четырехместную пресс-форму 1. Модели отливок обычно собирают в блок, соединяя их с моделью литниковой системы, сделанной также из модельного сплава. В условиях массового производства обычно применяют высокопроизводительный метод механического соединения звеньев в блок (рис.3.9, б) нанизыванием на ме-таллический стояк-каркас и скреплением их пружинным устройством в верхней части стояка. На стояк с рукояткой 3 и опорным фланцем 4 сначала надевают модель литниковой воронки 5, затем нанизывают звенья 2 моделей 4 и скрепляют прижимным устройством 6 с гайкой 7, после чего на нее напаивают колпачок 8 из модельного сплава.
Для получения оболочки формы (рис.3.9, в, г) на модельные блоки путем их погружения в бак 9 последовательно наносят несколько слоев суспензии 10, содержащей раствор специального связующего (например, этилсиликата) и порошок огнеупорной основы (пылевидный кварц, корунд, алюмосиликат и пр.). Каждый слой суспензии присыпают упрочняющими его огнеупорными материалами 12 (например, кварцевым песком, шамотом или корундом), которые располагаются в специальном устройстве 11 во взвешенном состоянии. Обычно для получения оболочки необходимой прочности наносят от 3-4 до 7-8 слоев суспензии, а при изготовлении крупных отливок наносят до 18-20 слоев, получая, таким образом, оболочку толщиной около 20-22 мм. Сушка слоев оболочки состоит из двух процессов: собственно сушки (испарения органических растворителей или воды, введенных в состав связующего) и отверждения пленки связующего вещества в результате огеливания или полимеризации.
Удаление моделей после формирования оболочки производят различными способами с учетом свойств модельного сплава. Так, легкоплавкие воскообразные составы на основе парафина удаляют из оболочки в горячей воде, горячим воздухом или паром, в перегретом расплаве модельного состава и т.п. На рис.3.9, д показано в качестве примера удаление моделей в горячей воде (14 – бак с горячей водой; 15 – сетка для приема оболочки формы 16; 17 – сливной патрубок для очистки модельного сплава). После удаления модельного сплава оболочки сушат (рис.3.9, е) и затем для удаления остатков его органических компонентов прокаливают при температуре 850-1000 o С. Заливку форм производят непосредственно после прокаливания их в горячем состоянии при температуре 600-900 o С, что обеспечивает хорошее заполнение форм. Заливка может производиться как в заформованные в опорный наполнитель 19 оболочки (рис.3.9, ж), так и в незаформованные. После заливки форм и охлаждения отливок оболочка обычно растрескивается на поверхности литого блока из-за меньшего сжатия при охлаждении по сравнению с усадкой металла. Отливки 21 отделяются от литниковой системы 22 механически, например, специальным инструментом – трубчатой фильерой 23 (рис.3.9, з).
Преимущества литья по выплавляемым моделям по сравнению с литьем в песчано-глинистые разовые формы заключаются в следующем:
- отсутствие разъема формы, что обеспечивает повышенную точность размеров и массы отливок;
- уменьшение параметров шероховатости поверхности и существенное улучшение внешнего товарного вида отливок;
- улучшение заполняемости форм из-за их предварительного подогрева;
- улучшение условий затвердевания отливок в силу более медленного охлаждения;
- сокращение в несколько раз объема переработки и транспортирования формовочных материалов;
- уменьшение объема механической обработки отливок.
Кроме того, для литья по выплавляемым моделям характерна меньшая жесткость оболочки, что следует рассматривать как достоинство метода в сравнении с методами литья в кокиль.
Литье по выплавляемым моделям — технология
Издавна литьё по выплавляемым моделям пользовалось популярностью. С помощью данной технологии выливались пушки, колокола, античные скульптуры. Технологии сегодняшнего дня значительно усовершенствовались. Они дают возможность сделать детали, которые отличаются сложными конструкциями, малым весом, не требуют механической доработки.
Технология
Этот метод используется для производства изделий из разных сплавов. Обеспечивается показатель качества до ±0,005 мм на каждые 25 мм поверхности. Указанная точность позволяет изготавливать изделия, которые не требуют дополнительной обработки. Залог успешности технологического процесса в том, что модель производится из быстро плавящегося вещества. Используется парафин, воск, канифоль либо их смесь.
Технологический процесс состоит из действий:
- Производство модели:
- под модель берётся специальная форма из гипса, пластмассы, стали либо чугуна;
- в нее заливается вещество образующее модель;
- необходимо дождаться его полного застывания;
- после этого специальная форма открывается, восковая модель вынимается и помещается в емкость под прохладную воду.
- Сборка моделей в блоки:
- для производства качественного изделия модели собираются в простые и сложные блоки, в каждый из них может войти от 2 до 100 штук;
- для увеличения прочности в блочную конструкцию устанавливают алюминиевые стойки;
- их покрывают слоем модельного вещества до 25 мм;
- блочные конструкции объединяются в литниковую систему.
- Нанесение на модель огнестойкой оболочки:
- блок собранный из нескольких моделей помещается в емкость, где находится суспензия из керамики (кварцевая пыль, мелкие фракции шамота) и связывающего компонента (этилово силикатного раствора);
- на протяжении суток он сушится в естественной среде, это время можно сократить до 40 минут под воздействием аммиака;
- таким образом, на указанный блок поочередно наносится 46 слоёв огнезащитной оболочки, с тщательной просушкой каждого из них;
- завершенная модель в огнезащитной оболочке помещается в нагретую воду 90°С;
- за несколько минут модельное вещество растает и всплывет на поверхность воды, где оно собирается для следующего применения.
- Подготовление формы к заливке:
- пустая оболочка промывается в воде и сушится в шкафу на протяжении 2 часов при 200°С;
- сухая оболочка выставляется вертикально в жаростойкую опоку и по краям уплотняется кварцевым песком, помещается в печь на 2 часа при 950°С;
- в печи испаряется оставшаяся влага, остатки модельного состава выгорают, оболочка спекается с огнеупорным материалом, повышая прочность;
- расплавленный металл заливается в прокаленную горячую форму.
- Охлаждение отливки:
- после того, как отливка остыла — оболочка разрушается;
- изделие очищается от ее остатков, для чего поддается химической очистке;
- далее изделие промывается водой и подвергается окончательной сушке.
В итоге, оно подлежит для проведения термической обработки и снятия контрольных мерок. Таким образом изготавливаются отливки необходимого размера и конфигурации.
Литниково-питающая система при литье по выплавляемым моделям
Ее особенности заключаются в следующем:
1. Этот метод продолжительное время используется в литейном производстве, дает возможность делать сложные конструкции, упрощает процесс производства. Система состоит из:
- воронки для литья;
- опоры;
- питателей и зумпфа.
При заливке — струя делится в зумпфе, что уменьшает температурное воздействие. Это положительно влияет на качество отливки. Она применяется в машиностроении и других отраслях промышленности.
2. Могут проявиться следующие недостатки:
- гидродинамический удар способен создать трещины в керамической форме;
- увеличение струи литья может разрушить оболочку;
- завихрения струи могут спровоцировать отслоение элементов и их попадание в структуру готового изделия.
Для предотвращения этого разработано техническое решение по разделу струи горячего металла, что оберегает общую конструкции от преждевременного разрушения.
3. Правильное соотношение между преимуществами и недостатками такой конструкции при осуществлении литья понизит негативное воздействие на 40%. Для этого необходимо сделать следующее:
- модель производится из обычных материалов; на форму наносится определенное количество слоев, защищающих ее от температурного воздействия;
- каждый слой после нанесения должен высохнуть на 100%;
- в период заливки расплавленного металла плавно увеличивается струя.
Это все приводит к увеличению прочности оболочки и понижению воздействия на нее. Простое решение при литье по выплавляемым моделям приводит к использованию системы в промышленных масштабах. Что значительно удешевляет стоимость готовой продукции.
Изготовление выплавляемых моделей
Для этого применяются легкоплавкие составы, которые состоят из парафина, церезина, воска и других компонентов. Эти составы должны иметь свойства:
- температура плавки 60–81,6 °С;
- стабильная линейная усадка и расширение должны свестись к минимуму;
- хорошая текучесть материала;
- хорошая прочность и твердость в застывшем состоянии;
- не прилипать к поверхности, минимальное образование золы;
- не вступать в химические реакции с огнеупорными материалами пресс-формы; отсутствие вредных паров во время нагревания;
- многократное применение;
- малая стоимость комплектующих материалов.
Сущность заключается в том, что модельный материал должен собой заполнить все элементы формы и не допустить ее повреждения. А впоследствии, не нанеся ущерба вытечь из формы, освободив место для металлической заливки.
Операции получения отливки
Существуют особенности литья по выплавляемым моделям при производстве подобных изделий. К ним относятся:
- Расплавленный металл заливается равномерно и постепенно. Это даёт возможность сделать выплавляемые детали с гладким и точным покрытием, которое не будет нуждаться в механической доработке.
- Литьё должно иметь необходимую температуру, для каждого материала она разная.
- Время заливки расплавленного состава будет зависеть от сложности будущей конструкции. Важно это делать постепенно, однако не затягивать процесс слишком долго.
- Чтобы выплавить качественное изделие необходимо осознавать, что тонкие детали кристаллизуются и остывают быстрее чем массивные элементы.
- Чтобы литьё остывало равномерно, форму оснащают специальным теплообменником в виде элементов с повышенной проводимостью тепла. Это может быть чугун либо графит.
- При охлаждении литьё передает свою температуру на форму неравномерно, на ее внутренней стороне температура не отличается от остывающей заготовки.
- Выбивка выплавляемой продукции производится после окончания процесса кристаллизации и полного остывания. Спешка может негативно сказаться на качестве изделия.
Благодаря выплавляемым моделям есть возможность сделать своими силами деталь любой сложности. Это дает возможность усовершенствовать производство необходимых предметов.
Плюсы и минусы процесса
Литьё по выплавляемым моделям имеет свои преимущества:
- отсутствие разъема в форме приводит к повышению точности литья;
- простота действий и дешевизна рабочего процесса;
- возможность сделать огромное разнообразие форм для отливки;
- широкий диапазон размеров и массы отливок;
- дает возможность получить сложные конструкции из любых сплавов;
- высокая точность изделия и чистота поверхностного слоя может исключить необходимость последующей механической обработки;
- оболочка легко разрушается;
- отливки хорошо очищаются от ее остатков.
Присутствуют и недостатки:
- требует осторожности в ходе проведения технологического процесса литья;
- длительность рабочего процесса подготовки формы;
- данное производство является рентабельным только при его массовом применении;
- необходимость проветривания в помещении;
- следует строго придерживаться технике безопасности;
- работа с расплавленным металлом требует особого внимания.
Как видим, литьё по выплавляемым моделям обладает достаточным количеством преимуществ, по этой причине оно широко применяется в различных отраслях машиностроения.
Цеха для литья по выплавляемым моделям находятся во многих самодостаточных заводах. Это позволяет делать качественные детали с большой точностью в короткие сроки, экономя денежные средства.
Технология литья по выплавляемым моделям: плюсы и минусы
Технология литья по выплавляемой модели разработана с целью отливки целой массой крупных и мелких деталей, арматуры, режущего или хирургического инструмента, элементов электронных и оптических приборов. Метод часто применяется при изготовлении комплектующих элементов для промышленного и производственного оборудования, в художественном литье, в авиации, тяжелом машиностроении, космонавтике, нефтяной и газовой промышленности.
Достоинство литья по моделям
К положительным качествам технологического процесса относится высокая точность отлива детали до 4 класса точности с чистой поверхностью, не требующей дополнительной обработки. Важной особенностью метода также является возможность получить изделие сложной конфигурации, при обычном способе изготовления которого потребуется сборка из отдельных элементов. Изготовление отливки из твердых сплавов металла позволяет получить продукцию с шероховатостью поверхности до 6 класса от Rz=20 мкм до Ra=1,25 мкм в соответствии с требованиями ГОСТ 2789–59 .
Как осуществляется процесс
При серийном производстве мелких или крупных деталей разрабатывается эскиз и чертеж изделия, выполняется макет и пресс-форма, подбирается материал из металла, гипса, огнеупорной глины. Производственный процесс выполняется в следующей последовательности:
- сборка разъемной литейной формы;
- разогретая воскообразная масса легкоплавкого вещества (парафин, стеарин, воск) заливается в отверстие формы под давлением 2,5−3 атм;
- после охлаждения заготовки соединяются в блоки методом пайки с литниковой системой.
Принцип литья по выплавляемым моделям заключается в изготовлении материала на основе неразъемной формы, обеспечивающей высокую точность готового продукта. Выбранный способ литья помогает получить детали с толщиной стенок 0,5 мм из стали тугоплавкого сплава, не поддающегося механической обработке.
Готовый продукт подвергается облицовке суспензией, в состав которой входит кварц пылевой фракции и жидкое стекло или этилсиликат.
Облицовочная жидкость, для приготовления которой используется этилсиликат [Si (OC 2 H 5) 4], содержащий в составе 32 или 40% SiO 2, наносится в несколько слоев. В процессе гидролиза суспензии принимает участие этиловый спирт. Каждый последующий слой облицовки обсыпается мелким промытым песком из кварца или порошком измельченного маршалита, высушивается, после чего цикл повторяется от 5 до 11 раз. Модельный состав вытапливается паром, горячей водой или прогревом.
Формирование формы занимает от 2 часов до 2 суток, в конечном результате получается твердая оболочка толщиной до 3 мм, после чего пресс-форма переходит на участок выплавки модели из формы методом разогревания в термическом шкафу при температуре +120 0 С…+150 0 С или в горячей воде 90 0 С. После удаления наполнителя форма помещается в опоку и засыпается сухим порошком из кварца, циркона, электрокорунда или магнезита.
На следующем производственном этапе подготовленная форма переносится в термическую печь для выжига остатков легкоплавкой массы и последующей закалки при температуре
900 0 С в течение 4 часов. После завершения прогрева форма заполняется расплавленным металлом, оставляется до охлаждения, отливок удаляется из литниковой системы, подвергается термической обработке и финишной очистке. Хранят модели в термостате или в холодной проточной воде.
Особенностью огнеупорной суспензии является изменение физического состояния облицовочного раствора при изменении рецептуры. Если в подготовленную чистую суспензию ввести водный раствор щелочи, то запускается процесс затвердения, благодаря которому появляется возможность получения основы для изготовления разъемной керамической формы.
Плюсы отлитых деталей
Достоинством метода производства изделий по моделям является возможность использовать экономически выгодную неразрушающую технологию для изготовления номенклатуры единичной, серийной или массовой продукции с высокими требованиями по точности размеров и чистоте отделки. Выплавляемые легкоплавкие модели для деталей мелкой формы, сложной конфигурации и крупных изделий изготавливаются из органических материалов:
- парафина;
- церезина;
- стеарина;
- торфяного битума;
- полистирола;
- канифоли;
- буроугольного воска;
- полиэтилена;
- озокерита и пр.
При выборе модельного состава учитывается комплекс физических свойств материала. Выплавляемые модели должны соответствовать следующим требованиям:
- плавкостью при температуре от 60 0 С до 100 0 С;
- минимальной усадкой и расширением;
- хорошей текучестью;
- механической прочностью;
- минимальным показателем зольности и прилипания к предметам и рукам;
- химической инертностью;
- экологической безопасностью;
- возможностью повторного использования;
- хорошей адгезией с облицовочной жидкостью;
- возможностью механизации и автоматизации процесса;
- экономным расходом металла.
Технологический процесс по выплавляемым моделям позволяет изготавливать детали из легированной и углеродистой стали, цветного сплава или чугуна. Способом литья металла в оснастку изготавливается кокиль, штамп, пресс-форма, стержневая или формовочная оснастка, детали автомобилей и стрелкового оружия. Получение отливок в разъемной керамической форме (шликере) производится в несколько этапов:
- заливка в опоку суспензии;
- отвердение формы;
- извлечение полученной модели из полусферы;
- термическое прокаливание полуформы;
- сборка и заливка полуформ расплавленным металлом.
Автоматизированное производство
Процесс литья по выплавляемым формам, технология которого адаптирована под автоматическую установку, одновременно позволяет изготавливать стояк и воронку для литниковой системы.
К отливкам из металла государственным стандартом предъявляются такие же требования, как и к продукции, полученной другим способом. Плавка рабочего материала осуществляется по заводской технологии.
Выбивка отливки производится после охлаждения пресс-формы на пневматической установке с поворотом опоки на 180 С для удаления сыпучего наполнителя. Отделение заготовки производится несколькими способами:
- вибрацией на специальной платформе;
- продавливанием через обрезную форму штампа;
- отрезкой электроинструментами;
- анодной и механической резкой.
Очистка заготовок от оболочки из шликера производится методом выщелачивания горячим раствором КОН. Остаточные фрагменты зачищаются инструментами со щеточной или наждачной насадкой.
Степень чистоты поверхности отливки зависит от состояния и конструкции пресс-формы, вида модельного состава, фракции кварцевого песка, способа выплавления состава и режима прокалки оболочек, химического состава отливки.
Плотность материала отливки формируется положением формы на рабочей платформе. Компенсацию усадки стали в процессе затвердения обеспечивает конструкция питающей системы. Точность исполнения металлической отливки проверяется оптическим компоратором. К недостаткам литья по модели относится сложность и длительность технологического процесса, высокая стоимость оснастки.





