Как сделать форму для оловянных изделий

Совсем необязательно платить большие деньги в сувенирном магазине за вожделенную фигурку или украшение из олова. Благодаря тому, что олово имеет низкую температуру плавления, с изготовлением оловянных изделий вы можете справиться самостоятельно в домашних условиях. А набор оловянных солдатиков станет прекрасным подарком не только ребенку, но и серьезному взрослому человеку.
Сделать форму для оловянных изделий – это, пожалуй, самый сложный вопрос, с которым сталкивается новичок. Однако и здесь нет особых трудностей. Перед тем, как приступать непосредственно к изготовлению формы для литья, следует заранее запастись необходимыми материалами и инструментами.
Гипс или алебастр, равно как и силиконовый термостойкий герметик, вы можете купить в любом строительном магазине. Скальпель или острое лезвие достать несложно. Пластилин – это вообще легче легкого. Простой карандаш, жидкость для мытья посуды или жидкое мыло есть в любом доме.
Прежде всего, на заранее приготовленную для этой цели модель изделия, начните наносить силиконовый герметик. Силикон наносят в несколько слоев. Каждый следующий слой накладывайте на предыдущий только после полного высыхания. Время высыхания герметика должно быть указано на упаковке.
Самый первый слой силикона наносите особенно внимательно, чтобы не осталось просветов. Более тщательно обработайте все неровности и впадинки. После высыхания первого слоя, изучите его на предмет брака. Если есть просветы, замажьте их, нанесите следующий слой, высушите его и т.д.
В конце у вас должна получиться довольно толстая силиконовая оболочка, через которую сама модель уже едва просматривается. Не забудьте, что в силиконовой и гипсовой формах должны быть одно или несколько отверстий конической формы. Эти отверстия располагаются широким концом наружу « в ногах» фигурки и служат для заливки олова внутрь формы.
Когда силиконовая форма хорошо просохла, смастерите опалубку для заливки гипса. Опалубка представляет собой прямоугольную рамочку, которую кладут на лист стекла. Чтобы гипсовый раствор не вытекал через зазоры между стеклом и опалубкой, их замазывают пластилином.
Теперь в небольшое количество холодной воды постепенно, непрерывно размешивая, засыпайте гипс. Полученная смесь по консистенции должна походить на жидкую сметану. Этот гипсовый раствор залейте в приготовленную опалубку. Сразу после того фигурку в оболочке из силикона утопите в еще не застывшем гипсе наполовину по всей длине. Это будет половина формы для оловянного изделия.
К изготовлению второй половинки гипсовой формы приступайте уже после того, как первая половина формы застыла. Это легко определить по повышению температуры гипса. Теперь, не вынимая из гипса фигурку в силиконовой оболочке, смажьте готовую половинку формы жидким мылом и залейте сверху следующей порцией гипсовой смеси.
После этого подождите, когда и вторая половина формы застынет. Далее, когда гипс затвердел, смело разбирайте опалубку и осторожно разъедините половинки гипсовой формы.
Силиконовую оболочку модели аккуратно разрежьте острым скальпелем и выньте модель так, чтобы не повредить силикон. Также желательно дождаться полного высыхания гипсовой формы прежде, чем приступать к литью олова.
Непосредственно перед заливкой форму внутри обильно смажьте графитной пылью, сдувая излишки. В завершение форму для литья соберите воедино и скрепите двумя палочками с тугими резинками.
Теперь форма для оловянного изделия полностью готова. Приступайте к литью.
Литьё олова
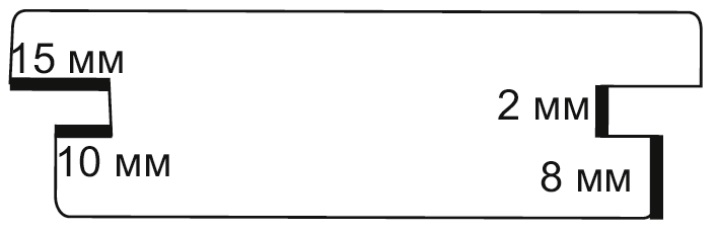
Вы можете заказать товар на заказ или выбрать готовые размеры.
Хотите узнать цену?
Наш менеджер свяжется с вами и рассчитает цену этого товара
Литье олова
Металл серебристо-белый, ковкий и пластичный — это олово. Белый продукт парамагнитен, а серый продукт диамагнитен. Температура кипения составляет 2270 градусов, а температура плавления — 231,9 градуса по Цельсию. Без примесей олово имеет низкую механическую прочность и поэтому используется редко.
Литейный процесс
Олово плавится почти при 232 градусах. Центробежные машины используются в литейной промышленности. Плавка происходит в специальных печах:
- Тигельные печи. Они могут работать на газе, жидком топливе и электричестве. В печи установлен чугунный тигель;
- Индукционные печи. В них встроен стальной или чугунный тигель.
Для изготовления формы используются силикон, эпоксидная смола, гипс и алебастр. Изготовление форм — ответственный процесс. Для сложных деталей сначала делается эскиз будущего изделия. По эскизу модель изготовлена из полимерной глины.
Также важен процесс изготовления формы для литья под давлением. Необходимо сделать правильный соединитель по форме. Это необходимо для того, чтобы можно было легко удалить изделие, не повредив его.
Последовательность плавления
Процесс проходит следующие стадии:
- Тигель нагревается до 700 градусов Цельсия;
- В печь загружаются следующие ингредиенты, такие как лигатуры CU-SB;
- Добавляется хорошо прокаленный древесный уголь;
- Шихта плавится;
- Оставшаяся партия загружается порциями;
- Металл перемешивается (поверхность всегда должна быть покрыта древесным углем);
- При достижении температуры 500-550 градусов расплав очищают от ненужных примесей хлоридом аммония;
- Расплав отстаивается 15 минут;
- Еще раз перемешивается;
- При достижении температуры 425-500 градусов шлак сливается и металл разливается в формы.
Применение литья олова
Этот материал используется в полупроводниковой технике, производится белая жесть, изготавливаются электроприборы. Баббиты, модифицированный серый чугун и оловянный порошок производятся из литого олова. Антифрикционные сплавы из меди, сурьмы и олова используются в индустрии хранения. Эти сплавы называются баббитами и бронзами. Олово своими свойствами продлевает срок службы механизмов и машин. Баббиты обладают лучшими фрикционными свойствами.
Железо используется для изготовления контейнеров, а олово используется в припоях для электроники. Литье из олова широко используется в трубопроводах, по которым идут сплавы. Кассирит (оксид олова) используется для изготовления жестяных банок. Сегодня более трети банок в мире используется для изготовления пищевых консервов.
Литейные отливки применяются для лужения различных поверхностей. Треть этого материала используется при производстве припоев. Легирование олова преимущественно свинцом называется припоем.
Эвтектический сплав, содержащий 38% Pb и 62% Sn, имеет низкую температуру плавления, поэтому широко используется в электротехнике и электронике. Другие сплавы с 30% Sn и 70% Pb имеют широкий диапазон затвердевания. Они используются для пайки трубопроводов и в качестве присадочного материала. Также можно использовать бессвинцовые припои.
Большой выбор оловянных покрытий и различных оловянных сплавов позволяет разрабатывать и реализовывать декоративные и технические проекты.
МИНИАТЮРА СВОИМИ РУКАМИ.
Литье из олова мелких фигур (1:72, оружия и амуниции 1:35)
Приветствую всех!
После очень долгого отсутствия снова появился на этом замечательном форуме. Сорри, но начну с оффтопа.
Несколько лет назад я увлёкся литьём. Этот сайт, пожалуй, в наибольшей степени вдохновил на совершенствование.
Сначала кое-чему научился сам, попробовал различные технологии на основе силикона и в середине 2004 года получил вполне приличные результаты. Потом научил жену. Она увлеклась еще больше меня. В январе 2005 года подготовил серию фотографий основных стадий изготовления формы и литья и собирался разместить статью на этом сайте, но уважаемый Gefreiter тогда меня опередил. А технология была практически одинаковая. Все было отложено в долгий ящик и руки дошли только сейчас, два года спустя. Это объясняется тем, что сам уже перестал «творить» — некогда. А жена стесняется столь неженского увлечения. Однако, получается у нее, на мой взгляд, весьма неплохо, особенно меня поразило качество совсем мелкого литья. Все, правда, отливает только копии, сама не лепит. Зато теперь оружия и амуниции для модификации стандартных фигур и создания диорам дома целые кучи. Вот я и решил выложить фотки, может кому интересно станет — расспрошу подробности технологии и опишу здесь.
Ну а теперь собственно фото
Копии масштаба 1:35
http://photos.streamphoto.ru/6/8/6/facc . be5686.jpg
Оружие масштаба 1:35
Копии фигур масштаба 1:72 (первая мировая)
Копии фигур масштаба 1:72 (английские летчики)
Последний раз редактировалось aml Пн апр 09, 2007 8:22 am, всего редактировалось 2 раз(а).
Подробности изготовления форм и литья «мелочевки» напишу завтра.
А пока выкладываю фотки по общей технологии. (двухлетней давности, сделанные к так и не написанной статье)
Льется понятно из чего — припой ПОС-40, ПОС-60, сплав розе. А вот миниатюры 1:72 — чистое олово. 
http://photos.streamphoto.ru/3/4/4/60dd . a26443.jpg
Формы — тоже стандартно. Силикон.
http://photos.streamphoto.ru/f/1/7/dbcc . 4e771f.jpg
Прототип постепенно обмазывается силиконом с промежуточной просушкой до образования кокона
http://photos.streamphoto.ru/a/a/4/1ae4 . ed54aa.jpg
Для разрезания формы сделал жене специальные резачки

Подготовка к «обмазке»
После полимеризации силиконового кокона делается гипсовый «гробик» с литником и выпорами. А потом — литье.

В момент кристаллизации расплава создаётся давление деревянной палочкой, подогнанной под литник
http://photos.streamphoto.ru/5/6/3/e357 . d37365.jpg 
http://photos.streamphoto.ru/1/1/9/c3b9 . 2a1911.jpg
После застывания расплава снимается одна половинка гипсовой формы
http://photos.streamphoto.ru/1/6/1/b989 . 273161.jpg
Потом разбирается кокон
http://photos.streamphoto.ru/4/c/d/5463 . 2badc4.jpg
Фигурка вынимается из кокона
http://photos.streamphoto.ru/c/0/6/238d . 2e360c.jpg
Еща раз все в разборе
http://photos.streamphoto.ru/e/3/f/a61a . 5c0f3e.jpg
И вот что получилось (вообще-то не самый удачный вариант)
http://photos.streamphoto.ru/8/2/7/1d96 . 8c8728.jpg
А вот еще один
http://photos.streamphoto.ru/0/4/e/11ac . 6f5e40.jpg