Как резать металл электросваркой
Для резки металла сварочным инвертором понадобятся сам инвертор, электроды, молоток и средства индивидуальной защиты. Как организовать процесс — далее.
Металл для строительных, ремонтных и хозяйственных работ применяется практически повсеместно. Поэтому потребность в разнообразных сварочных работах, а также способах подготовки и резки металла постоянно увеличивается. Неудивительно, что вопрос как резать металл сварочным инвертором, достаточно часто задается на специализированных форумах и сайтах, а также частенько встречается на практике.
Описание технологии
Дуговая резка металла выполняется при помощи сварочного инвертора. Он, по сути, представляет собой трансформатор, вырабатывающий ток определенной силы, достаточной для образования сварочной дуги. Данная технология появилась достаточно давно, тридцать-сорок лет назад. Не являясь суперсовременной, как например плазменная, она продолжает оставаться популярной и широко применяемой, вследствие простоты использования, эффективности и удобству работы.
Эксплуатация сварочного аппарата, в том числе резка металла обычным или специальным электродом, не представляет особой сложности и не требует профессиональных знаний и навыков. Но при этом необходимо учитывать требования техники безопасности, так как выполнение сварочных работ связано с электрическим напряжением.
Необходимые инструменты и оборудование
Перед тем, как резать металл приобретенным сварочным инвертором, необходимо подготовить требующееся для этого оборудование и инструмент:
- непосредственно сварочный аппарат (представлен на рынке строительного и промышленного оборудования в различных вариантах от самых разных производителей);
- молоток и щетка;
- электроды. Резка металла дуговой сваркой до последнего времени выполнялась с применением самых обычных электродов. Сейчас чаще используются специальные электроды, применяемые для резки электросваркой и обозначаемые маркировкой ОЗР. Они отличаются высокой теплоустойчивостью покрытия, обеспечивающего ускорение резки, увеличение производительности и качеств реза. Использование специальных электродов ОЗР позволяет разрезать материал таким образом, что выделяется намного большее количество тепла, а дуга получается стабильной и устойчивой.
- специальный костюм (роба);
- рукавицы (краги);
- защитная маска, оборудованная светофильтром;
- ботинки, подошва которых сделана из резины;
- при работе в замкнутом и небольшом по объемам пространстве — респиратор.
Все перечисленное выше оборудование, материалы и экипировка доступны и могут быть с легкостью приобретены практически в любом специализированном магазине.
Этапы работ
Опытные сварщики советуют новичкам обернуть кабель держака вдоль предплечья, помогая удерживать его прижатием руки к туловищу. В результате кисть остается относительно свободной и расслабленной, что приведет к меньшей усталости.
Зажигание дуги происходит либо постукиванием, либо чирканьем электрода о поверхность металла. Несмотря на сложность описания и используемых терминов, навык зажигания и последующего удержания дуги появляется сразу, буквально после второй-третьей попытки.
Справедливо утверждение, что процесс резки проще выполнения сварки, поэтому не предъявляет каких-либо завышенных требований к качеству работ. Для осваивания азов использования инвертора резка металла подходит оптимальным образом. При наличии некоторой практики края реза становятся плавными и ровными.
Ток на инверторе устанавливается исходя из размера электродов, толщины стали и вида разреза, которых различают четыре разновидности:
- разделительная резка. Лист материала устанавливается в такое положение, при котором создаются условия для беспрепятственного вытекания из места разреза. При вертикальном резе процесс выполняется сверху вниз. При горизонтальном расположении металла рез желательно вести от кромки. При больших размерах листа допускается начинать рез в его середине, предварительно выполнив отверстие. Оптимальным вариантом считается использование электрода, диаметр которого больше толщины разрезаемого металла. В этом случае электрод располагается перпендикулярно плоскости листа и перемещается вдоль линии планируемого разреза;
- поверхностная резка. Применяется значительно реже и используется для выполнения канавок на поверхности металла, а также для удаления дефектов. Электрод должен быть наклонен к поверхности на 5-10 градусов. Его перемещение осуществляется с частичным погружением в образующуюся в процессе резки полость. Если требуется широкая канавка, достаточно при движении электрода выполнять поперечные колебания необходимого размера;
- резка отверстий. Процесс достаточно прост — сначала выполняется небольшое отверстие, которое постепенно расширяется до нужных размеров. Положение электрода при этом — практически перпендикулярное поверхности металла, при этом допускаются незначительные отклонения.
При выполнении резки металла при помощи сварочного инвертора необходимо учитывать следующие моменты:
- технология не позволяет выполнить аккуратную линии реза (как при плазменной резке), что серьезно ограничивает область применения;
- для резки тонкого металла требуется большая сила тока;
- при отсутствии специальных электродов предназначенных для резки металла, могут использоваться обычные. Зачастую в работу идут даже старые, непригодные для сварки. Главное требование — необходимый диаметр электродов (для тонкого листа используется так называемая тройка, то есть диаметр электрода составляет 3 мм, для металла большой толщины — четверка и пятерка, то есть диаметром электродов равен соответственно 4 и 5 мм).
Использование приведенных выше рекомендаций и правил позволит освоить резку металла собственными силами быстро и без проблем.
Заключение
Сварочный инвертор для резки металла используется практически повсеместно. Это объясняется простотой и комфортом технологии применения, а также невысокой стоимостью и доступностью оборудования. Для работы на нем не требуется профессиональных навыков и образования.
Вместе с тем, опытные специалисты наверняка имеют собственные секреты качественной работы, которыми могут поделиться в комментариях к данной статье.
Сварочный ток. Положение электрода. Резка металла сваркой
Что же со сварочным током? Как вы уже, надеюсь, поняли, чем больше сварочный ток, тем больше энергии передается в зону сварки, тем сильнее и глубже плавится металл и тем более ‘толстые’ изделия вы можете соединять. А чтобы передать ток большей силы, нужен более толстый проводник. Соответственно, мы можем выйти на прямую зависимость: толщина металла — толщина электрода — сила тока. Часто на сварочных аппаратах наносят таблички соответствия толщины электрода и сварочного тока. Я рекомендую вам не воспринимать подобные таблицы как догму — это всего лишь отправная точка для того, чтобы вы ориентировались. Для домашнего хозяйства вам вполне хватит тока до 160А, который позволяет использовать электрод 4 мм. На моей памяти я очень редко применял этот диаметр электродов. В основном — это 2 и 3 мм. Существует еще диаметр 2.5 мм для электродов марок УОНИ-13/45, 15/55, НИАТ-3М (типы для углеродистых сталей). Ориентировочно сила сварочного тока может быть определена по формуле: I=Kdэл. Где К- опытный коэффициент, равный 40-60 мм для электродов из низкоуглеродистой стали и 35-40 мм для электродов со стержнем из высоколегированной стали, а dэл — это диаметр вашего электрода.
| Толщина металла, мм | 2 | 3 | 4 — 5 | 4 — 5 | 5 — 10 | 5 — 10 |
| Диаметр электрода, мм | 2 | 3 | 3 | 4 | 4 | 5 |
| Сила сварочного тока, А | 40 — 80 | 80 — 120 | 100 — 150 | 160 — 200 | 160 — 210 | 180 и более |
Резка металла сваркой, сварочным аппаратом, прожиг
Теперь порассуждаем — что произойдет, если мы возьмем электрод, диаметром 2 мм для листа стали 2 мм, а ток выставим порядка 100А, который обычно соответствует диаметру электрода в 3 мм? А произойдет вот что — и электрод и сталь начнут активно плавиться и испаряться. Подавать электрод в зону сварки придется очень интенсивно. Никакую ванну вы не получите, а получите т.н. сквозной прожиг. Вроде неприятность, но повернем его во благо — начнем двигать электрод поступательно, контролируя возникновение прожига. И о чудо, мы режем сталь! Причем, таким образом, вы сможете разрезать достаточно толстостенный лист. Конечно, качество кромок будет намного более низким, чем при резке углошлифовальной машиной (болгаркой), но этот способ иногда вполне применим, когда не предъявляются высокие требования по качеству кромок. Ток для резки металла обычно выше на 25-30% тока, необходимого для сварки.
Положение электрода при сварке. Электрододержатель, держак
Электрод вы вставляете в электрододержатель (сварщики называют его ‘держак’). Он должен быть удобным, легким, в нем должны быть канавки для установки электрода под различными углами. Существует много разных электрододержателей по конструкции и области применения. Как правило, известные изготовители комплектуют сварочные аппараты вполне приличными электрододержателями, и вам нет необходимости задумываться об их модификациях. Когда вы вставляете электрод в держатель обязательно проверьте (покачиванием) надежность его крепления в держателе. Иначе в месте крепления будет возникать искрение и дуга у вас будет либо неустойчива, либо вообще не зажжется.
Итак, как мы держим электрод? По отношению к плоскости шва он может находиться под углом 30-60° от вертикали, либо под прямым углом. При выполнении вертикальных швов снизу вверх угол должен быть 45-50° вниз от горизонтали. Если сверху вниз — 10-20° вниз от горизонтали. Кроме того процесс определяется направлением движения. При сварке углом ‘вперед’ (от себя) уменьшается глубина провара, уменьшается высота выпуклости шва, но заметно увеличивается ширина шва, что позволяет рекомендовать это положение для соединения металлов небольшой толщины. В этом случае расплав и шлак движется впереди электрода. У этого метода есть ряд недостатков — например, накапливается много жидкого шлака впереди электрода, он стекает на металл, мешает поддержанию дуги. Возможны непровары и шлаковые включения. В этом случае необходимо выровнять положение электрода до вертикального.
Вообще говоря, вы будете наблюдать, как поток металла и дуга ‘отталкивают’ расплав в сварочной ванне и будете наблюдать различие при разном положении электрода.
Сварка под ‘прямым углом’ (электрод движется от вас) позволяет жидкому шлаку двигаться следом за сварочной ванной, накрывая жидкий металл шва сразу за электродом. Это обеспечивает формирование качественного валика.
Кроме того, при сварке электродами с рутиловым покрытием наклон электрода в сторону будущего шва должен быть всегда больше, чем для электродов с основным покрытием.
Самый распространенный способ — ‘углом назад‘.
При сварке ‘углом назад’ глубина провара и высота выпуклости увеличиваются, но уменьшается ширина. Прогрев кромок недостаточен, поэтому возможны несплавления и образование пор. При чрезмерном наклоне электрода вы увидите, как под воздействием дуги шлак выталкивается из ванны, оголяя металл. Это вызывает быстрое остывание металла шва. Это отрицательно сказывается на качестве шва. Шов получается неравномерный, чешуйками и значительными перепадами по краям к основному металлу. Необходимо поддерживать такой угол, чтобы жидкий шлак следовал непосредственно за электродом и не вытеснялся силой дуги.
К сожалению в статьях периодически встречаются ошибки, они исправляются, статьи дополняются, развиваются, готовятся новые. Подпишитесь, на новости, чтобы быть в курсе.
‘Поскольку полярность ‘электрод-изделие’ меняется 50 раз в секунду, то это вызывает . ‘ мммммм, то есть вы не в курсе, что частота переменного тока 50гц, что вовсе не означает смену 0/фаза 50 раз в сек. Или вы тоже считаете, что ‘+’ это поток протонов, а ‘минус’ электронов? Я вообще считал, что ноль подсоединяется к изделию, а фаза подается к электроду. Читать ответ.
Сам я работаю сварщиком 25 лет. Умею все, но объяснять не горазд. Сейчас мой сын решил пойти по стопам своего отца. Я поискал в интернете материал, чтобы ему основы усвоить. И остановился на Вашем. Спасибо. Читать ответ.
Почему крошится, трескается, разрушается бетон в фундаменте, дорожке, .
Залили летом дорожку и фундамент. После зимы видны серьезные разрушения, наблюда.
Садовая скамейка своими руками на дачном участке.
Конструкция садовой скамейки. Как сделать своими руками удобную лавочку на даче.
Почему дома холодно, куда уходит тепло, потери тепла.
Почему дома холодно? Куда уходит тепло? Как сделать, чтобы было тепло? Потери те.
Столбы забора, ограды своими руками. Поставить, установить, вкопать са.
Столбы для забора, ограды. Сделаем хорошую опору для забора, чтобы забор прослуж.
Соединим алюминиевый, медный провод. Кабель, проводка. Квартира, дом, .
Как соединить алюминиевый и медный провод? Соединение медных и алюминиевых прово.
Как обеспечить безопасность электропроводки? Как установить автоматы и.
Как обеспечить безопасность электропроводки? Автоматика. Электрический автомат, .
Закрыть стык ванны + стены, плитки, кафеля. Клеим, наклеим, приклеим б.
Как надежно и долговечно закрыть стык ванны и стены? Если стена из панелей, плит.
Резка металла электросваркой как метод обработки поверхностей
Электросварка предназначена не только для соединения поверхностей, но и для их разрезания. Процесс резки металла электросваркой производится тем же оборудованием, но отличается от создания сварного шва тем, что при резке металл проплавляется насквозь до разделения частей заготовки. Это происходит в результате применения большей силы тока, чем при сварке.
Применение электродуговой резки
Такая технология применяется при ремонтно-строительных работах для демонтажа металлоконструкций, разборки старых трубопроводов, грубой разделке металлолома. Её используют при необходимости прожигания отверстий или разрезания стальных, чугунных изделий, заготовок из цветного металла.
Электродуговая резка применяется в том случае, когда нет возможности осуществить газовую резку, а также при отсутствии необходимого оборудования для газовой резки металла.
Необходимые инструменты и оборудование
В процессе выполнения работ потребуются:
- сварочный инвертор (трансформатор), который производит ток заданной силы, необходимой для создания сварочной дуги;
- молоток по металлу;
- щётка для зачистки;
- электрические провода с соединительными муфтами;
- электроды и держатели для них.
Для резки металла целесообразно применять электроды, которые обозначены маркировкой ОЗР. Они отличаются особым покрытием с определённой теплоустойчивостью, обеспечивающим высокую производительность и хорошее качество полосы разреза. При их использовании образуется устойчивая дуга, которая создаёт требуемое количество тепла. Специальные электроды ОЗР позволяют проводить резку постоянным или переменным током из любого пространственного положения.
Резка сваркой – это процесс повышенной опасности для человека. При несоблюдении техники безопасности и отсутствии необходимой экипировки можно получить поражение электрическим током. Видимые и ультрафиолетовые лучи негативно воздействуют на глаза. Выделяющие при резке вредные вещества влияют на функционирование дыхательных путей. Есть угроза получить ожоги поверхности кожи горячим металлом. Поэтому в процессе резки необходимо обеспечить:
- надёжную защиту металлического корпуса сварочного аппарата;
- наличие вытяжной вентиляции в помещении;
- специальную защитную одежду: брезентовую робу, рукавицы, защитную маску с тёмными стёклами, обувь на резиновой подошве, респиратор.
При резке металла в замкнутом пространстве желательно, чтобы снаружи за действиями работника наблюдал помощник, готовый прийти на помощь в экстремальной ситуации.
Технология резки металла электродуговой сваркой
Процесс резки металла проще сваривания, так как нет особых требований к качеству кромки. Поэтому такая технология оптимальна для обучения, осваивания принципов работы с инвертором.
Перед началом работы необходимо убедиться в исправности всех используемых электрических кабелей. Создание и удержание дуги не вызывает особых сложностей. Она зажигается в результате постукивания или чирканья электрода о металлическую заготовку. Величина тока на инверторе выставляется в зависимости от размеров электродов, толщины материала, вида требуемого разреза. Существуют три основные разновидности разрезов.
Разделительная резка
Материал устанавливается таким образом, чтобы обеспечивалось свободное вытекание расплавленного металла из линии разреза. При вертикальном расположении листа разделительная резка проводится сверху вниз. На горизонтальной поверхности рез выполняется от кромки материала. Если разрезается лист большого размера, начинать процесс можно с отверстия, выполненного в середине заготовки.
Поверхностная резка
Эта разновидность применяется для прокладывания канавок на поверхности материала, выравнивания наплывов и дефектов. В процессе работы электрод должен быть расположен с наклоном 5º-10º к поверхности. При поверхностной резке движение производится с небольшим погружением в создаваемую полость. Если требуется проложить широкую канавку, электродом следует выполнять поперечные движения заданного размера.
Резка отверстий
Эта операция выполняется путём постепенного расширения небольшого отверстия до требуемых размеров. При резке отверстий перпендикулярное расположение электрода допускает небольшие отклонения в сторону образующейся окружности.
Особенности применения разных видов электродов
Для процесса резки металлических поверхностей возможно применение различных электродов:
- металлических плавящихся;
- угольных;
- неплавящихся вольфрамовых.
Резка плавящимся электродом сопровождается выплавлением металла электрической дугой из зоны воздействия. Работа выполняется стальными электродами диаметром от 2,5 до 6 мм, которые отличаются большей тугоплавкостью, чем при сварке. Качественное покрытие (марганцевая руда, поташ) создаёт небольшой козырёк, закрывающий зону дуги, что способствует сосредоточенному нагреву материала.
Угольные электроды применяют в том случае, когда не требуется определённое качество и ширина полученного реза. При работе поверхность материала располагается с небольшим наклоном для облегчения вытекания металла. Таким образом можно обрабатывать заготовки из чугуна, стали, цветных металлов. Оптимальным будет использование электрода толщиной 10 мм.
Электродуговую резку изделий из цветных металлов, легированной стали можно производить неплавящимися вольфрамовыми электродами, которые применяются гораздо реже, чем металлические или угольные. В этом случае резка должна проводиться в защитной газовой среде.
В случае отсутствия специальных электродов, предназначенных для резки материала, могут применяться обычные сварочные. При этом следует выбрать подходящий диаметр: для тонкого металла применяются электроды диаметром 3 мм, для более толстого – от 4 до 6 мм.
Преимущества и недостатки электродуговой резки
Резка сваркой, как и любая технология, имеет свои достоинства и недостатки, учёт которых позволит сделать работу быстро и достичь ожидаемого результата. К основным недостаткам метода относятся:
- низкая производительность, которая обусловлена невысокой скоростью работы;
- плохое качество реза, получаемого в результате затвердевания натеканий с обратной стороны заготовки.
Перечисленные недостатки делают метод неприменимым в условиях, когда требуется выдерживать точную разметку при резке металла.
Главные преимущества, которые отличают этот метод:
- отсутствие необходимости приобретения специального дорогостоящего оборудования, инструментов;
- отсутствие особых требований к окружающим условиям;
- быстрое обучение приёмам работы и освоение оборудования;
- возможность работы с постоянным или переменным током.
Многие организации строительной, ремонтной, автомобильной сферы, а также домашние умельцы успешно применяют резку электросваркой, так как этот метод предназначен для несложной, недорогой резки различных металлических поверхностей.
Видео по теме: Резка металла сваркой
Электродуговая резка и сварка металлов
Резка и сварка металлов — одна из самых часто заказываемых услуг у частных сварщиков и в небольших мастерских. Никого не удивляет тот факт, что для выполнения сварки часто используется технология электродуговой сварки. Но не все знают, что с помощью электрической дуги можно не только варить, но и резать металл.
Для сварки и резки металла можно использовать различные способы. В этой статье мы кратко напомним вам, что такое электродуговая сварка, какова технология электродуговой сварки и как резать металл электродуговой сваркой.
Общая информация
Электродуговая сварка — метод соединения металлов, в основе которого лежит использование электрической дуги. Дуга нагревает и плавит металл, позволяя сформировать сварное соединение. Может нагреваться до температуры более 6000 градусов. Этого достаточно для плавления большинства существующих типов металлов.
Электродуговая технология широко используется при сварке и резке металлов. Бывает ручной, полуавтоматической и автоматической.
Ручная электродуговая сварка (она же РДС) — сварка с применением ручного труда и электрода. Сварщик сам держит электрод и направляет его в зону сварки, сам формирует шов и следит за процессом. При полуавтоматической сварке в качестве электрода используется сварочная проволока, которая подается в зону сварки с помощью специального механизма. При этом сварщик все еще сам следит за дугой. А при автоматической сварке и подача проволоки, и движение дуги выполняется с помощью автоматического оборудования.
Технология электродуговой сварки
Технология электродуговой сварки проста. Сварочный аппарат подключается к сети. Один кабель присоединяется к детали, а второй к электродержателю с электродом. Концом электрода постукивают о поверхность металла, возбуждая дугу. Дуга образуется между электродом и свариваемым металлом. Дуга мгновенно начинает отдавать тепло, плавя кромки металла и сам электрод (если он плавящийся). В итоге образовывается сварочная ванна.
В ней смешивается расплавленный электрод и основной металл. Они заполняют стык между двумя деталями, и после остывания образовывается прочное неразъемное соединение. При этом на поверхности шва может образоваться так называемый шлак.
Для выполнения сварки можно использовать плавящиеся и неплавящиеся электроды или проволоку. Выбор зависит от выбранной вами технологии электродуговой сварки. Например, при ручной электродуговой сварке чаще всего используют плавящиеся электроды. А для полуавтоматической сварки — плавящуюся или неплавящуюся проволоку.
Если вы не умеете поддерживать устойчивое горение дуги, то можете использовать в работе специальные электроды или сварочную проволоку. У них в составе должен быть натрий, калий или кальций. Эти элементы стабилизируют дугу за счет своих ионизирующих свойств.
Чтобы защитить сварочную зону от окисления, можно использовать защитный газ. Например, аргон или углекислоту. Такие газы подаются прямо в сварочную ванну, защищая ее от кислорода из атмосферы.
Электродуговая сварка может проводиться как на постоянном, так и на переменном токе. Мы рекомендуем использовать постоянный ток, поскольку металл будет меньше разбрызгиваться и шов получится намного качественнее. Если вы новичок, то работа на постоянном токе просто обязательна.
Электродуговая резка металлов
Резка металла сваркой с применением дуги — один из старейших способов резки. Существует ручная дуговая резка с применением плавящегося или неплавящегося электрода и воздушно- и кислородно-дуговая резка. Давайте подробнее остановимся на каждом из способов.
Резка неплавящимся электродом
Начнем с мало используемого, но все же применяемого метода. Резка неплавящимся электродом. В качестве электрода используют графитовый или угольный стержень, резку выполняют на любом роде тока, но при этом с прямой полярностью. Сила тока не должна превышать 800А. Чтобы разрезать металл его нужно сначала нагреть с помощью дуги, а затем выплавить.
Почему этот метод мало используется? Дело в том, что он применим только в особых случаях. Например, при разделке лома или разборке старых конструкций из металла. Словом, для работы со сложными крупногабаритными проектами. О красоте реза тоже говорить не приходится. Работа получается неровной и неаккуратной. Зато таким методом можно резать любые металлы: от чугуна до цветных металлов.
Резка плавящимся электродом
А вот резка плавящимся электродом — это, пожалуй, самый распространенный метод электродуговой резки. Разрез получается намного аккуратнее и ровнее, чем при использовании предыдущего способа. Чтобы выполнить резку установите повышенную силу тока (на процентов 30 больше, чем при сварке). Можно ориентироваться на толщину электрода. Для стержня толщиной 1 миллиметр установите силу тока примерно 50А. Для стержня 2 миллиметра — 100А. И так далее. Сам металл нужно нагревать с глубоким проплавлением. Такой способ нагрева также называют «метод опирания». Резать можно большинство металлов.
Для выполнения несложного реза в домашних условиях можно использовать любые плавящиеся электроды. Но чтобы достичь лучшего результата используйте специальные электроды для резки металла. Обычно у специальных электродов особое покрытие. Благодаря ему процесс сварки проходит быстрее и проще.
Но несмотря на улучшенное качество реза, он все еще далек от идеала. Если сравнивать такой метод резки металлов с более технологичными, то он проиграет во всем. Начиная от качества реза, заканчивая его эстетическими характеристиками. При этом сам процесс резки очень медленный.
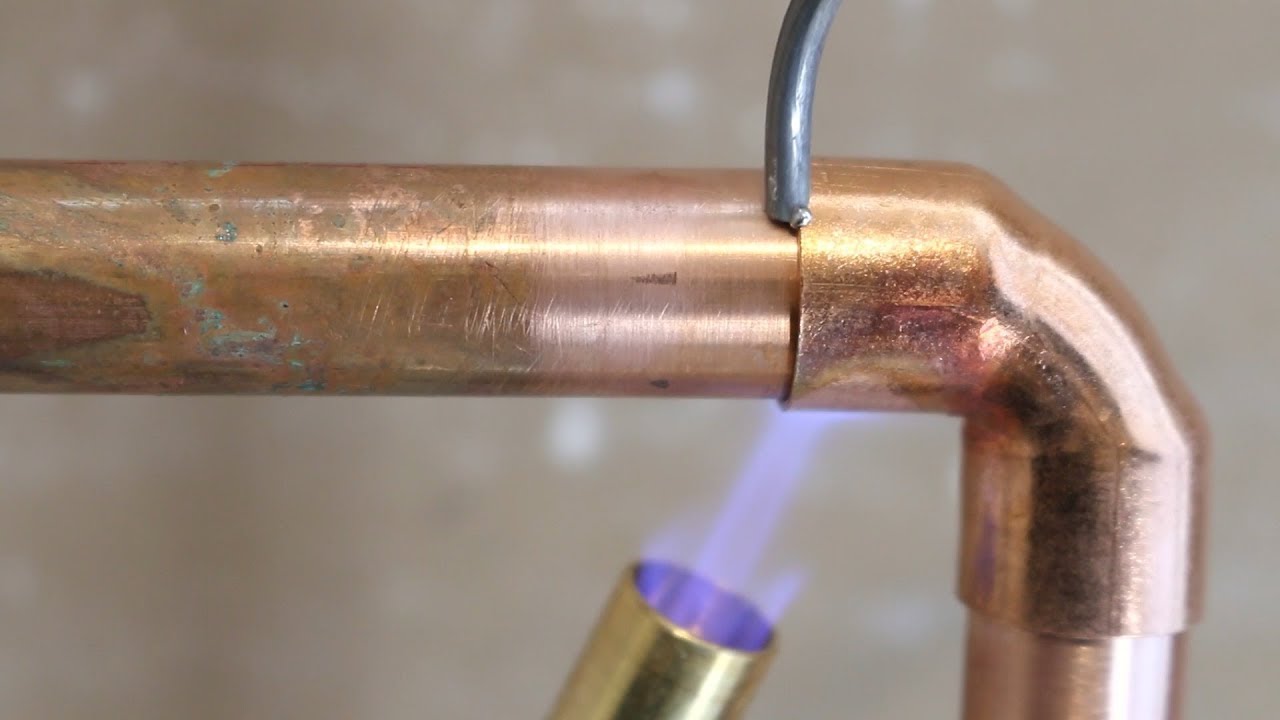
Воздушно- и кислородно-дуговая резка
Воздушно-дуговая и кислородно-дуговая резка металла электродуговой сваркой не имеют никаких отличий, кроме одного. При воздушной резке металл сначала плавится от тепла дуги, а затем он выдувается с помощью сжатого воздуха. При кислородной резке технология та же, только вместо воздуха используется поток кислорода.
Такой метод резки используют при работе с листами нержавейки. При этом толщина листа не должна превышать 20 миллиметров. Также такие методы резки используют при удалении дефектных частей у детали.
Чтобы выполнить такую резку нужно установить на сварочном аппарате постоянный ток и подобрать графитовые электроды. Можно также использовать трубчатые электроды. При использовании трубчатых электродов кислород подается через сквозное отверстие в сварочном стержне. Способ эффективный, но трудоемкий. Гораздо проще подать сжатый воздух или струю кислорода напрямую в место разреза.
Вместо заключения
Резка металла электродуговой сваркой — не такая сложная задача, как может показаться на первый взгляд. Главная особенность заключается в том, что вам нужно сначала в совершенстве овладеть сваркой. И лишь после этого заниматься резкой. Если вы не умеете правильно возбуждать дугу, вести шов и делать качественные соединения, то вряд ли получится грамотно разрезать металл.
Также нужно понимать, что вы никогда не получите от данной технологии аккуратного разреза. Электрическая дуга подойдет разве что для быстрой и неприхотливой резки неответственных конструкций.