Электрофизические и электрохимические методы обработки
Электродные процессы — электрохимические превращения на границе электрод/электролит, при которых через эту границу происходит перенос заряда, проходит электрический ток. В зависимости от направления перехода электронов (с электрода на вещество или наоборот)… … Большая советская энциклопедия
Электрохимическая обработка — Эту статью следует викифицировать. Пожалуйста, оформите её согласно правилам оформления статей. Электрохимическая обработка(ЭХО) (D. Elektrochemisches Abtragen,E. Electrochemical machining, F. Usinage électrochimique, 電化學加工, 電解加工, 전해가공) … … Википедия
Технология металлов — совокупность приёмов и способов получения и обработки металлических материалов, а также научная дисциплина, охватывающая комплекс указанных вопросов. Понятие «Т. м.» охватывает всё содержание понятия «металлургия» в его широком значении,… … Большая советская энциклопедия
Станкостроение — ведущая отрасль машиностроения, создающая для всех отраслей народного хозяйства металлообрабатывающие и деревообрабатывающие станки, автоматические и полуавтоматические линии, комплексно автоматического производства для изготовления машин … Большая советская энциклопедия
Электрохимия — I Электрохимия раздел физической химии (См. Физическая химия), предметом изучения которого являются объёмные и поверхностные свойства твёрдых и жидких тел, содержащих подвижные Ионы, и механизмы процессов с участием ионов на границах… … Большая советская энциклопедия
Электрохимия — I Электрохимия раздел физической химии (См. Физическая химия), предметом изучения которого являются объёмные и поверхностные свойства твёрдых и жидких тел, содержащих подвижные Ионы, и механизмы процессов с участием ионов на границах… … Большая советская энциклопедия
Импульсная техника — I Импульсная техника область техники, исследующая, разрабатывающая и применяющая методы и технические средства генерирования (формирования), преобразования и измерения электрических импульсов (см. Импульс электрический). В И. т. также… … Большая советская энциклопедия
Упрочнение — в технологии металлов, повышение сопротивляемости материала заготовки или изделия разрушению или остаточной деформации. У. характеризуется степенью У. – показателем относительного повышения значения заданного параметра… … Большая советская энциклопедия
Электроэрозионная обработка — ЭЭО профилированной полости. Включение на обратную полярность. 1 обрабатываемая деталь, 2 разряды в зазоре, 3 электрод инструмент, 4 генератор униполярных импульсов … Википедия
Шлифование — шлифовка (от польск. szlifować, нем. schleifen точить, полировать, шлифовать), 1) обработка поверхностей заготовок абразивным инструментом (См. Абразивный инструмент). Производится на шлифовальных станках, на металлорежущих… … Большая советская энциклопедия
Электрофизические методы обработки металлов
 Расширенное использование труднообрабатываемых материалов для изготовления деталей машин, усложнение конструкций этих деталей в сочетании с возрастающими требованиями к снижению себестоимости и увеличению производительности послужило причиной разработки и освоения методов электрофизической обработки .
Расширенное использование труднообрабатываемых материалов для изготовления деталей машин, усложнение конструкций этих деталей в сочетании с возрастающими требованиями к снижению себестоимости и увеличению производительности послужило причиной разработки и освоения методов электрофизической обработки .
Электрофизические методы обработки металлов основаны на использовании специфических явлений, возникающих под действием электрического тока, для удаления материала или изменения формы заготовки.
Основным преимуществом электрофизических методов обработки металлов является возможность их использования для изменения формы заготовок из материалов, не поддающихся обработке резанием, причём обработка этими методами происходит в условиях действия минимальных сил или при полном их отсутствии.
Важным преимуществом электрофизических методов обработки металлов является независимость производительности большинства из них от твёрдости и хрупкости обрабатываемого материала. Трудоёмкость и длительность этих методов обработки материалов повышенной твёрдости (НВ>400) меньше, чем трудоёмкость и длительность обработки резанием.
Электрофизические методы обработки металлов охватывает практически все операции механической обработки и не уступает большинству из них по достигаемой шероховатости и точности обработки.

Электроэрозионная обработка металлов
Электроэрозионная обработка является разновидностью электрофизической обработки и характеризуется тем, что изменение формы, размеров и качества поверхности заготовки происходит под действием электрических разрядов.
 Электрические разряды возникают при пропускании импульсного электрического тока в зазоре шириной 0,01 – 0,05 мм между электродом-заготовкой и электродом-инструментом. Под действием электрических разрядов материал заготовки плавится, испаряется и удаляется из межэлектродного зазора в жидком или парообразном состоянии. Подобные процессы разрушения электродов (заготовок) называют электрической эрозией .
Электрические разряды возникают при пропускании импульсного электрического тока в зазоре шириной 0,01 – 0,05 мм между электродом-заготовкой и электродом-инструментом. Под действием электрических разрядов материал заготовки плавится, испаряется и удаляется из межэлектродного зазора в жидком или парообразном состоянии. Подобные процессы разрушения электродов (заготовок) называют электрической эрозией .
В целях интенсификации электрической эрозии зазор между заготовкой и электродом заполняют диэлектрической жидкостью (керосин, минеральное масло, дистиллированная вода). При достижении на электродах напряжения, равного напряжению пробоя, в среде между электродом и заготовкой образуется канал проводимости в виде заполненной плазмой цилиндрической области малого сечения с плотностью тока 8000 – 10000 А/мм2. Высокая плотность тока, поддерживаемая в течении 10-5 – 10-8с, обеспечивает температуру на поверхности заготовки до 10000 — 12000˚С.
 Удаленный с поверхности заготовки металл охлаждается диэлектрической жидкостью и застывает в виде сферических гранул диаметром 0,01 – 0,005 мм. В каждый последующий момент времени импульс тока пробивает межэлектродный зазор в том месте, где промежуток между электродами оказался наименьшим. Непрерывное подведение импульсов тока и автоматическое сближение электрода-инструмента с электродом-заготовкой обеспечивают продолжение эрозии до тех пор, пока не будет, достигнут заданный размер заготовки или не будет удален весь металл заготовки в межэлектродном зазоре.
Удаленный с поверхности заготовки металл охлаждается диэлектрической жидкостью и застывает в виде сферических гранул диаметром 0,01 – 0,005 мм. В каждый последующий момент времени импульс тока пробивает межэлектродный зазор в том месте, где промежуток между электродами оказался наименьшим. Непрерывное подведение импульсов тока и автоматическое сближение электрода-инструмента с электродом-заготовкой обеспечивают продолжение эрозии до тех пор, пока не будет, достигнут заданный размер заготовки или не будет удален весь металл заготовки в межэлектродном зазоре.
Режимы электроэрозионной обработки делятся на электроискровые и электроимпульсные.
Электроискровые режимы характеризуются использованием искровых разрядов с малой длительностью (10-5…10-7с) при прямой полярности подключения электродов (заготовка “+”, инструмент “-”).
В зависимости от мощности искровых разрядов режимы делятся на жесткие и средние (для предварительной обработки), мягкие и особо мягкие (для окончательной обработки). Использование мягких режимов обеспечивает отклонение размеров детали до 0,002 мм при параметре шероховатости обработанной поверхности Rа=0.01 мкм. Электроискровые режимы используют при обработке твердых сплавов, труднообрабатываемых металлов и сплавов, тантала, молибдена, вольфрама и т.д. Обрабатывают сквозные и глубокие отверстия любого поперечного сечения, отверстия с криволинейными осями; используя проволочные и ленточные электроды, вырезают детали из листовых заготовок; нарезают зубья и резьбы; шлифуют и клеймят детали.
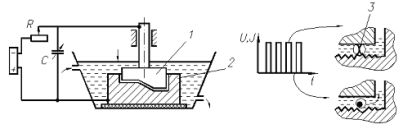
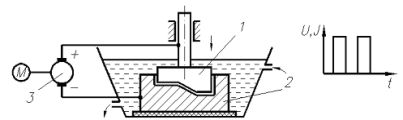
Для проведения обработки на электроискровых режимах используют станки (см. рис.), оснащенные RC-генераторами, состоящего из заряженного и разряженного контура. Зарядный контур включает конденсатор С, заряжающийся через сопротивление R от источника тока с напряжением 100 – 200 В, а в разрядный контур параллельно конденсатору С включены электроды 1 (инструмент) и 2 (заготовка).
Как только напряжение на электродах достигает пробойного, через межэлектродный зазор происходит искровой разряд энергии, накопленной в конденсаторе С. Производительность эрозионного процесса может быть увеличена уменьшением сопротивления R. Постоянство межэлектродного зазора поддерживается специальной следящей системой, управляющей механизмом автоматического движения подачи инструмента, изготовленного из меди, латуни или углеграфитных материалов.
Наиболее целесообразной областью применения электроимпульсных режимов является предварительная обработка заготовок сложнопрофильных деталей (штампы, турбины, лопатки и т.д.), изготовленных из труднообрабатываемых сплавов и сталей.
Электроимпульсные режимы реализуются установками (см рис), в которых на электроды 1 и 2 подаются униполярные импульсы от электромашинного 3 или электронного генератора. Возникновение Э.Д.С. индукции в намагниченном теле движущимся под некоторым углом к направлению оси намагничивания позволяет получать ток большей величины.
Лучевая обработка металлов
 Разновидностями лучевой обработки в машиностроении является электронно-лучевая или светолучевая обработка.
Разновидностями лучевой обработки в машиностроении является электронно-лучевая или светолучевая обработка.
Электронно-лучевая обработка металлов основана на тепловом воздействии потока движущихся электронов на обрабатываемый материал, который в месте обработки плавится и испаряется. Столь интенсивный нагрев вызывается тем, что кинетическая энергия движущихся электронов при ударении о поверхность обрабатываемой заготовки почти полностью переходит в тепловую, которая будучи сконцентрирована на площадке малых размером (не более 10 мкм), вызывает её разогревание до 6000˚С.
При размерной обработке, как известно, происходит локальное воздействие на обрабатываемый материал, что при электроннонно-лучевой обработке обеспечивается импульсным режимом потока электронов с продолжительностью импульсов 10-4…10-6 с и частотой f = 50 … 5000 Гц.
Высокая концентрация энергии при электронно-лучевой обработке в сочетании с импульсным воздействием обеспечивают условия обработки, при которых поверхности заготовки, находящиеся на расстоянии 1 мкм от кромки электронного луча, разогреваются до 300˚С. Это позволяет использовать электронно-лучевую обработку для резки заготовок, изготовления сеток из фольги, вырезания пазов и обработки отверстий диаметром 1 – 10 мкм в деталях из труднообрабатываемых материалов.
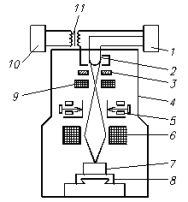
В качестве оборудования для проведения электронно-лучевой обработки используют специальные электровакуумные устройства, называемые электронными пушками (см рис). Они генерируют, ускоряют и фокусируют электронный луч. Электронная пушка состоит из вакуумной камеры 4 (с разрежением 133·10-4), в которой установлен питаемый источником высокого напряжения 1 вольфрамовый катод 2, обеспечивающий эмиссию свободных электронов, которые разгоняются электрическим полем, созданным между катодом 2 и анодной диафрагмой 3.
Далее электронный луч проходит через систему магнитных линз 9, 6, устройство электрической юстировки 5 и фокусируется на поверхности обрабатываемой заготовки 7, установленной на координатном столе 8. Импульсный режим работы электронной пушки обеспечивается системой состоящей из импульсного генератора 10 и трансформатора 11.

Метод светолучевой обработки основан на использовании теплового воздействия светового луча высокой энергии, излучаемого оптическим квантом генератором (лазером) на поверхность заготовки.
Размерная обработка с помощью лазеров заключается в образовании отверстий диаметром 0,5…10 мкм в труднообрабатываемых материалах, изготовлении сеток, вырезании из листа сложнопрофильных деталей и т.д.
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Электрофизические методы обработки металлов
 Расширенное внедрение труднообрабатываемых материалов для производства деталей машин, усложнение конструкций этих деталей в купе с вырастающими требованиями к понижению себестоимости и повышению производительности послужило предпосылкой разработки и освоения способов электрофизической обработки .
Расширенное внедрение труднообрабатываемых материалов для производства деталей машин, усложнение конструкций этих деталей в купе с вырастающими требованиями к понижению себестоимости и повышению производительности послужило предпосылкой разработки и освоения способов электрофизической обработки .
Электрофизические способы обработки металлов основаны на использовании специфичных явлений, возникающих под действием электронного тока, для удаления материала либо конфигурации формы заготовки.
Главным преимуществом электрофизических способов обработки металлов является возможность их использования для конфигурации формы заготовок из материалов, не поддающихся обработке резанием, причём обработка этими способами происходит в критериях деяния малых сил либо при полном их отсутствии.
Принципиальным преимуществом электрофизических способов обработки металлов является независимость производительности большинства из их от твёрдости и хрупкости обрабатываемого материала. Трудоёмкость и продолжительность этих способов обработки материалов завышенной твёрдости (НВ>400) меньше, чем трудоёмкость и продолжительность обработки резанием.
Электрофизические способы обработки металлов обхватывает фактически все операции механической обработки и не уступает большинству из их по достигаемой шероховатости и точности обработки.

Электроэрозионная обработка металлов
Электроэрозионная обработка является разновидностью электрофизической обработки и характеризуется тем, что изменение формы, размеров и свойства поверхности заготовки происходит под действием электронных разрядов.
 Электронные разряды появляются при пропускании импульсного электронного тока в зазоре шириной 0,01 – 0,05 мм меж электродом-заготовкой и электродом-инструментом. Под действием электронных разрядов материал заготовки плавится, испаряется и удаляется из межэлектродного зазора в водянистом либо парообразном состоянии. Подобные процессы разрушения электродов (заготовок) именуют электронной эрозией .
Электронные разряды появляются при пропускании импульсного электронного тока в зазоре шириной 0,01 – 0,05 мм меж электродом-заготовкой и электродом-инструментом. Под действием электронных разрядов материал заготовки плавится, испаряется и удаляется из межэлектродного зазора в водянистом либо парообразном состоянии. Подобные процессы разрушения электродов (заготовок) именуют электронной эрозией .
В целях интенсификации электронной эрозии зазор меж заготовкой и электродом заполняют диэлектрической жидкостью (керосин, минеральное масло, дистиллированная вода). При достижении на электродах напряжения, равного напряжению пробоя, в среде меж электродом и заготовкой появляется канал проводимости в виде заполненной плазмой цилиндрической области малого сечения с плотностью тока 8000 – 10000 А/мм2. Высочайшая плотность тока, поддерживаемая в течении 10-5 – 10-8с, обеспечивает температуру на поверхности заготовки до 10000 — 12000˚С.
 Удаленный с поверхности заготовки металл охлаждается диэлектрической жидкостью и застывает в виде сферических гранул поперечником 0,01 – 0,005 мм. В каждый следующий момент времени импульс тока пробивает межэлектродный зазор в том месте, где просвет меж электродами оказался минимальным. Непрерывное подведение импульсов тока и автоматическое сближение электрода-инструмента с электродом-заготовкой обеспечивают продолжение эрозии до того времени, пока не будет, достигнут данный размер заготовки либо не будет удален весь металл заготовки в межэлектродном зазоре.
Удаленный с поверхности заготовки металл охлаждается диэлектрической жидкостью и застывает в виде сферических гранул поперечником 0,01 – 0,005 мм. В каждый следующий момент времени импульс тока пробивает межэлектродный зазор в том месте, где просвет меж электродами оказался минимальным. Непрерывное подведение импульсов тока и автоматическое сближение электрода-инструмента с электродом-заготовкой обеспечивают продолжение эрозии до того времени, пока не будет, достигнут данный размер заготовки либо не будет удален весь металл заготовки в межэлектродном зазоре.
Режимы электроэрозионной обработки делятся на электроискровые и электроимпульсные.
Электроискровые режимы характеризуются внедрением искровых разрядов с малой продолжительностью (10-5…10-7с) при прямой полярности подключения электродов (заготовка “+”, инструмент “-”).
Зависимо от мощности искровых разрядов режимы делятся на жесткие и средние (для подготовительной обработки), мягенькие и особо мягенькие (для конечной обработки). Внедрение мягеньких режимов обеспечивает отклонение размеров детали до 0,002 мм при параметре шероховатости обработанной поверхности Rа=0.01 мкм. Электроискровые режимы употребляют при обработке жестких сплавов, труднообрабатываемых металлов и сплавов, тантала, молибдена, вольфрама и т.д.; обрабатывают сквозные и глубочайшие отверстия хоть какого поперечного сечения, отверстия с криволинейными осями; используя проволочные и ленточные электроды, вырезают детали из листовых заготовок; нарезают зубья и резьбы; шлифуют и клеймят детали.

Для проведения обработки на электроискровых режимах употребляют станки (см. рис.), снаряженные RC-генераторами, состоящего из заряженного и разряженного контура. Зарядный контур включает конденсатор С, заряжающийся через сопротивление R от источника тока с напряжением 100 – 200 В, а в разрядный контур параллельно конденсатору С включены электроды 1 (инструмент) и 2 (заготовка).
Как напряжение на электродах добивается пробойного, через межэлектродный зазор происходит искровой разряд энергии, скопленной в конденсаторе С. Производительность эрозионного процесса может быть увеличена уменьшением сопротивления R. Всепостоянство межэлектродного зазора поддерживается специальной следящей системой, управляющей механизмом автоматического движения подачи инструмента, сделанного из меди, латуни либо углеграфитных материалов.
Электроимпульсные режимы характеризуются применением импульсов большой продолжительности (0,5…10 с), соответственных дуговому уровню меж электродами и поболее насыщенному разрушению катода. В связи с этим при электроимпульсных режимах катод соединяется с заготовкой, что обеспечивает более высшую производительность эрозии (в 8-10 раз) и наименьшей, чем при электроискровых режимах, износ инструмента.

Более целесообразной областью внедрения электроимпульсных режимов является подготовительная обработка заготовок сложнопрофильных деталей (штампы, турбины, лопатки и т.д.), сделанных из труднообрабатываемых сплавов и сталей.
Электроимпульсные режимы реализуются установками (см рис), в каких на электроды 1 и 2 подаются униполярные импульсы от электромашинного 3 либо электрического генератора. Появление Э.Д.С. индукции в намагниченном теле передвигающимся под неким углом к направлению оси намагничивания позволяет получать ток большей величины.
Лучевая обработка металлов
 Разновидностями лучевой обработки в машиностроении является электронно-лучевая либо светолучевая обработка.
Разновидностями лучевой обработки в машиностроении является электронно-лучевая либо светолучевая обработка.
Электронно-лучевая обработка металлов базирована на термическом воздействии потока передвигающихся электронов на обрабатываемый материал, который в месте обработки плавится и испаряется. Настолько насыщенный нагрев вызывается тем, что кинетическая энергия передвигающихся электронов при ударении о поверхность обрабатываемой заготовки практически стопроцентно перебегает в термическую, которая будучи сконцентрирована на площадке малых размером (менее 10 мкм), вызывает её разогревание до 6000˚С.
При размерной обработке, как понятно, происходит локальное воздействие на обрабатываемый материал, что при электроннонно-лучевой обработке обеспечивается импульсным режимом потока электронов с длительностью импульсов 10-4…10-6 с и частотой f = 50 … 5000 Гц.
Высочайшая концентрация энергии при электронно-лучевой обработке в купе с импульсным воздействием обеспечивают условия обработки, при которых поверхности заготовки, находящиеся на расстоянии 1 мкм от кромки электрического луча, разогреваются до 300˚С. Это позволяет использовать электронно-лучевую обработку для резки заготовок, производства сеток из фольги, вырезания пазов и обработки отверстий поперечником 1 – 10 мкм в деталях из труднообрабатываемых материалов.

В качестве оборудования для проведения электронно-лучевой обработки употребляют особые электровакуумные устройства, именуемые электрическими пушками (см рис). Они генерируют, ускоряют и фокусируют электрический луч. Электрическая пушка состоит из вакуумной камеры 4 (с разрежением 133·10-4), в какой установлен питаемый источником высочайшего напряжения 1 вольфрамовый катод 2, обеспечивающий эмиссию свободных электронов, которые разгоняются электронным полем, сделанным меж катодом 2 и анодной диафрагмой 3.
Дальше электрический луч проходит через систему магнитных линз 9, 6, устройство электронной юстировки 5 и фокусируется на поверхности обрабатываемой заготовки 7, установленной на координатном столе 8. Импульсный режим работы электрической пушки обеспечивается системой состоящей из импульсного генератора 10 и трансформатора 11.

Способ светолучевой обработки основан на использовании термического воздействия светового луча высочайшей энергии, излучаемого оптическим квантом генератором (лазером) на поверхность заготовки.
Размерная обработка при помощи лазеров заключается в образовании отверстий поперечником 0,5…10 мкм в труднообрабатываемых материалах, изготовлении сеток, вырезании из листа сложнопрофильных деталей и т.д.
Электрофизические методы обработки …
С развитием таких ведущих отраслей техники, как электронная, авиационная, приборостроительная, увеличилась потребность в высокопрочных сталях и сплавах, очень хрупких и твердых материалах типа германия, ферритов, кварца, рубина, алмаза. Обрабатывать такие материалы механическими методами (резцом, сверлом, фрезой; см. Металлорежущие станки и инструмент) чрезвычайно трудно. Кроме того, в современных конструкциях машин и приборов появились детали, имеющие фасонные прорези, иногда сверхмалых размеров и в труднодоступных местах. Обработать их обычными методами вообще невозможно.
Во всех этих случаях на помощь традиционным механическим методам обработки приходят новые методы: электрофизические (электроэрозионные, ультразвуковые, лучевые) и электрохимические (см. Электрохимические методы обработки).
Электроэрозионная обработка. Все знают, какое разрушительное действие может произвести атмосферный электрический разряд — молния. Но не каждому известно, что уменьшенные до малых размеров электрические разряды с успехом используются в промышленности. Они помогают создавать из металлических заготовок сложнейшие детали машин и аппаратов.
Температура в месте воздействия этих электрических разрядов достигает 5000— . Ни один из известных металлов и сплавов не может противостоять таким температурам: они мгновенно плавятся и испаряются. Электрические разряды как бы «разъедают» металл. Поэтому и сам способ обработки получил название электроэрозионного (от латинского слова erosio — разъедание).
Каждый из возникающих разрядов удаляет маленькую частичку металла, и инструмент, например мягкая латунная проволочка, постепенно погружается в заготовку, копируя в ней свою форму. Разряды возникают прежде всего там, где расстояние между инструментом и заготовкой минимально. Именно в этом месте расплавляется и испаряется металл заготовки.
Разряды между заготовкой и инструментом в электроэрозионных станках следуют один за другим с частотой от 50 до сотен тысяч в 1 с, в зависимости от того, какую скорость обработки и шероховатость поверхности нужно получить. Чем чаще разряды и чем меньше их мощность, тем меньше шероховатость поверхности, но скорость обработки при этом уменьшается.
Электроэрозионный станок обычно имеет устройства для перемещения инструмента в нужном направлении и источник электрического питания, возбуждающий разряды. Автоматическая система следит за размером промежутка между обрабатываемой заготовкой и инструментом.
Инструментом может служить проволочка, стержень, диск. Так, используя инструмент в виде стержня сложной объемной формы, получают как бы оттиск его в обрабатываемой заготовке. Вращающимся диском прожигают узкие щели и режут прочные металлы.
При некоторых видах электроэрозионной обработки инструмент почти не изнашивается. Для сравнения скажем, что в некоторых случаях при механических методах стоимость инструмента достигает 50% стоимости обработки.
Ультразвуковая обработка. Еще сравнительно недавно никто не мог и предположить, что звуком станут не только измерять глубину моря, но и сваривать металл, сверлить стекло и дубить кожи (см. Акустика, акустическая техника).
Если говорить точнее, не звук, а ультразвук оказался тем мастером-универсалом, который нашел такое широкое применение во многих областях человеческой деятельности: в промышленности, медицине (см. Медицинская техника), в быту. От искусственных источников можно получить ультразвук интенсивностью в несколько сотен Вт/см2.
Здесь мы расскажем только об ультразвуковых колебаниях, используемых в станках, для обработки хрупких и твердых материалов.
Основа станка — преобразователь энергии высокочастотных колебаний электрического тока. Ток поступает на обмотку преобразователя от электронного генератора и превращается в энергию механических (ультразвуковых) колебаний той же частоты. К преобразователю присоединен специальный волновод, который, увеличивая амплитуду колебаний, передает их инструменту такой формы, какой хотят иметь отверстие. Инструмент прижимают к материалу, в котором надо получить отверстие, а к месту обработки подводят зерна абразива размером меньше 100 мкм, смешанные с водой. Эти зерна попадают между инструментом и материалом, и инструмент, как отбойный молоток, вбивает их в материал. Если материал хрупкий, то зерна абразива откалывают от него микрочастицы размером 1—5 мкм. Казалось бы, немного! Но частиц абразива под инструментом сотни, и инструмент наносит 20 ООО ударов в 1 с, поэтому процесс обработки проходит достаточно быстро, и отверстие диаметром 20—30 мм в стекле толщиной 10—15 мм можно сделать за 1 мин.
Светолучевая обработка. Чтобы с помощью линзы сфокусировать свет в очень малое пятно и получить при этом большую удельную мощность, он должен обладать тремя свойствами: быть монохроматичным, т. е. одноцветным, распространяться параллельно (иметь малую расходимость светового потока) и быть достаточно интенсивным. Ни один из обычных источников света не обладает этими тремя свойствами.
В 1960 г. был создан источник света, имеющий все эти свойства, — лазер, или квантовый генератор оптического излучения. С его помощью получают усиленный монохроматический луч. На рисунке показан светолучевой станок с лазером из искусственного рубина, полученного из оксида алюминия, в котором небольшое число атомов алюминия замещено атомами хрома.
В качестве внешнего источника энергии применяется импульсная лампа 1, подобная той, что используют для вспышки при фотографировании, но значительно более мощная. Источником питания лампы служит конденсатор 2. При излучении лампы ионы хрома, находящиеся в рубине 3, поглощают кванты света с длинами волн, которые соответствуют зеленой и синей частям видимого спектра, и переходят в возбужденное состояние. Лавинообразный возврат в основное состояние достигается с помощью параллельных зеркал 4. Выделившиеся кванты света, соответствующие красной части спектра, многократно отражаются в зеркалах и, проходя через рубин, ускоряют возврат всех возбужденных электронов в основное состояние. Одно из зеркал делается полупрозрачным, и через него луч выводится наружу. Этот луч имеет очень малый угол расхождения, так как состоит из квантов света, многократно отраженных и не испытавших существенного отклонения от оси квантового генератора.
Такой мощный монохроматический луч с малой степенью расходимости фокусируется линзой 5 на обрабатываемую поверхность и дает чрезвычайно маленькое пятно (диаметром до 5—10 мкм). Благодаря этому достигается колоссальная удельная мощность, порядка Вт/см2.
Этой удельной мощности достаточно, чтобы в зоне фокусного пятна в тысячные доли секунды испарить даже такой тугоплавкий металл, как вольфрам, и прожечь в нем отверстие.
Лазер не только производит обработку микроотверстий. Уже созданы и успешно работают светолучевые установки для резания изделий из стекла и металла, для сварки как миниатюрных деталей и полупроводниковых приборов, так и крупногабаритных деталей в машиностроении.
Электроннолучевая обработка. Обработка материалов (сварка, резание и т. п.) пучком электронов — совсем новая область техники. Она родилась в 50-х гг. XX в. В современной технике приходится иметь дело с очень твердыми или очень хрупкими труднообрабатываемыми материалами. В электронной технике, например, применяются пластинки из чистого вольфрама, в которых необходимо просверлить сотни микроскопических отверстий диаметром в несколько десятков микрометров. Искусственные волокна изготовляют с помощью фильер, которые имеют отверстия сложного профиля, и столь малые, что волокна, протягиваемые через них, получаются значительно тоньше человеческого волоса (см. Волокна натуральные и химические). Электронной промышленности нужны керамические пластинки толщиной 0,25 мм и менее с многочисленными углублениями и прорезями.
Оказалось, что электронный луч, так же как и лазерный, обладает заманчивыми для технологии свойствами. Попадая на обрабатываемый материал, он в месте воздействия нагревает его до (температура поверхности Солнца) и почти мгновенно испаряет, образовав в материале отверстие или углубление. Современная техника позволяет регулировать плотность излучения электронов, а следовательно, и температуру нагрева металла. Чрезвычайно ценно также, что действие электронного луча не сопровождается ударными нагрузками на изделие. Особенно это важно при обработке хрупких материалов, таких, как стекло, кварц.
Установки для обработки электронным лучом — это сложные устройства, основанные на достижениях современной электроники, электротехники и автоматики. Основная их часть — электронная «пушка», генерирующая пучок электронов. Электроны, вылетающие с подогретого катода, остро фокусируются и ускоряются специальными электростатическими и магнитными устройствами. Благодаря им электронный луч может быть сфокусирован на площадке диаметром менее 1 мкм. Обработка ведется в высоком вакууме. Это необходимо, чтобы создать для электронов условия свободного, без помех, пробега от катода до заготовки.
Обрабатываемое изделие устанавливается на столе, который может двигаться по горизонтали и вертикали. Луч благодаря специальному отклоняющему устройству также может перемещаться на небольшие расстояния (3—
5 мм). Когда отклоняющее устройство отключено и стол неподвижен, электронный луч может просверлить в изделии отверстие диаметром 5—10 мкм. Если включить отклоняющее устройство (оставив стол неподвижным), то луч, перемещаясь, будет действовать как фреза и сможет прожигать небольшие пазы различной конфигурации. Когда же нужно «отфрезеровать» более длинные пазы, то перемещают стол, оставляя луч неподвижным.





