Технологические процессы
Производственным процессом называется совокупность всех действий людей и орудий производства, необходимых на данном предприятии для изготовления или ремонта изделий. В производственный процесс входят не только основные процессы, связанные с преобразованием исходных материалов для получения автомобилей и их составных частей, но и вспомогательные, например изготовление инструмента и приспособлений, ремонт оборудования, а также обслуживающие процессы (внутризаводская транспортировка материалов и деталей, складские операции, контроль и др.), обеспечивающие возможность изготовления изделий.
Технологическим процессом называется часть производственного процесса, содержащая действия по изменению и последующему определению состояния предмета производства. На авторемонтном предприятии применяется множество разнообразных технологических процессов: разборка, мойка, обработка давлением, механическая обработка резанием, термическая обработка, сборка, окраска и др.
Технологический процесс состоит из операций:
Технологическая операция — законченная часть технологического процесса, выполняемая на одном рабочем месте. Операция является основной расчетной единицей при техническом нормировании процесса, при проектировании производственных участков, при определении себестоимости технологического процесса.
При выполнении операции деталь очень часто приходится устанавливать и закреплять несколько раз, т.е. выполнять несколько установов.
Установ — это часть технологической операции, выполняемая при неизменном закреплении обрабатываемой детали (заготовки) или собираемой сборочной единицы.
Обрабатываемая деталь или сборочная единица, закрепленные в приспособлении, могут занимать несколько последовательных положений относительно инструмента, т.е. позиций. Позицией называется фиксированное положение, занимаемое обрабатываемой деталью или собираемым изделием вместе с подвижной частью приспособления относительно инструмента или станка при выполнении операции.
Технологическая операция состоит из переходов. Так, например, при обработке точного отверстия его последовательно под вергают сверлению, зенкерованию и развертыванию. Каждый из перечисленных видов обработки является частью сверлильной операции и представляет собой технологические переходы. Технологический переход — это законченная часть технологической операции, характеризуемая постоянством применяемого инструмента и поверхностей, образуемых обработкой или соединяемых при сборке.
Каждый технологический переход состоит из одного или нескольких рабочих ходов. Рабочий ход — это законченная часть перехода, представляющая собой однократное перемещение инструмента относительно обрабатываемой детали, сопровождаемое изменением формы, размеров, шероховатости поверхности или свойств материала детали.
Кроме технологических переходов, каждая операция включает в себя вспомогательные переходы. Вспомогательный переход — это законченная часть технологической операции, состоящая из действий человека или оборудования, которые не сопровождаются изменением формы, размеров и шероховатости поверхностей, но необходимы для выполнения технологического перехода. К вспомогательным переходам относятся установка и снятие детали со станка, замена инструмента и т.п.
Технологический переход, кроме рабочего хода, может иметь вспомогательный ход. Вспомогательный ход — это законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки (детали), которая не сопровождается изменением формы, размеров, шероховатости поверхности или свойств детали, но необходима для выполнения рабочего хода.
Тех процесс и технологические операции
Важнейшей частью производственного процесса является технологический процесс.
Для осуществления технологического процесса необходима совокупность орудий труда, которые принято называть средствами технологического оснащения — СТО.
Технологическим оборудованием называют часть СТО, которую представляют станки, прессы, термические печи и т.п.
Технологической оснасткой — СТО, которые представляют инструмент, приспособления, калибры и другие средства, которые дополняют технологическое оборудование.
Рабочее место для выполнения технологической операции
Тех. процесс осуществляют на рабочих местах, которые объединяют в участки, линии и т.д.
Рабочим местом называют элементарную единицу структуры предприятия, на которой расположены средства технологического оснащения и определенный объем предметов труда.
На планировке цеха рабочее место изображают в виде упрощенного виде станка сверху.
- Станок
- Инструментальный шкаф
- Рольганг для обработанных деталей
- Емкость для заготовок
- Изображение исполнителя
Если рабочий является многостаночником, то план может изображаться следующим образом.
Тех процесс при обработке на металлорежущих станках
При обработке на металлорежущих станках тех. процессом называют законченную часть процесса обработки, которая связана с процессом обработки одной или группы поверхностей у одной детали одним рабочим или бригадой непрерывно.
Непрерывность в данном случае понимается как действие над одним предметом труда, при этом заготовка устанавливается в приспособление и производится обработка с одного конца. далее заготовка может быть перестановлена, перевернута и обработана с другого конца. Когда заготовка будет раскреплена, то данная операция будет закончена. Вместо нее устанавливается новая заготовка и начинается повторение той же операции.
Если технологический процесс построен таким образом, что все заготовки обрабатываются с одного конца и складируются, а затем станок перестраивается и обработка проходит с другого конца, то в данном случае планируют две операции на каждую из которых создается отдельная тех. операция.
Технологическая операция
Технологической операцией называют законченную часть технологического процесса, выполненную на одном рабочем месте.
При проектировании технологического процесса операции нумеруют для этого используют трехзначные числа кратные 5 начиная с 0.
- 000 Заготовительная
- 005 Токарная
- 010 Шлифовальная
- 015 Токарная с ЧПУ
Промежуточные позиции используются при доработке технологического процесса при его внедрении.
Лекция 3. Элементы технологического процесса , страница 3
Технологическим переходом называют законченную часть технологической операции, выполняемая одними и теми же средствами технологического оснащения при постоянных технологических режимах и установе. Если при обточке валика сменяли инструмент, то обработка этим инструментом той же поверхности заготовки будет являться новым технологическим переходом (рисунок 3.3). Но сама смена инструмента является вспомогательным переходом.
Рисунок 3.3 — Схема технологического перехода
Вспомогательным переходом называют законченную часть технологической операции, состоящей из действий человека и (или) оборудования, которые не сопровождаются изменением свойств предмета труда, но необходимы для выполнения технологического перехода. Переходы могут быть совмещены во времени за счет одновременной обработки нескольких поверхностей, т. е. могут осуществляться последовательно (черновая, получистовая, чистовая обточка ступенчатого вала или сверления четырех отверстий одним сверлом), параллельно (обточка ступенчатого вала несколькими резцами или сверление четырех отверстий, сразу четырьмя сверлами) или параллельно-последовательно (после обточки ступенчатого вала одновременно несколькими резцами, одновременное снятие фасок несколькими фасочными резцами или сверление четырех отверстий последовательно двумя сверлами).
Установ – часть технологической операции, выполняемая при неизмененном закреплении обрабатываемых заготовок или собираемой сборочной единицы. Поворот деталей на какой-либо угол является новым установом. Если валик вначале обтачивают в трехкулачковом патроне с одного установа, а затем его перевернут и обточат, то это потребует два установа при одной операции (рисунок 3.4).
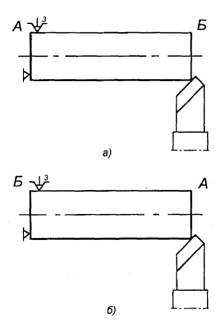
Рисунок 3.4 — Схема первого (а) и второго (б) установа
Установленная и закрепленная на поворотном столе заготовка, подвергаемая сверлению, рассверливанию и зенкерованию, имеет один установ, но с поворотом стола она будет занимать новую позицию.
Позицией называют фиксированное положение, занимаемое жестко закрепленной обрабатываемой заготовкой или собираемой сборочной единицей совместно с приспособлением относительно инструмента или неподвижной части оборудования при выполнении определенной части операции. На многошпиндельных автоматах и полуавтоматах заготовка при одном ее закреплении занимает различные позиции относительно станка. Заготовка перемещается в новое положение вместе с зажимным устройством (рисунок 3.5).
При разработке технологического процесса обработки заготовок, предпочтительно заменять установы позициями, так как каждый дополнительный установ вносит свои погрешности обработки.
Рисунок 3.5 — Схема смены позиций заготовки на многошпиндельном станке
3.4 Рабочий и вспомогательный ход
Рабочим ходом называют законченную часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, сопровождаемого изменением формы, размеров, качества поверхности и свойств заготовки. Рабочий ход обычно сопровождает непрерывную обработку одного слоя заготовки, например, на токарном станке – обработка вала на проход, на строгальном станке – одно перемещение резца при резании.
Вспомогательным ходом называют законченную часть технологического перехода, состоящую из однократного перемещения инструмента относительно заготовки, необходимого для подготовки рабочего хода. Например, при черновой обточке вала резец возвращается в исходное положение, совершая вспомогательный ход.
Приемом называют законченную совокупность действий человека, применяемых при выполнении технологического перехода или его части и объединенных одним целевым назначением. Обычно приемом является вспомогательное действие оператора при управлении станком (вручную), измерение заготовки. Элемент приема – нажатие кнопки, перемещение рукоятки и т. д.
Важными характеристиками технологического процесса и операции являются цикл, технологической операции, такт и ритм выпуска.
3.6 Цикл, такт и ритм выпуска
Циклом технологической операции называют интервал календарного времени от начала до конца периодически повторяющейся технологической операции независимо от числа одновременно изготавливаемых изделий.
Тактом называют интервал времени, через который периодически производится выпуск изделий или заготовок определенных наименований, типоразмера и исполнения.
Ритмом выпуска называют количество изделий или заготовок определенных наименований, типоразмеров и исполнений, выпускаемых в единицу времени.
Желательно, чтобы время, затрачиваемое на выполнение одной операции, было равным времени такта выпуска или кратным ему. Такое корректирование затрачиваемого времени на операцию достигается той или иной степенью концентрации операций, применением оптимальных режимов обработки, сокращением вспомогательного времени за счет многоместных приспособлений, автоматизации загрузки, транспортирования, использованием более высокопроизводительного оборудования, параллельной работы на однотипных станках-дублерах и др.