Как правильно сверлить металл: свёрла и приспособления
В данном материале журналисты ProfiDom.com.ua рассказывают обо всех нюансах сверления металла.
Для проделывания отверстий в металле используют свёрла — механические стержни из сплава, который твёрже, чем обрабатываемая деталь. Свёрла по металлу изготавливают из быстрорежущей стали марок Р6М5, Р9, Р18 под общим обозначением HSS, либо из твёрдых сплавов: ВК, Т5К10, предназначенных для обработки закалённых и твёрдосплавных заготовок.
Сверло состоит из трёх элементов:
- Кромки врезаются в дно отверстия и снимают с него тонкую стружку.
- Спиральная нарезка выталкивает стружку из отверстия.
- Хвостовик предназначен для крепления сверла в патроне инструмента.
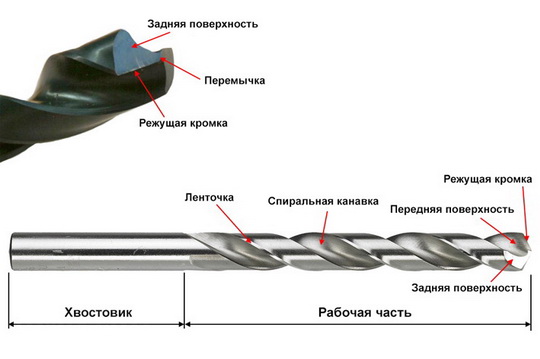
Конструкция спирального сверла по металлу
О режущих кромках стоит рассказать более подробно. Это два скоса на остром конце сверла, которые сходятся в вершине — самой выступающей точке передней части, образуя перемычку. Угол, под которым сходятся кромки, называют главным углом при вершине, его величина стандартизирована для различных материалов и режимов обработки:
- Твёрдая сталь и нержавейка: 135–140°
- Конструкционная сталь: 135°
- Алюминий, бронза, латунь: 115–120°
- Медь: 100°
- Чугун: 120° задний угол и 90° угол заточки кромки
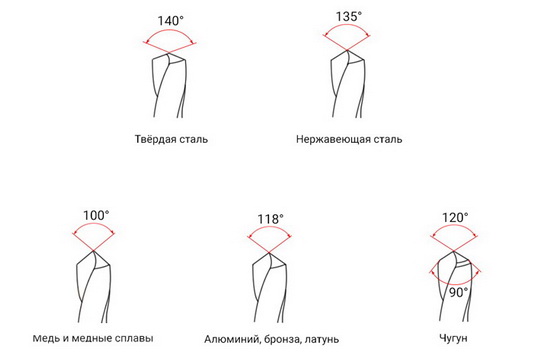
Рекомендуемые углы заточки сверла по металлу
Каждая кромка, также, имеет собственный угол заточки порядка 20–35°, определяющий её остроту. Этот угол, называемый задним, обеспечивает касание сверла к металлу только по линии кромок, при этом за ними остаётся свободное пространство. Такая форма необходима для более лёгкого снятия и выброса стружки. У некоторых свёрл кромка заточена под более тупым углом, вплоть до прямого. Такие режущие кромки хорошо справляются с обработкой хрупких металлов, например, чугуна, латуни и бронзы.

Шаблон для проверки угла заточки свёрл
Спиральная часть включает несколько канавок для отвода стружки, на вершине которых расположены дополнительные кромки, плоскость которых параллельна оси сверла. Это так называемая ленточка, которая при погружении сверла подчищает стенки отверстия и способствует более качественной центровке.
Виды свёрл по металлу и техника их заточки
Выше, ProfiDOm.com.ua рассмотрел базовую разновидность свёрл. Чтобы понять, как формируются углы при заточке, нужно лишь немного знаний и практики. Точить свёрла лучше всего на шлифовальном станке с подручником, в худшем случае можно воспользоваться универсальной заточной машинкой. На УШМ («болгарке») свёрла точить нельзя: во-первых, это противоречит технике безопасности при работе с этим электроинструментом, а во-вторых, из-за большой скорости вращения металл сильно перегревается и отпускается, становясь мягким.
Подручник на наждаке для заточки свёрл
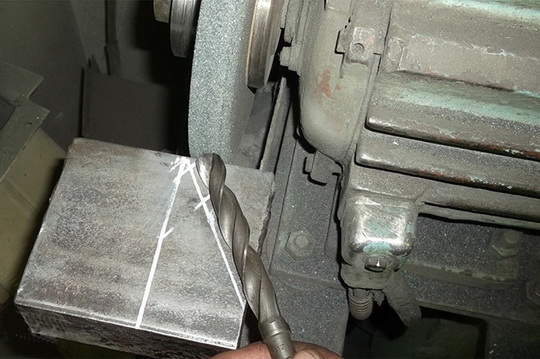
При заточке, сверло устанавливается на подручник так, чтобы его режущая часть была немного приподнята. Проворачивая сверло и сдвигая хвостовик влево, нужно добиться, чтобы режущая кромка расположилась строго горизонтально и параллельно торцу круга. Затачивать левую и правую кромку нужно поочерёдно, снимая тонкий слой металла и периодически охлаждая сверло в воде.

Заточка сверла на наждаке
Если просто зафиксировать сверло в требуемом положении и подвести его к наждаку, правильно обточить заднюю поверхность не удастся. Из-за того, что точильный камень круглый, затылочная часть кромки получается вогнутой. Это приводит к быстрому затуплению кромки и проблемам с отводом стружки. Чтобы избежать такого явления, переднюю часть сверла после касания о камень нужно немного приподымать, подавая вперёд и не снимая нажима. Так, формируется выпуклая задняя поверхность, которая намного лучше воспринимает нагрузку при резании.
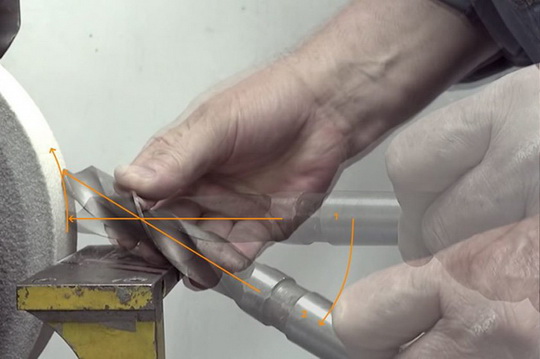
Правильное движение при заточке сверла
Обточка кромок должна выполняться до выведения острых граней без сколов и заусенцев. При этом съём с обеих сторон должен быть равномерным, о чём можно судить по форме и положению остающейся перемычки, а также по длине самих кромок. Если перемычка будет смещена, сверло будет вращаться эксцентрично, что приведёт к увеличению диаметра отверстия. Этот эффект можно использовать, если в наличии нет сверла нужного диаметра.

Правильная и неправильная заточка сверла по металлу
Когда основные кромки выведены, выполняется стачивание перемычки. Для этого, сверло нужно поставить на подручник, под углом около 45° и прижать задней частью к ребру круга, не задевая режущую кромку. На перемычке образуются две небольшие насечки длиной до 1/10 диаметра сверла, которые выполняют роль заходных и центрирующих кромок.
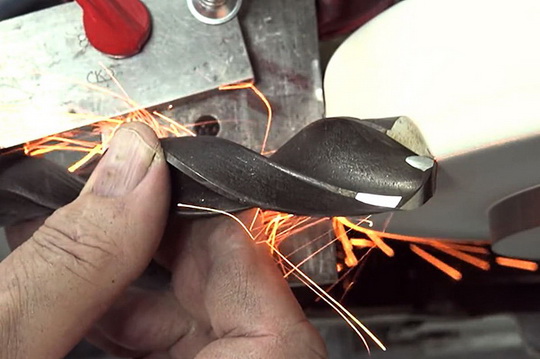
Стачивание перемычки сверла
Более специфическая разновидность свёрл используется для сверления тонколистового металла. При изготовлении глубокого отверстия сверло сначала центрируется вершиной, а на выходе удерживается ленточками спиральной части. Однако в тонком металле вершина проходит насквозь до того, как ленточки упираются в края, из-за чего отверстие получается рваным, смещённым или овальным.

Заточка сверла для тонкого листового металла
В таких ситуациях, лучше использовать сверло перьевого типа, имеющее центрирующий носик. Изготовить такое можно из обычного сверла по металлу, переточив его определённым образом. Всё делается так же и с теми же углами, но при этом кромки не развёрнуты от вершины к краям, а сведены навстречу друг другу. Перьевое сверло нужно затачивать о край камня, оставляя перемычку нетронутой. Стачивание кромок выполняется до тех пор, пока перемычка не образует носик, выступающий над вершинами режущей части на 1–2 мм.

Ступенчатое сверло по металлу
Третий вид свёрл по металлу — конусные ступенчатые. У них есть несколько режущих кромок различного диаметра, что позволяет проделывать разные по размеру отверстия всего одним инструментом. Однако, несмотря на кажущуюся универсальность, найти действительно хорошее ступенчатое сверло довольно сложно, а его стоимость составит не менее $25. Другой минус — заточку таких свёрл можно выполнить только на специализированном станке.
Для сверления твёрдых сплавов и закалённой стали лучше использовать победитовые свёрла по бетону. Их заточка изначально рассчитана на дробящее действие, однако если вывести кромки под углом при вершине около 135° и заточить их под углом 20°, даже в очень твёрдой детали можно без усилий проделать аккуратное отверстие.
Как правильно сверлить металл
Вне зависимости от того, выполняется сверление дрелью или на станке, главное — правильно выбрать скорость вращения. В большинстве случаев оптимальная скорость находится в диапазоне 1800–2500 об/мин, однако на практике могут выбираться совершенно разные значения в зависимости от точности заточки и свойств материала.
Для эффективного и быстрого сверления не обойтись без умения правильно соотносить скорость вращения и усилие подачи. Легко почувствовать, как сверло врезается в металл, непрерывно выделяя стружку, и само начинает заглубляться в дно отверстия без существенного усилия. Обороты при этом, как правило, довольно низкие — порядка 300–500 об/мин.

Лучший показатель, что процесс сверления проходит технологически верно, а сверло заточено правильно — равномерный выход стружки с обеих спиральных канавок. Качество стружки — тоже значимый показатель:
- при сверлении стали выделяется цельная стружка в виде длинных спиралей;
- чугун, закалённая сталь и прочие хрупкие материалы образуют россыпь иголок;
- алюминий сверлится с образованием коротких завитков;
- при сверлении нержавейки могут получаться пыль и мелкие хлопья.

Правильная стружка при сверлении металла
Если сверло не врезается в металл, а трёт по нему с характерным писком, либо на выходе образуется нетипичный вид стружки, лучше остановиться и поправить заточку, иначе есть риск отпуска металла от перегрева или слома рабочей части.
Обязательно соблюдение техники безопасности! Сверлить следует без перчаток, защитив глаза слесарными очками.
Перед началом сверления, необходимо разметить все отверстия, которые нужно проделать в детали. Центр каждого отверстия следует наметить кернером. Сначала, сверлится небольшая лунка глубиной 2–3 мм, в неё вносится несколько капель машинного масла. Нужно научиться позволять сверлу самому выполнять свою работу: сначала сильно прижать инструмент, а когда произойдёт врезание кромок в металл — ослабить нажим и просто слегка придавливать, удерживая равномерную скорость вращения.

Вместо масла, могут использоваться и другие охлаждающие жидкости. Так, при сверлении нержавейки сверло нужно смачивать олеиновой кислотой. Её испарения вредны, поэтому работать необходимо в респираторе. Для охлаждения также хорошо подходит керосин и мыльная вода — брусок хозяйственного на литр.
Особое внимание требуется в момент выхода сверла при сверлении сквозных отверстий. Достаточно часто в таких случаях тонкое дно прорывается с образованием крупных заусенцев, которые попадают в спиральные канавки и затягивают сверло вперёд. На выходе из детали требуется ослабить нажим и немного увеличить обороты.

Сверлить отверстия большого диаметра лучше в несколько этапов, постепенно увеличивая диаметр сверла. Это не только снизит нагрузку на инструмент, но также продлит срок жизни заточки и обеспечит чистоту обработки. Отверстия диаметром свыше 13 мм лучше сверлить с помощью коронок.
Вместо масла рекомендуется использовать консистентную смазку, так будет меньше брызг. Коронке нужно периодически давать время остыть, а во время работы тщательно следить за тем, чтобы зубья погружались равномерно, иными словами — держать шпиндель строго перпендикулярно поверхности детали.
Завершающий этап сверления — снятие фасок с обеих сторон отверстия. Для этого можно использовать зенковку, а при её отсутствии — сверло вдвое большего диаметра, которое подаётся с минимальным усилием на больших оборотах. Для снятия заусенцев с больших отверстий разумно воспользоваться круглым напильником и наждачной бумагой.
Виды сверл по металлу: характеристики, особенности, применение.
Есть инструменты, которые являются универсальными, и бывают нужны в любом виде ремонта. Так вот к таким инструментам относятся сверла, а именно сверла по металлу. Их универсальность составляет, то что ими можно пользоваться для сверления, не только металла, но и почти любого другого материала, за исключением бетона, кирпича, и других материалов, где нужно победитовый наконечник. Характеристики сверл по металлу не позволяют сверлить бетон, кирпич, из-за отсутствия победита на их рабочей поверхности. Но сверла по металлу можно использовать для любых видов сталей, чугуна, металлокерамики.
Когда вам предстоит работа с металлом, в первую очередь нужно знать насколько металл будет прочный. Ведь от этого будет зависеть прочность сверла, а именно сталь из которой будет изготавливаться сверло. Если вы приобретете сверло не той маркировки, оно быстро затупится, и его придется точить, или покупать новое.
В данный момент на рынке существует большое количество наборов сверл по металлу. Если вы покупаете сверла для дома, вам подойдёт набор сверл, с ходовыми диаметрами. Если же в будущем вам понадобиться сверло редкого диаметра, вы сможете докупить его отдельно.
Для того, что бы разобраться в видах сверл по металлу, их характеристиках, особенностях при работе, нужно разделить их на виды.
Виды сверл по металлу
- Спиральные(часто встречающие и самые популярные)
- Корончатые
- Конические или ступенчатые или как ещё называют конусное
- Перовое сверло
Вот мы разделили сверла по их внешнему виду. Это будет основным критерием. Теперь пройдёмся в общих чертах по видам, которые мы выделили, в каким именно ситуациях мы будем применять те или иные виды сверл при работе с металлом.
Спиральные
Спиральные сверла по металлу являются самыми популярными, и не только при работе с металлом. Они обладают высокой точностью и качеством при просверливании отверстий. Спиральные сверла представляют собой цилиндрический вид с выполненными спиралевидными канавками, которые расположенные вдоль всей рабочей зоны. Они позволяют отводить стружку металла из высверливаемого отверстия. На конце рабочей зоны находятся чаще всего две кромки, которые режут металл. За счет них сверло проделывает отверстия в металле.
Спиральные сверла можно использовать как на сверлильном станке, так и на ручной дрели. На станке будет выше точность вышей работы.
Спиральные сверла по металлу бывают с цилиндрическим хвостовиком и каноническим и шестигранным.
Если посмотреть на исполнение спирального сверла, можно выделить следующие группы:
- Спиральные сверла повышенной точности. Такие сверла применяются мастерами которым нужен высокий уровень точности при сверлении. Купив такое сверло, вы будете уверены в точности до микронов, в диаметре отверстия. Сверла повышенной точности можно распознать по маркировке А1 выбитой на их основании.
- Левостороннее спиральное сверло. Что бы ответить на вопрос для чего они применяются, можно вспомнить ситуацию, которая случалась с многими-а именно когда обламывается шляпка болта. Выкрутить его основание не представляется возможным. Именно для таких случаев и предназначено левостороннее спиральное свело-оно помогает выкрутить обломанные болты, шпильки. У кого то возникнет вопрос, как отличить левостороннее сверло от обычного-для этого достаточно взглянуть в какую сторону закручена его рабочая зона.
- Спиральные сверла по металлу общего назначения. Это тот вид, который мы используем чаще всего. Они имеют большой диапазон рабочих диаметров, вплоть до 80мм. Такие сверло часто применяются как в быту, так и на производстве.
Корончатые сверла
Корончатые сверла по металлу позволяют делать отверстия в металле больших диаметров. За счёт того, что при их использовании режется только наружная часть диаметра, затраты энергии на сверление минимальные. Это позволяет делать большие отверстия быстрее чем спиральными сверлами. В середине корончатого сверла находится обычное спиральное сверло, для центровки. Они позволяют делать отверстия диаметром до 15 сантиметров.
Внешним видом корончатое сверло по металлу похоже на стакан, с канавками с наружной стороны, для отвода стружки. И с центрирующим сверлом. На конце коронки присутствуют режущие зубья, которые изготавливаются из металла твердого сплава и с алмазным напылением.
Конические (ступенчатое, конусное)
Ступенчатое или конусное сверло получило своё название за счёт своего вида. Оно похоже на конус. Конус ступенчатого сверла может быть как плавный, так и ступенями. Конусное ступенчатое сверло по металлу является универсальным, так как одним таким сверлом можно сделать отверстия разных диаметров. Оно применяется для сверления отверстий различного диаметра, или для увеличения отверстия в тонких металлах, в основном до 4мм. На конце конусное сверло имеет центрирующий наконечник, который позволяет сразу начинать сверлить в нужном месте, без сдвигов.
Конусные сверла бывают разных диаметров, вплоть от 4мм до 32мм.
Перовое сверло по металлу
Перовое сверло для металла имеет плоскую рабочую часть, причем она сменная. Сменную пластину к перовому сверлу по металлу можно купить отдельно, когда старая будет тупая.
За счёт того, что перовое сверло имеет толстое основание, оно не перекашивается и не гнётся во время работы. Это позволяет сделать процесс сверления ещё точнее.
Из плюсов перового сверла можно подчеркнуть его малую стоимость, что позволяет сделать его популярным для использования в домашних условиях.
Минусом же первого сверла является отсутствие отвода стружки, что дает некоторые не удобства по время работы. Во время сверления придется чаще останавливаться, и доставать перовое сверло из отверстия, для удаления стружки.
Маркировка сверл по металлу
После того, как мы узнали какие виды сверл по металлу можно идти в магазин и покупать сверла. Но зайдя в магазин и попытавшись выбрать сверло, вы будете в ступоре. Так как в магазине можно встретить большое количество сверл разных цветов и с разными маркировками. Продавцы могут посоветовать вам, какое сверло лучше купить, но не всегда стоит доверять всему, что вам говорят.
Что бы купить нужное вам сверло правильной маркировки, которые будет качественно выполнять свою работу, нужно разобраться в маркировке сверл, а так же разобрать что означает цвет сверла.
Маркировка сверла состоит как из букв, так и из цифр. Маркировка означает вид стали из которой выполнено сверло и может указать для какого материала оно сделано. Найти на сверле можно и маркировку фирмы или страны, где оно сделано
Маркировка сверл постсоветских стран
Производители из стран бывшего советского союза и зарубежные производители маркируют сверла по-разному. Для того, чтобы вы смогли разобраться при покупке, какое сверло будет лучше, мы составили полное описание маркировок сверла.
- Р -Вольфрам и быстрорежущая сталь
- К – Кобальт
- Ф – Ванадий
- М – Молибден
Рядом с этой маркировкой вы сможете найти диаметр самого сверла.
- На сверлах диаметром до 2 миллиметров вы не найдете никакой информации. Это понятно, так как на таком маленьком сверле, физически поместить надпись не позволяет возможно.
- На сверлах диаметром 2-3 миллиметра вы сможете найти информацию о диаметре сверла и марке стали, то что мы рассматривали выше.
- На сверлах с диаметров более 3 миллиметров будет вся информация о сверле и логотип компании, которая производит данные сверла.
Маркировка зарубежных сверл
При покупке сверл зарубежного производителя, маркировка будет отличаться, ежели на российских сверлах. На сверлах зарубежного производства указывается больше информации, но и расшифровать её сложнее.
- HSS и M6M5—сверло выполнено из быстрорежущей стали
- HSS-R и HSS-G—данным сверлом советуют сверлить твердый пластик, чугун, различную сталь и цветной металл. Данное сверло имеет наибольшую прочность. Прочность металла к которому применяется сверло не более 900 нмм2.
- HSS-TIN Режущая часть сверла сделана с дополнением нитрида титана. Это позволяет сверлить более прочную сталь, с твердостью до 1100 нмм2
- HSS-K6—Свело с содержанием кобальта- надежность и долговечность работы сверла
- HSS-M3—Сверло с содержанием молибдена—увеличивается надежность сверла(смысл такой же, как и у сверла с кобальтом)
- HSS-TiAIN—Покрытие сверла выполнено из трехслойного материала содержащего алюминия, нитрида титана. Такое покрытие увеличивает срок работы сверла в среднем в 5 раз дольше, и позволяет работать сверлом при больших температурах, до 700%
- HSS-Е VAP—Сверла которые применяются для работы с нержавейкой
Цвет сверла, на что влияет и что означает
Если маркировка стерлась, или нет возможности её прочитать, можно попробовать определить тип сверла по его цвету. По цвету сверла можно определить качество изготовления сверла и материал из которого оно изготовлено.
Способы сверления металла: свёрла и приспособления
Просверлить отверстие в металле — что может быть проще? Есть, однако, в этой слесарной операции довольно много тонкостей, касающихся правильного выбора инструмента, заточки и режимов резания. Обо всех нюансах сверления металла сегодня расскажет Rmnt.ru.
Для проделывания отверстий в металле используют свёрла — механические стержни из сплава, который твёрже, чем обрабатываемая деталь. Свёрла по металлу изготавливают из быстрорежущей стали марок Р6М5, Р9, Р18 под общим обозначением HSS, либо из твёрдых сплавов: ВК, Т5К10, предназначенных для обработки закалённых и твёрдосплавных заготовок.
Сверло состоит из трёх элементов:
- Кромки врезаются в дно отверстия и снимают с него тонкую стружку.
- Спиральная нарезка выталкивает стружку из отверстия.
- Хвостовик предназначен для крепления сверла в патроне инструмента.
Конструкция спирального сверла по металлу
О режущих кромках стоит рассказать более подробно. Это два скоса на остром конце сверла, которые сходятся в вершине — самой выступающей точке передней части, образуя перемычку. Угол, под которым сходятся кромки, называют главным углом при вершине, его величина стандартизирована для различных материалов и режимов обработки:
- Твёрдая сталь и нержавейка: 135–140°
- Конструкционная сталь: 135°
- Алюминий, бронза, латунь: 115–120°
- Медь: 100°
- Чугун: 120° задний угол и 90° угол заточки кромки
Рекомендуемые углы заточки сверла по металлу
Каждая кромка также имеет собственный угол заточки порядка 20–35°, определяющий её остроту. Этот угол, называемый задним, обеспечивает касание сверла к металлу только по линии кромок, при этом за ними остаётся свободное пространство. Такая форма необходима для более лёгкого снятия и выброса стружки. У некоторых свёрл кромка заточена под более тупым углом, вплоть до прямого. Такие режущие кромки хорошо справляются с обработкой хрупких металлов, например, чугуна, латуни и бронзы.
Шаблон для проверки угла заточки свёрл
Спиральная часть включает несколько канавок для отвода стружки, на вершине которых расположены дополнительные кромки, плоскость которых параллельна оси сверла. Это так называемая ленточка, которая при погружении сверла подчищает стенки отверстия и способствует более качественной центровке.
Виды свёрл по металлу и техника их заточки
Выше мы рассмотрели базовую разновидность свёрл. Чтобы понять, как формируются углы при заточке, нужно лишь немного знаний и практики. Точить свёрла лучше всего на шлифовальном станке с подручником, в худшем случае можно воспользоваться универсальной заточной машинкой. На УШМ свёрла точить нельзя: во-первых, это противоречит технике безопасности при работе с этим электроинструментом, а во-вторых, из-за большой скорости вращения металл сильно перегревается и отпускается, становясь мягким.
При заточке сверло устанавливается на подручник так, чтобы его режущая часть была немного приподнята. Проворачивая сверло и сдвигая хвостовик влево, нужно добиться, чтобы режущая кромка расположилась строго горизонтально и параллельно торцу круга. Затачивать левую и правую кромку нужно поочерёдно, снимая тонкий слой металла и периодически охлаждая сверло в воде.
Если просто зафиксировать сверло в требуемом положении и подвести его к наждаку, правильно обточить заднюю поверхность не удастся. Из-за того что точильный камень круглый, затылочная часть кромки получается вогнутой. Это приводит к быстрому затуплению кромки и проблемам с отводом стружки. Чтобы избежать такого явления, переднюю часть сверла после касания о камень нужно немного приподымать, подавая вперёд и не снимая нажима. Так формируется выпуклая задняя поверхность, которая намного лучше воспринимает нагрузку при резании.
Правильное движение при заточке сверла
Обточка кромок должна выполняться до выведения острых граней без сколов и заусенцев. При этом съём с обеих сторон должен быть равномерным, о чём можно судить по форме и положению остающейся перемычки, а также по длине самих кромок. Если перемычка будет смещена, сверло будет вращаться эксцентрично, что приведёт к увеличению диаметра отверстия. Этот эффект можно использовать, если в наличии нет сверла нужного диаметра.
Когда основные кромки выведены, выполняется стачивание перемычки. Для этого сверло нужно поставить на подручник под углом около 45° и прижать задней частью к ребру круга, не задевая режущую кромку. На перемычке образуются две небольшие насечки длиной до 1/10 диаметра сверла, которые выполняют роль заходных и центрирующих кромок.
Стачивание перемычки сверла
Более специфическая разновидность свёрл используется для сверления тонколистового металла. При изготовлении глубокого отверстия сверло сначала центрируется вершиной, а на выходе удерживается ленточками спиральной части. Однако в тонком металле вершина проходит насквозь до того, как ленточки упираются в края, из-за чего отверстие получается рваным, смещённым или овальным.
Заточка сверла для тонкого листового металла
В таких ситуациях лучше использовать сверло перьевого типа, имеющее центрирующий носик. Изготовить такое можно из обычного сверла по металлу, переточив его определённым образом. Всё делается так же и с теми же углами, но при этом кромки не развёрнуты от вершины к краям, а сведены навстречу друг другу. Перьевое сверло нужно затачивать о край камня, оставляя перемычку нетронутой. Стачивание кромок выполняется до тех пор, пока перемычка не образует носик, выступающий над вершинами режущей части на 1–2 мм.
Ступенчатое сверло по металлу
Третий вид свёрл по металлу — конусные ступенчатые. У них есть несколько режущих кромок различного диаметра, что позволяет проделывать разные по размеру отверстия всего одним инструментом. Однако, несмотря на кажущуюся универсальность, найти действительно хорошее ступенчатое сверло довольно сложно, а его стоимость составит не менее $25. Другой минус — заточку таких свёрл можно выполнить только на специализированном станке.
Для сверления твёрдых сплавов и закалённой стали лучше использовать победитовые свёрла по бетону. Их заточка изначально рассчитана на дробящее действие, однако если вывести кромки под углом при вершине около 135° и заточить их под углом 20°, даже в очень твёрдой детали можно без усилий проделать аккуратное отверстие.
Как правильно сверлить металл
Вне зависимости от того, выполняется сверление дрелью или на станке, главное — правильно выбрать скорость вращения. В большинстве случаев оптимальная скорость находится в диапазоне 1800–2500 об/мин, однако на практике могут выбираться совершенно разные значения в зависимости от точности заточки и свойств материала.
Для эффективного и быстрого сверления не обойтись без умения правильно соотносить скорость вращения и усилие подачи. Легко почувствовать, как сверло врезается в металл, непрерывно выделяя стружку, и само начинает заглубляться в дно отверстия без существенного усилия. Обороты при этом, как правило, довольно низкие — порядка 300–500 об/мин.

Лучший показатель, что процесс сверления проходит технологически верно, а сверло заточено правильно — равномерный выход стружки с обеих спиральных канавок. Качество стружки — тоже значимый показатель:
- при сверлении стали выделяется цельная стружка в виде длинных спиралей;
- чугун, закалённая сталь и прочие хрупкие материалы образуют россыпь иголок;
- алюминий сверлится с образованием коротких завитков;
- при сверлении нержавейки могут получаться пыль и мелкие хлопья.
Правильная стружка при сверлении металла
Если сверло не врезается в металл, а трёт по нему с характерным писком, либо на выходе образуется нетипичный вид стружки, лучше остановиться и поправить заточку, иначе есть риск отпуска металла от перегрева или слома рабочей части.
Обязательно соблюдение техники безопасности! Сверлить следует без перчаток, защитив глаза слесарными очками.
Перед началом сверления необходимо разметить все отверстия, которые нужно проделать в детали. Центр каждого отверстия следует наметить кернером. Сначала сверлится небольшая лунка глубиной 2–3 мм, в неё вносится несколько капель машинного масла. Нужно научиться позволять сверлу самому выполнять свою работу: сначала сильно прижать инструмент, а когда произойдёт врезание кромок в металл — ослабить нажим и просто слегка придавливать, удерживая равномерную скорость вращения.
Вместо масла могут использоваться и другие охлаждающие жидкости. Так, при сверлении нержавейки сверло нужно смачивать олеиновой кислотой. Её испарения вредны, поэтому работать необходимо в респираторе. Для охлаждения также хорошо подходит керосин и мыльная вода — брусок хозяйственного на литр.
Особое внимание требуется в момент выхода сверла при сверлении сквозных отверстий. Достаточно часто в таких случаях тонкое дно прорывается с образованием крупных заусенцев, которые попадают в спиральные канавки и затягивают сверло вперёд. На выходе из детали требуется ослабить нажим и немного увеличить обороты.
Сверление металла коронкой
Сверлить отверстия большого диаметра лучше в несколько этапов, постепенно увеличивая диаметр сверла. Это не только снизит нагрузку на инструмент, но также продлит срок жизни заточки и обеспечит чистоту обработки. Отверстия диаметром свыше 13 мм лучше сверлить с помощью коронок. Вместо масла рекомендуется использовать консистентную смазку, так будет меньше брызг. Коронке нужно периодически давать время остыть, а во время работы тщательно следить за тем, чтобы зубья погружались равномерно, иными словами — держать шпиндель строго перпендикулярно поверхности детали.
Завершающий этап сверления — снятие фасок с обеих сторон отверстия. Для этого можно использовать зенковку, а при её отсутствии — сверло вдвое большего диаметра, которое подаётся с минимальным усилием на больших оборотах. Для снятия заусенцев с больших отверстий разумно воспользоваться круглым напильником и наждачной бумагой.