Метчик для нарезки резьбы: характеристики основных видов, конструктивные особенности, способы использования
Практически любой механизм, устройство, состоит из множества деталей. Наиболее продуктивным, надежным способом сборки является соединение с помощью резьбовых элементов. Единый стандарт производства делает эти детали универсальными, а в случае поломки они легко заменяются.
Соединение состоит из двух частей. Одна деталь имеет наружную, а другая внутреннюю резьбу. Делают ее с помощью специальных приспособлений. Для внутренней обработки отверстий применяют метчик для нарезки резьбы, который нарезает профиль, регламентируемый нормами ГОСТ 3266-81.
Особенности устройства
Независимо от вида, все метчики устроены принципиально одинаково. Различия обусловлены поставленными задачами: видом, технологией использования. Конструктивно метчик состоит из следующих элементов:
- хвостовика с местом для фиксации вспомогательного инструмента (воротка, патрона);
- калиброванной резьбы;
- канавок для создания режущей кромки и отвода стружки;
- конуса для захода;
Каждый их перечисленных элементов может быть выполнен в нескольких вариантах для решения конкретной задачи. Универсальные метчики есть почти у каждого уважающего себя домашнего мастера. На производстве дополнительно используется много специальных моделей, которые повышают производительность, позволяют получать заданные характеристики резьбы.
Виды метчиков
В зависимости от материала, типа резьбы, конфигурации изделия, применяемого инструмента выбирают модель устройства. Ассортимент продукции позволяет для каждой операции использовать изделие, с помощью которого оптимальным методом решается поставленная задача. Продукция классифицируется по нескольким критериям.
Видео: Про метчики, плашки и резьбу
По назначению
Перечень продукции отличается большим разнообразием. Выпускаются изделия для всех способов нарезания профиля. Нормами ГОСТ устанавливаются размеры, характеристики метчиков, предельные допуски, класс точности и степень шероховатости поверхности. Устройства бывают:
- ручные;
- машинные;
- машинно-ручные;
- гаечные.
Ручные и машинно-ручные применяются в слесарном деле. Высокая прочность, износостойкость изделий позволяют выполнять работу высокой точности даже в домашних условиях. Но они не предназначены для эксплуатации на высоких скоростях вращения.
Для этого используются машинные аналоги. Они сделаны из быстрорежущих сталей, способных выдерживать высокие температуры, возникающие вследствие трения и резки металла.
Машинные и гаечные метчики могут быть очень похожи. У них длинный хвостовик, позволяющий за один цикл обрабатывать до десяти и более деталей. Собираются они на корпусе устройства и по мере заполнения снимаются за один раз. В этом случае удобно использовать специальное приспособление для установки инструмента. Дома можно эту операцию делать дрелью быстрозажимным патроном.
По конструктивному исполнению
Выполнен инструмент может быть в нескольких исполнениях. Конструктивные особенности позволяет обрабатывать материалы с различными характеристиками по твердости, вязкости. Каждый метчик для нарезки резьбы имеет все базовые элементы, но сделаны они могут быть следующим образом:
- с укороченными канавками для вязкого материала (алюминия, легированных сталей);
- с винтовыми канавками, которые делаются по спирали для увеличения объема стружки, что необходимо при использовании для нарезания глухой резьбы и работы на обрабатывающих центрах;
- со ступенчатыми канавками, где каждый участок выполняет свою функцию;
- метчики-протяжки для машинной обработки больших партий изделий;
- комбинированные устройства, которые совмещают в одном изделии и сверло и метчик;
- колокольные, состоящие из отдельных частей, необходимые для нарезания крупной резьбы машинным методом.
Не всегда возможно за один проход сделать необходимый профиль, особенно если деталь выполнена из высокопрочного материала. В этом случае используется комплект инструмента из двух, трех метчиков.
На корпусе изделия имеется маркировка. Сначала отверстие проходят устройством №1, которое делает первичную, грубую обработку. Затем выполняется чистовая нарезка метчиком №2, после чего профиль соответствует нормам ГОСТ.

По виду нарезаемой резьбы
В промышленности применяется несколько основных стандартов, отличающихся системой измерения. Маркировка, которой обозначен метчик для нарезки резьбы указывает к какому виду относится изделие. Не учитывая специальных профилей, которые выполняются на станках, обычным устройством можно сделать три вида резьбы:
- Метрическая. Обозначается буквой «М». На изделии указывается диаметр и шаг резьбы.
- Дюймовая. Маркируется устройство соответствующим значком «. Диаметр указывается в дробных частях дюйма, а шаг количеством ниток на единицу измерения.
- Трубная. Традиционно указывается как дюймовая, но в процессе эволюции система обозначений утратила идентичность, поэтому инструмент для трубной резьбы определяют по таблицам.
Кроме того есть конические резьбы, для выполнения которых выпускается соответствующий инструмент. Используются детали, выполненной по этой технологии для заглушек, специальных элементов, где принципиально важно глубина проникновения.
На практике этот вид метчиков встречается крайне редко. Чаще приходится иметь дело с деталями, которые работают в обратном направлении. Чтобы сделать их применяется метчик для нарезки левой резьбы, который маркируется латинскими буквами «LH».
Инструментальный материал, из которого изготавливают метчики
Инструмент должен обладать достаточной прочностью, износостойкостью, чтобы обрабатывать крепежные детали. Выпускают его из высокоуглеродистых сталей, например, из У10А, У12А, ХВГ и других. Такие изделия оптимальны для устройств ручной работы.
При машинной обработке металла применяются более высокие скорости вращения, поэтому изделия этого класса делаются из быстрорежущих сталей типа Р6М5, Р9М4, Р18. По стоимости они несколько дороже ручных аналогов.
На некоторых производствах применяются изделия с твердосплавными напайкам, однако в продаже их можно увидеть редко. Хорошими эксплуатационными характеристиками обладают и изделия из порошковой стали, выполненные путем спекания под высоким давлением.
Как правильно и без потерь инструмента нарезать резьбу вручную
Нарезание резьбы не относится к сложным операциям. Но не имеющие опыт мастера часто совершают характерные ошибки. Это и поломка инструмента, и неправильный профиль нарезанной резьбы. Для того, чтобы избежать таких проблем, нужно строго следовать следующим правилам:
- Сверлить отверстие указанного диаметра. Если оно будет меньше, то метчик будет заклинивать, а при увеличении нагрузки он может сломаться. Когда отверстие больше, резьба получится прослабленной, либо она будет не соосной. Определить точный диаметр можно в справочнике токаря, слесаря, фрезеровщика. Там обязательно есть таблица для нарезки резьбы метчиком с точностью до 0,05 мм.
- Использовать смазочно-охлаждающие жидкости. Они предотвращают износ инструмента, гарантируют высокое качество нарезки профиля, снижают трудоемкость операции.
- Своевременно удалять стружку. При заметном сопротивлении рекомендуется провернуть метчик назад, вплоть до полного его извлечения в случае затруднений при вращении.

В условиях производства на специальной технике настраивается точный заход. Дома это сделать сложнее. Неправильное направление становится причиной некачественной резьбы.
Она получается неравномерной. С одной стороны метчик для нарезки внутренней резьбы врезается в тело обрабатываемой детали, а на противоположной профиль нитки получается не треугольным, а трапециевидным. В дальнейшем болт будет закручиваться криво, а прочность соединения будет ниже необходимого значения.
Выбор метчика для нарезки резьбы в заготовке
У многочисленных промышленных приборов, а также у многих предметов домашнего быта есть резьбовые соединения, которые начали применять с древнейших времён.
К основным приборам, при помощи которых производятся элементы подобных соединений, относится метчик. Его использование даёт возможность стремительно и без особых затруднений нарезать на внутренней плоскости отверстия — точную резьбу. Чтобы нарезать резьбу метчиком, нужна таблица для определения размеров устройства.
Конструктивные особенности
Первые приборы для нарезки резьбы отличались простой системой, и представляли собой четырёхгранный стержень, на рабочем окончании которого, заточенном под ровный конус, выпиливались зубья. Резьба при применении подобного устройства нарезалась посредством его ввинчивания во внутреннюю часть гайки, либо в заранее приготовленное отверстие в обрабатываемом продукте.
Безусловно, такого рода механизм обладал большим количеством недочётов. К наиболее значимым недостаткам необходимо причислить отсутствие на режущей части задней плоскости, а также негативное значение переднего угла. Со временем система метчиков стала более обдуманной, и на сегодняшний день, они дают возможность создавать чёткую и качественную внутреннюю резьбу.
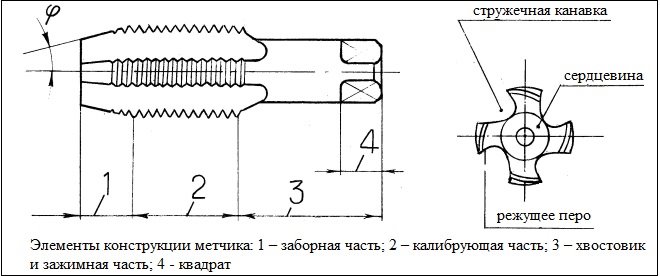
В каждом метчике для нарезки на внутренних поверхностях есть такие элементы:
- канавки (от 2 до 6);
- заборная часть;
- калибрующая часть, что имеет трубчатую конфигурацию.
Канавки, находящиеся на фронтальной плоскости прибора, вдоль всей длины, одновременно осуществляют две функции: обеспечение вывода стружки с области обработки, и упрощение подвода в эту зону смазывающе-остужающей жидкости (СОЖ). Конфигурацию, которую канавка имеет в поперечном разрезе, устанавливают две её плоскости, одна из которых считается передней гранью разрезающего зуба прибора, а 2-я — его спинкой.
По виду профиля стружечные канавки бывают таких видов:
- однорадиусные (с канавками этой формы выполняются в большей степени метчики калибровочного типа);
- с прямолинейными поверхностями (приборы с канавками такой формы применяются для нарезки внутри гаек);
- с прямолинейной и радиусной поверхностями (большая часть метчиков производится со стружечными канавками непосредственно такого вида).
Канавки могут размещаться по-разному, отличают прямолинейные, а также спиральные. С канавками прямолинейного вида производятся многоцелевые метчики общего направления. Со спиральными левонаправленными канавками выполняются устройства, применяемые для нарезания резьбы в проход. Стружка, создаваемая прибором, двигается впереди него по возделываемому отверстию, тем самым исключается угроза ухудшения уже нарезанной резьбы. При применении метчиков с правым направлением закрутки канавок стружка выводится из области обработки к хвостовику прибора. Правосторонние оптимально подойдут для нарезки в глухих отверстиях.
Заборная доля метчика, как уже рассказывалось ранее, имеет коническую конфигурацию, что упрощает процесс вхождения инструмента в отверстие. Определённое значение части угла наклона, который может пребывать в спектре 3−20°, выбирают с учётом того, для какого вида обработки будет применяться механизм: черновой, промежуточной либо чистовой.
Цилиндрическая калибровочная часть производится с возвратным занижением до 0,1 миллиметра, что необходимо для того, чтобы сократить силы трения, возникающие во время нарезки. Сократить силу трения меж рабочей частью метчика и обрабатываемой поверхностью даёт возможность также затыловка задней плоскости режущих зубьев, исполняемая от их вершины на 1/3 их ширины. Подобным образом формируется занижение задней плоскости режущих зубьев, размер которого для инструмента диаметром 12-30 мм является около 0,1 мм.
Виды метчиков по назначению
Современная индустрия выпускает разнообразные виды метчиков, отличающихся конструктивным исполнением и многофункциональными способностями. Таким образом, по собственному предназначению метчики могут относиться к одному из таких видов.
Слесарные приборы
Данные приборы чаще всего считаются ручными и применяются в комплекте с воротком, при помощи которого сообщается вращение. Как правило, они издаются и применяются комплектами, состоящими из 2-3 приборов, каждый с которых снимает с возделываемой плоскости лишь часть припуска. Масштабы метчиков, вступающих в такой комплект (рабочие диаметры), отличаются.
Первый инструмент, в хвостовик которого внесено обозначение с 1 чёрточкой, применяется для исполнения черновой обработки, 2-ой (с 2-мя чёрточками на хвостовике) — для промежуточной, а 3-ий (соответственно, с 3 чёрточками) — для финишной обработки резьбы.
Машинные или машинно-ручные
Это приборы, при помощи которых резьба может делаться вручную и на станках разного вида (токарных, сверловочных, агрегатных и др.). От слесарных, такие устройства отличаются лишь укороченной заборной составляющей и более высокой устойчивостью к механическим нагрузкам.
Гаечные приборы
При помощи подобных приборов, как следует из их наименования, осуществляют нарезание в гайках. Гайки, в которых подобным метчиком уже нарезана резьба, не скручиваются с прибора, а перемещаются на его вытянутую хвостовую часть. Хвостовики приспособлений, при помощи которых нарезается резьба в сверловочных станках, имеют прямолинейную конфигурацию.
Гайки с уже порезанной резьбой, перемещённые на такой хвостовик, попросту стряхиваются с него, после извлечения прибора из патрона станка. Для нарезки гаек в резьбонарезных автоматах применяются устройства, хвостовики которых имеют изогнутую конфигурацию. При исполнении резьбы подобным методом гайки под давлением друг друга проталкиваются по хвостовику прибора, достигают его окончательной части и падают в приготовленную тару.
Виды метчиков по конструкции
По собственному конструктивному исполнению приспособления также делятся на разнообразные виды. Так, в зависимости от этого параметра, отличают такие инструменты:
- со стружечными канавами укороченной длины, какие именуют бесканавочными (система подобных метчиков специально изобретена для того, чтобы порезать в деталях из низкоуглеродистых вязких сталей, алюминиевых сплавов, а также прочных легированных сталей);
- с канавками, размещёнными по винтовой линии (устанавливают подобные приборы на обрабатывающие центры и применяют для нарезки глухой резьбы);
- с режущими зубьями, сделанными в шахматном порядке (за счёт того, что разрезающие зубья в калибровочной части подобного прибора срезаны через один, удаётся достичь снижения силы трения при обработке);
- ступенчатого вида с рабочей частью, разделённой на 2 места, каждый из которых осуществляет собственную функцию (к примеру, имеются ступенчатые метчики, где первый участок функционирует по генераторной схеме, а 2-ой — согласно профильной; у ступенчатых приборов других видов первый участок осуществляет режущую функцию, а 2-ой — разглаживающую);
- комбинированные (это по сути, 2 в 1: их режущая доля, сделанная в одной конструкции, начинается со сверла, а завершается метчиком);
- метчики-протяжки, применяемые в отверстии любого диаметра (с их поддержкой резьба нарезается на токарном станке, в патроне которого крепится обрабатываемая часть, а в резцедержателе — хвостовик применяемого прибора. Перемещение метчика в период нарезания резьбы поддерживается механической подачей суппорта, а вращение возделываемой детали — вращением шпинделя);
- с внутренней полостью, в результате которой, происходит охлаждение прибора в процессе обработки (применение подобных метчиков, определённых в специальном либо многооперационном оснащении, даёт возможность существенно увеличить эффективность нарезки резьбы);
- колокольные (подобные устройства применяются для значительного диаметра (50−400 миллиметров) и имеют сборную систему, состоящую из единичных разрезающих компонентов).
Конструктивно все приведённые выше приспособления настолько различаются между собой, что отличить их друг от друга возможно даже по фото.
Типы резьбы
Применяя метчики различных категорий, как и разнообразные виды плашек, можно создавать на поверхностях детали резьбу разных видов. В зависимости от вида резьбы метчики разделяются на следующие категории:
- метрические. Это приспособления, с помощью которых нарезают метрическую резьбу. Нарезаемый компонент резьбы в таких вариантах имеет конфигурацию равнобедренного треугольника, а все её характеристики измеряются в миллиметрах. В маркировке подобных метчиков содержится буква «М». Для выбора метчиков метрических и диаметра предварительного отверстия применяется особая справочная таблица;
- дюймовые. Рабочая доля подобных метчиков имеет коническую конфигурацию. Диаметр дюймовых приборов измеряется в дюймах, а шаг — в числе ниток на один дюйм (25,4 мм). Уклон средней плоскости метчиков этого вида составляет 1°47’24″;
- трубные. Сюда относятся трубчатые и конические приспособления, применяемые в трубных соединениях.
Метчики можно применять для отверстий с разной резьбой. Для левосторонней резьбы отличаются от приборов правого вида только направлением подъёма линии разрезающей доли. Есть различные метчики для нарезания резьбы, таблица размеров включает нужные виды.
Материалы для метчиков
Для производства приспособлений разных видов применяются следующие материалы:
- высокоуглеродистые стали (У10А, У12А и др.);
- быстрорежущие стали (Р6М5, Р6М5К5 и др.);
- твёрдые сплавы.
Критерии выбора
Сначала избирается вид прибора по типу резьбы и её предназначению. По условиям точности определяют, следует ли использовать одинарный клеймовщик, либо необходим набор. Помимо этого, метчики выпускаются с разной чистотой обработки их разрезающего элемента, что оказывает большое влияние на достоверность нарезания резьбы.
Материал, в котором необходимо порезать резьбу, влияет на выбор устройства. Таким образом, необходимо принимать во внимание ведущий ракурс заточки зубьев. Он составит для стали — 5-10 градусов, для медных сплавов — 0-5 градусов, для алюминия и сплавов — 25-30 градусов. Приборы могут производиться из простых сталей, прочных сталей либо прочными напайками, что должно предусматриваться при рассмотрении того, какой материал обрабатывается.
Основной подбор делается по диаметру сделанного отверстия, в котором выполняется нарезка резьбы. Диаметр рабочего прибора должен быть несколько меньше диаметра отверстия. Таким образом, для резьбы метрической М20 (диаметр рабочего метчика 20 мм) диаметр сделанного отверстия составит 19 миллиметров. При метрической, если не имеется специальных условий, то производится стандартный шаг. К примеру, резьба М4 — шаг 0,7 мм, М5 — 0,8 мм, М10 — 1,5 мм, М12 — 1,75 мм и т. д.
Нарезка резьбы
Чтобы нарезать внутреннюю резьбу метчиком, таблица для их выбора поможет определиться с выбором устройства. Деталь, в которой сделано отверстие для резьбы, фиксируется в тиски так, чтобы срез на отверстии находился вверху. Линия отверстия должна разместиться строго вертикально столу.
Метчик надёжно фиксируется в гнезде воротка и вводится в фаску отверстия. Придерживая руками за вороток, метчик нужно прижать к детали и вертеть по часовой стрелке. Оборот выполняется плавно и равномерно с лёгким давлением. Так производится два оборота вперёд. Потом выполняется поворот на половину оборота обратно (против часовой стрелки). В такой очерёдности просверливается отверстие.
При нарезке резьбы болт необходимо фиксировать. Следует время от времени остужать механизм. Рекомендовано применять такие вещества:
- при работе с алюминием — керосин;
- с медью — скипидар;
- со сталью — специальную эмульсию.
Для бронзы или чугуна охлаждающие смеси можно не использовать.
Нарезку лучше всего осуществлять комплектными приборами. Сначала нарезают черновую резьбу. Затем пропускают средний метчик, и только потом резьба окончательно создаётся с помощью чистового нарезания. Исключение из процесса обработки какого-либо этапа не приводит к ускорению процесса, но значительно сказывается на качестве работы.
Как выбрать метчик
Какой выбрать метчик, если перед мастером стоит задача просверлить отверстия с внутренней резьбой для восстановления шпилек, гаек, сорванных болтов и проведения аналогичных работ? Предлагаем следовать рекомендациям — учесть описанные ниже параметры.

Изображение № 1: Стандартный машинно-ручной метчик
1. Стандарт резьбы.
Сегодня выпускают плашки с двумя стандартами: метрическим и дюймовым. Наиболее распространены метрические изделия, режущие края которых имеют конического типа лезвия.
2. Профиль резьбы.
Профиль на последних витках лезвий треугольной формы позволяет заворачивать гайки на восстановленную резьбу.
3. Принцип нарезания.
Использование метчиков ручного типа возможно в слесарном деле. При работе с вязкими сплавами (например, на основе титана) лучше применять инструменты машинного типа.
Распространение получили плашки разрезного, цельного и раздвижного видов. Цельные изделия создают резьбу наилучшего качества, поскольку отличаются высоким уровнем жесткости. Раздвижные используют в наборах, так как с их помощью удается сделать резьбу различных размеров.
Виды метчиков и их назначение
Назначение метчиков разнится, поэтому под каждый вид работ нужен свой инструмент. Расскажем об основных разновидностях.

Изображение № 2: Устройство метчика
- Ручные/машинные. Выбирайте вариант, который предназначен для соответствующего вида работ. При этом обращайте внимание на устройство изделия (винтовое, прямое, с укороченными канавками).
- Гаечные. Одиночный инструмент для сквозной резьбы прямой формы. Он длиннее машинно-ручного и имеет острый заход, аналогично первому номеру комплектного метчика.
- С вырезанной ниткой. Инструмент подходит для обработки листов и нарезания отверстий в пластинчатом металле.
- Слесарные. Предназначены для ручной нарезки отверстий. Поставляются в комплектах, состоящих из трех инструментов (чернового, чистового, среднего). Работу начинают с чернового, корректируют отверстие средним и шлифуют чистовым элементом.
- Конические. Подходят для выполнения резьбы на сквозных отверстиях. Заборная часть изделий имеет неполную, а калибрующая — полную резьбу.
- Плошечные. Подходят для изготовления предварительной резьбы. Имеют заборные конусы больших размеров.
- Маточные. Используются для зачистки резьбы. Основное отличие от других видов — наличие спирали с правой стороны.
- Бесканавочные. Подходят для длительных работ с высокой производительностью. Изделие имеет короткое основание приемного конуса без продольных канавок, что уменьшает вероятность поломок.
- Комбинированные. Это изделия, составленные из двух частей (черновой и чистовой, соединенных шейкой). Инструмент комбинированного типа сокращает время на выполнение работ. К примеру, вы можете купить сверло-метчик, который подходит одновременно для сверления и нарезания резьбы.
- Специальные. Изделия имеют узкую специализацию. К подобному типу относят насадные, корабельные и тандем-метчики.
Как выбрать сверло под метчик?
Как выбрать сверло под метчик, если вам необходимо нарезать резьбу определенного размера? Чтобы не ошибиться, помните о принципе создания отверстий. Дело в том, что при нарезании резьбы металл удаляется вместе со стружкой, выходя через режущие грани инструмента. Поэтому диаметры стрежней выбирают не по номинальному диаметру резьбы, а чуть меньше. Сориентироваться поможет таблица, размещенная ниже.

Таблица № 1: Рекомендуемые значения диаметров отверстий и стержней
Для чугуна и металлов высокой хрупкости диаметр сверла уменьшают на 0,1 мм от табличного значения. Для качественного выполнения дюймовой резьбы обращайте внимание на требуемый шаг и диаметр отверстия (смотрите таблицу ниже).

Таблица № 2: Диаметры отверстий под дюймовую резьбу
Как выбрать метчик для резьбы
Далее расскажем, как выбрать метчик для резьбы. В процессе учитывают основные характеристики:
- система измерения диаметра (дюймовая, метрическая);
- число заходов инструмента (один, два, три);
- форма профиля (прямоугольная, трапециевидная, треугольная);
- сторона, в которую вращается винт (левая, правая);
- размещение резьбы на детали (внутри, снаружи);
- форма детали (конусовидная, цилиндрическая).
Если для исправления сорванной резьбы в основном используют одиночные изделия, то для создания новой берут комплекты. В них виды метчиков для нарезания резьбы определяются как черновой, средний и чистовой.

Изображение № 3: Стандартный набор метчиков из трех инструментов
Первый предназначен для нарезания черновой резьбы, второй для ее углубления, третий — для доведения до конечного (чистового) вида. Чтобы отличить одно изделие от остальных в наборе, обратите внимание на форму рисок хвостовых частей.
Виды метчиков для нарезания резьбы

Метчики — это специальные приспособления, предназначенные для нарезания и калибровки внутренних резьб. Ниже мы рассмотрим все особенности этих металлорежущих инструментов. Прочитав статью, вы получите ответы на следующие вопросы.
- Какую резьбу можно нарезать при помощи метчика?
- Как маркируют эти инструменты?
- Из каких частей состоят метчики?
- Какие материалы идут на производство этих металлорежущих инструментов?
- Какие существуют виды метчиков по конструкции и назначению?
Фотография №1: набор метчиков
Конструкция метчиков
Метчик состоит из рабочей части и хвостовика.
Изображение №1: конструкция метчика
Рабочая часть метчика устроена следующим образом.
- Заборная часть. Именно она начинает соприкасаться с металлом и формирует первые витки резьбы.
- Калибрующая часть. Доводит резьбу до идеала.
Хвостовик предназначен для закрепления инструмента. Для исключения проворачивания предусмотрен специальный квадрат.
Калибрующая часть метчика имеет канавки. Они выполняют две функции.
- Отвод стружки из зоны обработки.
- Подвод смазывающе-охлаждающей жидкости.
Существуют следующие типы канавок.
- Канавки, имеющие прямолинейные передние и радиусные задние поверхности. С такими канавками выпускается большинство метчиков.
- Канавки, имеющие прямолинейные передние и задние поверхности. Метчики этого типа используют для нарезания гаечных резьб.
- Однорадиусные канавки. Их имеют метчики калибровочного типа
Маркировка метчиков
Маркировка наносится на хвостовики метчиков.
- «М» — метрические метчики.
- «К» — конические метчики.
- «G» — трубные метчики.
Классификация и виды метчиков
Расскажем о классификации метчиков в деталях. Инструменты подразделяют на виды в зависимости от таких основных характеристик, как:
- назначение;
- конструктивные особенности;
- типы нарезаемых резьб.
Классификация метчиков по назначению
По назначению метчики делят на 5 видов.
- Слесарные. Это ручные метчики, для вращения которых предназначены специальные воротки. Обычно для нарезания какой-либо резьбы используется комплект из нескольких инструментов. Каждый их них снимает с заготовки лишь часть припуска.
Расскажем, как отличить метчики по типу обработки. Черновые метчики имеют на хвостовиках одну черточку, промежуточные — 2, а инструменты для финишной обработки — 3.
В зависимости от направления вращения метчики бывают левыми и правыми.
Фотография №2: ручные слесарные метчики
- Машинные метчики. Их используют для обработки заготовок на револьверных, агрегатных, сверлильных и токарных станках. Применение машинных метчиков в массовом или серийном производстве дает нужную производительность. Резьба до 3 мм с использованием машинного метчика нарезается за один проход.
Фотография №3: машинные метчики
- Машинно-ручные метчики. Это универсальные инструменты, которые поставляются комплектами из двух штук. Один метчик предназначается для черновой обработки, а второй — для чистовой.
Кроме хвостовиков от обычных инструментов машинно-ручные метчики отличают по укороченным рабочим частям. Инструменты второго и третьего типов способны выдерживать высокие нагрузки.
Фотография №4: машинно-ручные метчики
- Метчики-протяжки. Эти специальные машинные инструменты, предназначенные для нарезания крупнопрофильных резьб за один проход. Отличаются повышенной жесткостью и имеют очень точное исполнение. Метчики этого типа работают не на сжатие, а на растяжение. Длина рабочих частей — увеличенная.
Фотография №5: метчики-протяжки
- Гаечные метчики. Как видно из названия, инструменты этого типа применяют для нарезания резьб в гайках. Гаечные метчики, устанавливаемые на сверлильные станки, имеют длинные прямолинейные хвостовики. После нарезания резьбы инструмент извлекается, а гайка просто стряхивается. Приспособления, устанавливаемые на резьбонарезные автоматы, имеют изогнутые хвостовики. С них обработанные гайки падают в подготовленную тару.
Фотография №6: гаечный метчик для резьбонарезного автомата
Классификация метчиков по конструкции и особенностям
Перечислим виды приспособлений и кратко расскажем о них.
- Метчики с винтовыми стружечными канавками. Такие приспособления обычно используют для машинного нарезания глухих резьб. Винтовое расположение канавок для отвода стружки обеспечивает подачу в зону резания необходимого количества смазочно-охлаждающей жидкости. Это значительно повышает эффективность обработки и продлевает срок службы инструментов.
Изображение №2: метчик с винтовыми канавкам и для отвода стружки
- Метчики с укороченными канавками. Их еще называют бесканавочными. Приспособления этого типа используют для обработки заготовок из высокопрочных легированных сталей, вязких низкоуглеродистых материалов, а также сплавов на основе алюминия.
Изображение №3: конструктивные особенности бесканавочного метчика
- Метчики с шахматным расположением режущих зубьев. Такая конструкция уменьшает трение при обработке заготовок. Зубья на заборной части располагаются по классической схеме, а на калибрующей — через один.
Изображение №4: конструкция метчика с шахматным расположением зубьев
- Комбинированные сверла-метчики. При обработке деталей приспособлениями этого типа выполняются одновременно 2 операции — сверление отверстия и нарезание резьбы. Такой подход позволяет не задумываться о соотношении диаметра сверла с диаметром метчика.
Фотография №7: комбинированные сверла-метчики
Изучите также таблицу соответствия диаметров.
Изображение №5: стандартные диаметры сверл-метчиков
- Колокольные метчики. Предназначены для нарезания резьб больших диаметров (от 50 до 400 мм). Приспособления имеют сборные конструкции.
Изображение №6: конструкция метчика колокольного типа
- Модели ступенчатого типа. Рабочие части таких метчиков разделены на участки, выполняющие определенные функции. К примеру, первый — резание, а второй — выглаживание.
Изображение №7: конструкция метчика ступенчатого типа
- Метчики с внутренними полостями. Они нужны для охлаждения и отвода стружки. Такие метчики отличаются повышенной производительностью и используются для нарезания глухих резьб в глухих отверстиях. Наибольшее распространение получили сборные модели.
Изображение №8: полые метчики
Основные типы нарезаемых метчиками резьб
Чаще всего при помощи метчиков нарезают резьбы трех основных разновидностей. Применяют инструменты следующих типов.
- . Предназначены для нарезания метрических резьб. Это самый распространенный тип крепежных соединений.
Профиль метрической резьбы представляет собой равносторонний треугольник. Угол при вершине — 60°. Вершины выступов срезаны.
Изображение №9: профиль метрической резьбы
- . Рабочие части таких приспособлений имеют коническую форму. Профиль дюймовой резьбы выглядит так.
Изображение №10: профиль дюймовой резьбы
Диаметр измеряется в дюймах, а шаг — в количестве ниток на дюйм.
- Цилиндрические и конические трубные метчики. Используются для создания надежных трубных соединений.
Изображение №11: профиль трубной резьбы
- Ознакомьтесь со стандартными характеристиками резьб вышеперечисленных типов.
Изображение №12: стандартные характеристики метрических, дюймовых и трубных резьб





