Неразрушающий контроль сварных соединений
Существующие в электрическом деле методы неразрушающего контроля сварных соединений полностью соответствуют требованиям, изложенным в ГОСТе 3242. Особенностью всех методов является то, что дефекты выявляются косвенно, без механических повреждений и не разрушают сварные соединения.
Универсального способа, при применении которого можно было бы выявить все существующие дефекты, не существуют. Поэтому используется их совокупность.

Существующие дефекты
Неразрушающий контроль соединений, выполненных сварным способом, позволяет выявить как внешние, так и внутренние дефекты.
Внешние — это прожоги, трещины, царапины, сколы, надрезы, плохо проваренные участки. Их легко увидеть при визуальном осмотре. Другое дело — внутренние. Для их определения понадобится специальное оборудование.
Виды контроля
Выбор оптимального варианта зависит от толщины шва, состояния поверхности, характеристик металла. Виды неразрушающего контроля сварных соединений основываются на различных физических явлениях: оптических, акустических, радиационных, магнитных, тепловых.
Визуально-измерительный
Наружные дефекты можно без особых проблем выявить внешним осмотром. В качестве дополнительного приспособления используется лупа, имеющая сильное увеличение. Для измерения размера дефекта применяется линейка или другой мерительный инструмент. Такой метод контроля обязателен для всех соединений с помощью сварки. Он может применяться как подготовка к другим методам.

Ультразвуковая дефектоскопия
Суть способа — способность ультразвуковых волн проникать через металл и отражение их от шлаков и включений неметаллического характера. Приборы для этого метода называются ультразвуковыми дефектоскопами.

На экране осциллографа отображаются волны, отраженные от сварного шва. Информация, которую получает контролер, содержит сведения о размере и местоположении дефектов.
Магнитная дефектоскопия
В методе используется явление электромагнетизма. Магнитные волны проходят через соединение сваркой. На месте дефектов образуются рассеянные магнитные потоки, имеющие искривления. Примером использования является неразрушающий контроль сварных соединений трубопроводов.

При наличии раковин или трещин меняется величина магнитного потока, что регистрируется прибором.
Радиографический контроль
Называется также рентгенографическим. Основан на свойстве рентгеновских лучей в различных материалах распространяться по-разному, что важно, когда они встречают включения шлаков или пустоты в металле.

На месте шва устанавливают специальный аппарат, который делает снимки на пленке. Если имеются дефекты, то это будет отражено на снимках. Неразрушающий контроль сварных соединений, выполненный таким способом, является одним из самых точных.
Капиллярный контроль
Для этого метода необходимы индикаторы — жидкости, обладающие свойством глубоко проникать в материал, оставляя следы яркого цвета. При наличии пустот индикаторы просачиваются сквозь них.
Такой неразрушающий контроль сварных швов выполняется следующим образом. Поверхность шва тщательно очищается и высушивается. На нее наносят индикатор, который по капиллярам проникает глубоко в металл. После очищения от излишков на это место наносят проявитель, задача которого вытянуть жидкость из материала. О дефектах можно судить по образовавшемуся рисунку.
Где производится контроль
Местом осуществления контроля может служить лаборатория неразрушающего контроля сварных соединений, где имеется все необходимое оборудование. В лаборатории используются все главные методы, применяемые для контроля качества выполненных сварных швов. Исследования проводят с соблюдением требований, указанных в соответствующих нормативных документах.
Преимущества неразрушающего контроля
К достоинствам применения таких методов относятся:
- Сохранение целостности изделия. После анализа и устранения дефектов можно сразу начинать их эксплуатацию.
- Исследования можно проводить без привязки к постоянному месту.
- Быстрое получение результата.
- Привлечение к исследованиям специальных лабораторий.
- Невысокая стоимость.
Возможно применение сразу нескольких способов контроля.
Интересное видео
Контроль качества сварных соединений

Безопасность и надежность эксплуатации сооружений и оборудования невозможна без качественного выполнения сварочных работ при стыковке отдельных элементов. Для этого необходим надлежащий контроль качества сварных соединений, проводимый разными методами, с учетом требований ГОСТ, действующих стандартов, технических условий и другой нормативной документации.
Методика контроля
Качество сварных швов проверяют обученные и аттестованные специалисты, получившие квалификацию экспертов по соответствующей методике контроля. На строительных объектах и предприятиях, нуждающихся в регулярной проверке состояния сварных соединений металлоконструкций или оказывающих подобные услуги в качестве подрядчика, созданы подразделения, ответственные за выполнение указанных работ. Применяемые методы контроля сварных соединений делят на две группы: разрушающие и неразрушающие. В большинстве случаев применяют методики, не предполагающие разрушения соединений.
Разрушающие виды контроля сварных соединений актуальны в таких случаях:
- для проверки пробных образцов, перед выполнением основной сварки элементов;
- при выпуске массовых изделий – испытывают определенное количество экземпляров из общей партии.
Контроль проводят с применением специализированного оборудования, работа с которым требует от персонала соответствующих квалификационных знаний и навыков. Приборы подвергают периодической поверке на соблюдение установленных допусков погрешностей, согласно действующим законодательным нормам.
Визуальный и измерительный контроль
Для проведения визуального и измерительного контроля не нужно применять специальное оборудование. Достаточно контроля, проведенного экспертом, с использованием элементарных измерительных средств (штангенциркуля, шаблонов, рулетки, щупов, линейки, угольника, лупы и люксметра).

Специалист, осматривающий сварной шов, должен исключить следующие дефекты:
- нарушение сплошности;
- неоднородную структуру;
- трещины;
- пустоты;
- поры;
- свищи;
- сколы;
- непроваренные участки;
- неравномерное сечение;
- отклонение от геометрии профиля шва.
О присутствии внутренних дефектов можно судить, исходя из характерных внешних признаков. Выявленные дефектные участки измеряют, чтобы проверить соответствие их размеров разрешенным допускам по нормативам. Дополнительно определяют высоту и ширину валика сварного шва. При визуальном осмотре невозможно обеспечить полную объективность. Результаты зависят от зоркости и квалификации эксперта, его опыта и знаний. Отдельные детали можно рассмотреть через лупу. Специалисты также используют компактные фонари, чтобы подсветить необходимые места. Выявленные дефекты отмечают, для их последующего устранения. Если качество некоторых участков вызывает сомнение, требуется дополнительная проверка другими методами контроля.
Капиллярный метод

Эта методика основана на способности некоторых жидких сред проникать внутрь металла сквозь мельчайшие поры, недоступные невооруженному глазу. Работы выполняют с использованием расходных материалов – краски или мела. Этими веществами обрабатывают поверхность, чтобы повысить визуализацию. В применяемую жидкость вводят дополнительные компоненты, окрашивающие состав. Производят вещества для капиллярной методики контроля (пенетранты), обладающие люминесцентными качествами. При попадании света на такой состав, многократно увеличивается яркость отраженного светового потока. Методику можно использовать для проверки качества сварочных швов любых металлов. Результаты оценивают по характеру рисунка после нанесения пенетранта. Чем сильнее окрашена поверхность металла, тем хуже выполнена сварка. Данный метод чаще применяют для проверки материалов, чувствительных к температурным перепадам, за счет большой линейной усадки в процессе остывания.
Проверка герметичности сварных швов
Герметичность сварных швов важна, если речь идет о сосудах, работающих под большим давлением, трубопроводах или гидросистемах. Данная методика получила многочисленные названия.
Этот способ контроля называют:
- пузырьковым;
- пневмоиспытанием;
- течеисканием;
- гидроиспытанием и пр.
Предусмотрено разделение метода на два вида: пневматический и гидравлический, в зависимости от характера среды, применяемой в ходе проверки. Но в обеих разновидностях применяют единую методику, сходную с капиллярным способом контроля. Разница в том, что в данном случае проверка сварочных швов проводится при подаче газовой или жидкостной смеси под давлением.
Пневматический способ

При данном способе в проверяемую область нагнетают сжатый газ или воздух. На поверхность шва наносят мыльный раствор, с образованием пленки. Раствор приготавливают, при соотношении мыла к воде в пропорции 1 к 4. На несплошности в шве указывают вздувшиеся пузыри.
Предусмотрено применение следующих разновидностей пневматического способа:
- вакуумной – нанеся мыльный раствор, на другой стороне сварного соединения создают разрежение; используют для выявления сквозных дефектов;
- погружной – сваренный участок полностью погружают в емкость, наполненную мыльным раствором; наличие дефектов определяют по выделившимся воздушным пузырькам.
Если контрольную операцию проводят на морозе, воду заменяют спиртовым раствором, с незамерзающими свойствами. В качестве газовой среды возможно использование аммиака. Перед испытаниями, участок оборачивают бумагой. На дефекты укажут проступившие красные пятна.
Гидравлический способ

Особенности гидравлического метода основаны на способности жидкой среды создавать давление. Сварной элемент погружают в масло или воду, выдерживая определенный промежуток времени. В процессе погружения, жидкость впитывается через поры внутрь вещества. По ее выделениям, после извлечения детали из раствора, можно определить присутствие внутренних пустот, предварительно обстучав поверхность молотком. Для диагностирования емкостей или трубопроводов, коммуникации наполняют жидкостью под давлением. Методика очень проста, но эффективна. При выявлении дефектных мест, соответствующие участки нужно переварить. Затем проводят повторную проверку.
Магнитная дефектоскопия
Принцип магнитной дефектоскопии – использование способности металла намагничиваться, при воздействии магнитного поля. Учитывая свойства материалов, данный метод контроля сварных швов не подходит для немагнитных сплавов медных, цинковых, латунных и прочих.

Особенности проведения магнитной дефектоскопии:
- посредством прибора, сварной шов подвергают воздействию постоянного магнитного поля;
- в результате происходит формирование силовых электромагнитных линий, под влиянием которых незначительные частицы материала получают способность к движению, занятию фиксированного положения;
- поверхность шва покрывают измельченным металлическим порошком;
- при однородной структуре рисунка можно сделать вывод о качественном сварном шве; наличие трещин и шлаковых включений можно определить по искажению полученной картины.
Этот метод проверки эффективен для выявления самых незначительных дефектов. Единственный минус – невозможность идентификации проблемного места, если трещина направлена вдоль силовых линий магнитного поля.
Ультразвуковая дефектоскопия

Ультразвуком можно выявить признаки неоднородной структуры сваренного металла в шве. При наличии пустот, направление прохождения волн изменяется, и созданное излучение не доходит до контрольного прибора. Измеряя полученное отклонение, определяют присутствие и характер дефекта. В зависимости от вида нарушения, фиксируют определенные искажения ультразвукового потока. Для идентификации дефекта, результаты сравнивают с контрольными иллюстрациями. Данный метод используют достаточно часто. В отличие от магнитной дефектоскопии, такая проверка сварных соединений применима для цветных сплавов.
Радиационный метод
Проверка сварных швов радиационным методом контроля требует строгого соблюдения мер безопасности, чтобы исключить нанесение вреда здоровью персонала. Данная методика предполагает выполнение рентгеновского снимка сваренного участка. Для диагностики используют рентген-аппарат, конструкция которого незначительно отличается от устройства, применяемого в учреждениях здравоохранения.

Работы выполняют в такой последовательности:
- устанавливают и включают контрольное оборудование;
- созданное излучение пронизывает металл; при наличии пустот, рентгеновские лучи изменяют направление, отклоняясь от заданной траектории;
- на другой стороне шва, результаты фиксируют на специальную пленку;
- характеристики соединения определяют по плотности зафиксированного излучения.
Эта инновационная и прогрессивная методика небезопасна. Для проведения контроля необходимы специальные приборы и расходные материалы. Персонал должен быть обучен работе с оборудованием. Излишне продолжительное пребывание в зоне проведения контроля неблагоприятно отражается на здоровье работника, выполняющего диагностические операции. Выпускают компьютерные приборы, обрабатывающие результаты контроля и выводящие на монитор результаты. Устройство автоматически расшифровывает полученные данные, гарантируя контроль качества сварных швов и соединений с высокой точностью исследования.
Оформление документации
Результаты диагностических операций фиксируют в соответствующем акте или заключениисоставленном экспертом. В документе отражают содержание всех дефектов, приводят детальное описание допущенных нарушений. Форма акта или заключения должна соответствовать требованиям нормативов. Также, бригада дефектоскопистов отмечает результаты контроля в журнале сварки, необходимость ведения которого установлена законодательством для каждого объекта.
Выполненные записи в акте и журнале сопровождают детальными схемами, содержащими эскиз контролируемого соединения с отмеченными дефектами. Это позволяет идентифицировать нарушения, для последующего устранения.
В процессе контроля непосредственно на изделии рядом с каждым дефектом делают соответствующую отметку мелом.
По итогам контроля сварных швов и приемки объекта, формируют комплект документов. Кроме акта и журнала, сюда включают сертификаты на используемые материалы и оборудование, электроды, копии удостоверений сварщиков, экспертов, проводивших исследование качества выполненной сварки. Такие документы – не просто формальность. Надлежащим образом оформленные бумаги тщательно изучают представители государственных контролирующих органов при приемке объектов в эксплуатацию и в случае возможной последующей аварии на принятом объекте. Это позволяет установить причины чрезвычайного происшествия и наказать виновных.
Тщательный контроль качества сварки и сварных соединений особенно важен при изготовлении ответственных металлоконструкций, элементов грузоподъемных кранов, сосудов и трубопроводов, работающих под давлением, другого оборудования повышенной опасности. Поэтому от квалификации и внимательности экспертов во многом зависит дальнейшая безопасность эксплуатации производственных и строительных объектов.
Неразрушающие методы контроля сварных швов и соединений
Прочность сварных конструкций зависит от качества швов, которое невозможно объективно оценить после визуального осмотра. Поэтому были разработаны другие методы неразрушающего контроля сварных соединений. При проведении не нарушается целостность элементов конструкции. Неразрушающим контролем сварного соединения обнаруживают внешние и скрытые изъяны, их размеры, расположение. Полученные данные позволяют с высокой точностью определять качество швов. На предприятиях неразрушающему контролю сварных соединений подвергают всю продукцию.
Основные дефекты
Наружные и внутренние дефекты образуются в основном из-за нарушения технологии. Методами неразрушающего контроля сварных швов выявляют:
- Подрезы, которые образуются, если завышен ток или держится длинная дуга.
- Непровары, возникающие при работе с заниженными сварочными токами, завышенной скоростью ведения электрода, недостаточным зазором между кромками заготовок.
- Прожоги образуются, если сварку выполняют завышенным током с малой скоростью.
- Появление пор внутри соединения. Они образуются из-за быстрого охлаждения, от влаги, попадающей в расплавленный металл с непросушенных электродов или плохо очищенных кромок.
- Кратеры появляются при обрыве дуги или неправильном завершении шва.
- Трещины снаружи и скрытые образуются при неравномерном остывании объема расплавленной зоны. Для предотвращения этого явления основной металл предварительно подогревают.
- Кусочки шлака остаются внутри, не успев всплыть при быстром охлаждении шва, если работа выполнялась с повышенной скоростью малым током.
Методы неразрушающего контроля сварных соединений
Способы проверки качества швов и требования, предъявляемые к ним, приведены в ГОСТ 3242-79. Методы объединены в группы по принципу действия. Выбор вида неразрушающего контроля сварных соединений зависит от возможностей и условий проведения.
Визуально-измерительный
Этим методом при внешнем осмотре, используя эталоны, шаблоны, лупу, линейку, выявляют наружные изъяны размером от 0,1 мм. Перед проверкой шов и рядом расположенные поверхности очищают от шлака, брызг металла. К достоинствам относится доступность и отсутствие сложного оборудования. На предприятиях сварщики после обучения самостоятельно проводят проверку соединений на наличие изъянов. Недостатком считают субъективность оценки качества. Работник может не заметить дефект из-за невнимательности, усталости или недомогания. Другие способы контроля применяют после проведения визуального осмотра и устранения выявленных изъянов.
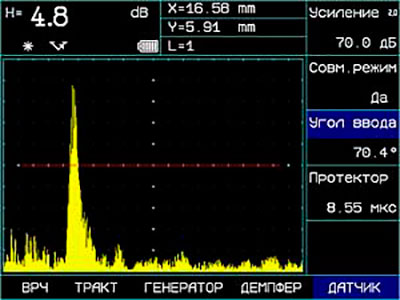
Ультразвуковой
Метод основан на способности звуковых волн высокой частоты, посылаемых излучателем, отражаться от границы раздела сред с разной плотностью. Вернувшийся ультразвук улавливается датчиком дефектоскопа, после преобразования выводится на дисплей. По степени ослабления и углу отражения сигнала оператор определяет расположение, величину дефектов. Мобильный вариант ультразвукового дефектоскопа удобен для проверки качества сварных соединений при монтаже магистральных трубопроводов или больших конструкций.
Из достоинств отмечают простоту проверки и быстрое получение результатов. Однако для расшифровки отраженных сигналов требуется оператор с профессиональной подготовкой. Высокая цена аппаратуры не окупается на мелких предприятиях.
Капиллярный
Этим способом выявляют наружные и сквозные дефекты, которые не видны невооруженным глазом. Принцип действия основан на способности жидкостей (индикаторов) с высокой текучестью проникать в мельчайшие полости, которые наносят на соединение. Через 0,5 — 30 минут, когда индикатор заполнит дефекты, излишки удаляют. Для определения размеров изъянов поверхность обрабатывают реагентом (проявителем), который в местах контакта с индикатором меняет цвет.
На производстве диагностику проводят горячим минеральным маслом и раствором извести, на которой после высыхания проявляются контуры дефектов. Вместо них также применяют пару краска ― бензол. Для улучшения контрастности в качестве проявителя берут флуоресцирующий реагент. Метод недорогой, но не выявляет скрытые дефекты.
Магнитный
Суть метода состоит в наведении на диагностируемом участке магнитного поля. Если изъянов нет, силовые линии остаются ровными, если есть ― изгибаются в местах нарушения структуры металла. На практике магнитные неразрушающие методы контроля выполняют двумя способами:
- графическим с регистрацией искажений специальным прибором;
- с помощью железного порошка, который после высыпания на проверяемый участок начинает скапливаться в местах расположения изъянов.
Радиографический
Этим способом диагностируют швы на особо ответственных конструкциях. Суть заключается в просвечивании металла рентгеновскими лучами или гамма-излучением с фиксацией результата на фотопленке. По изображению на снимке определяют размеры пустот или посторонних включений. Диагностику проводят стационарными и компактными аппаратами для работы в полевых условиях.
К достоинствам радиографии относятся точность результатов, быстрое проведение диагностики. Основным минусом считается повышение уровня радиации рядом с работающим прибором. Поэтому необходимо обеспечение безопасности персонала. Высокая цена аппаратуры и расходных материалов также не радует.
Заключение
Некоторые методы неразрушающего контроля сварных соединений успешно применяют в домашних мастерских. Поскольку требования к самодельным конструкциям невысоки, их проверяют визуально-измерительным неразрушающим контролем сварных соединений. Для освоения технологии покупают специальный кейс с набором инструментов и инструкцией по применению. При проверке швов на герметичность предпочтение отдают капиллярному неразрушающему контролю сварных соединений. В качестве индикатора берут керосин, проявителя ― раствор мела.
Неразрушающий контроль сварных соединений трубопроводов
Неразрушающий контроль сварных соединений (далее НКСС) — это способ выявить дефекты металла (дефектоскопия) благодаря, например, проникающему излучению, без физического вмешательства и нарушения целостности изделия, а также получить данные о структуре материала и его физико-химических свойствах. В этой статье пойдёт речь о промышленной дефектоскопии. НКСС — это обязательный этап строительства промышленных конструкций, так же он производится во время их дальнейшей эксплуатации.
Неразрушающий контроль сварных соединений осуществляется для магистральных газопроводов, трубопроводов отопления, изделий в машиностроении, резервуаров и разнообразных строительных конструкций.
Его нормы и методы описаны в ряде ГОСТов. Разработаны государственные стандарты, регламентирующие шесть видов неразрушающего контроля, описывающие каждый метод в отдельности, классифицирующие дефекты сварных швов и смежные тематики. Полный архив ГОСТов вы можете скачать здесь.
Методы неразрушающего контроля сварных соединений
- для локализации наружных дефектов: магнитный, вихретоковый, оптический, проникающими веществами;
- для локализации внутренних дефектов: электрический, радиоволновой, тепловой, радиационный, акустический.
Магнитный контроль
Официальное название по ГОСТу 21105-87 — магнитопопорошковый метод контроля. Основан на эффекте притяжения полями рассеяния, которые возникают в местах дефектов, магнитного порошка.
- намагничивание объекта контроля;
- нанесение на поверхность магнитного порошка;
- если в металле присутствуют дефекты, над ними образуются поля рассеяния, которые притягивают магнитный порошок, в результате чего на поверхности образуются рисунки;
- регистрация индикаторных рисунков визуальным методом или специальными приборами.
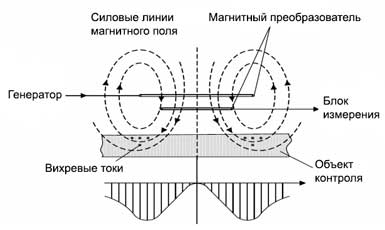
Вихретоковый контроль
Вихретоковый контроль сварных соединений основан на свойстве переменного магнитного поля возбуждать в объекте вихревые токи. В процессе участвуют генератор магнитного поля, преобразователь и объект изучения. Благодаря взаимодействию поля вихревых токов и поля преобразователя регистрируется нарушения структуры поверхностного и подповерхностного слоя. При прохождении прибора в районе дефекта магнитная стрелка отклоняется от базового положения; так же в некоторых дефектоскопах присутствует световая индикация и звуковая.

Оптический контроль


Контроль проникающими веществами (каппилярный метод)
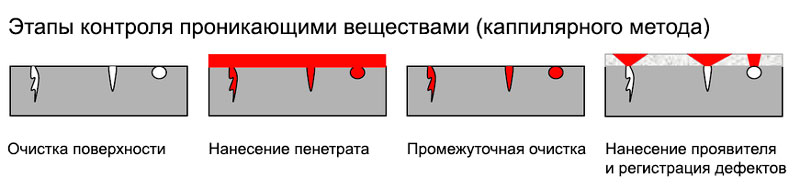
Как правило, метод используется для контроля сварных соединений из нержавеющих металлов. Преимущество данного метода — в его простоте и скорости, так же по расположению и размеру обнаруженных дефектов можно судить об их характере и причинах возникновения. Недостатки — ручной труд, мало возможности для автоматизации, токсичность препаратов.
Электрический контроль
Электрический сварных соединений — первый из рассматриваемых нами, который позволяет выявлять глубинные дефекты. Этот метод реализуется на основе характеристик электрического поля объекта, которое возбуждается специальными приборами. Существует множество подвидов этого метода, суть которых сводится к одному — в местах повреждений металла характеристики электрического поля объекта меняются. В качестве индикатора изменений может быть порошок (электростатический порошковый метод), который образует структуры в местах полей рассеяния, которые присутствуют в зоне дефектов, или же электроискровой дефектоскоп (электроискровой метод), который регистрирует электрический пробой в месте дефекта, падение напряжения в местах дефекта при электропотенциальном методе.
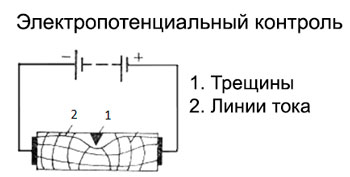

Недостаток метода — физическое взаимодействие с объектом контроля, высокие требования к чистоте поверхности, зависимость от окружающей среды (например, в воде его реализовать невозможно, в отличие от вихретокового контроля). С другой стороны преимущество этого метода в том, что при его помощи можно проверить объект непосредственно в рабочих условиях, которые могли привести к дефектам — температура, вибрация, давление и т.д.
Радиоволновой конроль
Метод реализуется благодаря взаимодействию сверхчастотных электромагнитных волн радиодиапазона с объектом контроля, благодаря чему ещё называется СВЧ-методом неразрушающего контроля. В радиоволновом контроле участвуют СВЧ-генератор, который создаёт СВЧ-поле, объект контроля и СВЧ-приёмник, который регистрирует изменение параметров электромагнитного поля.
Поскольку важным условием для проведения радиоволнового контроля является радиопрозрачность объекта, а сварные швы трубопроводов — это довольно толстый слой металла, а не, например, диэлектрик, то метод является не самым эффективным для глубинного контроля сварных швов.
Тепловой контроль
При тепловом контроле сварных соединений объект исследования нагревается, затем его термические параметры регистрируются специальными приборами — тепловизорами, пирометрами и т.д. Места дефектов характеризуются тепловыми параметрами, отличными от всего объекта.


Преимущества данного метода в том, что его можно использовать при контроле любых материалов, он достаточно быстр и оборудование довольно мобильное, за единицу времени можно провести довольно большой объём работ. Недостатки его, как правило, обуславливаются окружающей средой. Тепловой контроль не рекомендуется проводить под прямыми солнечными лучами, во время осадков, во время тумана или ветра. Поверхность объекта должна быть чиста — грязь и инородные объекты могут исказить параметры инфракрасного (теплового) излучения. Так же повлиять на результаты могут взвешенные осадки, которые присутствуют в воздухе — пыль, сажа, дым, испарения.
Акустический (ультразвуковой) контроль
Когда говорят об акустическом контроле сварных соединений обычно подразумевают ультразвуковой метод с частотой колебания волн выше 20 кГц. Ультразвуковой контроль наряду с радиографическим является обязательным по отношению к объектам повышенной зоны риска. Особенность ультразвука такова, что он будет бродить по объекту, пока не наткнётся на препятствие — это может быть задняя стенка объекта, после которой начинается воздух или же дефект, например, трещина, от которой он отразится (в случае эхо-метода). Металл и воздух обладают очень различающимися акустическими параметрами, поэтому благодаря ультразвуковому контролю можно обнаружить мельчайшие дефекты — от 10 -6. мм.
Общие недостатки метода — низкая достоверность исследования при работе с крупнозернистыми металлами (например, чугун), потому как ультразвуковой сигнал быстро рассеивается и затухает, а также с неоднородными по структуре сварными швами, выполненными из разных видов сталей.
Радиационный контроль
Схема проведения радиационного контроля практически для всех его видов схожа — через объект контроля пропускается ионизирующее излучение, которое фиксируется специальным экраном, это может быть рентгеновская плёнка, или флуоресцирующий экран и т.д. Чаще всего используется рентгенография (радиография) и гаммаграфия.





