Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации — ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 РАЗРАБОТАН Федеральным государственным унитарным предприятием «Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении (ВНИИНМАШ)»
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 95 «Инструмент»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 29 ноября 2007 г. № 339-ст
4 Настоящий стандарт включает в себя модифицированные основные нормативные положения следующих международных стандартов:
ИСО 525:1999 «Абразивная продукция на связке. Общие требования » (ISO 525:1999 «Bonded abrasive products — General requirements», MOD);
ИСО 603-1:1999 «Абразивная продукция на связке. Размеры. Часть 1. Круги шлифовальные для межцентрового наружного круглого шлифования» ( ISO 603-1:1999 « Bonded abrasive products — Dimensions — Part 1: Grinding wheels for external cylindrical grinding between centres », MOD );
ИСО 603-2:1999 «Абразивная продукция на связке. Размеры. Часть 2. Круги шлифовальные для бесцентрового наружного круглого шлифования» ( ISO 603-2:1999 « Bonded abrasive products — Dimensions — Part 1: Grinding wheels for external cylindrical grinding between centres », MOD );
ИСО 603-3:1999 «Абразивная продукция на связке. Размеры. Часть 3. Круги шлифовальные для внутреннего круглого шлифования» ( ISO 603-3:1999 « Bonded abrasive products — Dimensions — Part 3: Grinding wheels for internal cylindrical grinding », MOD );
ИСО 603-4:1999 «Абразивная продукция на связке. Размеры . Часть 4. Круги шлифовальные для плоского шлифования » (ISO 603-4:1999 «Bonded abrasive products — Dimensions — Part 4: Grinding wheels for surface grinding/peripheral grinding», MOD);
ИСО 603-5:1999 «Абразивная продукция на связке. Размеры . Часть 5. Круги шлифовальные для торцового шлифования » (ISO 603-5:1999 «Bonded abrasive products — Dimensions — Part 5: Grinding wheels for surface grinding/face grinding», MOD);
ИСО 603-6:1999 «Абразивная продукция на связке. Размеры . Часть 6. Круги для заточки режущего инструмента » (ISO 603-6:1999 «Bonded abrasive products — Dimensions -Part 6: Grinding wheels for tool and tool room grinding», MOD);
ИСО 13942:2000 «Абразивная продукция на связке. Предельные отклонения размеров и допуски биений » (ISO 13942:2000 «Bonded abrasive products — Limit deviations and run-out tolerances», MOD).
При этом дополнительные положения, учитывающие потребности национальной экономики и особенности национальной стандартизации, выделены курсивом
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок — в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Маркировка заточных кругов
Круги для заточных и шлифовальных станков применяются для самых разных работ. Одними снимают краску и ржавчину с металлических заготовок. Другие нужны для заточки ножей, лезвий топоров, пильных цепей и дисков. Третьими проводят финишную обработку поверхности. Как разобраться в многообразии оснастки и выбрать подходящую? Расшифруем условные обозначения и прочитаем маркировку, которую производитель размещает на упаковке или самом изделии.
Как расшифровывается маркировка шлифовальных кругов
На первый взгляд все просто. Нужно посмотреть параметры оборудования, и будет понятно, какая оснастка к нему подходит. Учитывается и вид предстоящих работ. Однако надо иметь в виду, что производители используют две системы маркировки. Одни ориентируются на советский ГОСТ, другие – на современный ГОСТ Р. Мы опишем каждый пункт маркировки шлифовальных кругов отдельно и укажем, как он обозначается в разных ГОСТах.
1. Размер круга
Указывается в названии шлифовального круга и дублируется на упаковке. Например, в названии круг шлифовальный 175х20х32 мм цифры означают следующее: 175 мм – это наружный диаметр, 20 мм – высота круга, 32 мм – внутренний, посадочный диаметр. Станки рассчитаны на работу с кругами определенных размеров. Эти требования, как правило, есть в инструкции к оборудованию, и их нужно учитывать в первую очередь.
2. Скорость вращения
Зависит от прочности круга. Он должен выдержать скорость, которую придаст ему шлифовальный или заточный станок. Если оснастка будет недостаточно прочной, ее износ произойдет быстро, и совсем скоро придется покупать новую. Производители указывают на кругах максимально допустимую скорость вращения оснастки в двух единицах измерения – м/с и об./мин.
Как в маркировке кругов обозначается скорость вращения
3. Форма круга
Определяет характер работы, которую можно выполнять этой оснасткой. Кругом с прямым профилем выправляют лезвия ножей. Круг конического профиля нужен для пильных цепей и дисков. Существуют 14 форм оснастки. По старым стандартам форма круга обозначается буквами и числами, по современным – только числами. Один из вариантов маркировки чаще всего есть в названии. Пример числовой маркировки: круг шлифовальный 1 – изделие, которое имеет прямой профиль.
Формы шлифовальных кругов и их маркировка
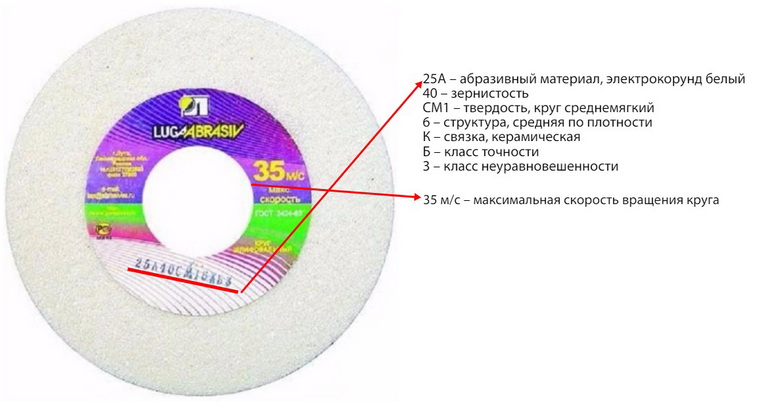
4. Вид абразива
Абразивный материал – мельчайшее зерно с острыми кромками, которое снимает с заготовки слой за слоем. От свойств частиц зависит, какой станет поверхность после обработки – гладкой или шероховатой. Основные качества абразивных материалов – это твердость, устойчивость к механическим воздействиям, высоким температурам и химикатам.
Виды абразивов, их свойства и маркировка
У каждого материала есть подвиды, которые отличаются друг от друга по параметрам и в работе проявляют себя по-разному. Например, электрокорунд нормальный состоит из 93 – 96% оксида алюминия, а его разновидность – электрокорунд белый имеет в своем составе до 98 – 99% этого вещества. Поэтому он тверже и обладает повышенной абразивной способностью и хрупкостью. Шлифование такой оснасткой проходит качественнее, прижогов металла меньше. Обозначается этот материал как 22 А или иначе – 23А, 24А или 25А. Чем больше числовое значение, тем прочнее и качественнее зерно.
Маркировка абразивов
5. Зернистость шлифовального круга
Показывает размер абразивов и измеряется в микронах. Чем однороднее частицы по размеру, тем качественнее обрабатывается поверхность. Существуют две системы маркировки шлифовальных кругов по этому параметру. В советском ГОСТ 3647-80 применяется числовая система обозначений. Цифрой 1 обозначается размер зерна в 10 мкм. Если зернистость круга 40, то размер зерен составляет 400 мкм. Новый ГОСТ Р 52381-2005 повторяет систему маркировки FEPA, принятую во всем мире. В ней зернистость обозначается буквой F с числом. Чем выше числовое значение, тем мельче абразивные частицы. Например, маркировка F70 означает, что размер зерен составляет 200 – 250 мкм, а F40 говорит о том, что размер равен 400 – 500 мкм.
Обычно зернистость выбирают в зависимости от обрабатываемого материала, нужной шероховатости заготовки, толщины снимаемого слоя. Например, сначала проводят черновую шлифовку кругом с крупной зернистостью, затем оснасткой с мелким зерном проводят чистовую обработку.
6. Твердость круга
Обозначает способность связки сопротивляться выкрашиванию зерен и говорит об износоустойчивости оснастки. Зерно должно полностью выработать свой ресурс и только затем выпасть из связки, открыв следующий слой абразива.
Степень твердости в маркировке шлифовальных кругов
Наиболее распространены круги средней твердости. Но все же выбор зависит от предстоящей задачи: каким оборудованием и какой материал предстоит обрабатывать. Ошибка в выборе скажется на качестве работ. Недостаточно твердая оснастка быстро выработает свой ресурс. Если же твердость будет слишком высока, на обрабатываемой поверхности появятся трещины или прижоги.
7. Структура круга для шлифования
Показывает пропорции смешивания абразива и связки. Чем больше зерен, тем выше плотность. Чем больше связки, тем больше пространства между абразивными кристаллами и тем более пористой будет структура круга.
Типы структуры круга в маркировке
Выбор оснастки по этому параметру зависит от материала, который предстоит обрабатывать. Оснасткой с плотной структурой шлифуют твердые материалы и проводят абразивную обрезку. Кругами с высокопористой структурой обрабатывают цветные металлы и сплавы с высокой вязкостью.
8. Вид связки
Связка бывает бакелитовой, керамической и вулканитовой. Состав связки влияет на характеристики и сферу применения шлифовальной оснастки.
Виды и свойства связок
Обозначение связки в маркировке шлифовальных кругов
9. Класс точности
Показывает степень соответствия оснастки заявленной геометрической форме и размерам. Здесь же оценивается однородность абразивных зерен, их сорт и уравновешенность рабочей поверхности. Существуют три класса точности, которые указываются в маркировке шлифовальных кругов.
АА – высокоточные круги для многорукавных станков и автоматизированных линий.
А – точно выполненная оснастка для работы с большинством оборудования, например, в цехах или крупных мастерских.
Б – наименее качественная оснастка для бытовых и полупрофессиональных станков.
10. Класс неуравновешенности
От выверенности геометрической формы зависит сбалансированность круга. Если зерно и связка тщательно перемешаны и равномерно распределены по рабочей поверхности, то на ней не будет слишком тяжелых или слишком легких участков. Соответственно, вращаться круг будет равномерно, качество обработки поверхности окажется выше. Существуют четыре класса неуравновешенности, где к первому классу относятся наиболее уравновешенные круги. Кроме качества обработки этот параметр влияет на срок службы оборудования. Чем лучше оснастка, тем меньше изнашиваются узлы станка.
Соотношение классов точности и неуравновешенности
11. Другие обозначения на шлифовальных кругах
На оснастке часто размещают изображения с требованиями техники безопасности.
Расшифровка пиктограмм
Как видите, маркировка шлифовальных кругов дает исчерпывающую информацию о работе с ними. Примените новые знания на практике.
Как читать маркировку
Теперь вы знаете, как читать маркировку шлифовального круга, чтобы получить всю информацию о нем. Но если вопросы все же остались, перед покупкой оснастки проконсультируйтесь с менеджером ВсеИнструменты.ру по телефону 8 800 550-37-51. Он поможет вам сделать правильный выбор. Заказывайте подходящую оснастку прямо сейчас!
Заточная история. Камень наждак.
Природный камень наждак использовался как абразив в течение многих столетий. Его первые месторождения были известны еще со времен Древней Греции. Чаще всего из него изготовлялись точильные круги, с которыми заточники разных стран и эпох ходили по улицам древних городов и предлагали услуги по заточке. Камень добывался на месторождениях и основным минералом входящим в состав наждака являлся корунд.

Кору́нд — это минерал, который на 90% представляет из себя кристаллический α-оксид алюминия (Al2O3), тригональной сингонии. Кристаллическая структура корунда представляет собой шесть кислородных ионов, между которыми находятся катионы алюминия. Кристаллы корунда имеют призматическую форму. Плотность корунда составляет 4000 кг/м³. Корунд образуется при дефиците кремнезема и высоком содержании глинозема. Известен как продукт метаморфизма бокситов и других высокоглиноземистых пород. Он часто встречается в таких породах как гнейсы, кристаллических сланцы, гранатовые амфиболиты, а также различные виды мрамора.

Чистый корунд – белого цвета, он окрашивается в разные цвета (красный, красно-коричневый, фиолетовый, синий или голубой, от желтого до оранжевого, зеленый) благодаря примесям хрома, железа, титана или ванадия. Прозрачные цветные разновидности корунда, представляют собой дорогие ювелирные (драгоценные) камни. Красные корунды, окрашенные примесью хрома, называются рубинами; синие, окрашенные примесью железа и титана, — сапфирами, а бесцветный корунд – это лейкосапфир. Плотность корунда составляет 3,9-4,1 г/см3, твердость по Моосу — 9, то есть он лишь незначительно уступает алмазу.

Крупнейшее корундовое месторождение Семиз-Бугу находится в Казахстане. В настоящее время в промышленных масштабах природный корунд замещен искусственным корундом, который производится методом рудотермической плавки из бокситного и глинозёмного сырья. Этот материал называется «электрокорундом» или просто — оксидом алюминия и имеет самое широкое применение в производстве абразивов. Однако, существует одна из разновидностей природного корунда, которая пусть и ограниченно, тем не менее применяется до сих пор. Это камень «наждак».

Наждак — мелкозернистая горная порода черного и черно-зеленого цвета. Он относится к смешанным горным породам и представляет собой смесь корунда (альфа-оксида алюминия) и магнетита (чёрного магнитного оксида железа Fe3O4). В состав наждака включены соединения железа и некоторых других минералов, однако основной составляющей является корунд (97%). К корунду обычно примешивается дополнительная примесь. Различные наждаки – это тонкозернистые смеси корунда с магнетитом, гематитом, иногда со шпинелью, диаспором, хрупкими слюдами, гранатом и другими минералами. Особенность наждака как абразивного материала — это присутствие легкоплавких примесей. По этой причине наждак можно использовать только при изготовлении инструмента на силикатных, магнезиальных и органических связках.

Наждак имеет три разновидности: 1) хлоритоидно-корундовые с содержанием корунда до 40—70%; 2) магнетитовые и шпинель-магнетитовые с содержанием корунда до 30—40%; 3) диаспор-корундовые с содержанием корунда от 40 до 65% и более. По шкале Мооса наждак имеет твердость от 7 до 8 единиц в зависимости от количества содержания в нем корунда и других примесей.
Наждак приобрел популярность как заточной материал еще в глубокой древности и дожил до эпохи синтетических абразивов. Наиболее эффективен был наждак, как абразивный материал, в шлифовальном инструменте при обработке металлов невысокой твердости (незакаленной стали, железа, цветных металлов), где он давал более высокое качество обработки, чем корунд. Особенно высокое качество поверхностей получалось при использовании хлоритоидных наждаков. Кроме того, он широко использовался и для шлифования свободным зерном. Еще в середине XX века наждак применялся в гибких дисках на различных основах, в том числе для накатки на войлочную основу, преимущественно для шлифования неответственных металлических изделий. Кроме того, на магнезиальной связке изготовляли из наждака искусственные мельничные жернова, специальные шлифовальные камни для напилочных заводов, дефибрерные камни для измельчения древесины. И конечно с использованием наждачных порошков производили шлифовальную шкурку, получившую название «наждачная бумага». Все эти технологии постепенно сворачивались из-за широкого применения электрокорунда и истощения месторождений наждака.

В настоящее время наждак еще выпускается в виде преимущественно грубых порошков — шлифзерно с диаметром частиц основной фракции 90 мкм и больше. Его применяют для шлифовальной шкурки. Добыча наждака продолжается на древнейшем греческом месторождении на острове Наксос в Эгейском море, а также в США в штате Массачусетс. В России существует месторождение наждака в Красноярском крае.
Несмотря на то, что применение этого камня уходит в прошлое, забыт он не будет, так как давно превратился в имя нарицательное. «Наждаком» по-прежнему называют и электрические точилки с круглыми камнями, и шлифовальную бумагу. А на смену наждаку пришли абразивы из электрокорунда, такие как камни Naniwa Professional и карбида кремния, такие как камни » Профиль «.