Чем нарезать внутреннюю резьбу? Метчик — самое простое и удобное решение!
Бывает трудно найти подходящий крепеж или деталь, чтобы заменить износившийся элемент при обслуживании и ремонте оборудования или автомобиля. Приведем простой пример из практики: для цепной пилы советского производства нужна гайка с левой резьбой, достать оригинальную запчасть невозможно, ведь такая техника уже не выпускается. Придется обойти не один магазин, чтобы подобрать гайку подходящего размера с левой резьбой. Но есть более простой выход – взять гайку с диаметром отверстия меньшим, чем требуется, пусть даже и с правой резьбой, такую найти гораздо легче, и выполнить в ней с помощью ручного метчика резьбу, которая необходима.
Метчик представляет собой металлический стержень с насеченными на конце режущими кромками. Он изготавливается из быстрорежущей стали или твердых сплавов металлов и, как правило, проходит термическую обработку, что делает его достаточно прочным, чтобы прорезать канавки в металлическом основании при вкручивании. Использование метчика – быстрый и удобный способ нарезания резьбы. Этим инструментом можно выполнять резьбу как в отдельно взятых деталях, так и в деталях, которые являются частью изделия, не снимая их. Чтобы получить именно ту резьбу, которая требуется для крепежного соединения, нужно правильно подобрать тип метчика. В этом вам пригодится следующая информация.
Какие бывают метчики?
Как известно, в механизмах машин, оборудования, техники имеются различные резьбовые соединения, причем, различаются они не только по основным параметрам, таким как диаметр, шаг резьбы и глубина, но и по форме, направлению и типу резьбы. В соответствии с этим, под каждый конкретный элемент для нанесения внутренней резьбы нужно подбирать и метчик. Итак, перечислим основные параметры, по которым они различаются.
По направлению резьбы:
- Правые – проделывают канавку в направлении по часовой стрелке (правая резьба преобладает у большинства крепежных соединений).
- Левые – нарезают резьбу в направлении против часовой стрелки (крепежные элементы с левой резьбой обычно устанавливаются на вращающихся деталях, чтобы соединение не ослаблялось при вращении).
По форме профиля:
- Конические – используются для создания резьбы в местах установки крепежа, где необходима герметичность соединения, например, на деталях, находящихся под давлением жидкости или газа.
- Трапециевидные – служат для нарезания так называемой ходовой резьбы, которая обычно присутствует в деталях, преобразующих вращательное движение в поступательное.
Кроме этого, различают метрические и дюймовые метчики (в зависимости от того, в каких единицах измерения указаны характеристики диаметра и шага резьбы). Что касается их назначения, то есть универсальные инструменты и узкоспециализированные, предназначенные для работы с одним видом деталей, например, трубные, гаечные, свечные. Зная все эти параметры, Вы легко сможете выбрать метчик для нарезания резьбы в конкретной детали или крепежном элементе. Например, если нужно восстановить резьбу посадочного отверстия для свечи зажигания в двигателе автомобиля, Вам понадобится свечной метчик конической формы, как Jonnesway AI060001.
Выполнение резьбы по всем правилам
Чтобы Вам было проще понять принцип работы с метчиком, расскажем об этапах нарезания резьбы в сквозном отверстии.
1 этап.
Зная диаметр отверстия, нужно подобрать подходящие под эти параметры сверло и метчики. Например, нужно получить резьбовое отверстие диаметром в 8 мм, значит, подойдет метчик с резьбой М8. Причем, просверлить отверстие нужно меньшего диаметра.
2 этап.
Рассверлить отверстие, в которое будет вкручиваться метчик. Рекомендуемые показатели по подбору сверла приведены в таблице:
| Диаметр резьбы, мм | Диаметр рассверливаемого отверстия, мм | |
| В деталях из мягких металлов (латуни, стали) | В деталях из твердых металлов (чугуна, бронзы) | |
| 3 | 2,5 | 2,5 |
| 4 | 3,3 | 3,3 |
| 5 | 4,2 | 4,1 |
| 6 | 4,9 | 5 |
| 7 | 6 | 5,9 |
| 8 | 6,7 | 6,6 |
| 9 | 7,7 | 7,7 |
| 10 | 8,4 | 8,3 |
3 этап.
В подготовленное отверстие сначала нужно ввернуть черновой метчик, затем чистовой. Первый имеет более крупные резцы на рабочей части, поэтому при вкручивании снимает до 75% материала, а второй необходим для окончательного снятия 25% оставшегося металла и получения аккуратной резьбы. Хвостовик метчика закрепляется в метчикодержателе, специальном приспособлении, с помощью которого будет создаваться вращательное движение. Т-образная форма рукоятки облегчает проворачивание резьбонарезного инструмента в теле детали, при этом сам метчик надежно зафиксирован в посадочном отверстии. Метчикодержатель нужно подбирать, исходя из того, какие метчики Вы используете, например, STAYER 28039-T4 подходит для работы с инструментами диаметром М6-М12, а STAYER 28039-T2 – для М3-М6.
При вращении рукоятки метчикодержателя не следует делать резких движений, ход инструмента должен быть плавным. Поэтому перед вкручиванием резьбонарезного инструмента в отверстие не забудьте смазать его рабочую часть маслом или керосином. Это облегчит вхождение в материал и поможет получить более качественную резьбу, кроме того, смазка предотвратит появление коррозии на рабочей части. Не забывайте удалять из отверстия образующуюся металлическую стружку, это позволит добиться более аккуратного нарезания резьбы и снизит вероятность поломки метчика.
Как видите, в применении метчика нет ничего сложного. Главное, следовать правилам и со временем придет навык. Но это еще не все, что нужно знать. Ведь на практике придется сталкиваться с нарезанием резьбы не только в сквозных отверстиях, но и в глухих, работать с заготовками различной формы и из различных материалов. Чтобы Вы были готовы к выполнению таких работ, дадим несколько советов.
Простые решения сложных задач
Мы выяснили, с какими проблемами чаще всего сталкиваются начинающие пользователи при нарезании внутренней резьбы. Наиболее распространенной является поломка метчика во время вкручивания.
Что делать, если стержень обломился и рабочая часть инструмента застряла в теле детали? Есть несколько вариантов решения этой проблемы. Если небольшой обломок выступает из отверстия, его можно обхватить пассатижами и выкрутить. Если же стержень обломился внутри отверстия, его можно извлечь экстрактором (специальным инструментом, который вкручивается в тело обломанного метчика), но найти подходящий экстрактор бывает нелегко. Поэтому некоторые умельцы прибегают к более простому способу: капают азотную кислоту на обломок, чтобы она разъела режущие кромки. Если же ни один из способов не поможет, придется нести деталь в мастерскую, где есть токарный станок.
Как известно, лучше предупредить проблему, чем тратить время на ее решение. Поэтому, чтобы избежать поломки метчика, перед использованием нужно убедиться, что он качественный. Как показывает практика, чаще всего ломаются резьбонарезные инструменты, выполненные из некачественного металла, или те, у которых рабочая часть заржавела. Лучше использовать фирменные метчики, которые изготавливаются из прочной стали и не ломаются. Так Вам удастся получить аккуратную резьбу с первого раза, и не придется ничего переделывать.
Приобрести метчики и метчикодержатели Вы можете в нашем интернет-магазине. Они продаются как поштучно, так и в наборах, Вы легко подберете необходимый комплект для работы. Мы предлагаем только фирменные ручные инструменты таких производителей как Jonnesway, FIT, MATRIX, STAYER, Зубр, поэтому Вы можете быть уверены в их качестве и надежности. Не откладывайте покупку, закажите резьбонарезной инструмент прямо сейчас, ведь он может понадобиться Вам в любую минуту!
Сверление и развертывание отверстий, нарезание резьбы
Отверстия в различных изделиях высверливают сверлами, устано в ленными в сверлильные станки, дрели, коловороты. В слесарном деле чаще вceгo применяются спиральные сверла, так как они легко сверлят и дают чистое отверстие более точных размеров.
Спиральные сверла выпускаются стандартных диаметров с yглом заточки (угол при вершине сверла) большей частью в 116 о . Сверло с таким углом заточки пригодно для сверления как твердых, так и мягких материалов.

Существуют данные по заточке сверл для металлов различной твердости, однако изменение угла заточки вызывает необходимость изменения формы канавок для отвода стружок. Поэтому у спиральных сверл нежелательно изменять угол заточки, так как это при водит к быстрому износу инструмента.
Сверла затачивают на специальных станках или вручную на наждачном кpyгe. Правильность заточки проверяют по специальному шаблону. У хорошо заточенного сверла режущие кромки должны быть совершенно одинаковой длины и расположены под одинаковым углом к оси сверла. Середина перемычки должна находиться на оси сверла и образовывать с режущей кромкой угол в 55 о .
Задний угол заточки шаблоном не проверяют, однако он должен быть равен 6 о у наружной поверхности сверла и увеличиваться по направлению к eгo оси до 20 о . При несоблюдении этих правил заточки сверло будет бить, уходить в сторону, плохо брать стружку и быстро нагреваться, а полученное отверстие будет неправильным.
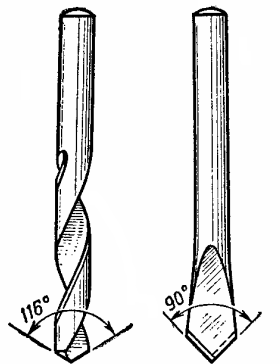
Сверла (слева — спиральное, справо — перовое)
При отсутствии спиральных сверл нужного диаметра или длины можно употреблять сверла перовые. Их легко изготовить самостоятельно из прутка угледистой инструментальной стали. Для этого пруток необходимых размеров нагревают и расплющивают на одном конце в виде лопатки.
Этот конец закаливают, а затем затачивают на наждачном круге так, чтобы при вершине сверла образовались режущие кромки под нужным углом заточки. Для сверления стали угол заточки берется равным 120 о , для латуни — 90 о , для алюминия 80 о .
Для высверливания отверстия выбранное сверло вставляют до отказав патрон дрели и слегка зажимают. Затем проверяют, чтобы сверло не било при вращении, и зажимают в патроне возможно сильнее.
Перед началом сверления необходимо углубить каждый центр намеченных отверстий путем повторного кернения, а затем изделие закрепить в тисках на верстаке так, чтобы оно не гнулось и не перемещалось в процессе сверления.
Сверло, сначала нужно установить перпендикулярно к поверхности изделия, затем, медленно и осторожно высверлив небольшое углубление, проверить, совпало ли сверло с центром накернения.
Если оно отошло от центра, то надо произвести более глубокое накернение либо прорубить крейцмейселем две-три лучевые канавки от центра углублении в ту сторону, куда надо подать сверло. В этом случае сверло будет брать большую стружку там, где нанесены канавки, и переместится в нужную сторону.
Если на этот раз получится эксцентричность, то необходимо произвести новое накернение, просверлить отверстие тонким сверлом, а затем сверлом нужного диаметра. Нажим на сверло должен быть таким, чтобы оно подавало равномерную стружку. При выходе сверла из металла необходимо уменьшить нажим, так как в этот момент сверло захватывает большую стружку и может сломаться.

При сверлении глубоких отверстий необходимо чаще вынимать сверло и освобождать eгo от застрявших стружек. Кроме того, для уменьшения нагрева сверла нужно кисточкой вносить в отверстие капли смазки. При этом получится более чистое и точных размеров отверстие.
При сверлении стали, ковкого чугуна, красной меди и латуни применяется минеральное масло или мыльная вода, а при сверлении алюминия мыльная вода и керосин. Серый чугун и бронзу сверлят всухую.
Большое отверстие сверлится в два перехода. Вначале отверстие сверлят сверлом малого диаметра, а затем сверлом нужного диаметра. Такой метод вызван тем, что сверла меньшегo диаметра легче устанавливаются в точке сверления. Кроме тoгo, отверстие получается более правильным и более точных размеров.
Особенно осторожно нужно работать электрической дрелью с тонкими и длинными сверлами. В таких случаях работающему необходимо принять удобное и устойчивое положение. Дрель нужно направить так, чтобы ось сверла совпадала с осью будущего отверстия.

Желательно закончить сверление с одногo раза, не вынимая сверла из отверстия и не отклоняя дрель в сторону, так как малейший наклон дрели ведет к поломке сверла. В этом случае подача нужна очень малая, а если дрель находится вертикальном положении, то подачу сверла осуществляют тяжестью собственного веса дрели.
При сверлении больших и фигурных отверстий в листовом металле предварительно высверливают ряд маленьких отверстий одно возле другого так, чтобы они почти доходили до разметочной линии. Промежутки между этими отверстиями прорубают крейцмейселем, а неровности спиливают напильником. Отверстия в деталях цилиндрической формы высверливают на подставке с вырезанным углублением.

Развертывание отверстий
Развертыванием называют технологический процесс обработки отверстий разверткой. Развертывание отверстий производится при сборке деталей, когда требуется отверстие несколько большего диаметра или большая точность и чистота eгo отделки, например для калибровки отверстии втулок.
В слесарном деле применяются ручные развертки цилиндрической и конусной формы. Ручные развертки имеют большую заборную (рабочую) часть, а хвост их имеет квадрат для надевания воротка.

Конусные развертки применяются для зачистки и правки конусных отверстий. Конусными развертками удобно также расширять отверстия в листовом материале, в шасси блоков. Развертки изготавливаются комплектно, по три штуки в комплекте (черновая, переходная и чистовая) или по две (переходная и чистовая).
Расширение отверстий на конус для потайных головок шурупов, винтов и заклепок производится конической зенковкой.
Вращать развертку при ручной работе следует воротком, для чего оставить ее в квадратное отверстие воротка.
Перед применением развертки необходимо проверить на ощупь все ее резцы и при обнаружении заусениц устранить их. Для получения отверстия точных размеров предварительно высверливают отверстие сверлом, диаметр которого меньше требующегося диаметра отверстия на 0,2 — 0,4 мм, что обспечивает запас материала на развертывание.
Изделие зажимают в тисках таким образом, чтобы отверстие находилось в вертикальном положении. Затем переходную развертку оставляют нижней частью в отверстие и вращают ее воротком в сторону направления острия зубцов. Для получения отверстия более точных размеров после переходной развертки применяют чистовую. Вращать развертку необходимо с нажимом, прогоняют через отверстие. Нельзя вращать развертку в обратную сторону.
Нарезка резьбы
В ремонтном деле резьбу нарезают в основном вручную. Для нарезки внутренней резьбы служат метчики, а для нарезки внешней резьбы плашки и винтовальные доски.
Набор для слесарных работ:

Нарезка внутренней резьбы
Метчики по способу применения разделяются на ручные (слесарные) и машинные.
Ручные метчики выпускаются комплектами. В комплект входят три метчика: черновой (первый), средний (второй) и чистовой (третий). Все три метчика изготовлены так, чтобы толщина стружки, срезаемой каждым метчиком, была более или менее одинаковой. Третий метчик применяется последним для отделки и калибровки резьбы.

Очень важно правильно выбрать диаметр сверла для сверления отверстий под резьбу.
Для нарезки резьбы в таких мягких металлах, как медь или алюминий, диаметр отверстия необходимо брать несколько большим, так как при нарезке, такие металлы выдавливаются, вызывая заедание метчика и задирание резьбы.
Резьбу нарезают следующим образом: изделие зажимают в тиски, а в отверстие возможно точнее вставляют конец первoгo метчика и нажимают на нeгo при помощи воротка.
В начале работы вороток берут правой рукой, обхватывая метчик большим, средним и указательным пальцами, и с небольшим нажимом медленно вращают метчик по часовой стрелке, сохраняя eгo вертикальное положение. Как только метчик начнет забирать стружку, переходят на вращение обеими руками. Сделав один оборот вправо, делают полоборота влево и т. д. Пройдя отверстие первым метчиком, заменяют eгo вторым, а затем третьим.

При длине нарезки до 5 мм обходятся только первым и третьим метчиками, а для нарезки менее точных резьб достаточно применить два первых метчика. При нарезке глубоких отверстий следует чаще вывинчивать метчик и очищать eгo кисточкой от стружек, а место нарезки смазывать двумя-тремя каплями масла. Отверстия в бронзе и сером чугуне нарезают всухую.
Нарезка наружной резьбы
Для нарезки наружной резьбы служат плашки и винтовальные доски. Плашки бывают круглые (разрезные и неразрезные). Их называют еще лерками. Для работы плашку вставляют в специальный клупп с прижимными винтами.
Нарезка резьбы круглыми плашками и винтовальными досками производится также, как и метчиками. При нарезке плашками важно, чтобы диаметр стержня был немного меньше наружного диаметра нарезки плашек.

Болт для нарезки закрепляют в тисках и сверху слегка закругляют напильником для лучшего схватывания плашкой. Смазав болт маслом, надевают сверху плашку и, сильно нажимая на нее, одновременно поворачивают клупп вправо. Как только плaшка возьмет стружку, клупп вращают так же, как при работе с метчиком, т. е. после каждогo полного оборота делают пол-оборота назад. Резьбу нарезают за один-два прохода.
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Какое сверло нужно под резьбу м14?
Например, сверло под выполнение резьбы М3 должно иметь диаметр 2,5 мм, под М4 – 3,3 мм, для М5 следует выбирать сверло диаметром 4,2 мм, под резьбу М6 – 5 мм, М8 – 6,7 мм, М10 – 8,5 мм, а для М12 – 10,2.
Какой диаметр сверла под резьбу м12?
Диаметр сверла под резьбу М12 (при шаге резьбы 1.75 мм): 10.2 (мм); При шаге резьбы 1.5 мм: 10.5 (мм); При шаге резьбы 1.25 мм: 10.7 (мм);
Какой диаметр под резьбу?
Размеры отверстий под метрическую и дюймовую резьбу
| Метрическаярезьба (M) | Метрическая мелкая резьба (MF) | |
|---|---|---|
| Размер резьбы | Диаметр сверла в мм | Диаметр сверла в мм |
| M 30 | 26,50 | 24,50 |
| M 33 | 29,50 | 25,50 |
| M 36 | 32,00 | 25,00 |
Какое сверло под 12 метчик?
Таблица соответствия нарезки резьбы метчиком сверлу
| D резьбы | Шаг резьбы | d сверла, мм |
|---|---|---|
| 9 | 1.25 | 7.7 |
| 10 | 1.5 | 8.5 |
| 11 | 1.5 | 9.5 |
| 12 | 1.75 | 10.2 |
Какая линия является границей резьбы на видах и разрезах?
Границу резьбы проводят до линии наружного диаметра резьбы и изображают сплошной основной или штриховой линией, если резьба изображены как невидимая (рис. 6, 7, 8). Штриховку в разрезах и сечениях проводят до линии наружного диаметра резьбы на стержнях и до линии внутреннего диаметра в отверстии, т. е.
Какой стандартный шаг резьбы?
Шаг для основной и мелкой резьбы
| Резьба | Шаг резьбы Р, мм | |
|---|---|---|
| Основная резьба М | Мелкая резьба М | |
| M6 | 1.0 | 0.5 |
| M8 | 1.25 | 0.75 |
| M10 | 1.5 | 1.0 |
Какой диаметр сверла под резьбу м10?
Диаметры сверл для отверстий под нарезание метрической резьбы
| Обозначение резьбы | Шаг резьбы, мм | Диаметр сверла под резьбу, мм |
|---|---|---|
| М8 | 1.25 | 6.8 |
| М9 | 1.25 | 7.8 |
| М10 | 1.5 | 8.5 |
Какое отверстие сверлить под резьбу м16?
Диаметр сверла под резьбу М16 (при шаге резьбы 2 мм): 14 (мм); При шаге резьбы 1.5 мм: 14.5 (мм); При шаге резьбы 1 мм: 15 (мм);
Как узнать какой шаг резьбы?
Более точно будет измерить шаг резьбы болта штангенциркулем. На отмеренном участке подсчитывают количество витков. После этого длину участка необходимо разделить на полученное количество витков за минусом одного витка. В результате получаем значение шага резьбы.
Какой диаметр отверстия под резьбу м5?
Таблица стандартной резьбы и диаметр сверла для них.
| диаметр резьбы | шаг резьбы | сверло под резьбу |
|---|---|---|
| М5 | 0.8 | 4.2 мм |
| М6 | 1 | 5 мм |
| М7 | 1 | 6 мм |
| М8 | 1.25 | 6.7-6.8 |
Как определить диаметр стержня под резьбу?
Диаметр стержня под наружную резьбу зависит от номинального диаметра резьбы и размера шага резьбы. Все эти сведения обычно указывают на чертеже детали в виде обозначения М10×1,5. Буква «М» обозначает метрическую резьбу, цифра после буквы – номинальный диаметр, цифра после знака «х» — шаг резьбы.
Как определить диаметр резьбы болта?
Точный диаметр болта, как и любого другого предмета, измеряют штангенциркулем или микрометром. Однако, бывают ситуации, когда специальных измерительных приборов нет под рукой. В таком случае, измерить наружный диаметр болта можно с помощью мерной ленты.
Что такое шаг резьбы?
Шаг резьбы (P) — расстояние между соседними одноименными точками профиля в направлении, параллельном оси резьбы той же винтовой поверхности. … В однозаходной резьбе ход равен шагу, в многозаходной – произведению шага на число заходов n: Ph = nP.
Что относят к элементам резьбы?
У всякой резьбы различают следующие основные элементы: профиль резьбы, угол профиля, высоту профиля, шаг резьбы, наружный диаметр, средний и внутренний диаметры резьбы. Профиль резьбы (рис. 257) рассматривается в сечении, проходящем через ось болта или гайки.
Какое сверло нужно под метчик м10?
Например, сверло под выполнение резьбы М3 должно иметь диаметр 2,5 мм, под М4 – 3,3 мм, для М5 следует выбирать сверло диаметром 4,2 мм, под резьбу М6 – 5 мм, М8 – 6,7 мм, М10 – 8,5 мм, а для М12 – 10,2.
Какое должно быть отверстие под резьбу м10?
Диаметры сверл для отверстий под нарезание метрической резьбы
| Обозначение резьбы | Шаг резьбы, мм | Диаметр сверла под резьбу, мм |
|---|---|---|
| М10 | 1.5 | 8.5 |
| М11 | 1.5 | 9.5 |
| М12 | 1.75 | 10.2 |
Какое сверло под 12 метчик?
Таблица рекомендуемых диаметров отверстий под резьбу, мм
| ⌀ резьбы | Шаг | ⌀ сверла |
|---|---|---|
| 9 | 1.25 | 7.7 |
| 10 | 1.5 | 8.5 |
| 11 | 1.5 | 9.5 |
| 12 | 1.75 | 10.2 |
Какие сверла нужны для нарезания резьбы?
Технология нарезания внутренней резьбы
Например, сверло под выполнение резьбы М3 должно иметь диаметр 2,5 мм, под М4 – 3,3 мм, для М5 следует выбирать сверло диаметром 4,2 мм, под резьбу М6 – 5 мм, М8 – 6,7 мм, М10 – 8,5 мм, а для М12 – 10,2. Все диаметры сверл под резьбу ГОСТ приводит в специальных таблицах.
Как определить тип резьбы?
Для определения шага резьбы нужно посчитать количество витков на участке стержня определенной длины, например, 10 мм или 20 мм. Для получения более точного результата рекомендуется проводить замеры на участке 20 мм. Необходимую длину отмеряют, приложив к стержню болта линейку, или при помощи штангенциркуля.
Какой номинальный размер сверла необходим для сверления отверстия под резьбу М 10?
Диаметр сверла под резьбу М10 (при шаге резьбы 1.5 мм): 8.5 (мм).
Как узнать какой метчик первый?
Первый метчик является черновым, последний — чистовым. Чтобы различить их между собой, на хвостовик наносят маркировку в виде чёрточек (одна, две, три черты). Слесарные метчики в основном используют для нарезания резьбы в корпусных деталях.
Какое сверло нужно под резьбу м14?
Диаметр сверла под резьбу М14 (при шаге резьбы 2 мм): 12 (мм). Диаметр сверла под резьбу М14: При шаге резьбы 1.5 мм: 12.5 (мм); При шаге резьбы 1.25 мм: 12.6 (мм);
Какое сверлить отверстие под резьбу М 5?
Под резьбу М5 необходим метчик, для которого стандартный шаг – 0,8, сверла – 4,2 мм. Под резьбу М6 необходим метчик, для которого стандартный шаг – 1,0, сверла – 5,0 мм. Под резьбу М8 необходим метчик, для которого стандартный шаг – 1,25, сверла – 6,75 мм.
Как отличить черновой и чистовой метчик?
Для того, чтобы определить какой именно ручной метчик перед вами в наборе, следует обратить внимание на маркировку инструментов: черновой – одна риска возле хвостовика, чистовой — три риски. Работы ручными метчиками производятся по следующему алгоритму: основная резьба режется черновым метчиком.
Что значит резьба м4?
Размер резьбы М4 :
— наружный диаметр наружной резьбы (d): 4 (мм); — средний диаметр болта и гайки (d2): 3.545 (мм); — внутренний диаметр по дну впадины (d3): 3.141 (мм).
Какое сверло под резьбу м12 шаг 1?
Под резьбу М12 необходим метчик, для которого стандартный шаг – 1,75, сверла – 10,25 мм.
Что значит буква Е на Метчике?
Внутреннюю резьбу в сквозных и глухих отверстиях нарезают метчиком. . Метчик № 2, обозначенный буквой Е на хвостовике, имеет более полную резьбу и оставляет более глубокие канавки.