Подготовка рубильных ножей к работе, углы заточки, режимы.
 21 сентября 2016
21 сентября 2016
Ножи рубильные предназначены для рубки (дробления) цельной древесины и отходов лесопиления в целлюлозно-бумажном и гидролизном производствах, деревопереработке, при производстве древесно — стружечных плит. На технологическую щепу в рубительных машинах различной конструкции.Рубильные ножи работают комплектно в зависимости от типа машины.
Количество устанавливаемых ножей определяется конструкцией и производительностью машины и составляет от 3-х до 16-и штук.
Угол заточки ножей обычно находится в пределах от 30 град. до 45 град. и назначается в зависимости от вида перерабатываемой древесины (мягкая, твердая древесина, влажная, сухая) и сезонности (зима, лето).
Ножи рубильные изготавливаются из:
— монолитной (сплошной) стали;
— плакированной( двухслойной) стали.
Материал ножей:
монолитные — инструментальная легированная сталь марки 6ХС ГОСТ 5950-2000
двухслойные — корпус- сталь марки 10 ГОСТ 1050-74 режущий слой 6ХС ГОСТ 5950-2000
Твердость ножей:
монолитные — (объемная закалка)- 49. 57 НRС
двухслойные — в зоне режущего слоя 52. 59 НRС
Гарантийная стойкость непрерывной работы ножей между переточками при режимах, соответствующих технической документации, прилагаемой к рубительной машине, должна составлять не менее 210 минут, при переработке окоренной сосновой или еловой древесины по ГОСТ 9467-88 влажностью 50-80% без металлических и минеральных включений при температуре воздуха не ниже минус 10 С. После 3,5 часов работы (210 минут), ножи необходимо снять с машины для переточки.
Подготовка ножей к работе проводится у потребителя (переточка) или в сервисном центре с соблюдением технологических режимов, рекомендованных ЦНИИМОД и действующих на данном предприятии.
Подготовка ножей рубильных машин заключается в чистке ножей, их правке, заточке и установке ножей в рубильную машину.
Для очистки от консервации и других загрязнений ножи погружают на 10-15 минут в 10.. 12% раствор аммиачной воды. При сильном загрязнении смолами и др. веществами- можно применять органические растворители( Уайт-спирт, бензин, ацетон, скипидар и др.), выдерживая в них ножи в течение 3-4-х часов. Остатки загрязнений снимают деревянным скребком и протирают ножи насухо.
Не рекомендуется пользоваться металлическим скребком или крупнозернистой шлифовальной шкуркой, т.к. на поверхности ножа образуются царапины, которые в дальнейшем станут причиной еще большего загрязнения инструмента.
После очистки инструмент осматривают визуально или с помощью лупы для выявления трещин, смятии и других дефектов режущей кромки ножа.
Цель заточки рубительных ножей — придания лезвию заданных угловых параметров и требуемой остроты.
Для заточки применяются шлифовальные круги ГОСТ 2424-83.
Материал кругов — нормальный электрокорунд (14А) или белый
электрокорунд (24А).
Зернистость25-40;
Степень твердости шлифовального круга СМ1-СМ2
(среднемягкие).
Структура круга открытая-6;7
Связка круга — бакелитовая или керамическая.
При выборе шлифовального инструмента следует помнить, что чем тверже обрабатываемый материал, тем мягче абразивный инструмент.
Примечание: Твердость кругов из белого электрокорунда (24А)
следует выбирать на степень выше кругов
нормального электрокорунда(14А).
Режим шлифования
Окружная скорость шлифовального круга (окружная скорость),
м/сек-15-30;
Скорость продольной подачи шлифовального круга, м/мин-10-
12;
Вертикальная подача шлифовального круга на врезание
(двойной ход),мм-0,02-0,04;
Угол поворота(наклона) оси шлифовальной головки(шнинделя)
к вертикали( с вертикальной осью шпинделя)- градус-1-3
Подача охлаждающей жидкости (СОЖ) не менее, л/мин-8
Абразивный круг в месте шлифования должен вращаться на встречу режущей кромке ножа (искра от шлифования должна идти на «тело» ножа).
Примечание: Подача смазочно-охлаждающей жидкости (СОЖ) должна проводиться напорным методом непосредственно в зону контакта шлифовального круга с ножом. Прижоги режущей кромки не допускаются.
При заточке, нож в зоне резания, должен охлаждаться. В качестве охлаждающей среды используют жидкость смазочно-охлаждающую синтетическую (полусинтетическую) или масляную, выпускаемую в виде концентрата и применяемую в виде 2-5%-ых рабочих растворов для отвода теплоты, повышения стойкости инструмента, уменьшения шероховатости обрабатываемой поверхности.
Число двойных ходов шлифовального круга при заточке ножей зависит от состояния ножей, степени затупления режущей кромки, наличия выкрошин и вмятин.
Последние 6-8 двойных ходов осуществляются без поперечной подачи шлифовального круга (выхаживание). При выхаживании заусенцы отгибают вверх, проводя шлифовальным бруском по передней поверхности ножа. После заточки режущие кромки доводят шлифовальным бруском, смоченным водой.
Для доводки используют бруски из электрокорунда или карбида кремния.
Доводку производят по задней и передней граням кругообразными движениями бруска, постепенно уменьшая давление бруска на нож.
При доводке ножа по передней грани- давление бруска должно быть больше у режущей кромки.
Не допускаются: непроточка лезвия, наличие трещин, выкрошин и заворотов, прижог режущей кромки.
Установка ножей на рубительные машины
Режущие кромки ножей, установленных на диске, должны иметь одинаковый выпуск за поверхность диска независимо от степени их износа, поэтому ножи на диске у большинства машин опираются нижней плоскостью на базовую поверхность. Расстояние от этой поверхности до лезвия есть установочная ширина ножа. Независимо от степени износа ножа его установочная ширина должна быть одинаковой.
Точность настройки установочной ширины определяют способом установки ножей.
При отрытой установке, когда ножи располагаются под углом 3-5 градусов к плоскости диска, небольшие отклонения в их ширине не вызовут значительного изменения зазора между режущими ножами и контрножами.
В машинах с закрытой установкой ножи расположены к плоскости диска под углом
35-45 градусов, поэтому даже небольшие отклонения установочной ширины ножей приведут к значительному изменению зазора.
После переточки рабочий(базовый) размер ножа восстанавливается методом заливки баббита, установки планок или винтами с контргайкой в специальных приспособлениях(калибрах).
При установке ножей в рубительную машину необходимо обеспечить требуемую выставку ножей за плоскость диска. Разница в выставке ножей не должна превьшать 0,2мм. Режущие кромки ножей должны лежать в одной плоскости, зазор между режущими ножами и контрножами должен быть равномерным 0,5. 0,9мм по всей длине контрножей. Величину зазора контролируют щупами.
Режущая кромка ножей должна выступать за плоскость вращения диска.
Задняя поверхность рубильного ножа (фаска) должна являться продолжением поверхности накладки или выступать над поверхностью накладки не более 0,5мм.
Заглубление ножа относительно поверхности накладки недопустимо, т.к. при этом кромка накладки будет отжимать древесину назад, и отжимать ее волокно.
С целью повышения стойкости режущей кромки ножей к выкрашиванию (сколы) в процессе эксплуатации рекомендуется:
1.После заточки ножей под требуемый угол, произвести
дополнительную заточку
(с обратной стороны фаски) на ширине 0,2. 0,5мм под углом
80+/-12° к передней поверхности.
2. После каждой переточки ножи должны находится в покое
(вылеживании) не менее 24-х часов для снятия усталостных
напряжений
Как заточить лущильный нож
1. Необходимо чтобы заточной станок обязательно обладал достаточной жесткостью и массой для гашения неизбежных вибраций. Ни в коем случае не допускается отжим поперечины для крепления ножа под давлением при заточке и веса ножа.
Поперечина должна быть абсолютно ровной и находиться в плоскопараллельном положении относительно плоскости заточки.
Добротность колебательной системы заточного станка легко проверить: -если возникший осадок от заточки после сжатия интенсивно отжимается (как стальная стружка), станок хороший. Но если он сохраняет сжатую форму, станок вибрирует или непригоден абразивный материал. При этом имеется опасность пережога затачиваемой поверхности.
2. Подача ножа — или каретки заточной бабки должна быть легкой, без перекосов и толчков при переключении (постоянная скорость подачи).
3. Крупная, отчетливая шкала на поперечине для крепления ножа должна обеспечивать возможность прямого считывания угла фаски. Ножи должны быть закреплены посредством приспособления для зажима надежно и параллельно относительно затачиваемой поверхности. Нож должен закрепляться фаской вверх.
Направление вращения абразивного круга выбирается для стандартных ножей и ножей из быстрорежущей стали так, чтобы производилось стачивание из ножа. Если заточка производится против лезвия ножа, имеется опасность образования зазубрин, которые вызывают выкрашивающиеся абразивных зерен из круга. Такие тонкие зазубрины замечают только при правке.
Для твердосплавных ножей выбирают направление вращения в противоположном направлении (против лезвия ножа).
При заточке следует обращать особое внимание на обильный подвод охлаждающей жидкости. Лучше всего обеспечивать подвод жидкости через вал двигателя или снаружи целенаправленно на зону заточки.
4. Абразивный шпиндель должен иметь регулируемую опору или опору с автоматическим предохранением от осевого сдвига, так как осевой зазор опасен при использовании чашечных абразивных кругов или кольцевых абразивных колец.
Чашечные абразивные круги или кольцевые абразивные кольца должны быть сбалансированы и иметь концентричное вращение. При невыполнении этого условия возникают боковые биения и сотрясения.
5. Всегда должна выполняться подача абразивной головки, а не стола ножа. Исключением является случай, когда выполняется плоскопараллельное перемещение единственным элементом. Должна иметься возможность автоматического ограничения подачи и ее изменения по величине.
6. Органы управления должны находиться рядом вместе в пределах удобной досягаемости для оператора, который со своего рабочего места должен держать под контролем зону заточки.
7. Насос охлаждающей жидкости должен в любое время выдавать сильную замкнутую струю на зону заточки. Резервуар охлаждающей жидкости должен иметь достаточную емкость и оснащен фильтрующей установкой для удаления осадка от заточки, прежде чем жидкость вновь будет подана к рабочей зоне.
Механизм правки должен быть прочно встроен в станок, так как он необходим для острения абразивных кругов в случае загрязнения и для правки рабочих поверхностей абразивного круга.
При правильном выборе абразивные круги в процессе заточки должны сами освобождаться от грязи без необходимости выполнения правки.
8. Круги заточные абразивные.
Чрезвычайно богатый выбор абразивных кругов с различными параметрами зернистости, твердости и связок приводит в замешательство. Для этого некоторые указания по правильному выбору:
a) Зернистость в соответствии с DIN 69100 от 8 до 800, т.е. от грубой до очень тонкой. Для ножей машин, однако, используются только средние значения примерно от 36 до 60, при этом круг с зернистостью 60 уже почти полирует.
b) Твердость в соответствии с DIN 69100 включает знаки от A до Z, при этом для ножей для машин рассматриваются только мягкие ступени, а именно, ступени от H до K.
c) Структура в соответствии с международным стандартом обозначается числом. Чем выше число, тем меньше расстояние от зерна к зерну. Следовательно, маленькие числа не пригодны. Предпочитают «открытую» структуру, так как она меньше склонна к смазыванию.
e) Наиболее часто применяемыми абразивными материалами в соответствии с DIN 69100 являются:
9. Охлаждающая жидкость.
Охлаждение чистой водой не рекомендуется, так как в этом случае деталь и машина быстрее ржавеют. Главной целью охлаждения является защита рабочей зоны от чрезмерного нагрева и очистка камня перед соприкосновением с зоной заточки от мелких частиц грязи. Эта задача выполняется более эффективно, если в воду добавляется специальная охлаждающая жидкость.
Кроме того, она защищает нож и машину от ржавчины, без необходимости смазки или заклеивания. Хорошие охлаждающие масла образуют с водой молочную или прозрачную эмульсию. Они не связывают грязь и не смазывают камень. Охлаждающая жидкость должна подаваться на камень перед зоной заточки в виде обильной струи. Капельное охлаждение является неэффективным!
10. Чистота.
Охлаждение, хороший станок и правильное применение абразивных кругов не дают пользы, если нож, станок и охлаждающая жидкость не поддерживаются в чистом состоянии. Если станок и резервуар охлаждающей жидкости настолько заполнены осадком от заточки, что насос транспортирует к зоне заточки с охлаждающей жидкостью грязь и мелкие стальные опилки, заточка выполняется не чисто, и происходит быстрая смазка камня, также и в случае использования хороших абразивных кругов.
11. Внимательность при обслуживании машины, несмотря на хорошее оборудование, является чрезвычайно необходимой.
Если останов насоса охлаждающей жидкости или затупление абразивного круга своевременно не замечаются, происходит пережог ножа, и он становится непригодным. Одинаковая опасность может встретиться при чрезмерном стачивании ножа, т.е. прекращается подача на глубину и круг часто, без того чтобы находиться в режиме резания, проводится вдоль затачиваемого материала. Такие пережженные ножи не всегда распознаются и случается, что становятся непригодными только после второй или третьей переточки, т.е. ножи выкрашиваются.
При заточке следует обращать особое внимание на то, чтобы абразивный круг подводился к ножу осторожно, переключение стола станка производилось вне зоны заточки, и камень никогда не останавливался на одном месте зоны заточки, чтобы, следовательно, заточка производилась непрерывно. Переточка ножа может рассматриваться в качестве законченной, если все сколы устранены, поверхность заточки имеет равномерный серебряный блеск и на обратной стороне лезвия наблюдается тонкий узор в виде бородки.
Если затачивают больше, это бесполезно и сокращает срок службы ножа. Поэтому особенно важным является непрерывный контроль процесса заточки для исключения появления перечисленных дефектов. Подача абразивного круга на глубину никогда не должна производиться (для стандартных ножей / ножей из быстрорежущей стали) вне зоны заточки, так как иначе абразивный камень повреждается, и первый участок зоны заточки становится шероховатым. Для твердосплавных ножей подача производится, в общем случае, вне зоны заточки.
12. Выхаживание означает — движение подачи без подачи на глубину. Правильное выхаживание дает гладкую поверхность фаски ножа. При большей поверхности или более твердом абразивном камне — короткое время выхаживания. Если после завершения этого процесса показываются риски, выхаживание производилось неправильно или использовался неправильный абразивный камень.
Техника ручной правки ножей для резки бумаги
При выполнении правки следует особенно обратить внимание на то, чтобы доводочный брусок плоско прилегал к обратной стороне ножа. Если брусок не плоско прилегает к обратной стороне ножа, лезвие ножа ломается сзади, что позднее очень неприятно проявляется за счет отклонения ножа при резе.
Следствием является верхняя подрезка. Путем кругообразных движений и легкого давления грат поднимается вверх. На передней стороне ножа (фаске) брусок слегка держится под углом, грат снимается кругообразным движением (против лезвия ножа).
При слишком крутом угле нож стал бы тупым. Если грат удален без остатка, а лезвие ножа полностью сглажено, обе стороны ножа дополнительно доводятся с помощью арканзасского оселка.
| Шаг 1 | ОБРАТНАЯ СТОРОНА — ПЕРЕДНЯЯ СТОРОНА ОБРАТНАЯ СТОРОНА — ПЕРЕДНЯЯ СТОРОНА ОБРАТНАЯ СТОРОНА — ПЕРЕДНЯЯ СТОРОНА | Шаг 2 | Удалите грат с помощью мягкой древесины или подкладной планки. |
| Шаг 3 | Повторите процесс правки, как описано для шага 1, пока лезвие не станет острым и свободным от грата. |
Так как при ручной правке всегда опять допускаются ошибки и появляются проблемы резания, рекомендуется использовать прибор для правки ножей. Посредством этого прибора после предварительной правки (удаление грата) достигается равномерное уплотненное лезвие по всей длине ножа. Для машинной правки используют, обычно, машинное масло для получения лучшего результата правки.
Заточка и правка твердосплавных ножей
При заточке твердосплавных ножей необходимо выполнить до 3 проходов (с помощью различных точильных камней).
| 1 проход | Задняя заточка стального держателя. Диаметр точильного камня 100 мм (зернистость 60, твердость M, Ba). Если стачивают за один раз 0,5 — 1,0 мм, то этого достаточно для 3 — 4 раз переточек твердосплавной вставки. Скорость подачи 14 м/мин, подача на глубину: 0,01 (процесс, как для ножей из нормальной стали, шведской стали и быстрорежущей стали). | 2 проход | Заточка твердосплавной вставки (предварительная заточка / чистовая заточка) Диаметр точильного камня 200 мм (D91, C 75, BA). Данные окружной скорости, скорости стола, а также подачи на глубину приведены в ТАБЛИЦЕ. |
| 3 проход | Подзаточка предфаски (для твердосплавных ножей от 0,5 до максимально 1,0 мм). Диаметр точильного камня 200 мм (D 15, C 50, Ba). Данные окружной скорости, скорости стола, а также подачи на глубину приведены в ТАБЛИЦЕ. |
Следует ли вообще выполнять правку твердосплавных ножей определяется разрезаемым материалом. Доводочный брусок: диаметр примерно 30 мм (специальный ручной доводочный инструмент D7)
5 способов поточить нож
Любой,даже самый дорогой и качественный нож однажды затупится, и все его достоинства сойдут на нет. Как лучше всего вернуть ножу первозданную остроту или хотя бы обновить лезвие? Разбираем самые разные способы: от самых доступных до самых эффективных.
1. Механическая ножеточка
Такие незамысловатые точилки доступные и недорогие. Абразивы могут выглядеть по-разному: в виде роликов, между которыми прокатывается лезвие ножа; ровное абразивное напыление в выемках под углом. Смысл прост: проводите ножом по прорези несколько раз и готово. Некоторые точилки оснащены двумя абразивами с разной зернистостью — один для заточки, второй для правки лезвия.
Плюсы: доступность. Даже если вы совсем-совсем не умеете точить ножи, и все танцы с подбором угла заточки не для вас — вы справитесь. С механической точилкой разберется даже ребенок.
Минусы: качество заточки весьма посредственное. Больше подходит для легкой правки ножа. Затупится лезвие обратно очень быстро. Сколы и крупные зазубрины удалить не получится, идеальной бритвенной остроты тоже не добьетесь.
2. Электрическая ножеточка
Устройством похоже на механическую ножеточку, но работает от сети на моторчике. Точить может не только ножи, но и ножницы и другие изделия. Процесс быстрый, полностью автоматический.
Плюсы: заточка действительно эффективная и неплохая. Все так же просто, как с механическим девайсом, и доступно тем, кто не хочет разбираться в тонкостях ручной заточки.
Минусы: как правило, угол заточки не меняется. В то же время, для разных ножей нужно индивидуально подбирать уклон. Электрические точилки не так часто представлены в продаже и могут стоить достаточно дорого. При этом с истиранием абразива устройство придется заменять полностью. Возможности электрической ножеточки зависят от мощности мотора. При слабой мощности даже небольшое давление на нож будет тормозить мотор.
3. Точильный станок
Пожалуй, самый эффективный способ заточки любого ножа. Станок с точильным камнем крутится на высоких оборотах, и по сути нужно только приложить нож под нужным углом к камню и с равномерным усилием проводить лезвие по торцу камня.
Плюсы: высокие качество и скорость заточки. Точильный камень служит очень и очень долго без замены, но поставить при необходимости новый — не проблема.
Минусы: этот способ подходит скорее для профессионалов, так как из-за высокой скорости вращения камня угол нужно правильно выставить сразу. В противном случае вы получите вместо ножа обрубок, который даже лист бумаги не разрежет. Для новичков точильный камень также довольно опасен и нужно строго соблюдать технику безопасности, чтобы не травмироваться. Ну, и, наконец, вряд ли вы будете ставить точильный станок дома ради заточки кухонных ножей.
4. Точильный камень
Точильный камень — самый старый и по-прежнему эффективный способ точить ножи. Здесь вам потребуется время, так как это точно не две минуты, как с электрической точилкой и не пять, как с механической. Основной нюанс — знание техники заточки. Нож нужно держать строго под правильным углом. Как правило, это 20–25 градусов. Для некоторых видов ножей угол может меняться. Чем меньше угол, тем острее будет нож и тоньше срез. Чем он больше, тем прочнее будет лезвие к сколам и устойчивее к затуплению. Например, охотничьи ножи часто затачиваются под углом 30–45 градусов.
Одного камня как правило мало — заточка проводится на нескольких камнях разной зернистости. Крупное зерно для грубой заточки, мелкое — для шлифовки заусенца. Для шлифовки используют еще мусаты и оселки — мелкозернистые абразивы. Для идеального финиша неплохо еще заполировать лезвие на куске кожи, замши или войлока с полировальной пастой.
Плюсы: доступность и долговечность. Камни стоят недорого и продаются буквально везде, а служат очень долго. Профессиональные брендовые точильные камни могут стоить намного дороже, но это приобретение все равно себя окупит, так как камень будет служить вам не то что годами, а десятилетиями. Для долговечности важно, чтобы камень был цельным, а не просто абразивное напыление на каркасе.
Минусы: процесс не такой простой, как с механическими точилками. Если вы никогда не работали с камнем, потренируйтесь на бюджетных ножах. Выдерживать угол для новичка — та еще задачка. Иногда для самоконтроля можно использовать листочек бумаги, сложенный под нужным углом, и подкладывать его под лезвие во время постановки на камень. Для идеальной заточки потребуются как миниум два камня разной зернистости.
5. Подручные способы
Иногда бывает так, что нож нужно подновить, но ни камня, ни ножеточки под рукой нет. Например, в походе.
Керамическая плитка. Сюда же можно отнести шершавую кромку донышка тарелки или кружки. Способ, известный еще со времен СССР. О зернистый край керамики можно смело обновить заточку ножа. Чистой остроты добиться не получится, но немного восстановить способности ножа можно.
Камень. В походе можно править нож об обычный камень. Главное, найти подходящий – с плоской поверхностью достаточно большой площади, чтобы по ней полностью могло пройти лезвие. Лучше всего подходят речные и морские камни с гладкой структурой, так как обычные шероховатые камни просто затупят нож еще больше.
Стекло. Кромка стекла также подходит для заточки. В срочных или походных случаях можно использовать, например, автомобильные окна.
Другой нож. Для заточки лезвия можно использовать обух другого ножа. Не слишком эффективно, но если приложить определенную долю упорства, хоть какой-то результат все-таки будет.
Кожаный ремень, лямки рюкзака. Они пригодятся для полировки лезвия. Сюда же можно отнести туго натянутые ремни из паракорда, замшу, войлок. Непосредственно уже после заточки достаточно несколько провести каждой стороной лезвия по материалу, чтобы заполировать нож.
Как заточить лущильный нож
На написание данной статьи меня сподвигла эта тема nepropadu.com/blog/knife/5112.html
И собственно детали… 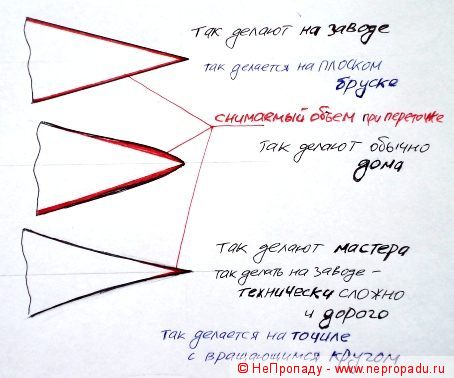
Утверждения на рисунке весьма спорны… обратимся к теории…
Бареян А.Г. Геометрия заточки ножей
Анализ геометрических форм заточки ножей показывает, что развитие форм поперечных сечений (рис.1) идет в сторону плавного убывания угла заточки от кромки к телу ножа. Вогнутые лезвия (рис.1, а, б) применяют только для опасных бритв или медицинского скальпеля для разрезания нежных тканей. Такая форма лезвий обеспечивает быструю и эффективную ручную доводку. При разрезании более твердых предметов такая форма лезвий имеет невысокую прочность режущей кромки.
Достаточной прочностью обладают только ножи с выпуклой формой заточки. Все кухонные ножи и ножи для обвалки мяса имеют двухстороннюю заточку (рис. 1, в-д). Безопасная бритва затачивается, как правило, двухсторонней параболической заточкой (рис.1, е). В куттерах применяют, как правило, ножи с односторонней заточкой (рис.1, ж-к). При этом чем совершеннее заточное оборудование, тем ближе профиль сечения к параболе (рис.1, к).
Углы заточки ножей выработаны практикой без достаточных теоретических оснований. Вот рекомендации, данные проф. Д. Третьяковым в 1930 г.:
— перочинные ножи: у конца — 15°, у корня — 20°;
— сапожные ножи для тонкой работы — 20°, для грубой — 25°;
— медицинские для нежных тканей — 10°, для грубых тканей — 20-25°;
— стамески, резцы для мягкого дерева — 20°.
Д. Гриффин в 1998 г. предлагает для медицинского скальпеля профиль лезвия с трехступенчатой заточкой (рис. 1, д) при углах в1 = 25°, в2= 20° в=15°. Для лезвий ножей куттеров рекомендуют профиль заточки (рис. 1. ж) с углом заточки в=15°, более совершенной считается односторонняя двухступенчатая заточка (рис.1, з) с в1= 20° в=15° и шириной фаски первой ступени 1-2 мм. Зарубежные производители куттеров, например, Cremer+Grabe, рекомендуют одностороннюю параболическую форму заточки (рис.1, к).
Рис. 1. Профили поперечного сечения лезвий: в — угол заточки, в1 — угол заточки первой ступени, в2 — угол заточки второй ступени
Источник- dm.ncstu.ru/self-sharpening/geometry.html
*Прим. куттер- измельчитель.
Простая классификация. 
1. Клиновидная заточка — довольно прочная и острая заточка, чаще всего применяется на ножах, которые используются в качестве рычага. Хорошо приспособлена для реза.
2. Клинок с прямыми спусками — более прочный по сравнению с первым, а так же более приспособлен для рубящих ударов. Но в то же время из-за более толстого клинка, ухудшается качество реза.
3. Односторонняя клиновидная заточка или заточка в форме стамески — очень редкая заточка. В основном применяется в Японии на кухонных ножах, которые предназначены для реза. Так же выполняется на заказ некоторыми фирмами-производителями ножей. Минус такой заточки в том, что для правши и для левши она различная. Можно долго спорить об удобности и эффективности такой заточки.
4. Клинок с выпуклыми спусками — такая заточка применяется в основном на аксессуарах, предназначенных для рубящих ударов, т.к. именно такая заточка считается наиболее прочной.
5. Клинок с вогнутыми спусками или доловая заточка — как нельзя лучше всего подходит для реза. Плюс такой заточки, клинок остается достаточно прочным из-за толщины обуха и очень острым.
6. Прямой клин с подводами — по своим характеристикам, клинки с такой заточкой идентичны с номером один, разница только в том, что режущая кромка благодаря подводам имеет более тупой угол.
В продолжение пример простой правки ножа от Андрюхи. 
Три бытовых ножа. Первый — Австрия «Фортуна», кажется, турок и складник «Викинг Норвей» 
Два бруска, два напильника. 
Моя рука. 


Ножи в работе. 
А это секрет века. Кожаный ремень с пастой Гои. Так правили парикмахеры опасные бритвы перед бритьем лиц джентельменов. Подсмотрено мной в пятилетнем возрасте. Секрет не является секретом. А я большего и не обещал. Спасибо.
По просьбам добавляю фотки…
Заводской струг- применяется для тонкой обработки лаковых поверхностей, но годится и для отпущенной стали… 
Самодельный струг-шабер из напильника, и приёмы работы… 


Пример работы напильником. 
Приспособа с наждачным кругом.





