Обозначения и форма представления сварных швов на чертежах
Надежность соединений обеспечивают сварочные швы, в отношении которых действуют соответствующие ГОСТы. В этих стандартах отражены обозначения подобных швов, о которых должен быть осведомлен каждый сварщик. Подобные знания ценны тем, что помогают ознакомиться и вникнуть в суть чертежей, быстро и качественно соединить изделия из металла. При этом у каждого чертежа имеется большое количество важных нюансов, к которым следует отнести обозначения разных швов, нумерацию сварных элементов и пр. И лишь имея представление о том, что означает каждый из этих элементов, можно понять, как без ошибок выполнить разработанный проект.
Основные обозначения
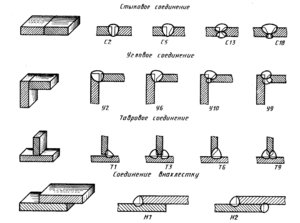
Подготовленные для сварки изделия часто выполнены из материалов, которые отличаются не только толщиной, но и размерами и формой. Также соединяемые детали могут отличаться и своим расположением по отношению друг к другу. В чертежах могут быть предусмотрены различные обозначения сварочного шва, что определяется в первую очередь взаимным расположением сварных элементов конструкции. Действующие государственные стандарты определяют следующие основные виды соединений:
- «С» стыковочное;
- «С» торцевое;
- «У» угловое;
- «Н» нахлестное;
- «Т» тавровое.
Стыковочное
Часто на чертежах можно встретить обозначение стыкового сварочного шва, под которым понимается соединение изделий, находящихся в пределах одной поверхности или плоскости. Точками соприкосновения при соединении деталей методом сварки выступают смежные торцевые стороны.
Торцевое
Под торцевым подразумевается соединение элементов методом сварки по торцевым сторонам изделий, где боковые части расположены вместе. К подобному способу прибегают в тех ситуациях, когда необходимо соединить элементы из тонкого металла в целях предотвращения прожога. Очень важным моментом является то, что на чертежах помимо непосредственно обозначения того или иного сварочного шва обязательно должно присутствовать пояснение, раскрывающее суть того, какой именно тип сварочного шва имеется в виду. Такая дополнительная информация должна присутствовать в тех случаях, когда для обозначения сварочных швов используют идентичные буквы.
Нахлестное
При выполнении сварочных швов нахлестным методом обычно используется на чертежах заглавная буква «Н», которая служит пояснением к создаваемому шву. Особенностью таких соединений является то, что элементы находятся параллельно относительно друг друга, причем один из них должен частично перекрывать другой.
Тавровое
Если в чертежах предусмотрен тавровый сварной шов, то в качестве поясняющего символа используется буква «Т». Для этого соединения предусмотрено, что одно изделие сваривается торцевой частью с другим изделием в том же месте под некоторым углом, который может достигать 90 градусов.
Угловое
Заглавная буква «У» применяется для обозначения на чертежах углового сварного шва. Для подобных соединений характерно сваривание изделий под прямым, острым или тупым углом относительно друг друга.
Часто на чертежах для обозначения сварочного шва может применяться одна из двух пометок:
- видимый;
- невидимый.
Причем это правило действует в любом случае, невзирая на тип применяемого метода сварки.
Если на чертеже представлен видимый тип шва, то в качестве метки ему будет соответствовать сплошная линия. В случае использования невидимого типа подсказкой обычно выступает пунктирная линия. Для обозначения на чертежах одиночный сварной точки, относящейся к категории видимых пометок, используется математический знак «+». Что же касается невидимой точки, то для нее не предусмотрено никаких обозначений.
Особенности указания швов на чертеже
В некоторых ситуациях чертеж может предусматривать швы, созданные в соответствии с одинаковыми стандартами. Тогда для таких проектов будут применяться и идентичные обозначения, причем подобная информация должна быть приведена в технических требованиях этого чертежа.
Иногда в качестве поясняющей метки для швов, которые на чертежах соответствуют друг другу, может использоваться определенная цифра. Однако это правило действует лишь при условии, что между ними прослеживается абсолютная схожесть, а используемое изображение является односторонним, скажем, они представлены лишь с лицевой или обратной стороны. Допустимой является ситуация, когда у швов отсутствуют какие-либо обозначения. Для таких случаев чертеж обязательно должен предусматривать отметку, выполняемую в виде линии, которая представлена как выноска без палок.
Если на чертеже представлены симметричные изделия, то для обозначения сварочного шва использует линии-выноски. Причем в качестве отметки для швов допустимо использовать лишь одну из симметричных сторон изделия. Подобный вариант допускается лишь при наличии оси симметрии.
Чертежи: требования ГОСТ
Если чертеж, выполненный в соответствии с ГОСТ, содержит элементы, относящиеся к одному изделию, соединенные при помощи швов одного и того же типа, то для их отметок допускается использовать линии-выноски. Причем важным моментом является то, что лишь одна определенная часть детали может предусматривать обозначение шва. Лучше всего, если это выполнено в виде изображения, а около него проходит линия-выноска.
Возможны ситуации, когда на чертеже отсутствуют для отдельных сварных швов определенные действующим стандартом отметки в виде линий-выносок. Подобное решение продиктовано тем, что необходимая информация содержится в технических требованиях и записках к чертежу, где они представлены в виде сварочных соединений. Чтобы чертеж соответствовал требованиям ГОСТа, в нем в обязательном порядке сварочные швы должны иметь соответствующие обозначения. Необходимая информация должна быть отражена в технических требованиях, приводимые там сведения должны давать представление о типе сварочного шва, размерах деталей и особенностях их конструкции, расположении сварочных соединений в рамках поперечного сечения.
Существует единый набор требований, которым должны удовлетворять все швы или группы сварных швов, которые отражены на чертеже. Причем эта информация должна приводиться в специальной форме:
- таблица;
- техническое описание.
Свои особенности представления на чертеже имеет и сварка. Она должна приводиться в том виде, который закреплен действующими требованиями. Только при условии, что чертеж был разработан с учетом всех требований, можно рассчитывать на то, что у сварщика не возникнет проблем во время работы, и он сможет минимальными затратами времени и без ошибок решить поставленную задачу. В том случае, если при составлении чертежа были допущены ошибки, которые нарушают требования действующего государственного стандарта, то он изначально не будет одобрен органами.
Заключение
Правильное составление чертежей для сварки является не менее важным этапом, нежели сами работы по соединению металлических изделий. В отношении обозначений сварочного шва действуют определенные требования, которые должны быть соблюдены вне зависимости от типа используемой сварки. Применяемые обозначения для сварных швов обеспечивают не только наглядность чертежа, но и упрощают саму работу для сварщика. Для каждого обозначения предусмотрены свои особенности, поэтому ошибки на этом этапе могут дорого обойтись, поскольку именно на отраженные метки в чертеже будет ориентироваться сварщик, выполняя поставленную перед ним задачу.
Основополагающим документом, который закрепляет требования относительно представления обозначений для сварных соединений, является государственный стандарт. Поэтому не только люди, разрабатывающие чертеж, но и те, для кого он будет служить основой в процессе работы, должны быть достаточно хорошо осведомлены обо всех требованиях и прилагаемых к ним примечаниях. Эти знания помогают не допустить ошибок и недопонимания, что позволяет рассчитывать на точную реализацию проекта с применением конструкций, требующих создания сварных соединений.
Правила обозначения сварочных соединений на чертежах по ГОСТу
Сегодня насчитывается более 60 разновидностей сварки. Сварочные соединения, выполненные по разной технологии и ГОСТам, различаются химическим составом материала швов и их механическими характеристиками.
Выбор вида сварки осуществляется на стадии проектирования и основывается на результатах расчетов конструкции на прочность. Для того чтобы конструктор мог ёмко и полно отображать на чертежах в проекте технологические решения в части применяемых сварных соединений, а исполнителю было легко читать конструкторскую документацию, принята система обозначений сварки на чертежах ГОСТ 2.312 – 72.
Она устанавливает обязательные для использования при оформлении конструкторской документации графические символы, применяемые для обозначения на чертежах сварных швов.
Содержание документа
ГОСТом определена символьная структура, используемая для отображения на чертежах стандартных видов сварки. Условное обозначение состоит из нескольких блоков информации, разделённых знаком дефис.

В начале структуры находится основной блок, включающий отображение, определяющее характер сварки. Так, в соответствии с принятой классификацией, это может быть замкнутый, незамкнутый, прерывистый или точечный шов.
Используемые графические обозначения в ГОСТе выглядят соответственно как круг диаметром 3 – 5 мм, прямоугольник с отсутствующей слева стороной, фигура в виде латинской буквы Z, либо отрезок прямой, наклонённый вправо и образующей угол в 60° с горизонталью.
Все условные знаки, использующиеся в качестве средств отображения различных видов сварки на чертежах, чертятся тонкими сплошными линиями, и имеют одну высоту с обозначением типа шва.
После основного блока информации следуют шесть дополнительных, часть которых может отсутствовать. Дополнительные блоки включают в себя следующие сведения:
- ГОСТ, определяющий нормы выполнения данного типа сваривания деталей;
- графический символ, которым обозначается на чертеже соединение по ГОСТу, состоящий из букв и цифр;
- ГОСТ на используемый тип сварки. Например, если сварка ручная, указывается ГОСТ 5264 – 80;
- величина катета, которую показывает число, стоящее после изображения прямоугольного треугольника (принятое обозначение катета);
- информация, уточняющая характеристики сварного шва.
Если шов прерывистый, указывается длина провара и шаг, если сварка точечная – диаметр точки (расчётный). Для электрозаклёпочного или контактного процесса указываются диаметры точек, а также шаг.
Для шовной разновидности контактной сварки – расчётная ширина сваривания. В случае применения прерывистой шовной контактной сварки, указываются ширина и длина швов, а также шаг между ними.
В последнем блоке информации выделено место для размещения дополнительных сведений, на усмотрение конструктора, уточняющего или дополняющего характера.
Нестандартные соединения
Приведенная структура относится к обозначению стандартных сварных швов, то есть тех, которые выполняются по ГОСТу. Для отображения на чертеже сварных соединений, выполняемых не по ГОСТам, используется аналогичная структура, только укороченная, состоящая из основного блока и двух дополнительных.
Основной блок, как и в предыдущей структуре, содержит графические знаки, обозначающие характер соединения. Информация, содержащаяся в 1 – 4 дополнительных блоках стандартной структуры, здесь отсутствует, так как нестандартный сварочный шов выполняется не по ГОСТу.
Поэтому, в первом дополнительном блоке структуры нестандартного шва содержатся параметры, уточняющие особенности выполнения данного соединения. Во втором блоке помещена специальная информация, необходимость которой определяет конструктор.
Все технологические особенности выполнения нестандартных сварочных процессов, включающие применяемый тип сварки, особый режим производства работ, используемые дополнительные средства, подробно излагаются отдельно, в технических требованиях, дополняющих чертежи проекта.
Принятые упрощения
Информация о сварных соединениях может не помещаться на чертеже непосредственно у обозначения контакта, выполняемого сваркой, а содержаться в отдельной таблице.
В такой таблице сведены данные обо всех или части сочленений деталей данной конструкции. В ней содержатся символьные обозначения, а также их расшифровка.
В таблице сварных стыков формат указываемых данных может не совпадать с тем, который используется в приведенных структурах обозначений. Ссылки на ГОСТы, по которым выполнены данные швы, присутствуют обязательно.
 Если схема или чертеж конструкции содержит ряд соединений, выполняемых при помощи сварки по одному ГОСТу, имеющих одинаковые свойства, обозначение в соответствии со структурой может размещаться только у одного из них, к остальным проводится линия с полкой и указывается порядковый номер, общий для всех этих швов.
Если схема или чертеж конструкции содержит ряд соединений, выполняемых при помощи сварки по одному ГОСТу, имеющих одинаковые свойства, обозначение в соответствии со структурой может размещаться только у одного из них, к остальным проводится линия с полкой и указывается порядковый номер, общий для всех этих швов.
Объединённое обозначение на чертежах допускается в том случае, если речь идет о соединениях одного типа, имеющих одинаковые размеры поперечных сечений. Кроме этого, ко всем этим соединениям должны предъявляться единые технологические требования.
При выполнении ряда соединений в соответствии с одним ГОСТом, на чертеже, в таблице швов или технических требованиях делается запись типа: «Швы №№… по ГОСТ…».
Если конструкция содержит все швы одного типа, допускается их не нумеровать на чертеже. Такие объекты отмечаются выносными линями, не содержащими полок.
Конструкции, имеющие симметричную форму с изображенной на чертеже осью симметрии, могут иметь обозначения только на одной из симметричных частей.
Одинаковые требования, предъявляемые к ряду соединений, излагаются единожды, в сводных таблицах или технических требованиях. Они представляют собой перечень, доступный для каждого, кто решит повторить конструкцию или разобраться в ее устройстве.
Как, глядя на чертеж, прочесть определения и характеристики сварочных швов
Нынешние виды сварки предоставляют большое число возможностей мастерам, разрешая новичкам и мастерам реализовать свои самые смелые идеи.
Благодаря аргонодуговой сварке становится допустимым объединить различные металлы, а применив малозатратный инвертор — можно сварить забор в загородном доме.
Зачастую оборудования для выполнения сварки и деталей к ней слишком мало для качественной работы, поэтому так важно освоить навык выполнять чертежи и разбираться в них.
Глядя на чертежи, вы узнаете все необходимые данные о металле, который необходимо соединить, его характеристиках, толщине, а также об областях дальнейших швов.
Чертеж — универсальный документ, разрабатываемый для определенной детали или металлоконструкции. Он вмещает все нужные для мастера сведения.
Безупречное прочтение чертежей — необходимое умение для каждого мастера, стремящегося добиться успехов в этой области.
Мы проинформируем вас о том, как нужно правильно читать швы и символы их обозначающие, в частности, мы приведем вам наглядные примеры.
Расшифровка швов
Во время ручной дуговой сварки и металлической сварки в газовой среде ГОСТ вычленяет разные швы и расшифровки к ним. Виды соединений при сваривании помечаются знаками ради гораздо практичной заметки и сбережения бумаги.
Бывают следующие виды:
- «Н» — нахлесточный;
- «У» — угловой;
- «С» — стыковой;
- «Т» — тавровый;
- «С» — торцевой.
Рассмотрим виды соединений тщательнее.
Стыковое сварное соединение производится по примыкающим граням, при этом свариваемые элементы расположены под одним углом. Этот шов гораздо крепче и основательнее, он обширно формируется при сваривании крайне ответственных металлоконструкций.
За некоторое время до сваривания нужно скрупулезно подготовить металлическую гладь и удостовериться в том, что элементы соединят в согласии с чертежом.
Торцевой шов образовывается по торцам деталей. Боковые плоскости деталей прочно соединяются одна с другой. Во время сваривания тонких металлов зачастую применяется торцевой шов.
Нахлесточный шов не столь притязателен к качеству работы, нежели предшествующие. Однако совместно с тем, он не имеет отличных крепких свойств и плохо переносит нагрузки.
Для его формирования, разместите детали рядом, с незначительным сдвигом вбок, чтобы они в некоторой степени друг друга перекрывали.
Тавровое сварное соединение — крепкое и основательное, однако оно плохо переносит нагрузки на излом. Для изготовления таврового шва, разместите одну деталь вертикально, а другую горизонтально и объедините их, гранью к плоскости.
Угловой шов используют гораздо реже, чем остальные виды соединений. Он сравнительно проверенный и прочный. Одну из деталей торцом можно повернуть к другой и размещаться под различными углами, в согласии с чертежом.
Все сварочные соединения, независимо от вида, бывают односторонними (их также помечают «SS»; это обозначение применяется в чертежах во всем мире) либо двусторонними (обозначение «BS»).
Односторонние швы формируются в ходе сваривания с одной стороны детали, а двусторонние — при сваривании с двух сторон.
Если есть потребность в сваривании элементов способом плавления, значит нужно разделать кромки. Есть огромное количество вариаций раздела кромок, которые описываются различными коэффициентами угла, формата зазора.
Подбор подходящей модели разделки обуславливается толщей металла и сварочным методом. На картинке изображены варианты раздела кромок. Разрешается применять любой вариант.
Отображение в документе сварочных швов
Далее мы изучим символы, отмечающие шов в схеме. Соединения бывают как видимые, так и невидимые. Прерывающимся отрезком помечается невидимый шов. А непрерывным отрезком видимый.
Размещенный внутри, называется невидимым, а в случае, если снаружи, то видимым. Соединение называют лицевым, если сваривание металла проводится наверх швом и он односторонний.
Если же он двусторонний, значит первоочередное соединение здесь считают лицевым. В случае симметричных кромок, каждую сторону тут можно назвать лицевой.
На его контур указывает односторонняя стрелка. На ней расположена специальная «полка», на которой есть дополнительный знак либо буква, которая обозначает шов. Определения размещаются при невидимом шве под полкой, а при видимом, над ней.
Кроме стрелок либо букв используют вспомогательные знаки, обозначающие сварочные швы. Далее вы увидите шаблонную схему условного обозначения, на ее «костяке» далее возникают буквенные обозначения либо другие символы.
Ко вспомогательным знакам принадлежат сочетания цифр и букв, вмещающие в себя данные о соединении.
Вот вам пример для большей ясности: 1 — число, определяющее сварочную сторону. Числом 2 помечается двустороннее сваривание. С — буква, характеризующая вид шва. Символ С1 расшифровывается как «стыковой шов, односторонний».
Далее при определенных методах вы сможете рассмотреть шовные соединения и условные обозначения.
У сварочных способов тоже имеются буквенные условные обозначения. Эта информация отображается в чертежных схемах. Процедура сваривания, отображаемая в схеме проводится отталкиваясь от нормативов.
Методы и обозначения базового сваривания:
- Процесс сварки с проволокой и стержнями из вольфрама в газовой защитной среде (ИНп).
- Автоматическое сваривание под флюсом с флюсовой подушкой («Аф»).
- Сваривание с плавящимися стержнями в защитной газовой среде («ИП»).
- Сваривание в газовой защитной среде без проволоки, а также с задействованием стержней из вольфрама («ИН»).
- Сваривание плавящимися стержнями в углекислогазовой среде («УП»).
- Автоматическое сваривание с флюсом, без участия подкладок и подушек из флюса при процессе («А»).
ПРИМЕРЫ
Для лучшего понимания и усвоения символьных определений, приведем кое-какие понятные примеры.
- ПРИМЕР No1
На иллюстрации изображен стыковой шов. Его кромка содержит криволинейный скос. Усиление отсутствует со всех боков.
Шероховатость с изнаночной стороны составляет Rz 80 мкм, и Rz 20 мкм с лицевой. Соединение двустороннее, произведено при помощи дугового ручного сваривания
- ПРИМЕР No2
Можно заметить: скосов либо кромок у двустороннего углового шва нет. Соединение сформировано с задействованием флюса и при помощи автоматического сваривания.
- ПРИМЕР No3
Здесь опять-таки присутствует стыковой шов, имеется подкладочное одностороннее соединение, но не имеется скосов либо кромок. Он сформирован при помощи нагретого газа, а также с применением сварочной проволоки.
- ПРИМЕР No4
Здесь изображен тавровый шов, лишенный кромок либо скосов. Работа выполнена при участии РДС в среде газа с задействованием неплавящегося стержня из металла.
Он прерывистый, сформирован двусторонним способом. Катет — 6 мм, протяженность — 50 мм, с шагом в 100 мм (помечается «Z»). t пр — длина шага прерывистого соединения, а t ш — длина шва.
- ПРИМЕР No5
Здесь шов сформирован нахлестом. Он без скосов и кромок.
Шов тоже односторонний и формируется методом дугового ручного сваривания с задействованием плавящегося стержня в газовой защитной среде. Катет — 5 мм. Сварочное соединение осуществляется по незамкнутой линии.
Заключение
Мы постарались донести вам все сведения о сварочных швах, условных обозначениях и о расшифровке символов в чертежных документах.
Изначально начинающим сложно выучить буквенно-знаковые символы, используемые для обозначений швов во время сваривания. Потому задействуйте при работе блокнот с законспектированными понятиями из нашей статьи.
С течением времени вы научитесь мгновенно понимать самые запутанные чертежи и поймете, как верно прочесть знаки.
На большом заводе папка, содержащая чертежи, бывает крайне увесистой, следовательно, нужно научиться оперативно и качественно понимать все документы, касающиеся металлоконструкций.
Профессионалы сварочного дела в комментариях могут поделиться своими знаниями о прочтении чертежей, чтобы новички ясно понимали принципы и нюансы работы. Желаем вам успехов в вашей работе!