Как заварить чугун электродом в домашних условиях
Срок службы чугуна вдвое больше чем у стали, однако из-за высокого содержания углерода ремонт обычной электросваркой деталей из этого материала неэффективен. В месте соединения образуются микротрещины, а на шве — поры. В промышленности эта проблема решается специальной подготовкой, которая неприменима для сварки чугуна в домашних условиях. Однако создание прочных соединений возможно и при самостоятельном ремонте с использованием электродов для сварки чугуна.
Особенности сварки чугуна
Установлено что сварку серого чугуна с мелкодисперсной структурой производить проще, чем крупнозернистого металла тёмного оттенка. Детали длительное время контактировавшие с маслом или подвергавшиеся окислению сварке не поддаются. Чугун относится к материалам с ограниченным свариванием, поэтому при работе учитываются его особенности:
- из-за высокой текучести в жидком состоянии сварка осуществляется преимущественно в нижнем положении;
- образование пор в местах выгорания углерода;
- из-за низкой пластичности при нарушении температурного режима возникают внутренние напряжения, создающие трещину на шве;
- при расплавлении в чугуне образуются окислы с температурой плавления выше, чем у него.
Методы сварки
Для создания прочных швов разработаны три способа:
- Технология горячей сварки сложна, но практически исключает образование трещин. Выполняется с предварительным подогревом до температуры 600 — 650⁰C при последующем медленном охлаждении. На производстве эта процедура выполняется на индукционных установках. Некоторые новички сомневаются можно ли варить чугун этим способом самостоятельно. Это реально, если для нагрева воспользоваться горном, газовой горелкой, паяльной лампой, а для медленного охлаждения горячим песком.
- Полугорячая сварка аналогична предыдущему способу, но температура нагрева 300 — 350⁰C.
- Холодную сварку осуществляют специальными электродами без предварительного подогрева деталей. Однако чтобы заварить чугун этим способом необходимо учитывать технологические особенности материала.
Выбор электродов для сварки чугуна
При холодной сварке чаще всего пользуются недорогими электродами ОЧЗ с индексом от 2 до 6. Основой являются медные стержни со специальной обмазкой. Марка МНЧ-2 применяется для наплавки металла, для изготовления стержней применяется сплав, в который добавляется никель, марганец, железо, медь. Эти электроды дефицитны и стоят дорого. К более дешёвым относятся ЦЧ-4 и ОЗЖН-1.
В зависимости от марки электродов и диаметра выбирается сила тока:
При отсутствии заводских делают самодельные электроды, используя медные стержни нужного диаметра. Для покрытия берётся обмазка, сколотая со стальных электродов. Её размельчают, добавляют такой же объём железных опилок и смешивают с жидким стеклом до густоты сметаны.
Стержни зачищаются, обезжириваются и вертикально опускаются в смесь. После неспешного извлечения, чтобы успело стечь лишнее, должен образоваться слой толщиной 1,5 — 2 мм. Установленные вертикально электроды сушат сначала без нагрева, а затем в духовке при 250⁰C.
Чугун можно заваривать обычным электродом после навивки на него медной проволоки диаметром от 0,5 до 2,0 мм. Наматывать начинают с рабочего конца, плотно укладывая витки на обмазку без зазоров между ними. Вес проволоки должен быть в 4 — 5 раз больше массы стального сердечника.
Независимо от того какими электродами варится чугун нужно соблюдать следующие условия:
- сварка ведётся швами длиной 3 — 5 см с перерывами;
- прерывистый режим позволяет избежать недопустимого нагрева участков выше 80⁰C;
- подключение полярности обратное.
Технология сварки чугуна электродом
В зависимости от вида дефектов и возможностей применяются несколько вариантов. Сварку чугуна электродом в домашних условиях осуществляют многослойным способом. С краёв соединяемых толстостенных деталей болгаркой снимаются фаски под углом 45⁰. При заделке трещины её углубляют тонким диском, а на концах просверливают отверстия. Такая подготовка обеспечит лучшее заполнение дефекта расплавленным металлом.
Затем, используя специальный электрод, наплавляется первый слой участками по 3 — 5 см. Сваривать начинают с концов соединения, чтобы получилась ванночка. Если есть возможность, аналогично обрабатывают дефект с обратной стороны детали. Следующие слои, ещё горячие, проковываются молотком с закруглённым бойком.
Поскольку специальные электроды стоят дорого их иногда заменяют обычными. Однако их использование возможно только для наплавления последующих после первого слоёв. Сварка чугуна электродами по стали обходится дешевле, но надёжность такого соединения невысокая. Поэтому не рекомендуется применение в ответственных случаях.
Электродами, сделанными из чугуна, пользуются для устранения изъянов на изделиях после отливки. Для повышения качества применяется полугорячий метод. Для работы возможно использование аппаратов переменного и постоянного тока. Его величина рассчитывается исходя из величины диаметра электрода. На каждый миллиметр добавляется 50 — 60 А.
Чтобы сварить чугун в среде инертного газа неплавящимся электродом необходимы большие денежные и временные затраты, а качество улучшается незначительно. Поэтому такая технология домашними мастерами применяется редко.
Сварка чугуна по шпилькам
Так как заварить чугун с крупнозернистой структурой многослойным способом не всегда удаётся, соединение осуществляется с помощью установки шпилек с резьбой. Их размещают в шахматном порядке по краям соединяемых частей. Размер шпилек выбирается, руководствуясь рекомендациями:
- по диаметру не более 0,3 — 0,4 толщины детали, максимальный — 12 мм;
- вкручиваются на глубину 1,5 своего диаметра, но не больше 0,5 толщины материала;
- длина выступающей над поверхностью части — 0,75 — 1,2 диаметра шпильки.
После установки по периметру шпилек наваривается несколько слоёв металла. Чтобы избежать перегрева наплавку производят попеременно на разных концах. В завершение металл вокруг шпилек соединяется одним или несколькими швами.
Заключение
Имея инвертор и зная, как правильно варится чугун электросваркой, можно оперативно делать ремонт самостоятельно. Для этого необязательно покупать специальные электроды, их успешно заменят самодельные. При отсутствии опыта желательно сначала потренироваться на ненужных чугунных изделиях. При сварке следует помнить о недопустимости перегрева участков свыше 80⁰C, поэтому спешить не надо.
Сварка чугуна электродом в домашних условиях
Чугунные детали применяются не только в промышленности и на производстве. Из этого материала изготавливаются декоративные решетки и другие полезные изделия. Некоторые из них иногда ломаются, и в таких случаях требуется сварка чугуна с использование электрода в домашних условиях. Здесь существуют определенные сложности технического плана, поскольку чугун по своей сути является сплавом железа и углерода с добавлением различных примесей и легирующих добавок.
Специфические качества чугуна
По сравнению с обычными металлами, такая структура требует особого подхода и специальных подготовительных работ. В противном случае, материал перекаливается и становится более хрупким. Чугун как особый металл имеет несколько разновидностей, определяемых в первую очередь его структурой. Опытные сварщики легко определяют, как и каким способом сваривать тот или иной образец, на основании одного лишь разреза.
При мелкозернистой структуре и цвету, близкому к серому оттенку, сварка чугуна инвертором осуществляется намного проще, чем таких же деталей с крупным зерном темного цвета. Следует учитывать и другие факторы. Например, чугунные заготовки, продолжительное время находящиеся в масле или подверженные постоянным окислениям во влажных грунтах, воде и другой такой же среде, совершенно не годятся для сваривания.

Таким образом, возможности для сварки этого материала довольно ограничены по причине его физических свойств и специфических особенностей:
- Чугун обладает повышенной текучестью, поэтому все детали из этого материала могут свариваться только в горизонтальном положении.
- Если не соблюдается температурный режим, в большинстве случаев происходит перекаливание. В результате выгорания углерода, во внутренней структуре металла возникают пустоты.
- В местах сварочных швов нередко образуются напряжения металла из-за его низкой пластичности и под влиянием слишком высоких или низких температур окружающей среды.
- При контакте расплавленного чугуна с окружающей средой могут появиться оксиды, у которых температура плавления превышает этот же показатель у первоначального материала.
- Во время остывания детали, в районе сварочного шва могут образоваться трещины, что указывает на несоблюдение технологии производства работ.
Подготовка чугуна к сварочным работам
Перед началом сварочных работ чугун необходимо подготовить. Эта процедура начинается с зачистки мест соединения при помощи болгарки со специальными насадками. Слой металла, расположенный на самом верху, очищается до чистой структуры, после чего эти места обезжириваются растворителем или бензином.
Трещины обнаруженные при зачистке, шлифуются до тех пор, пока полностью не исчезнут. В остаточных местах трещин сверлятся отверстия диаметром 10 мм.
На подготовительном этапе следует учитывать ряд особенностей, имеющих важное значение:
- Использование стальных шпилек для придания структуре детали дополнительной прочности. Их количество строго регламентировано величиной соединений, но не выше 25% от общей площади изломов. Крепление может быть выполнено послойно, без каких-либо опорных элементов.
- Разделка кромок, при которой удаляются острые края в местах соединений. После обработки они приобретают сферическую форму.
- Для сварки чугуна понадобятся специальные электроды с присадками из никеля, меди, хрома и других материалов, облегчающих наплавление металла на чугун.
На шпильках следует остановиться более подробно. После того как они окончательно зафиксированы на своих местах, можно приступать к непосредственному свариванию швов. Вокруг шпилек послойно наносится металл, формирующий сварочный шов. Температура нагрева не должна превышать 80 С, поэтому все действия рекомендуется производить поочередно с разных концов или в шахматном порядке. В самом конце наносится верхний соединительный шов проволокой из нержавейки, прочно объединяющий сталь, нанесенную возле шпилек.
Сварка чугуна в домашних условиях
Чугунные детали вполне возможно сварить в домашних условиях постоянным током при помощи инвертора. Данное устройство обеспечивает качественное проплавление заготовок, его использование позволяет снизить количество брызг, образующихся под действием дуги.
Сварка чугуна электродом в домашних условиях инвертором могут быть выполнены одним из двух способов. Первый – так называемый холодный метод – применяется для заваривания небольших трещин или устранения раковин на поверхности изделия. В этом случае не требуется предварительный прогрев до начала работ. Место соединения очищается от загрязнений и окислов. Узкие трещины, шириной до 1 мм, запиливаются болгаркой с установленным тонким диском. После этого расплавленный металл будет затекать глубоко внутрь, усиливая тем самым сварочный шов. Данный метод подходит для второстепенных соединений, не подверженных серьезным нагрузкам.
Более ответственные работы выполняются с использованием горячего метода, с предварительным подогревом деталей до 350 С. Изделие укладывается в горн на 20 минут, после чего оно извлекается и начинаются сварочные работы. Вместо горна можно воспользоваться паяльной лампой или газовой горелкой. Предварительный разогрев материала способствует сглаживанию температурного перепада между электродом или присадочным металлом и самой деталью. Данный метод способствует минимизации трещин и предотвращает образование твердых соединений, с трудом поддающихся шлифовке.
Все соединения получаются качественными и способны переносить заданные эксплуатационные нагрузки. Дополнительный эффект от данного метода получается за счет медленного постепенного остывания металла по окончании работ. С этой целью деталь помещается в сухой песок или печную золу. Применять изделие можно только после его окончательного остывания.
Выбор электродов и настройка аппарата
Для соединения чугунных заготовок с помощью инвертора необходимо сделать правильный выбор электродов. Как правило, материал стержня содержит определенные добавки, облегчающие контакт со свариваемым металлом. Они же активно сдерживают выделение углерода, препятствуют образованию трещин и пор.
Чаще всего, сварка чугуна выполняется электродами ОЗЧ-2, МНЧ-2, ЦЧ-4, ОЗЖН-1. Они содержат медные и никелевые добавки, связывающие углерод, укрепляющие шов и придающие ему более высокую пластичность. После этого сопротивление шва изломам и разрывам существенно увеличивается.
Нередко возникают ситуации, когда требуется проведение срочного ремонта, а электроды для работы с чугуном отсутствуют. В этом случае они могут быть изготовлены самостоятельно. Потребуется обыкновенный стандартный электрод, на который наматывается медная проволока в один слой витков, плотно прилегающие друг к другу. Намотка начинается с рабочего конца, на котором появится электрическая дуга. Точного диаметра для медной проволоки не существует, его значение составляет 0,5-1 мм. В процессе горения основной стержень расплавляется вместе с намотанной медью, а обмазка обеспечивает защиту сварочной ванны от внешних воздействий.
Большое значение для получения качественного соединения имеют правильные настройки инвертора. Они выполняются в зависимости от диаметра и типа электрода, соответствующего сварочному току. Существуют таблицы, облегчающие этот процесс:
Сварка чугуна электродом
Прочный и надежный — чугун является одним из самых распространенных материалов, используемых в быту и промышленности. У него есть свои неоспоримые преимущества: он служит долго, стоит относительно недорого, легко поддается сварке, со временем не теряет своих эксплуатационных характеристик. Когда может понадобиться сварка чугуна электродом? Если, например, прохудился шов в радиаторе отопления, его требуется залатать, или к батареям требуется приварить еще несколько отсеков.
Чугун — виды, применение
Чугуном называется своего рода смесь из железа и углерода. Материал твердый и износостойкий, но, парадокс, довольно хрупкий, если неправильно с ним обращаться. Вот почему сварка чугуна электродом в домашних условиях инвертором, должна производиться только после тщательной подготовки (об этом будет сказано чуть ниже).
В мире чугун известен давно — считается, что он появился в 6 веке до нашей эры.
Средняя температура плавления составляет более 1000 градусов по Цельсию. Работать с материалом можно при нагреве до 600 градусов.
По видам чугунный металл делят на следующие категории:
- белый;
- половинчатый;
- серый;
- высокопрочный;
- ковкий.
С течением времени чугун не теряет своей актуальности, его используют в разных сферах жизнедеятельности человека. Применяют материал для следующих целей и задач:
- ковки оградок;
- производства станков;
- выпуска сковородок для домашнего хозяйства;
- изготовления радиаторов отопления, труб, сантехнических соединений;
- создания ванн;
- в автомобилестроении — для выпуска коленчатых валов, цилиндров, двигателей и прочего.
Это — лишь малая часть задач, с которыми успешно справляется обыкновенный чугун. Важная особенность заключается и в том, что наплавка чугуна электродами осуществима в домашних условиях без помощи профессионального сварщика.
Виды сварки
Чтобы знать, как заварить чугун обычным электродом, важно разбираться в видах сварки вообще. Они подразделяются на:
- горячую;
- полугорячую;
- холодную.
Горячая действительно является таковой, происходит при температуре от 600 до 700 градусов по Цельсию. Нагревают металл в промышленных печах, которые считаются сверхмощным оборудованием. Чугун становится подвижным, как пластилин, с ним удобно работать. В процессе на изделии не появляются трещины или поры, которые препятствуют нормальной работе в дальнейшем.
Эксперты называют этот способ сварки максимально идеальным для чугуна. Естественно, на вопрос: можно ли варить чугун обычными электродами дома методом горячей сварки, ответ будет отрицательным. Создание такой колоссальной температуры в квартире или гараже, например, опасно для жизни и здоровья.
Полугорячая сварка тоже невозможна в домашних условиях. Она осуществляется при температуре в 300-400 градусов по Цельсию. Для нагрева используют специальные фены либо тэны. Данный способ применяют в промышленности. Основное его преимущество — скорейшее остывание в сравнении с горячим методом. Для начинающего мастера полугорячая технология сварки чугуна электродами практически неосуществима.
Холодная сварка подходит для дома. Она происходит при температуре максимум в 80 градусов по Цельсию.
Подготовка к сварке электродами
Чтобы начать сварочный процесс, необходимо произвести тщательную к нему подготовку. В частности:
- произвести ошкуривание поверхности;
- обезжирить части агрегата в обязательном порядке;
- подготовить сварочный аппарат, убедиться в том, что он технически исправен;
- определиться, как именно будет происходить сварка: по шпилькам или многослойно;
- приготовить достаточное число электродов;
- вспомнить правила техники безопасности.
Запрещается начинать работу, если поверхность не зачищена и не ошкурена — это создает вероятность возникновения опасной ситуации: острый элемент в процессе сварки отскочит и нанесет травму мастеру. Простые электроды в данном случае не подойдут. Необходимо приобрести те, что содержат в своем составе хром, медь и никель.
Нельзя начинать работу без теоретической подготовки к процессу. Несоблюдение технологии приведет к тому, что при застывании на материале образуются многочисленные поры и трещины, чугун потеряет свои превосходные эксплуатационные свойства, использовать его в дальнейшем будет просто нецелесообразно.
Особенности сварного процесса
Теперь расскажем: как сваривать чугун электросваркой. Когда мастер убедился в надежности оборудования, он может приступать к процессу. Для этого требуется выбрать, как варить чугун простыми электродами:
- по шпилькам;
- многослойно.
В первом случае мастер сначала устанавливает сами шпильки, а вокруг них образует шов. Опытные сварщики рекомендуют выполнять процедуру в шахматном порядке, чтобы не допустить перегрева материала. Завершают работу соединительным швом — он идет от одной шпильки и ее «окружения» к другой.
Многослойный способ заключается в следующем: создаются фаски, потом наплавляют начальный слой, его проковывают молотком, далее кладут второй слой, опять простукивают и так далее. После остывания шва, его в обязательном порядке ошкуривают, чтобы придать изделию эстетичный вид. Если есть возможность доступа к внутренней части изделия, то начальный слой при многослойном методе кладут с наружной и внутренней сторон. Так соединение становится еще прочней.
В целом, в том, как правильно варить чугун электродами, нет ничего сложного. Главное, соблюдать правила техники безопасности.
Техника безопасности
Еще до того, как варить чугун обычным электродом, важно позаботиться о соблюдении техники безопасности:
- рядом с рабочим местом поставьте огнетушитель;
- убедитесь в исправности сварочного аппарата;
- наденьте на руки специальные защитные перчатки для сварных мероприятий;
- закройте лицо маской или хотя бы очками;
- работайте исключительно в плотной одежде, чтобы частички раскаленного металла не имели возможности соприкоснуться с кожей;
- важно, чтобы в помещение, где производится сварка, всегда поступал свежий воздух;
- если сварку вы производите впервые, разумно пригласить помощника или хотя бы стороннего наблюдателя, чтобы в случае ЧП, было кому прийти на помощь.
Естественно, работать желательно в светлое время суток или хотя бы при достаточном освещении, в абсолютно трезвом и здоровом состоянии.
Заключение
В целом, процесс того, как сварить чугун с металлом электродом, описан выше. Детали и тонкости расскажут опытные сварщики. Не стесняйтесь обратиться к ним за советом. Для работы дома выбирайте холодный метод. Работайте только с проверенным оборудованием, не забывайте про технику безопасности.
Интересное видео
Варим чугун электродом
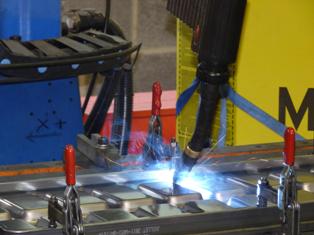
В случае протечки автомобильного коллектора или трещины в трубе из чугуна обращаются за помощью к сварщику. Но в отличие от низкоуглеродистых сталей, чугун сваривается гораздо хуже. Частыми дефектами выступают поры на поверхности шва, а после проведения сварочных работ можно услышать потрескивание изделия, которое свидетельствует об образовании микротрещин в околошовной зоне. В промышленных условиях этот металл, с высоким содержание углерода, соединяют с предварительной подготовкой изделия, подогревая материал индукционными токами, и обеспечивая его плавное остывание. Но как решить проблему в быту? Сварка чугуна электродом в домашних условиях осуществляется обычным инвертором. Получить качественное соединение возможно, правильно подготовив поверхность изделия и верно выбрав режимы сварки.
Как варить чугун дома
В домашних условиях сваривать чугун можно инвертором или трансформатором, работа которого дополнена преобразователем, выдающем на держатель постоянный ток. Это содействует качественному проплавлению основного металла, и уменьшает брызги при горении дуги.
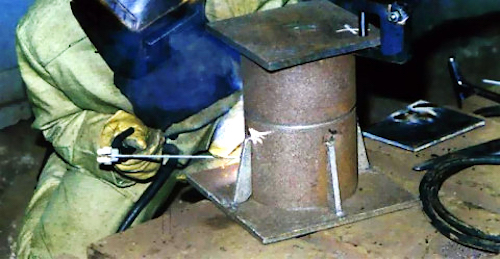
Сварочный процесс, выполняемый в гараже или во дворе, можно провести двумя способами. Если требуется заварить трещину в коллекторе или устранить раковину на изделии, то можно воспользоваться холодным методом. Это означает проведение сварочных работ без предварительного подогрева металла. Дефектное место очищается от окислов и грязи. Если трещина узкая (менее 1 мм ширины), то необходимо запилить ее тонким диском болгарки. Это позволит глубже затечь расплавленному металлу, и усилит структуру шва. Холодный метод применяется на не ответственных соединениях, которые после восстановления не будут испытывать серьезных нагрузок.
В случае ремонтных работ на чугунных шестеренках, где откололся зуб и требуется его наплавка, или при сваривании между собой двух отдельных чугунных деталей, необходим предварительный подогрев изделия до 350 градусов. Этот метод сварки чугуна называется полугорячим. Свариваемый элемент можно положить в горн с жаром от твердого топлива. Через 20 минут можно его извлечь и начинать сварочные работы.
Альтернативным способом разогрева может послужить паяльная лампа (на керосине), или горелка с пропан-кислородным пламенем. Предварительный подогрев изделия поможет сгладить перепад температур между материалом и расплавленным присадочным металлом. Это минимизирует последующее появление трещин, и предотвратит образование цементитов, затрудняющих последующую шлифовку шва. Данный метод используют в тех случаях, когда требуется качественное соединение, способное переносить нагрузки при эксплуатации.
Для получения максимального эффекта от подогрева, необходимо обеспечить и плавное остывание изделия после сварки. В домашних условиях чугунную деталь можно засыпать золой от печи или сухим песком. Пользоваться конструкцией следует только после полного остывания.
Какие выбрать электроды
Для сваривания чугуна инвертором требуются специальные электроды, состав проволоки которых будет хорошо взаимодействовать с основным металлом, и препятствовать выделению углерода и образованию пор. В этом отношении отлично зарекомендовали себя следующие марки:
В их состав добавляется никель и медь, что препятствует высвобождению углерода. Дополнительно, растяжимые свойства этих примесей содействуют более прочному шву, способному переносить нагрузки на разрыв и излом.
Если нет возможности приобрести электроды для сварки чугуна, а ремонтные работы ждать не могут, то их можно изготовить самостоятельно. Для этого, на обычные электроды (Э-46, АНО-21) наматывают медную проволоку. Витки укладывают плотно друг ко другу одним слоем. Начинать намотку необходимо от конца электрода, который будет гореть. Диаметр медной проволоки значения не имеет, и может составлять от 0,5 до 1,0 мм. При горении электрической дуги плавится стержень самого электрода и намотанная медь, а обмазка электрода будет защищать сварочную ванну от внешней среды.
Настройки аппарата
Чтобы качественно заварить изделие из чугуна дома, требуется правильно установить настройки на сварочном аппарате. В зависимости от марки электрода и его диаметра, сила тока на инверторе выставляется по таблице ниже: