Технология и особенности сварки чугуна: выбор оборудования
 Чугун — сплав железа с углеродом, отличается от сталей содержанием последнего (более 2,14%), а также особенностями кристаллической структуры.
Чугун — сплав железа с углеродом, отличается от сталей содержанием последнего (более 2,14%), а также особенностями кристаллической структуры.
Первоначально, являлся побочным продуктом получения стали, точнее — отходами. Его даже называли «свинским железом».
Со временем, благодаря температуре плавления на 300ºС меньшей чем железа, материал начали использовать для литья. И сегодня чугун важная составляющая современной промышленности. Его используют станкостроители, автомобильная промышленность. Применяют в строительстве, бытовых изделиях.
Виды чугуна и особенности сварки изделий
Чтобы разобраться, как сварить чугун, решить возникающие при этом сложности, нужно знать, что он собой представляет, чем отличается от стали.
Существует два основных вида этого металла:
- белый;
- серый.
Первый отличается хрупкостью, которую придают ему включения цементита — карбида железа (Fe3C). Он же дал чугунам этого типа название, окрашивая излом металла белым или светло-серым цветом.
Используют их для переделки на сталь (передельный), получения ковкого чугуна.
Серый получил название от излома темно-серого цвета, с блесками, который придает графит. Возможность получать материал разной степени прочности и пластичности, высокие литьевые качества, сделала его основным сырьем промышленных изделий.
 Одновременно, текучесть усложняет сварку чугунных деталей. Металл стремиться вылиться, не образуя шва. Помимо этого, температура дуги приводит к появлению тугоплавких окислов. Графит на стыке выгорает, образуя поры.
Одновременно, текучесть усложняет сварку чугунных деталей. Металл стремиться вылиться, не образуя шва. Помимо этого, температура дуги приводит к появлению тугоплавких окислов. Графит на стыке выгорает, образуя поры.
На этом проблемы того, как сварить чугун электросваркой не заканчиваются.
При снижении температуры от 750ºС, графит соединяется с железом, образуя цементит. При этом шов из серого становится белым и хрупким.
Методы
Несмотря на сложность процесса, сварка чугунных изделий возможна и распространена. При этом, чаще всего выполняется сварка чугуна с чугуном. К примеру, при монтаже канализационных труб.
Различают две основных технологии:
- Горячая.
Отличается предварительным нагревом деталей нагревают. Это делают индукционными и газовыми печами. Для небольших изделий используют горны, газовую горелку, паяльную лампу.
После того, как детали удалось приварить, охлаждают изделие не сразу, выдерживая материал иногда до трех – шести суток.
Сваривание предварительно раскаленного металла позволяет избежать локальных напряжений, перекаливания шва. Процесс технологически сложен, занимает много времени, требует дополнительного оборудования.
- Холодная.
 Это метод дает менее прочный шов, но быстрее и проще. Используют для холодного метода как газовую, так электросварку. Разумеется, понятие «холодная» достаточно условно. Температуры создаваемые при этом методе ничуть не меньше.
Это метод дает менее прочный шов, но быстрее и проще. Используют для холодного метода как газовую, так электросварку. Разумеется, понятие «холодная» достаточно условно. Температуры создаваемые при этом методе ничуть не меньше.
Способ позволяет как варить чугун электросваркой в домашних условиях, так применять его в самых неприспособленных для этого местах: трюмах кораблей, моторных отсеках тяжелой техники и т.п.
Используют его для соединения не ответственных деталей, ремонта небольших повреждений.
Подготовка деталей
Прежде чем перейти к сварке, детали необходимом зачистить до блеска. Выполняют это ручными или механическими щетками со стальным ворсом.
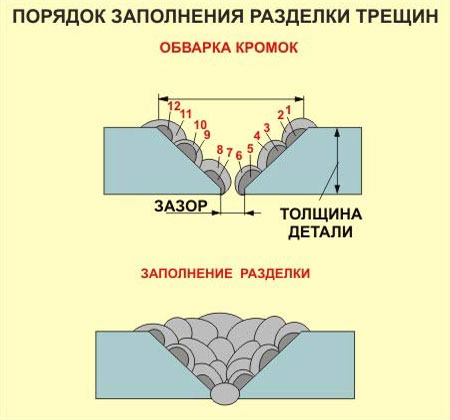
Края трещины, либо соединяемых деталей разделывают, снимая фаску под углом 40-45 градусов, на глубину 0,5-0,7 от их толщины. Трещины прорезают на всю глубину, для полного провара.

Соединяемые края не должны быть острыми. Каверны и раковины рассверливают на всю глубину повреждения.
Чтобы предотвратить дальнейшее распространение трещины, ликвидировать места возникновения напряжений поступают следующим образом.
От места, где разлом заканчивается, отступают 6-7 мм, по направлению его развития и сверлят сквозное отверстие. Сверло используют диаметром порядка 4 мм.
[stextbox выявления практически невидимых трещин поможет обычный керосин. Его наносят там, где заметна или предполагается наличие трещины. Обратную сторону покрывают болтушкой из мела и воды. При этом, даже невидимые простым глазом трещины проявляются на меловом слое желтым цветом.[/stextbox]
Процесс
После того, как все для сварки чугуна готово, приступают к самой сварке. Работы как по горячей, так холодной технологии производят:
- газовой сваркой;
- плавкими электродами, стержневыми либо проволочными (инвертором либо полуавтоматом с углекислым газом);
- сваркой неплавким электродом, с присадочными стержнями, в том числе в среде инертного газа (аргон, гелий).
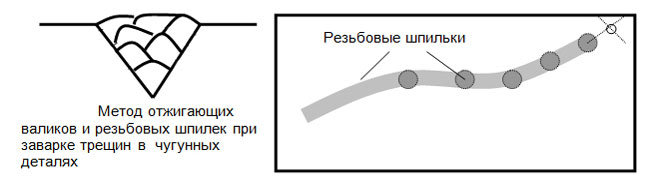
Зона шва, или сплавления деталей наиболее «капризная» часть соединения. Распространенный дефект при этом отслаивание наплавленного материала. Избежать его помогает методика сварки по шпилькам.
Их завинчивают в отверстия с нарезанной метрической резьбой. Количество зависит от размера деталей. Правильный диаметр принимается по специальным таблицам.
Сварка ведется инверторными аппаратами, в том числе полуавтоматическими. Последние, за счет охлаждающего эффекта углекислоты дают качественное соединение
 При сварке сначала обваривается каждая шпилька, затем заполняются пространство между ними.
При сварке сначала обваривается каждая шпилька, затем заполняются пространство между ними.
Подобным способом удается справиться даже со столь сложной задачей, как заварка чугунного блока двигателя электросваркой.
[stextbox прорезки при разделке трещины, а значит и будущего шва выдерживают в пределах 3-5 мм. Меньшая щель даст качественный провар. С другой стороны, чем толще шов, тем выше «отбеливание» свариваемых краев, повышение их хрупкости.[/stextbox]
Газовая
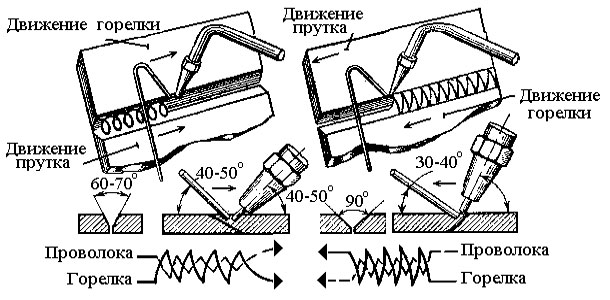
Нагрев газовой горелкой выполняют медленно для того, чтобы при доведении стыка до жидкого состояния графит успел растворится в жидкой ванне. Его выгорание и выдувание приведет к отбеливанию, а значит повышения хрупкости стыка.
Горелку держат на большем расстоянии, чем при сварке сталей, чтобы получить равномерный прогрев по возможности большей поверхности.
 Для поглощения выделяющейся окиси углерода (угарный газ) используют специальные флюсы. Самый простой — плавленая бура (гидрат тетрабората натрия).
Для поглощения выделяющейся окиси углерода (угарный газ) используют специальные флюсы. Самый простой — плавленая бура (гидрат тетрабората натрия).
Для присадки используют сварочные прутки из чугуна. По мере расплавления их вводят в свариваемую зону, распределяя колебательными или спиральными движениями.
При работе с легированными чугунами, в состав присадок вводят аналогичные добавки (из простых — нержавейка).
Холодная
Поскольку при холодной сварке неизбежно отбеливание металла в месте стыка, качественное соединение, аналогичное горячему способу, получить нельзя. Тем не менее, ряд методов дает прочность достаточную для большинства случаев.
Чтобы решить задачу как заварить чугун обычным электродом в домашних условиях, воспользуйтесь простым способом. Намотайте на его стержень медную проволоку, толщиной не менее миллиметра, виток к витку. После чего варите на минимально возможном токе.
Прочность подобного стыка невысока, поэтому на производстве используют специальные электроды.
Они представляют собой стержень, имеющий покрытие из двух или трех слоев. Первый состоит из легирующих добавок, графита, различных присадок. Второй и третий содержат флюсы, обеспечивающие защитное газообразование, а также шлаковое покрытие.
При соединения полуавтоматами используют проволоку, создающую шов с высоким содержанием серого чугуна. Защитная среда образуется подачей углекислоты.
Горячая и полугорячая
Способ включает в себя три стадии:
- Нагрев свариваемых деталей и заготовок до температуры 600÷650ºС.
- Сварку с использованием специальных электродов.
- Постепенное охлаждение готового изделия.
Там, где горячая сварка является частью промышленной технологии (к примеру, изготовление сварных картеров двигателей), нагрев выполняют в специальных тоннельных печах.

Чтобы заготовки не остывали, их укрывают специальными асбестовыми полотнами.
Работу ведут на большом токе, не прерываясь. При работе с крупногабаритными изделиями сварщики сменяют друг друга.
Одним из вариантов является сварка угольным электродом, в том числе автоматическая. Присадка вводится порошковой проволокой, куда включены все необходимые легирующие добавки и флюсы.
Методом горячей сварки удается получить соединения по прочности равноценные цельному металлу.
Полугорячий вид соединения считают промежуточным между горячей и холодной. Детали нагревают, но до температуры всего 300÷350ºС. При этом, уменьшаются напряжения металла,
Многослойная
Сварку чугуна можно вести электродами для обычных углеродистых сталей, укладывая металл в несколько слоев. Первый благодаря быстрому охлаждению окажется наиболее хрупким и твердым.
Во втором, количество основного металла еще более снизится. При этом закалка его будет по-прежнему давать высокий риск трещинообразования.
В третьем и последующих слоях содержание углерода будет снижаться, а пластичность возрастать.
При этом прочность шва невелика и рекомендовать подобный метод можно для соединений носящих скорее декоративных характер.
Электроды и проволока
Метало-порошковая проволока представляет собой слой флюса, «обернутого» в металл. Различные ее типы применяют как для горячего, так и для холодного процесса. Обозначается она аббревиатурой ППЧ-1 (проволока порошковая для чугуна), ППЧ-2 и т.д.
Для сваривания деталей с помощью полуавтоматов используют проволоку типа ESAB OK Nicore 55. Работать ей можно лишь в аргоновой среде. Применяется для ковких и высокопрочных чугунов, позволяя получить прочный, легкообрабатываемый шов.
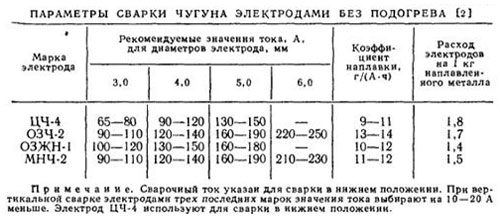
 Для электродной сварки используют электроды типа ЦЧ-4 со стержнем из низкоуглеродистой проволоки и покрытием из шлакообразующей смеси флюса. Кроме них существуют и другие виды, в частности ОЗЧ, ОЗЖН и т.д.
Для электродной сварки используют электроды типа ЦЧ-4 со стержнем из низкоуглеродистой проволоки и покрытием из шлакообразующей смеси флюса. Кроме них существуют и другие виды, в частности ОЗЧ, ОЗЖН и т.д.
Какими электродами варить чугун решают в каждом конкретном случае, в зависимости от условий, марки металла, необходимой прочности, и т.п.
Как делать шов?
Процесс сварки чугуна, в связи с его высокой текучестью производится как правило в нижнем положении свариваемых деталей. Исключение — использование специальных электродов.
Поэтому, при необходимости выполнения с нескольких сторон изделие приходится кантовать. Чтобы при этом не происходило разрушение уже выполненного шва, детали помещают в общий каркас, не дающий им сдвигаться.
При значительной толщине изделий, выполнить их соединение либо заварить трещину с одного раза невозможно. В таких случаях первый шов кладут непосредственно по разрезу. Затем, отступив вправо и влево, с промежутком укладывают еще два шва. После чего заполняют расстояние между ними.
Если стык не заполнен операцию повторяют, накладывая еще один слой, и так далее.
Чтобы снизить перегрев деталей, шов по чугуну ведут отдельными отрезками.
Чем резать?
 Кислородная газовая резка эффективная для железа, по чугуну не дает эффекта по ряду причин. В частности, из-за образования тугоплавких окисных пленок.
Кислородная газовая резка эффективная для железа, по чугуну не дает эффекта по ряду причин. В частности, из-за образования тугоплавких окисных пленок.
Проще всего использовать обычные механические приспособления, наподобие болгарки, однако производительность их оставляет желать лучшего. Применяют их как правило в бытовых условиях.
Наилучший результат дает метод воздушно-дуговой и плазменно-дуговой резки. На сегодня эти методы чаще всего используют на производстве.
Техника безопасности
Безопасность производства при сварке чугунных изделий регламентируется общими «Правилами по охране труда при выполнении газосварочных и электросварочных работ».
В частности, место проведения работ должно быть оборудовано устройством по удалению продуктов сгорания.
Кроме того, при выделении при значительного количество опасных газов работа производится с использованием шлангового противогаза.
Как грамотно заварить чугун электросваркой

Когда нужно приварить две стальные детали друг к другу, то домашний мастер сразу принимается за работу. Другое дело, если вопрос идет о чугуне. Тут без предварительной подготовки не обойдешься. Далее разбираемся, как заварить чугун – рассмотрим все особенности сварки этого металла электродами в домашних условиях.
Особенности сварки чугуна
Сразу необходимо оговориться, что не любой чугун можно заварить. Дело в том, что этот металл состоит из сплава железа с углеродом. А последнего содержится аж целых 2,14%. Именно это обстоятельство и мешает качественному соединению.
Весь чугун делят на белый и серый. У первого на изломе виден белый цвет. А углерод в нем метастабилен и проявляется в виде цементита. Это обстоятельство выступает решающим в отношении обработки этого металла. Сварка совершенно невозможна. А из-за повышенной хрупкости, разрешается только шлифовка.
На изломе у серого чугуна проступает серебристый оттенок. Углерод в нем перешел в стабильную фазу и проявляется в виде графита. И это состояние позволяет проводить сварочные работы. Остается определиться, чем варить чугун и как.
Железо с большим количеством стабильного углерода в виде графита сваривать можно и даже нужно. Ведь необходимо же проводить ремонт деталей из чугуна, на которых образовались дефекты. Но характеристики у металла настолько специфические, что при работе с ним не избежать серьезных трудностей.
Вот список того, с чем можно столкнуться при сварке чугуна:
- Если при работе чугун слишком быстро охлаждается, то его поверхность из серой превращается в белую. Со всеми вытекающими последствиями.
- При неправильном выборе режима температур в районе шва появляются трещины из-за перекалки сплава.
- Если не бороться с активным выделением газа, то шов покроется порами.
- Формированию шва мешает высокая текучесть чугуна.
- Если в зоне сварки позволить окисляться кремнию, то это приведет к появлению непроваренных участков.
Но учитывая все трудности, были разработаны технологии, позволяющие получать предельно качественные швы на поверхности чугуна. Необходимо только правильно подобрать метод воздействия на металл. А также провести предварительную подготовку и придерживаться всех нюансов методики.
Способы сварки чугуна
Для получения добротного шва на чугун воздействуют двумя способами. Существует такое понятие, как горячая сварка. Для нее необходимо прогреть металл до 650 °C. Такой температурный режим позволяет избежать появления трещин в районе шва.
Но такие температуры возможно получить только в промышленных цехах. Поэтому в домашних условиях применяют полугорячую сварку. И чугун греют только до плюс 350 °C. В обоих случаях необходимо следить, чтобы температура шва и остальной поверхности повышалась равномерно. А самые большие проблемы связаны с правильным охлаждением металла.
Но все домашние умельцы практикуют второй способ, который называют сваркой по-холодному. Для него нет необходимости греть заготовку. А всю работу выполняют только специальными электродами. Но этого для качественного шва мало. Прежде нужно грамотно подготовить поверхность, а при сварке строго придерживаться технологической карты.
Видео описание
В этом видео наглядно о том, как варить чугун электросваркой:

Подготовка
Место будущей сварки тщательно зачищается. Для этого лучше взять болгарку с лепестковым кругом. При этом нужно следить, чтобы все кромки не имели острых углов. У рабочей поверхности должна быть только сферическая форма.
Далее необходимо провести обезжиривание. Для этого подойдет любой бензин или растворитель. Главное обеспечить полную нейтрализацию окисленного металла.
Отдельно нужно сказать о шпильках. Они являются опорными элементами и часто применяются для создания качественного соединения. Например, если нужно заварить трещину на поверхности чугунной детали, то после зачистки, на ее концах высверливаются отверстия. В них вставляются стальные шпильки.
Размер элемента имеет строгий регламент. Его диаметр не может быть больше 40 % от толщины чугунной поверхности. Выступать над плоскостью шпилька должна не более, чем 4-6 мм. А их количество ограничивается размерами трещины. Ведь расстояние между двумя шпильками не должно превышать шести их диаметров.
После подготовки поверхности, прежде, чем сваривать чугун, уделяют внимание выбору электродов. Обычные (для стали) проделают еще большую дыру. Поэтому необходимы только те, которые имеют правильное напыление, позволяющее в нужном русле воздействовать на прихотливый чугун.
Подойдут электроды, содержащие медь, хром или никель. И самые распространенные из них: ЦЧ-4, ОЗЧ-2, ОЗЖН-1 и МНЧ-2. Причем нужно проследить, чтобы их диаметр не отклонялся от 3 мм.

Процесс сварки
Когда куплены все расходные материалы, будет полезным прочитать инструкции на упаковках. Там указываются полезные сведения. От режима использования до необходимого количества электродов на определенный размер шва.
А для сварки по-холодному в домашних условиях есть основные правила:
- Выбирается обратная полярность подключения.
- Сварочный аппарат ставится на минимальную мощность.
- Не нужно делать непрерывный шов длиннее 5 см.
- Чтобы металл не перегревался, перерывы в работе делают, как можно чаще.
- Первый слой, а также последний обязательно проковывают молотком, но с самым малым усилием.
Разберем, как варить чугун на конкретных примерах.
По шпилькам
Шпильки устанавливаются в подготовленные отверстия. Электродом, слой за слоем, вокруг каждого вспомогательного элемента наваривается металл. В конце концом шпилька полностью закрывается наплавом.
Чтобы не превышать температуру поверхности свыше 80 °C, делаются перерывы. А лучше комбинировать их с переходами между шпильками. Немного отработав на одной, на время ее оставляют и переходят к следующей. Так и двигаются по кругу с небольшими паузами.
Когда все шпильки скрываются под наплавами, делается завершающий шов. Он соединяет весь наваренный металл между собой.
Многослойный
Проверяются фаски. Они должны быть сферической формы, без острых выступов. Двигаясь от одного края к другому, наплавляется первый шов. Пока он не остыл, его в легкую проковывают молотком. Затем ему дают остыть.
Если возможно, деталь переворачивают на другую сторону. С тыла наносится аналогичный слой металла, который также проковывается. Деталь возвращается в исходное положение, и уже теперь слой за слоем, наплавами закрывается весь дефект. Не забывая легонько проковывать каждый наваренный шов, а также делать перерывы, чтобы не перегреть металл.
Видео описание
В этом видеоролике показано, чем заварить чугун:

Коротко о главном
Если появилась трещина на чугунной детали, а дома есть доступ к инвертору, то можно считать, что одна треть дела сделана. Остается правильно подобрать электроды и выбрать один из способов ремонта.
Будет ли шов накладываться на шпильки или наплавляться слой за слоем, существенной разницы не играет. Главное строго соблюдать технологию и не дать металлу перегреться. И если все условия соблюдены, то домашний ремонт ничем не уступит, сделанному в мастерской.
Как варить чугун в домашних условиях
Сварка металла
Для изготовления некоторых конструкций используют металлы, отличающиеся более высокой, чем у стали, твердостью. Сварка чугуна осложняется высоким содержанием углерода в сплаве. При использовании стандартных методов в шве появляются пустоты. Правильная подготовка и применение специальных электродов позволяют качественно варить чугунные элементы в домашних условиях.
Характеристики чугуна
Материал представляет собой сплав железа, содержащий большое количество углерода. Вещество придает чугуну твердость.
Сплав обладает следующими характеристиками:
- Пористость структуры. Пустоты быстро заполняются газами или впитывают масло.
- Относительно невысокая температура плавления (1200-1250 °С). Этим объясняется высокая текучесть сплава при нагреве.
- Хрупкость. Чугун не рекомендуется использовать для изготовления конструкций, испытывающих высокие нагрузки.
- Низкая пластичность.
- Устойчивость к кислотам и щелочам. В то же время, материал чувствителен к длительному воздействию влаги.
Особенности и сложности сварки
Из-за повышенного содержания углерода свариваемость деталей из этого материала снижается. Негативно влияют на качество шва и легирующие компоненты, входящие в состав чугуна – фосфор, марганец, сера.
При выполнении сварки следует учитывать особенности, способные усложнять процесс:
- пористую неоднородную структуру сплава, снижающую свариваемость;
- низкую прочность готовых швов, быстро покрывающихся трещинами при остывании;
- быстрое окисление чугуна при нагреве;
- образование пустот в сварочной ванне, делающих шов неустойчивым к нагрузкам.
Подготовка металла к работам
Перед тем как варить чугун, выполняют следующие действия:
- очищают поверхности от пыли, масла и грязи;
- разделывают кромки;
- размещают шпильки (при использовании холодного метода сварки);
- прогревают металлические элементы (при использовании термических методов соединения).
Температуру деталей перед горячей сваркой повышают постепенно, на 100 °С в час. Также медленно охлаждают чугунные элементы.
Резка и разделка кромок
Эта операция является обязательной при сварке чугуна любым способом. Для этого края зачищают напильником или шлифовальной машиной с насадкой по металлу. Во время разделки кромок выпиливают трещины. При необходимости установки шпилек края срезают под углом. В торцах высверливают отверстия, формируют резьбу. После этого вкручивают шпильки. Внешние концы элементов необходимо приварить друг к другу.
Какие электроды используются
Для сварки хрупкого сплава могут использоваться не все типы расходных материалов. Перед началом работы следует изучить основные характеристики электродов.
Неплавящиеся
Варить чугунные детали можно разными типами таких элементов:
- вольфрамовыми;
- графитовыми;
- угольными.
Литые чугунные или присадочные электроды с содержанием легирующих добавок (меди, никеля) применяют в качестве расходного материала, участвующего в формировании шва. Сварочную ванну защищают аргоном или флюсами на основе буры. Наиболее распространенной является технология TIG-сварки с вольфрамовым стержнем под переменным током.
Простые для стали
Сварка чугунных элементов обычным электродами не позволяет получить качественный шов. Такие расходные материалы применяют из-за низкой стоимости. Для снижения вероятности образования дефектов используют присадочные прутки марки ЦЧ-4. Они предназначены для формирования первого плакирующего слоя с дальнейшим продолжением сварки простыми материалами.
Электроды УОНИ применяют только для устранения небольших дефектов в конструкциях, не испытывающих высоких нагрузок.
Покрытые дополнительным металлом
Такие элементы используют для сварки чугуна электродом в домашних условиях при необходимости устранения дефектов литья. Они имеют вид прутков круглого сечения, покрытых защитными материалами. Чаще всего сварочный процесс ведется при постоянном токе. Реже используется переменный. Требуемую силу тока рассчитывают по формуле 50-60 А на 1 мм электрода. Шов при электросварке с покрытыми элементами получается неоднородным.
Сварочные аппараты и расходники
Для проведения работ используют следующие приспособления и материалы:
- Сварочный агрегат. Рекомендуется применять аппараты-инверторы, генерирующие постоянный ток. Трансформаторное оборудование обладает низким коэффициентом полезного действия. Качество швов при использовании таких аппаратов снижается.
- Электроды. Диаметр стержня должен составлять не менее 3 мм. Сварка с использованием электрода помогает сформировать качественное соединение. Лучшими считают марки МНЧ-2 и ОЗЧ-2.
- Защитный газ. Чаще всего при сварке чугуна используют аргон. Газовый метод позволяет соединять заготовки толщиной не более 4 мм.
Методы сварки чугуна с инструкцией
Выбор технологии зависит от толщины деталей и условий эксплуатации будущей металлоконструкции.
Сварка по шпилькам
Зернистая структура сплава не всегда позволяет заварить детали многослойным способом. В сложных случаях устанавливают шпильки с резьбой. Их монтируют в шахматном порядке по кромкам соединяемых заготовок.
При выборе размера шпилек учитывают следующие рекомендации:
- Диаметр крепежного элемента должен составлять 30-40% толщины соединяемых заготовок. Максимальное значение – 1,2 см.
- Шпилька вкручивается на 1,5 диаметра. Однако длина ввинчиваемого отрезка не должна превышать половины толщины свариваемых деталей;
- Размер выступающей части должен составлять 0,7-1,2 сечения шпильки.
После размещения шпилек по их периметру наваривают несколько слоев.
Для исключения перегрева операцию попеременно выполняют на разных сторонах. На заключительном этапе наплавленный металл проваривают несколькими швами.
Холодный способ
Метод применяют для устранения незначительных повреждений чугунных конструкций. При холодной сварке не выполняют предварительной подготовки. Качество соединения ниже, чем при использовании горячих способов, поэтому технологию не используют при ремонте двигателей и других важных конструкций. При соединении деталей, испытывающих повышенные нагрузки, применяют усиливающие стальные шпильки. Их заваривают с наружной стороны, покрывают верхним швом.
При холодной сварке соблюдают следующие условия:
- Минимизируют нагрев детали, применяя тонкие стальные электроды. Медленному повышению температуры материала способствует применение постоянного тока.
- Электрод подсоединяют к плюсу агрегата. Такой вариант подключения называется обратной полярностью.
- Решая, какие электроды выбрать для сварки серого чугуна холодным методом, предпочтение отдают тем, что содержат минимальное количество углерода.
Желательно использование стержней, содержащих никель или медный сплав. Эти материалы считаются дорогими, поэтому их редко применяют в бытовых условиях.
В газовой среде
Газ используется для защиты и нагрева обрабатываемого участка. При сварке чугуна часто используют пропан-бутановую смесь или ацетилен. Электрод заменяют присадочной проволокой из того же металла или никеля. Для снижения вероятности окисления пруток обрабатывают флюсом. Иногда проволоку прогревают восстановительной часть горелки.
Для получения сварного соединения газовым методом выполняют следующие действия:
- Постепенно нагревают место сварки. Подходящую температуру выбирают опытным путем.
- После достижения нужного нагрева формируют соединение. Постепенно отводят горелку, добиваясь медленного охлаждения.
- Очищают сварное соединение от шлака, при необходимости шлифуют.
Дуговая сварка электродами
Такой способ разрешен к применению, однако он характеризуется высокой стоимостью, отсутствием преимуществ перед остальными методами. Чугун не требует тщательной защиты от окисления.
При дуговой сварке с аргоном соблюдают следующие правила:
- исключают перегрев обрабатываемых областей;
- постепенно повышают температуру сварочной ванны;
- медленно охлаждают готовую конструкцию.
Процесс сварки включает следующие этапы:
- фиксацию деталей в правильном положении с использованием тисков или струбцины;
- формирование защитного газового облака (подачу аргона начинают за 15 секунд до возбуждения дуги, прекращают через 7 секунд после завершения работы);
- настройку аппарата (силу тока и скорость подачи расходного материала выбирают с учетом толщины свариваемых заготовок);
- наложение шва (электрод ведут по направлению соединения);
- завершение сварки путем постепенного снижения мощности дуги реостатом.
При аргонодуговой технологии применяют полуавтоматический аппарат с никелевой проволокой или неплавящиеся электроды.
Методика наплавки
В таким случае используют специальные электроды следующих типов:
- МНЧ-2. Используется при формировании сложных металлоконструкций. Наплавку осуществляют без подогрева.
- ОЗЖН-1. Стержни применяют при устранении крупных дефектов.
- ОЗЧ-2. Электроды этой марки помогают осуществлять наплавку серого или ковкого чугуна.
Газовая наплавка выполняется за счет тепловой энергии, выделяющейся при сгорании ацетиленовой смеси. В качестве присадочного материала применяют литые прутки и флюсы.
Безопасность при работе
При выполнении сварки необходимо соблюдать следующие правила:
- Перед началом работы проверяют исправность всех блоков аппарата, целостность питающего кабеля. Необходимо использовать заземленное оборудование, гарантирующее защиту от поражения током.
- Обязательно применение маски сварщика, защитного костюма и рукавиц. Рядом со сварочным оборудованием стелют резиновый коврик.
- Детали, имеющие трещины или поры, нельзя закреплять на большой высоте.
- Работать нужно в помещении с хорошими освещением и вентиляцией.
Рабочее место снабжают аппаратом, удаляющим образующуюся во время сварки пыль.
Советы и рекомендации, как варить чугун электросваркой в домашних условиях
Выполнение сварочных работ требует специального профильного образования, но и мастера – самоучки добиваются хороших результатов, особенно при сварке деталей или заготовок из простой стали. Обычно, трудности начинаются, когда требуется заварить цветной (алюминий, медь, титан), или тугоплавкий металл, отличающийся особенным химическим составом или свойствами. К примеру, чугун.

Чугун в своем составе имеет высокое содержание углерода, что и обуславливает его особенности, влияющие как на обработку, так и дальнейшую эксплуатацию. В связи с этим, наиболее частые вопросы, которые можно услышать, являются следующие:
- Как варить чугун электросваркой?
Технология сварки чугуна
Сварка чугуна электродом в домашних условиях возможна, но требует соблюдения определенных рекомендаций и практических навыков у человека, который будет выполнять работы. Отливают чугун при низких (по сравнению со сталью) температурах. Температурный режим, используемый при отливке чугуна всего 1200-1500° градусов. Это, а также высокое содержание углерода и влияет на свойства металла.
Существует горячая и холодная сварка чугуна. При выполнении любого из методов от мастера требуется учитывать следующее:
- Категорически запрещается быстрое охлаждение поверхности чугуна. Если выполняется сварка чугуна со сталью, для увеличения времени остывания последней рекомендуется засыпать деталь угольной пылью или сухим песком. Быстрый нагрев или охлаждение чугуна в результате влияет на появление трещин и создает трудности в процесс дальнейшей обработки детали. Сварка стали с чугуном выполняется безникелевым электродом, обычно в два прохода.
Некоторые расходные материалы предназначены исключительно для обработки чугуна, другие можно использовать при комбинации двух металлов. Профессиональная сварка и наплавка деталей из чугуна заключается в строгом соблюдении технологического процесса обработки поверхности и выполнения последующих работ.
Как уже отмечалось, работы с чугуном выполняются двумя способами: горячим и холодным методом, при этом используются как уже готовые электроды, так и изготовленные кустарным способом. Самостоятельно изготовленные комплектующие используют не только в домашних условиях, но и на производстве.
В электрод для чугуна входит следующий состав термитной смеси для сварки:
Альтернативой электродам по чугуну может быть специальная присадочная проволока с графитовым стержнем.
Особенности восстановления чугунных деталей сваркой вне зависимости от выбранного метода включают в себя следующее:
- Подготовка поверхности – дефекты необходимо удалить. Дефекты вырубают механическим или ручным методом. При вырубке руководствуются общим правилом, заключающимся в том, что удаленные повреждения друг от друга на длину свыше 20 мм, вырубают отдельно, меньше вместе.

После выполнения работ деталь может использоваться после полного остывания. В этот момент проводится повторный контроль качества. Соединение чугунных труб проверяется с помощью наполнения их жидкостью.
Электросварка чугуна в домашних условиях может быть выполнена только холодным методом. Холодный метод сварки чугуна ограничивает возможность выполнения работ исключительно определенными марками металла. Легче всего наложить сварной шов на серый чугун. Работы с черным или промасленным металлом требуют соответствующей квалификации мастера и применения необходимого оборудования.
Как сваривать чугун электросваркой
Правильно варить чугун электросваркой можно только при условии использования правильных электродов, а также необходимого оборудования. Особенность проведения работ является то, что в зоне наложения шва повышается хрупкость металла.
Хрупкость связана с тем, что во время выполнения работ чугун испытывает чрезмерную и интенсивную закалку. По этой причине технология сварки чугуна электродами в промышленных условиях существенно отличается от обычной обработки других металлов и требует нагрева материала до температуры около 600-650° градусов.
Для работ используют следующие виды электродов:
- ОЗЧ-2 – имеют медный стержень, покрытый специальным составом, включающим в себя графит.
Электросварка чугунных изделий холодным методом требует соблюдения определенного темпа наложения шва и контроля, чтобы поверхность не разогрелась выше необходимых показателей. Сварщик выполняет работы «вразброс», небольшими участками с обязательной проковкой и перерывами.
Так как особенностью чугуна является медленное остывание, чтобы заварить чугунную деталь может потребоваться большое количество времени. При восстановлении небольших дефектов обязательным является использование графитовой подложки, во избежание вытекания металла.
Методы сварки чугуна

В зависимости от того, какое качество и прочность наложения шва потребуется, могут использовать разные способы проведения работ. Виды сварки чугуна включают в себя следующие:
- С использованием инертного газа – метод используют для ремонта канализационных труб, деталей автомобиля. Способ сварки с инертным газом подходит, если необходимо сварить неоднородные металлы.
Способы сварки чугуна достаточно разнообразны, причем при желании и наличии определенных условий работы можно выполнить и дома. При домашней сварке потребуется хорошее знание химического состава чугуна и его свойств.
Газовая сварка чугуна
Этот способ в основном используют, если необходимо обеспечить сварной шов высокой прочности при условии необходимости небольшого провара основного металла. При этом технология газовой сварки чугуна подразумевает большое разнообразие используемых режимов наложения шва, от которых и зависит конечный результат. На качество влияют следующие составляющие:
- Режимы подачи напряжения.
Технологический процесс газовой сварки чугунных изделий подразумевает соблюдение следующих рабочих параметров:
- напряжение дуги 18-21В
Работы проводятся с помощью сварной проволоки 09Г2СА или ПАНЧ 11 с диаметром 1 мм.
Холодная сварка чугуна
Холодная сварка для чугуна выполняется в основном в бытовых условиях. Преимуществом холодного способа является отсутствие необходимости в дополнительном оборудовании для выполнения работ. При наложении шва используют следующие разновидности электродов для холодной сварки:
Выполняют наплавку укладкой одного или нескольких валиков сварного шва. При использовании стальных электродов обязательна установка шпилек для увеличения прочности соединения. Любые электроды, в состав которых входит железо, и никель в основном используют для ремонта небольших повреждений.
Технология холодной сварки чугуна подразумевает и исправление больших дефектов поверхности. Для этих целей используют чугунные электроды с покрытием из графита.
Горячая сварка чугуна
Горячий способ сварки применяют в промышленных условиях. Сварка горячим методом обеспечивает надежное соединение деталей, в том числе их неоднородных материалов. Метод включает в себя следующие этапы:
Технология горячей сварки чугуна дает качественный однородный шов и может быть выполнена исключительно в промышленных условиях. Для соблюдения условий процесса требуется применение определенных комплектующих: проволоки и электродов.
Проволока для сварки чугуна
Проволока по чугуну используется для проведения сварочных работ в среде защитных газов. В основном используются две разновидности расходного материала:
- Для работ в среде защитных газов – обязательным является использование углекислого газа для препятствия воздействия на обрабатываемую деталь кислорода. Стоит проволока дешевле. Практика показала, что получаемый сварной шов несколько худшего качества чем получаемый с помощью порошковых расходников.
Никелевая проволока традиционно используется для проведения сварочных работ холодным методом. Характеристики никелевой проволоки позволяют применение для устранения незначительных дефектов поверхности.
Какие электроды используют для сварки чугуна
Особенность сварки чугуна с помощью электродов заключается в том, что при сгорании электрода выгорает также и определенное количество углерода находящегося в самом металле. При выгорании образуются поры, влияющие на качество и прочность соединения сварного шва.
Поэтому для сварки чугунных изделий применяются электроды, имеющие в своем составе никель и медь. Этому есть разумное объяснение, связанное с особенностями этих металлов:
- Никель – растворяется без остатка в железе, входящем в состав чугуна. При этом никель полностью нейтрален по отношению к углероду и вступает с ним в химическую реакцию. Это дает определенные преимущества. Сварной шов, накладываемый электродом с никелем, в процессе работ не закаляется и остается мягким и податливым для дальнейшей обработки.
Если говорить о марках электродов для сварки и наплавки, то на рынке около десятка типов продукции предназначенной для определенных целей и имеющей свои специфические свойства. А именно:
- Сварочные электроды для чугуна СЧ 20 – для работ с серым чугуном используют электроды с графитовым покрытием. Электроды СЧ 20 позволяют на выходе получить шов полностью идентичный по своей структуре и химическому составу обрабатываемому металлу.
Можно самостоятельно изготовить электроды близкие по составу к вышеперечисленным. Особенно если учесть, что МНЧ-2 является редким и дефицитным, изготовление его аналога в домашних условиях вполне оправдано. Для производства понадобится сделать следующее:
- Снять обмазку с обычного электрода. Полученный состав измельчить и смешать в равных пропорциях порошка железа. Допускается использование мелкой стружки.
Категорически запрещается использовать в качестве стержня латунную проволоку. В состав латунной проволоки входит большое количество цинка, который является ядовитым. Во время сжигания электрода будет испаряться токсичное вещество, что может стать причиной серьезного отравления.
Какая маркировка используется для обозначения электродов, которые могут быть использованы для сварочных работ?
- ОЗЧ-2, ОЗЧ-6 – эти электроды изготавливаются путем нанесения ферритового порошка на медный стержень. Предназначением электродов ОЗЧ-2 и ОЗЧ-6 является устранение небольших дефектов с помощью проведения холодных работ. По своим характеристикам медные электроды по чугуну ОЗЧ-2 и ОЗЧ-6 напоминают самодельную продукцию, которую можно изготовить в домашних условиях.

Техника безопасности при сварке чугуна
Проведение работ с чугуном требует соблюдения мер безопасности, направленных на обеспечение надлежащих условий на рабочем месте. При этом требуется учитывать следующие нюансы:
- Электросварка чугуна в домашних условиях должна проводиться в хорошо освещенном и проветриваемом помещении.
При работах с чугуном методом электросварки действуют все основные требования, относящиеся к проведению всех сварочных работ без исключений. От мастера требуется придерживаться правил безопасной эксплуатации электрического сварного оборудования.





