Достоинства и недостатки сварки
14. Сварные соединения: достоинства и недостатки, область применения. Типы сварных швов, виды сварных соединений, виды сварки.
Сварные соединения — наиболее распространенный и совершенный вид неразъемных соединений. Они образуются путем местного нагревания сопрягаемых участков свариваемых деталей до расплавленного (сварка плавлением) или до пластического состояния с последующим сдавливанием (контактная сварка). При этом используются силы межмолекулярного взаимодействия. Сварку широко применяют в машиностроении.
Достоинства сварных соединений: возможность получения изделий больших размеров (корпуса судов, железнодорожные вагоны, кузова автомобилей, трубопроводы, резервуары, мосты и др.); снижение массы по сравнению с литыми деталями до 30. 50% и с клепаными— до 20% благодаря в основном уменьшению толщины стенок и припусков на механическую обработку, а также отсутствию ослабляющих отверстий и накладок как в заклепочном соединении; снижение стоимости изготовления сложных деталей в условиях единичного или мелкосерийного производства; малая трудоемкость, невысокая стоимость оборудования, возможность автоматизации; возможность достижения равнопрочности сварного изделия и свариваемых деталей.
Недостатки сварных соединений: возникновение при сварке дефектов швов, снижающих их прочность (особенно при переменном нагружении). На рис. изображены дефекты швов: а) непровар шва; б) подрез шва; в) смещение деталей в стыке; г) шлаковые 2 и газовые 3 включения (последние устраняются механической обработкой поверхностной зоны шва); возникновение остаточных напряжений (вследствие локальных термических деформаций от неравномерного нагрева соединяемых деталей) снижает прочность и вызывает необходимость проведения старения; сложность проведения контроля ответственных сварных изделий; местное оплавление участков деталей вблизи шва вызывает изменение химической структуры металла.

По технологии изготовления различают: 1) электродуговая (нагрев происходит пропусканием электрического тока между электродом и материалом , материал участвует в образовании шва, материал электрода защищает шов от окисления) 2) автоматическая (под слоем флюса, для деталей большой длины) 3) газовая (в углекислом газе, для сваривания деталей из углеродистых и низколегированных сталей, в среде аргона и гелия для высоко легированных сталей плавящимся или вольфрамовым электродом) 4) электрошлаковая (для сварки деталей неограниченной толщины) 5) сварка электронным лучом (в вакуумных камерах, диффузионная сварка легированных сталей, алюминиевых сплавов, неметаллов) 6) контактная сварка.
Типы сварных швов:
По взаимному расположению элементов различают: 1) встык 2) внахлест 3) тавровое (швы стыковые и угловые) 4) угловое 5) связующие швы (одна пластинка сверху на другую кладется и свариваются).
15. Стыковые соединения. Расчет соединений, нагруженных растягивающей (сжимающей) силой, изгибающим моментом и силой, действующей совместно с моментом.
Сварные изделия, выполненные стыковыми швами, являются наиболее рациональными и образуются при полной проварке стыка торцов соединяемых деталей с помощью дуговой или контактной электросварки. Полный и бездефектный провар стыка обеспечивает равнопрочность сварного шва и соединяемых деталей. Стыковые сварные соединения при статическом нагружении преимущественно разрушаются по шву.
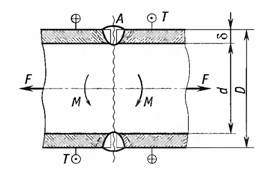
F – центральная растягивающая сила, M – изгибающий момент, T – крутящий момент.
В этом случае расчет сварных стыковых швов на статическую прочность приближенно проводят по эквивалентным напряжениям σэкв в опасном сечении
Где — нормальные напряжения растяжения, — наибольшие нормальные напряжения изгиба (в зоне А), — наибольшие касательные напряжения изгиба.
Достоинство и недостатки, область применения сварки
История сварочного дела и основоположники сварки. Достоинства, недостатки и технологический процесс механического, термического и термомеханического способов сварки. Важность процесса сварки в производстве. Основные сферы применения сварки, её важность.
| Рубрика | Производство и технологии |
| Вид | реферат |
| Язык | русский |
| Дата добавления | 17.12.2016 |
| Размер файла | 20,2 K |
Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
Министерство образования и науки РФ
ФГБОУ ВО «Сибирский государственный индустриальный университет»
Кафедра материаловедения, литейного и сварочного производства
Реферат по дисциплине
на тему: «Достоинство и недостатки, область применения сварки»
Выполнил: ст.гр. МЦМ-14
Проверил: к.т.н., доцент
Содержание
1. История. Основоположники сварки
2. Достоинство и недостатки
3. Область применения сварки
Сварка плавлением осуществляется при нагреве сильным концентрированным источником тепла (электрической дугой, плазмой и др.) кромок свариваемых деталей, в результате чего кромки в месте соединения расплавляются, самопроизвольно сливаются, образуя общую сварочную ванну, в которой происходят некоторые физические и химические процессы. В своей работе я опишу все достоинства и недостатки сварки, а также постараюсь узнать всю область применения сварки.
1. История. Основоположники сварки
Электрическая дуга впервые была открыта в 1802 г. Профессором физики Санкт-Петербургской медико-хирургической академии В.В. Петровым. Описывая явления электрической дуги в книге под названием «Известия о гальвани-вольтовских опытах», профессор В.В. Петров указал на возможность использования электрической дуги для электроосвещения и плавления металлов.
А в 1882 г. Русский изобретатель Н.Н. Бенардос применил электрическую дугу для соединения металлов, в 1885 г. Он получил патент под названием «Способ соединения и разъединения металлов непосредственным действием электрического тока», используя для этого дугу, горящую между угольным электродом и металлом и питаемую электрической энергией от аккумуляторной батареи. Русский инженер-металлург и изобретатель Н.Г. Славянов в 1888 г. Разработал способ сварки металлическим электродом, в 1891 г. Он получил два патента под названием «Способ и аппараты для электрической отливки металлов» и «Способ электрического уплотнения металлических отливок». Н.Н. Бенардос предложил различные способы сварки наклонными металлическими электродами и устройства, в которых подача электрода в зону дуги выполнялась за счет давления пружины. Он также разработал разнообразные виды автоматических устройств для сварки угольным и металлическим электродами, являющимися прообразами современных сварочных автоматов и полуавтоматов. Оригинальное приспособление для автоматического регулирования длины дуги с помощью соленоида, предложенное Н.Н. Бенардосом, в 1900 г. Экспонировалось на Парижской всемирной выставке. Однако низкий уровень развития техники в России тех лет не позволял использовать и широко развивать столь гениальные идеи В.В. Петрова, Н.Н. Бенардоса и Н.Г. Славянова.
В настоящее время сварочное производство является самостоятельной отраслью машиностроительной промышленности и для его дальнейшего развития требуется решение целого ряда вопросов, таких, как разработка новых сварочных машин, аппаратов и материалов.
2. Достоинство и недостатки
Преимущества и недостатки сварки зависят от ее вида.
В настоящее время используется большое количество видов. Их можно объединить в группы:
· Механические. Слияние атомов материала происходит за счет превращения механической энергии в кинетическую, нагреву подвергается место стыка материала.
· Термические. Предметы разогреваются до той температуры, при которой становятся мягкими, а потом просто соединяются.
· Термомеханические. Объединяет предыдущие методы. Детали нагреваются, а соединяют их между собой с помощью давления.
Достоинства и недостатки механических видов
К ним относятся холодная, сварка трением и взрывом.
Плюсы холодного сваривания:
· очень хорошо подходит для заделки течи в трубах;
· происходит без нагрева поверхности изделий;
· не требуется особых навыков;
· после сваривания практически не остается грязи;
· можно провести самостоятельно в домашних условиях.
Самый значительный минус — при слиянии изделия очень сильно повреждаются. Например, ковка тоже относится к холодной сварке.
Преимущества сваривания трением:
· достаточно небольшая мощность;
· процесс проходит быстро;
· невысокая температура нагревания металла.
Недостатки: повреждение изделий вокруг шва; одна деталь должна быть округлой формы, а другая — плоской. Это нужно, для того чтобы первая ввинчивалась во вторую.
Достоинства сварки взрывом:
· температура металла повышается на короткое время;
· занимает мало времени.
Отрицательные свойства этого вида слияния деталей — взрывная волна, необходимо соблюдать нормы безопасности; можно провести только в специально отведенных для этого местах, в быту не применяется.
Плюсы и минусы термических способов
К ним относятся плазменная (газовая), электродуговая, электрошлаковая и другие. Первый вид — газ нагревается до очень высоких температур (максимум — 30000° С), металл плавится, его можно резать, гнуть, соединять. При втором способе используется тот же самый принцип металлообработки, что и при газовом сваривании, но максимальная температура дуги — 7000° С. Третий вид — нагрев происходит, за счет того что электрический ток раскаляет шлак, а потом и сам предмет.
Положительные характеристики газовой сварки:
· легко транспортировать оборудование для металлообработки;
· не повреждает металл и окружающие предметы;
· можно не только соединять детали, но и разделять их;
· не нужны электрические сети.
Недостатки этого вида:
· очень большая площадь разогрева предметов при очень высокой температуре;
· на одно соединение уходит достаточно много времени;
· высокий уровень опасности, специалист должен иметь высокую квалификацию и опыт работы.
Намного чаще используется дуговая сварка. Ее преимущества:
· подходит для слияния практически всех металлов;
· соединения очень прочные;
· универсальный вид, применяется и в промышленности, и в быту.
Отрицательные свойства — вредные условия труда, прочность и аккуратность места соединения изделий зависит от навыков исполнителя.
Преимущества электрошлакового сваривания заключается в том, что оно применяется для слияния предметов любой толщины. По сравнению с дуговой электропотребление намного меньше.
· нельзя бросать работу до полного слияния изделий;
· сваривать можно только, если предметы находятся в вертикальном положении, легкий наклон допускается;
· прочность стыков снижается, если температура окружающей среды ниже 0° С.
Этот способ соединения металлов применяется на заводах, фабриках и т. д.
Преимущества и недостатки термомеханических видов сваривания
Это диффузионная, контактная (автоматическая) сварка и другие способы. Первая представляет собой соединение предметов путем нагревания и механического давления на них, при этом они остаются в твердом состоянии. Вторая — разогрев изделий с помощью электричества и последующее их сжатие в единое целое.
Плюсы диффузного сваривания:
· возможно слияние разных металлов, при этом толщина деталей может не совпадать;
· швы получаются ровные, поэтому последующая обработка не понадобится;
· низкий расход энергии.
Минус этого вида в том, что для работы потребуются квалифицированные сварщики, имеющие навыки работы с подобным оборудованием.
Достоинства контактной сварки:
· прочное и аккуратное место стыка предметов;
· не вредит окружающей среде.
Отрицательные характеристики: непростое оборудование для проведения работ
3. Область применения сварки
Сварка — наиболее экономичный и эффективный способ неразъемного соединения металлов, при котором две или более металлические детали становятся единым целым. Важность процесса сварки переоценить очень сложно, так как во многих развитых странах более половины созданного ВВП так или иначе связано с его использованием. Сварка считается одним из важнейших процессов в производстве, она, как ни один другой процесс, требует применения знаний в различных областях науки. Существует большое разнообразие технологий создания сварного соединения, некоторые связаны с нагревом, другие не требуют высоких температур. Сварка применяется абсолютно везде: на производствах, в мастерских, гаражах, под водой и в космосе. Почти каждый предмет и механизм, используемый в повседневной жизни изготовлен с применением сварочного оборудования. Будь то кофейник, автомобиль или топливо для него, добытое при помощи сваренного бура, меняющие облик современного мира мосты и небоскребы — все это лишь малая часть вещей немыслимых без сварки. Сварка помогает существовать и эффективно работать целым индустриям. Невозможно представить современное строительство без кранов, агропромышленный комплекс без тракторов и комбайнов, добывающую промышленность без трубопроводов и железных дорог, транспорт без грузовиков, кораблей и самолетов и т.д. Современные технологии интенсивно проникают в сварочное дело, оборудование совершенствуется, его вес и габариты уменьшаются, аппараты оснащаются процессорами и позволяют делать работу качественнее и быстрее. 21 столетие открывает неплохие перспективы для сварки, она считается по прежнему проверенным способом соединения металлов, позволяющим добиваться отличного качества соединений при сравнительно низкой цене, а современные исследования и разработки лишь дополняют ее, позволяя выводить технологии сварки на качественно новый уровень. Иметь аппарат дома для проведения небольших работ становится распространенным явлением не только среди сварщиков профессионалов, но и среди людей, которым нравится работать своими руками. Все чаще люди искусства используют сварку при создании скульптур, инсталляций и прочих арт-объектов. Этот процесс перестал быть доступным только на производствах и в промышленности, современный рынок предлагает огромное количество моделей бытового и полупрофессионального оборудования. Область применения сварки огромна, процесс включает в себя множество технологий и способов, каждый из которых позволяет решать поставленные задачи наиболее эффективно
сварка использование процесс способ
Практически нет ни одной отрасли машиностроения, приборостроения и строительства, в которой не применялись бы сварка и резка металлов. С помощью сварки получают неразъемные соединения почти всех металлов и сплавов различной толщины — от сотых долей миллиметра до нескольких метров.
Область применения сварки безгранична но несмотря на научно-технического прогресс кроме достоинств сварки есть и недостатки, но я думаю, что со временим все минусы решаемы.
1. Виноградов В.С. Оборудование и технология дуговой автоматической и механизированной сварки, М: 1997 года;
2. Квагинидзе В.С. Технология металлов и сварка. Учебник для вузов.,- М.: Горная книга, 2004, 566 с.
3. Технология металлов и сварка. Учебник для вузов. Под ред. Полухина П. И.- М.: «Высшая школа», 1977, 464 с
Размещено на Allbest.ru
Подобные документы
Технология производства сварки. История развития сварочного производства. Специфика аргонно-дуговой сварки и сфера её использования. Применение, преимущества и недостатки аргонно-дуговой сварки. Сравнительная характеристика оборудования этого вида сварки.
реферат [635,2 K], добавлен 18.05.2012
История плазменной сварки, ее сущность и физические основы. Общая схема и технологические особенности плазменной сварки, Область применения, необходимое оборудование для производства сварочных швов. Преимущества и недостатки этого метода сварки.
реферат [307,5 K], добавлен 14.09.2015
Физическая сущность процесса сварки, её классификация. Сущность основных способов сварки плавлением и область их рационального применения. Основные способы сварки давлением. Источники питания для сварки. Влияние сварочных процессов на свариваемый металл.
курсовая работа [4,5 M], добавлен 16.07.2013
Сущность процесса и технология диффузионной сварки. Способы образования сварного шва. Схемы диффузионной сварки. Оборудование и вакуумные установки для осуществления диффузионной сварки. Преимущества и недостатки данной сварки, области ее применения.
презентация [2,3 M], добавлен 16.12.2016
Особенности контактной точечной сварки, ее достоинства и недостатки, основные параметры. Изменение параметров во времени. Схема шунтирования тока через ранее сваренную точку. Режимы точечной сварки низкоуглеродистых сталей. Подготовка деталей к сварке.
Преимущества и недостатки различных видов сварки
 Любой вид сварочных работ обладает своими достоинствами и недостатками по сравнению с другими.
Любой вид сварочных работ обладает своими достоинствами и недостатками по сравнению с другими.
К преимуществам газового способа сварки и резки относят дешевизну и простоту оборудования, дешевые расходные материалы (водород, пропан, метан, этилен, бензол, бензин, ацетилен), простой способ регулировки горения, возможность любого расположения горелки в пространстве, высокая технологичность, независимость от источников питания электрическим током.
Недостатками данного способа являются низкая эффективность нагрева металла, широкие швы и широкая зона термического воздействия на свариваемые конструкции, низкая производительность, трудности в автоматизации процесса.
Преимуществами электродугового метода сварки являются высокая технологичность, широкие возможности для механизации или автоматизации, меньшая зона термического влияния по сравнению с предыдущим способом сварки, простота регулирования процесса, сравнительно дешевые расходные материалы (сварочные электроды), высокая производительность процесса.
Недостатками являются необходимость использования специальных сварочных преобразователей (выпрямителей, инверторов) и сварочных трансформаторов, энергозависимость от электрической сети или генераторов, необходимость предварительной подготовки кромок (разделка, зачистка, фиксация деталей).

К преимуществам электрошлаковой сварки относят: возможность сварки толстостенных деталей, отсутствие необходимости предварительной подготовки свариваемых поверхностей, меньший расход флюса сравнительно с дуговой сваркой, возможность применения электродов различной формы, улучшенная макроструктура сварного шва, высокая производительность, меньший расход электроэнергии, небольшая зависимость зазора от толщины металла, возможность использования данного способа для переплавки стали из отходов с целью получения отливок, возможность регулировки процесса в широком диапазоне сварочных токов 0,2. 300 А/кв.мм по сечению сварочного электрода, хорошая защита сварочной ванны от влияния воздуха, возможность получения швов переменной толщины за один проход.
Недостатками являются: сварка только в вертикальном положении (угол отклонения от вертикали не более 30 градусов), перемешиваемость металла электродов с основным металлом, крупнозернистая структура металла шва, необходимость применения специальной технологической оснастки (формирующие устройства, планки, стартовые карманы и т. п.), невозможность прерывания сварки до окончания процесса, так как при этом образуются дефекты, которые невозможно устранить.

Преимущества электронно-лучевого способа сварки следующие: высокий коэффициент полезного действия (до 90%) перехода кинетической энергии ускоренных электронов в тепловую энергию и высокая удельная мощность луча, высокая температура в зоне сварки (до 6000 градусов по Цельсию). Выделение теплоты только в зоне сварки, хорошее проплавление глубоких швов, фокусировка луча достигает значений до 0,001 сантиметра, возможность использования электронного луча для различных видов работ — сверления, сварки, фрезерования практически любых материалов, широкий диапазон толщин обрабатываемых заготовок от 0,02 до 100 мм, высокая степень автоматизации.
К недостаткам относятся наличие специального оборудования и высококвалифицированного персонала, наличие рентгеновского излучения и необходимость защиты обслуживающего персонала, снижение срока службы электронного катода в результате его высокого нагрева (до 2400 градусов).
Преимущества плазменной сварки — это высокая степень концентрации теплоты, хорошая стабильность горения, возможность сварки деталей толщиной до 10 мм без предварительной подготовки кромок, возможность проведения работ на низких токах при микроплазменной сварке тонких деталей (толщина 0,01. 0,8 мм), возможность эффективной резки практически всех видов материалов, возможность проведения процесса напыления или наплавки при введении в плазменную дугу присадочных металлов (в том числе тугоплавких), возможность сваривания металлов с неметаллами, минимальная зона термического воздействия, возможность проведения работ с тугоплавкими и жаропрочными металлами, сниженный расход защитных газов по сравнению с дуговым способом, высокая технологичность процесса и возможность его автоматизации.
К недостаткам плазменного способа относятся высокочастотный шум с ультразвуком, оптическое излучение (инфракрасное, ультрафиолетовое, видимый спектр), вредная ионизация воздуха, выделение паров металла в процессе сварки, недолговечность сопла горелки вследствие сильного нагрева, необходимость специальной установки и высококвалифицированного обслуживающего персонала.

Преимущества лазерного способа сварки: высокая концентрация энергии, которая позволяет производить микросварку деталей толщиной до 50 микрон, возможность сварки термочувствительных деталей, возможность сварки в труднодоступных местах, возможность проведения сварки в вакууме и защитных газах, возможность подвода строго дозированной энергии в зону сварки, высокая промышленная стерильность процесса и отсутствие выделения вредных паров, высокая технологичность, высокая степень автоматизации, высокая производительность, возможность применения лазерного луча для резки, наплавки и прошивки отверстий.
Недостатками являются необходимость приобретения дорогостоящей установки, высокие требования к квалификации персонала, наличие вибраций и необходимость применения вибростойких платформ, необходимость защиты персонала от лазерного излучения аппаратуры.
К преимуществам термитной сварки относятся простота и низкая себестоимость, а недостатки — высокая гигроскопичность процесса, пожароопасность, взрывоопасность, невозможность управления процессом.

Достоинствами холодного способа сварки являются простота и доступность технологического оборудования, при этом не требуется высокая квалификация персонала, отсутствие вредных выделений, возможность сварки без нагрева, высокая степень механизации, небольшой расход энергии, высокая производительность процесса.
К недостаткам относятся наличие больших удельных давлений, небольшой диапазон толщин свариваемых деталей, невозможность сварки высокопрочных металлов.
Достоинства сварки взрывом: высокая скорость сваривания (миллисекунды), возможность изготовления биметаллических соединений, возможность плакирования деталей (покрытия слоем металла с особыми свойствами), возможность изготовления криволинейных и прямолинейных заготовок большой площади, возможность изготовления заготовок для ковки и штамповки, простота применяемого оборудования.
Недостатками являются необходимость защиты от детонации, наличие квалификации персонала по работе со взрывоопасными веществами, невозможность механизации и автоматизации.

Преимущества сварки трением — высокая производительность, стабильное качество соединения, возможность получения соединений из разнородных металлов, отсутствие вредных выделений, высокие энергетические показатели, высокая степень механизации и автоматизации, возможность применения в качестве основного оборудования универсальные токарные и сверлильные станки.
К недостаткам относят необходимость разработки технологического процесса для каждого вида металла и конфигурации детали, необходимость контроля момента сварки для своевременного прекращения сварочного процесса, необходимость создания осевого давления с помощью специального механизма.
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Разбираемся какое соединение лучше: сварное или болтовое
Как и другие виды соединений, сварные соединения обладают рядом положительных и отрицательных качеств. Все будет зависеть от способа сварки.
Газовая сварка
Основное преимущество такого вида сварки — это сравнительная дешевизна, по отношению к остальным. При такой сварке используется самое простое и дешевое оборудование и материалы. Из-за простоты оборудования, можно без особых усилий регулировать расположение горелки, угла сварки. Может использовать практически любой источник питания.
К минусам, можно отнести довольно большой шов, после такой сварки, трудоемкую транспортировку оборудования, большую площадь нагрева деталей и относительно низкую производительность, такого вида сварки, за единицу времени. Газовая сварка
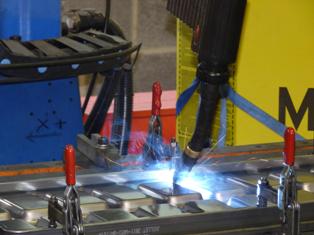
Электродуговая сварка
Такой вид сварки, как и предыдущий имеет довольно простое устройство, поэтому пользоваться им легко, стоимость использования, так же, не велика, значительно снижается зона нагрева деталей, и уменьшается размер сварного шва. При таком виде, сварки повышается производительность работы.
К минусам, относиться необходимость в применении дополнительных инструментов, таких как выпрямители, инверторы, трансформаторы. Сильно зависит от источника питания, часто для работы необходим генератор. Варить можно только поверхности прошедшие предварительную обработку и зачистку. Электродуговая сварка
Электрошлаковый способ сварки
Таким способом, можно варить детали с большой толщиной, по сравнению с другими видами сварки. Сварку можно осуществлять и на необработанных поверхностях. Материала расходуется значительно меньше, чем в предыдущих способах. Не придирчив к используемым электродам. Повышается качество сварного шва. При электрошлаковой сварке расход энергии уменьшается. За один проход, можно получит швы с разной толщиной.
Электронно-лучевая сварка
Такой вид сварки, дает возможность не затрачивая много энергии, варить очень глубокие швы. Сварка осуществляется автоматически, практически без вмешательств со стороны человека. Из недостатков, можно назвать потребность в дополнительном оборудовании. Работать с таким оборудованием, могут только хорошо обученные специалисты. Материалы используемые, при таком виде сварки, очень быстро изнашиваются. Электронно-лучевая сварка
Плазменная сварка
Такая сварка, имеет стабильный сварной луч. Может использоваться при сварке и резке различных материалов. Имеет возможность, создания различных напылений на металле. Обладает маленькой площадью нагрева поверхности. Газа расходуется намного меньше, чем при дуговой сварке. Процесс практически полностью автоматизирован.
Такой метод сварки очень шумный, помимо шума выделяются различные оптические излучения, вредные для здоровья человека. Атмосфера возле места сварки становится ионизированной. Относительно небольшой срок службы сопла, довольно дорогое дополнительное оборудование и хорошо обученный персонал. Плазменная сварка
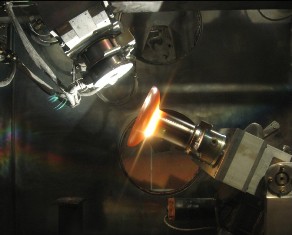
Лазерная сварка
Лазерная сварка обладает высокой точностью. Позволяет производить сварку термочувствительных деталей, варить можно даже в самых труднодоступных местах. Сварные работы проводятся в вакууме и газе. Есть функция регулирования расхода энергии при выполнении сварочных работ. Процесс экологически чист, почти полностью автоматизирован. Большая производительность по отношению к другим видам сварки. Можно, помимо сварки, использовать оборудование для резки метала, создания различных металлических напылений и даже отверстий.
Самым большим недостатком лазерной сварки, стоит назвать его дороговизну. При работе с таким оборудованием необходим высококвалифицированный персонал. В месте сварочных работ образуется сильная вибрация. Приходиться принимать дополнительные меры для защиты персонала и оборудования. Лазерная сварка
Термитная сварка
Плюсы такого метода — это значительно невысокая стоимость таких работ и простота использования. Необходимо постоянно наблюдение, из-за высокой степени пожароопасности и взрывоопасности. Термитная сварка
Холодная сварка
Холодная сварка довольно проста в использовании, все оборудование для ее проведении довольно дешево и его можно легко найти. Не нужен высококвалифицированный персонал. Сварка проходит без нагрева материала. Затраты энергии не велики, процесс механизирован, производительность при таком виде сварке довольно высока.
Варить можно детали сравнительно небольшой толщины. Не подходит для сварки высокопрочных сплавов. В месте сварки создаётся довольно сильное удельное давление на материал. Холодная сварка
Сварка взрывом
Высокая скорость сварки, заготовки получаемые таким видом сварки, могут быть разных форм. Этим методом получают заготовки для штамповки и ковки. Оборудование не дорогое и простое в использовании. При сварке происходит взрыв, необходима дополнительная защита места сварки и персонала. Нужны опытные специалисты, способ не возможно автоматизировать.
Метод сварки трением
Обладает высоким уровнем производительности, значительно повышается качество сварных соединений. Можно выполнять соединения различных металлов. Метод сварки трением
Для такого вида сварки требуется разработать специальный механизм, полностью описывающий тех процесс сварки. В этой статье были рассмотрены основные виды сварки, а так же их положительные и отрицательные качества. Теперь не составит труда подобрать самые удобный способ для каждого отдельно производственного случая.
Основные достоинства и недостатки сварки разных видов
- Дата: 08-07-2015
- Рейтинг: 42
Сварка — это способ воздействия на металлические предметы для соединения их между собой. Каждый человек в своей жизни сталкивается со свариванием на работе и/или в быту. Например, при протечке металлической трубы в доме, ремонте автомобиля, устройстве беседки на даче и в других случаях.
Сварка применяется в быту и на производстве, выбор вида сварки зависит от вида свариваемого металла или сплавов.
Преимущества и недостатки сварки зависят от ее вида.
В настоящее время используется большое количество видов. Их можно объединить в группы:
- Механические. Слияние атомов материала происходит за счет превращения механической энергии в кинетическую, нагреву подвергается место стыка материала.
- Термические. Предметы разогреваются до той температуры, при которой становятся мягкими, а потом просто соединяются.
- Термомеханические. Объединяет предыдущие методы. Детали нагреваются, а соединяют их между собой с помощью давления.
Каждый из этих методов сваривания используется для разных металлов.
Достоинства и недостатки механических видов
К ним относятся холодная, сварка трением и взрывом.
Первый способ подходит для свинца, меди, алюминия, олова и прочих нетвердых материалов, проходит без термической обработки.
Сварка трением применяется для чугунных, стальных, медных, латунных сплавов.
Второй способ — температура изделий повышается за счет их трения. Он применяется для чугуна, стали, меди, латуни. В третьем способе при взрыве температура предметов увеличивается, при ударе их друг о друга происходит соединение.
Плюсы холодного сваривания:
- очень хорошо подходит для заделки течи в трубах;
- происходит без нагрева поверхности изделий;
- быстро;
- не требуется особых навыков;
- после сваривания практически не остается грязи;
- можно провести самостоятельно в домашних условиях.
Самый значительный минус — при слиянии изделия очень сильно повреждаются. Например, ковка тоже относится к холодной сварке.
Преимущества сваривания трением:
- достаточно небольшая мощность;
- процесс проходит быстро;
- невысокая температура нагревания металла.
Недостатки: повреждение изделий вокруг шва; одна деталь должна быть округлой формы, а другая — плоской. Это нужно, для того чтобы первая ввинчивалась во вторую.
Достоинства сварки взрывом:
- прочность;
- температура металла повышается на короткое время;
- занимает мало времени.
Отрицательные свойства этого вида слияния деталей — взрывная волна, необходимо соблюдать нормы безопасности; можно провести только в специально отведенных для этого местах, в быту не применяется.
Плюсы и минусы термических способов
Схема электродуговой сварки.
К ним относятся плазменная (газовая), электродуговая, электрошлаковая и другие. Первый вид — газ нагревается до очень высоких температур (максимум — 30000° С), металл плавится, его можно резать, гнуть, соединять. При втором способе используется тот же самый принцип металлообработки, что и при газовом сваривании, но максимальная температура дуги — 7000° С. Третий вид — нагрев происходит, за счет того что электрический ток раскаляет шлак, а потом и сам предмет.
Положительные характеристики газовой сварки:
- легко транспортировать оборудование для металлообработки;
- не повреждает металл и окружающие предметы;
- можно не только соединять детали, но и разделять их;
- не нужны электрические сети.
Недостатки этого вида:
- очень большая площадь разогрева предметов при очень высокой температуре;
- на одно соединение уходит достаточно много времени;
- высокий уровень опасности, специалист должен иметь высокую квалификацию и опыт работы.
Намного чаще используется дуговая сварка. Ее преимущества:
Устройство прибора для газовой сварки.
- подходит для слияния практически всех металлов;
- соединения очень прочные;
- универсальный вид, применяется и в промышленности, и в быту.
Отрицательные свойства — вредные условия труда, прочность и аккуратность места соединения изделий зависит от навыков исполнителя.
Преимущества электрошлакового сваривания заключается в том, что оно применяется для слияния предметов любой толщины. По сравнению с дуговой электропотребление намного меньше.
- нельзя бросать работу до полного слияния изделий;
- сваривать можно только, если предметы находятся в вертикальном положении, легкий наклон допускается;
- прочность стыков снижается, если температура окружающей среды ниже 0° С.
Этот способ соединения металлов применяется на заводах, фабриках и т. д.
Схема электронно-лучевой сварки .
Это диффузионная, контактная (автоматическая) сварка и другие способы. Первая представляет собой соединение предметов путем нагревания и механического давления на них, при этом они остаются в твердом состоянии. Вторая — разогрев изделий с помощью электричества и последующее их сжатие в единое целое.
Плюсы диффузного сваривания:
- возможно слияние разных металлов, при этом толщина деталей может не совпадать;
- швы получаются ровные, поэтому последующая обработка не понадобится;
- низкий расход энергии.
Минус этого вида в том, что для работы потребуются квалифицированные сварщики, имеющие навыки работы с подобным оборудованием.
Достоинства контактной сварки:
- прочное и аккуратное место стыка предметов;
- быстро;
- не вредит окружающей среде.
Отрицательные характеристики: непростое оборудование для проведения работ.
Сварное соединение
Неоспоримое преимущество сварного метода соединения – это герметичность шва, которая предохраняет конструкцию от попадания влаги между деталями. Сварка хороша тем, что, имея соответствующие навыки, вы можете прикрепить к основной конструкции детали совершенно любой формы и в самых разных положениях. Болтовое соединение такой вариативности не обеспечит, так как у него есть свои пространственные ограничения. И, наконец, сварное соединение – достаточно дешевый процесс.
Что касается недостатков сварки, здесь нужно сказать о том, что от сильного локального нагрева увеличивается подверженность коррозии, и металл может повести. Кроме того, сварочное соединение невозможно без наличия определенного инструментария: тут и сварочный аппарат, и кабели, и щиток, и надежный источник тока. И, что самое главное – соответствующий высокоразвитый навык.