Различия метрической и дюймовой резьбы
Резьбовое соединение — наиболее распространенный способ сопряжения деталей при сборке механизмов, машин, конструкций, промышленного оборудования, различных изделий. Одной из важных характеристик резьбы является применяемая единица измерения ее параметров. По этой характеристики они бывают метрическими и дюймовыми.
Различия между ними не ограничиваются единицами измерения, но затрагивают и конструктивные характеристики. Это приводит к несовместимости крепежных элементов и деталей с резьбой разных типов, даже если внешне они кажутся идентичными. Поэтому необходимо иметь представление о том, чем отличается метрическая резьба от дюймовой.
Распространение дюймовой резьбы
Несмотря на распространение метрической системы в большинстве стран мира, применение дюймовой резьбы остается очень широким. Она используется для соединения деталей трубопроводов и всего связанного оборудования, включая насосы, арматуру, сантехнику. Поэтому дюймовую резьбу часто называют трубной. Также ее применяют для изготовления многих крепежных элементов, деталей техники. Поэтому сегодня существует множество отраслей, где используется дюймовая резьба.
Одной из причин такого положения вещей является то, что промышленная революция берет свое начало из Англии, где дюйм и по сей день остается одной из основных единиц измерения длины. Сегодня неметрическая система, в которой используются дюймы, применяется в США, Великобритании, ряде других крупных промышленных стран.
Кроме того, распространение дюймовой резьбы связано и с удобством ее использования. Измерение десятых долей миллиметра может быть затруднительным и ухудшает точность. Дюймовая резьба измеряется с шагом в 1/4 дюйма. Это значительно упрощает обозначение и точность замеров резьбовых элементов, а также сокращает количество типоразмеров.
Основные отличия резьб
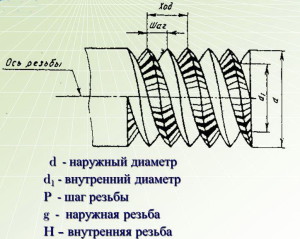
Любая резьба характеризуется следующими основными параметрами:
- Наружный диаметр — расстояние между вершинами двух диаметрально расположенных гребней. Равняется диаметру окружности цилиндра, по которому выполнялась нарезка.
- Внутренний диаметр — расстояние между впадинами двух диаметрально расположенных гребней.
- Шаг резьбы — расстояние между двумя соседними вершинами профильных гребней или количество витков на единицу длины нарезанной резьбы.
- Угол профиля — угол гребня в градусах.
- Глубина резьбы — расстояние между впадиной и вершиной профильного гребня.
Разница резьбы метрической и дюймовой заключается в измерении этих основных параметров. Так, диаметры метрической резьбы указываются в миллиметрах, а дюймовой — дюймах (2,54 см). Дюймы указываются в целых и дробных долях, например, 1 1/4″. Существенные отличия есть и в принципах измерения шага. Для метрической резьбы он представляет собой расстояние между вершинами соседних профильных гребней, выраженное в миллиметрах. Шаг дюймовой резьбы — это количество витков (ниток) на один дюйм длины.
В отличие от метрической, у трубной резьбы по стандарту для каждого диаметра устанавливается свое значение шага. Это позволяет учитывать толщину стенок труб и их прочностные характеристики для образования наиболее надежного резьбового соединения, устойчивого к переменным нагрузкам и повышенному внутреннему давлению в трубопроводе.
Важным конструктивным отличием является профильный угол. Более того, по этому параметру можно отличить метрическую резьбу от дюймовой. В соответствии с нормами ГОСТ 6211-81 и 6357-81 гребни резьбы должны иметь профиль равностороннего треугольника. При этом угол наклона профильного гребня у метрической равняется 60°, а у трубной — 55°. Поэтому для специалиста доступно определение дюймовой резьбы визуально по данному параметру.
Эти отличия делают детали с разными видами резьб несовместимыми друг с другом. Они не подходят в связи с разными значениями диаметра и шага. Даже если эти параметры будут приблизительно совпадать, разный профильный угол не позволит создать рабочее резьбовое соединение.
Измерения
Несмотря на отличия метрической и дюймовой резьбы, их измерение выполняется одинаковыми инструментами:
- калибрами;
- резьбомерами;
- механическими измерителями — микрометрами, штангенциркулями.
Механические измерители могут применяться только для измерения внешнего диаметра. Поэтому такие инструменты используются только для предварительных измерений.
Удобным способом определить шаг дюймовой резьбы, является использование калибра. Этот же метод может применяться и для метрической нарезки. Калибром выступает штуцер или муфта, на которых нарезана соответственно внутренняя или наружная резьба, параметры которой точно соответствую стандарту. Деталь с измеряемой резьбой вкручивается в калибр или накручивается на него.
Если при этом не возникает затруднений, и образуется плотное соединение, значит, измеряемый шаг соответствует стандартному значению, указанному на калибре. Если же выполнить соединение не удалось, нужно взять калибр с другими параметрами и повторить попытку. Для проведения таких измерений калибры используются с учетом различия метрической и дюймовой резьбы.
Резьбомер еще более упрощает процесс промеров. Он представляет собой комплект пластинок с гребенками, размеры которых соответствуют стандартным размерам резьб. Пластинку прикладывают к резьбе гребенкой. Ее профиль должен точно совпасть с профилем резьбы. Это позволяет говорить, что параметры последней соответствуют стандартным значениям, которые указаны на пластинке резьбомера.
Чем дюймовая резьба отличается от метрической
Одна из технологий соединения различных деталей — нанесение резьбы. Резьба — чередующиеся винтовые выступы и впадины, расположенные внутри и снаружи детали. Чтобы соединить два резьбовых объекта, один из них с помощью выступов вкручивается в другой по линии впадин. Различают несколько вариантов резьбовых соединений, а одной из самых популярных технологий является дюймовая резьба. Но как наносится дюймовая резьба ГОСТ на заготовку? Какими инженерными особенностями обладает эта технология нарезки? И как расшифровать маркировку на запчасти? В статье эти вопросы будут рассмотрены.
Основные сведения
Дюймовая резьба — это разновидность резьбового соединения. Обычно ее наносят на бетонные или железобетонные трубы, хотя при необходимости ее можно адаптировать для обработки и других деталей (болты, шурупы, стержни, электронные запчасти). Такая резьба широко распространена в США и Великобритании, однако ее применяют и во многих других странах (Франция, Германия, Южная Корея, Япония, Италия). В России ее правила регулируются с помощью стандартов ГОСТ, а основным нормативным документом является ГОСТ 6111-52.
- Внешний диаметр. Представляет собой самое длинное расстояние между двумя точками трубы. Для измерения можно использовать линейку, штангенциркуль и любое другое оборудование с нанесенными метками.
- Внутренний диаметр. Параметр отражает самое длинное расстояние между наивысшими точками резьбовых гребней. Для измерения также используется стандартное оборудование (линейки, штангенциркуль).
- Резьбовой шаг. Представляет собой расстояние между соседними витками резьбового соединения. Резьбовой шаг обычно составляет не более 3 миллиметров, поэтому для измерения применяются высокоточные линейки или косвенные методики подсчета.
Дюймовая резьба может быть цилиндрической или конусной. В случае конусного соединения резьба сохраняет размер внешнего и внутреннего диаметра по всей длине запчасти. Резьбовой шаг обладает фиксированными размерами, а количество витков напрямую определяется шагом, длиной диаметра. Запчасти с цилиндрическим соединением являются более прочными, надежными, универсальными.
В случае конусного соединения резьба имеет переменный показатель диаметра. Обычно применяется модель сужающегося диаметра, когда диаметр у основания больше диаметра у конца запчасти. Конусные соединения могут иметь двойную маркировку, когда указывается не только начальный, но и конечный диаметр. Конусная дюймовая резьба является более прочной, реже растрескиваются, имеет повышенный срок годности. Однако ее сложнее наносить, а ошибки нарезки могут серьезно ухудшить качество соединения.
Чем отличается от метрической резьбы
- Резьбовые гребни у дюймовой резьбы являются более острыми в сравнении с метрическими гребнями. Связано это с тем, что угол между плоскостью детали и гребнем составляет 54-55 градусов (тогда как у метрических деталей он равен 60 градусов).
- Из-за более острого угла наклона изменяется также профиль резьбовых гребней. У дюймовых деталей гребни являются более длинными, но менее широкими. Тогда как метрический профиль обладает обладает более сбалансированной формой гребней (они более широкие и менее длинные).
- Разница профилей делает невозможным соединение деталей с метрической и дюймовой резьбой. Вкручивание отдельных запчастей приведет к повреждению стенок деталей, а само резьбовое соединение будет очень хрупким. У соединения будет отсутствовать герметизация, что может привести к подтеканию и растрескиванию труб при транспортировке жидкостей.
- Если нужно перевести дюймы в миллиметры, то нужно умножить количество дюймов на число 25,4. Скажем, диаметр сечения трубы составляет 2,5 дюйма. Для перевода дюймов в миллиметры нужно умножить 2,5 на 25,4 — мы получим 63,5 сантиметра.
- Если нужно перевести сантиметры в дюймы, то следует количество миллиметров разделить на число 25,4. Скажем, длина шурупа составляет 40 миллиметров. Для перевода сантиметров в дюймы разделим 40 на 25,4 — мы получим приблизительно 1,57 дюймов.
Способы нарезки
Дюймовая резьба может наноситься практически на любые цилиндрические или конические детали. Это могут быть трубы, болты, специальные заготовки и так далее. Основные способы нарезки:
- Ручная нарезка. При таком способе обработки нарезка осуществляется с помощью метчика или плашки. Главным плюсом технологии является высокая мобильность методики. Рабочему не нужно нести заготовку в цех для нарезки — можно взять с собой весь необходимый инструмент, чтобы выполнить нарезку на месте. Для нарезки рекомендуется зафиксировать заготовку в тисках. Потом нужно надеть плашку на конец трубы либо вставить метчик во внутреннюю часть трубы. После этого нужно провернуть инструмент для создания внутренней или внешней резьбы на детали. Чтобы упростить работу, рекомендуется использовать плоскогубцы или похожее оборудование. При необходимости ручную нарезку можно выполнить в несколько заходов (это увеличит качество обработки).
- Применение токарных станков. В таком случае обработка выполняется с помощью нарезного резца, который можно использовать для создания внешней или внутренней резьбы. Станки обычно имеют крупные габариты и электрическое питание, что делает их не слишком мобильными. Для нарезки заготовка фиксируется в патроне станка, а резец вставляется в суппорт. После включения станка выполняется нарезание детали, а с помощью суппорта регулируется скорость работы, направление подачи резца. Современные токарные станки могут оборудоваться панелью ЧПУ, что позволяет автоматизировать ряд процедур и упростить задачу рабочему.
Каждая из технологий обладает своими плюсами и минусами. Ручную нарезку рекомендуется использовать в случае небольшого количества деталей (домашнее производство или небольшая мастерская). Токарная нарезка подойдет для крупных или средних производств с высокой производственной загруженностью. Перед проведением работ необходимо оценить параметры изделия (толщина, жесткость, габариты). В случае больших крупногабаритных деталей рекомендуется станковый способ обработки, поскольку ручная нарезка может быть невозможна по объективным причинам (рабочий будет быстро уставать, что снизит скорость нарезки).
Как читать маркировку
По ГОСТ на все резьбовые детали должна быть нанесена специальная маркировка, которая отражает ее существенные технические особенности. Маркировка отражает диаметр детали, направление резьбы и другие параметры. Маркировка должна наноситься на саму деталь либо на упаковку с однотипными деталями. При изготовлении чертежа какой-либо резьбовой запчасти, маркировочный код должен наноситься и на чертеж. В случае изготовления резьбовых запчастей на продажу маркировка должна проставляться на упаковках, однако в сопроводительной документации маркировочный код можно не указывать (код указывается в добровольном порядке по согласованию с покупателем).
Маркировка представляет собой буквенно-числовой код фиксированной структуры. Код выглядит так: T1 T2 X Y1 Y2 — Z.
Расшифровка кода
Расшифровывается код следующим образом:
- T1 — параметр отражает категорию резьбовой запчасти. Параметр может принимать несколько значений — M (метрическая резьба), MK (коническая), Tr (трапециевидная однозаходная), S (упорная однозаходная), G (трубная цилиндрическая) и некоторые другие.
- T2 — параметр обозначает внешний диаметр запчасти. Для метрических (M), конических (MK), трапециевидных (Tr), упорных (G) деталей параметр T2 указывается в миллиметрах; для дюймовых (G) — в дюймах. Иногда рядом с параметром T2 может указываться символ в виде двух насечек » — это указывает на то, что единицами измерения являются дюймы. Напомним: 1 дюйм — это 25,4 миллиметра.
- X — символ-разделитель, который не несет дополнительной нагрузки. Согласно ГОСТ символ X должен быть нанесет на запчасть в обязательном порядке. Хотя некоторые производители игнорируют это правило, считают символ X избыточным, что является нарушением сертификационного законодательства (как российского, так и международного).
- Y1 — ширина резьбового шага. Де-факто этот параметр отражает ширину одного витка резьбового слоя. Параметр почти всегда указывается в миллиметрах (как на метрических, так и дюймовых деталях). В редких случаях параметр Y1 может указываться в дюймах (скажем, на старых запчастях), однако в таком случае число должно обязательно содержать вспомогательный символ в виде двух засечек » (он указывает на дюймы).
- Y2 — направление резьбового винта. Параметр может принимать только одно значение: если резьба является левой, то Y2 принимает значение LH. Если резьбовой винт имеет правое направление, то в таком случае символ Y2 остается пустым (то есть он пропускается и не указывается). На некоторых старых запчастях правый резьбовой винт иногда указывался в виде символа RH, однако сегодня такое обозначнение практически не используется.
- — — еще один символ-разделитель, который не имеет собственного смысла. Задача символа — отделение главной части кода от параметра Z. Так как употребление параметра Z является факультативным, то символ-разделитель может опускаться при отсутствии Z. Некоторые производители используют параметр Z, но опускают символ-разделитель — это является нарушением сертификационного законодательства.
- Z — параметр указывает на класс точности нанесенного резьбового винта. Параметр может принимать несколько множество значений — 4k, 6h, 6g, 6E, 8G, 8D и другие. Чем меньше цифра-индекс в начале кода, тем точнее качество резьбы. Буква-индекс в конце кода указывает на категорию возможного отклонения резьбового соединения. Если указана большая буква-индекс, то речь идет о выпуклых деталях; если указана маленькая буква — об отверстиях. Обратите внимание, что употребление символа Z согласно ГОСТ является факультативным, а множество современных компаний его не указывают. При отсутствии параметра Z не указывается также знак — (разделитель), однако при наличии Z разделитель указывается в обязательном порядке.
Примеры маркировки
- Дана запчасть с маркировкой MK35 x 5 LH 8G. Расшифровка кода выглядит так. Код MK указывает на коническое резьбовое соединение, внешний диаметр которого составляет 35 миллиметров. Ширина резьбового шага составляет 5 миллиметров, а наличие кода LH указывает на левое направление винта. Категория точности составляет 8G; число 8 указывает на грубое винтовое соединение, а большая буква сигнализирует о том, что резьба является внутренней.
- У нас есть объект с маркировкой G 1» x 2 8g. Символ G в начале кода указывает на дюймовую резьбу, а внешний диаметр составляет 1 дюйм (25,4 миллиметров), что можно понять по символу в виде двух насечек. Число 2 после символа-разделителя X указывает, что ширина шага составляет 2 миллиметра. В коде пропущен символ Y2 — это значит, что резьба является правой (если бы она была левой, то были бы указаны буквы LH). Класс точности — 8g; тип соединения — внутреннее, грубое.
- Мы купили трубу с резьбовым соединением M40 x 4 LH 4g. Расшифруем код. M40 — метрическая резьба, диаметр которой составляет 40 миллиметров. Резьбовой шаг — 4 миллиметра; винтовое направление — левое (есть символ LH). Класс точности соединения — 4g; тип — внутреннее, точное.
Заключение
Дюймовая резьба — особая разновидность резьбового соединения. Эта технология распространена в некоторых западных странах (США, Великобритания, Япония и другие). В России ее применение регулируется с помощью государственного стандарта ГОСТ 6111-52. Технология обычно применяется для нарезки бетонных или железобетонных труб, а также для производства шурупов, болтов, специальных деталей для электроники. Основные технические параметры резьбы — внутренний и внешний диаметр, ширина шага, тип профиля (цилиндрический или конический).
Основное отличие дюймовой резьбы от метрической — гребни расположены под углом 54-55 градусов (а не 60). Это делает профиль более вытянутым, прямоугольным (то есть гребень будет более длинным, но менее широким у основания). Небольшая угловая разница делает невозможным вкручивание метрических деталей в дюймовые и наоборот. Для создания резьбового соединения используется ручная или токарная нарезка. Первую технологию лучше использовать в случае домашнего или мелкосерийного производства, а вторая технология подходит для крупных производств.
Чем отличается дюймовая резьба от трубной метрической
Дюймовая трубная резьба применяется в металлических трубопроводах и пластмассовых и металлических фитингах разборного типа. Какими параметрами она характеризуется, как измеряется на внутренней и внешней поверхности конструкций и чем отличается от метрического варианта резьбового соединения, расскажет данная статья.
Параметры дюймовой резьбы
Все резьбы характеризуются следующими параметрами:
- Шагом – расстоянием, на котором находятся вершины или основания соседних витков или ниток.
- Глубиной – расстоянием между их вершиной и основанием.
- Углом профиля. Так называется угол, который виден в плоскости разреза и расположен между сторонами соседних витков.
- Наружным диаметром – расстоянием между вершинами противоположно расположенных витков.
- Внутренним диаметром – расстоянием между впадинами противоположно расположенных зубцов (диаметр цилиндра, на который навертывается резьба).
Согласно ГОСТ 6357 профиль трубной дюймовой резьбы представляет равносторонний треугольник с углом при вершине 55° (резьба Витвора) или 60° (американские стандарты UNC и UN). Наружный диаметр здесь измеряется не в миллиметрах, а в дюймах. Основная характеристика – число витков, расположенных на одном дюймовом измерении. В американской системе применяется два типа шага – крупный (UNC) и мелкий (UNF).
Обратите внимание! Витки должны иметь одну и ту же величину шага. Если расстояние между ними будет разным, к резьбовому соединению невозможно подобрать соответствующий болт или гайку.
 Параметры резьбовых соединений
Параметры резьбовых соединений
Обычным дюймом (обозначается штрихом «), который равен 25,4 мм измеряют внутренний диаметр нарезки. Примечательно, что в данной ситуации прибегают к уникальной единице измерения – трубному дюйму величиной 33,249 мм. Здесь в размеры дюймовой трубной резьбы помимо внутреннего диаметра включается толщина двух стенок профиля.
Например, у стального трубопровода диаметром 5 дюймов изнутри величина нарезки равняется 127 мм, а снаружи – 166,245 мм.
На заметку! Исключением считается цилиндрическая трубная резьба 1/2 дюйма, у которой внешний диаметр составляет 21,25 мм.
Метрическая нарезка и ее отличия
Кроме дюймового измерения, применяемого в трубопроводах, существует метрическая резьба, которая используется в других сферах жизни. Она также характеризуется диаметром и шагом. Такая нарезка имеет профиль в виде равностороннего треугольника, угол, при вершине которого равен 60°. Нанесение нитей делается с крупным и мелким шагом. Первый маркируется буквой М с цифрой, указывающей на номинальный диаметр (например, М20). При мелкой нарезке добавляется шаг, поэтому обозначение имеет следующий вид — М20х1,5.
Отличие дюймовой резьбы от трубной метрической состоит в следующем.
- В метрическом варианте исчисление всех размеров производится в миллиметрах, а не в дюймах.
Это относится и к шагу резьбы, которая в дюймовом исполнении характеризуется количеством канавок, которые помещаются на одном дюймовом отрезке профиля. Например, в водопроводе используются лишь два варианта резьбового «шага» — на 11 ниток (равняется метрическому шагу 2,31 мм) и 14 витков (равняется метрическому шагу приблизительно 1,8 мм).
- Изделия отличаются профилем резьбового гребня. В дюймовом варианте величина верхнего угла «треугольника» на 5 градусов меньше, чем в метрическом исполнении. Поэтому кончик витка более острый, и вершины зубчиков выглядят закругленными.
- Изделия с метрическим типом нарезки винтов измеряются по вершинам, а дюймовые – только по впадинам (к сожалению, это правило часто игнорируется).
- В ГОСТе указываются не только целые, но и дробные значения величин «трубного дюйма».
Обратите внимание! Для измерения шага резьбы пользуются специальным инструментом – резьбомером. В случае необходимости, его заменяют обыкновенной линейкой или другим доступным измерительным прибором.
Чтобы упростить определение соотношений этих двух измерений, в нормативных документах приводятся таблицы трубных дюймовых и метрических резьб для распространенных размеров.
Разница в этих отличающихся системах исчисления параметров нарезки винтов затрудняет определение некоторых величин, но при внимательном изучении, в них можно разобраться. Надеемся на положительный результат!





