Ручной плазменный аппарат: типы, преимущества и недостатки, области применения
Плазменный аппарат – специализированное устройство для воздушно-плазменной разделительной резки сталей разных марок. В зависимости от разновидности оборудования с его помощью можно резать заготовки толщиной до 100 мм. Пользуется особым спросом при раскрое нелегированных и низколегированных металлов благодаря большой скорости реза и минимальной зоне термического влияния.

Составляющие аппарата для резки плазменной струей
Конструктивно устройство для раскроя металлопроката плазменной дугой состоит из таких компонентов:
- Источник питания – основное оборудование, необходимое для подачи рабочего напряжения и тока для пилотной и режущей дуги. В зависимости от разновидности устройства его напряжение (без нагрузки) может находиться в диапазоне от 240 до 400 В.

Фото 1. Источник питания
- Плазмотрон (он же ручной плазменный резак) – специализированный прибор, который предназначен для выработки плазмы и создания плазменной дуги. В его конструкцию также включены основные расходные элементы – сопло и катод. Их срок службы зависит рабочих параметров процесса резания, количества поджигов дуги, времени ее действия, интенсивности охлаждения и т.д.

Рисунок 2. Внешний вид ручного плазменного резака
- Кабель-шланговый пакет – служит для подачи плазменного газа, напряжения, тока и охлаждающего вещества (при его наличии в конструкции аппарата) к плазмотрону.

Рисунок 3. Внешний вид кабель-шлангового пакета
Также к аппарату требуется подвести плазмообразующий газ от баллона или магистрального трубопровода. Для резания применяются активные и неактивные газы (сжатый воздух, азот, аргоноводородная, азотоводородная смесь и т.д.). Оптимальная разновидность газа выбирается в зависимости от разрезаемого металла. В бытовых условиях часто используют компрессор для выработки сжатого воздуха.
Сфера применения
В современном мире плазменная технология занимает одну из лидирующих позиций в области разделительной резки плавлением. Аппараты широко применяют практически во всех отраслях промышленности – строительная, нефтегазовая, металлургия, тяжелое машиностроение, металлообработка и изготовление металлоконструкций и т.д.
Особым спросом ручные плазменные резаки пользуются на металлургических заводах. В строительстве обычно применяются инверторные аппараты, которые благодаря малому весу и габаритам легко перемещать в пределах строительной площадки и поднимать на высоту.

Фото 4. Плазменная резка в заводских условиях
В авиа, автомобиле и судостроительных отраслях чаще применяются установки с ЧПУ, которые вырезают заготовки заданных размеров и конфигурации в автоматическом режиме.
Виды плазменных аппаратов
Оборудование для плазменной резки ручным способом производится нескольких типов:
- Инверторные аппараты – модели, которые отличаются небольшими размерами и малым весом. Предназначены в основном для раскроя металла небольших толщин – как правило, не более 20 мм. Продолжительность включения (время непрерывной работы без перегрева) составляет до 60 % (т.е. из 10-минутного рабочего цикла они могут работать только 6 минут, а 4 минуты нужно для охлаждения). Однако они характеризуются повышенной энергоэффективностью и высоким КПД, удобны при выполнении работ на высоте и в полевых условиях.

Фото 5. Внешний вид инвертора
- Трансформаторные аппараты – характеризуются большой мощностью, что позволяет резать листовой металл толщиной до 100 мм. Повышенная продолжительность включения (80-100 %) позволяет непрерывно эксплуатировать оборудование даже на протяжении нескольких рабочих смен. К недостаткам можно отнести большие габариты и вес, поэтому они относятся к классу стационарного оборудования.

Фото 6. Аппарат трансформаторного типа
Также плазменные резаки для разделительной резки металлов классифицируют по разновидности поджига дуги:
- Косвенного действия – поджиг дуги осуществляется между соплом (выступает в качестве анода) и электродом (играет роль катода), разрезаемая заготовка в процессе зажигания дуги не участвует. Обычно применяется для резания неэлектропроводных материалов.
- Прямого действия – здесь в качестве катода выступает электрод плазмотрона, а роль анода играет разрезаемый металлопрокат, между которыми и возбуждается плазменная дуга. Используется для раскроя всех электропроводных материалов.

Рисунок 7. Дуга прямого и косвенного действия
Как работает плазменное устройство?
Ручные плазменные аппараты используются для раскроя всех электропроводных материалов – конструкционные металлы, стали с различным содержанием легирующих элементов, медные, алюминиевые сплавы и т.д. Наиболее эффективны при работе с материалами относительно небольшой толщины (до 40 мм), поскольку процесс отличается высокой скоростью резания и минимальным выделением тепловой энергии, что позволяет исключить деформацию вырезаемых заготовок.
Традиционная плазменная резка представляет собой процесс разделительного резания методом плавления, при котором дуга образуется между тугоплавким электродом и разрезаемым металлом и обжимается при прохождении через сопло. Плазмообразующий газ в дуге частично дисоциируется и ионизируется, поэтому обладает электропроводностью. За счет повышенной плотности и температуре плазма расширяется в объеме и с большой скоростью движется к металлической заготовке.

Рисунок 8. Принцип раскроя плазменной струей
Сам процесс начинается с розжига дежурной дуги между катодом и соплом за счет подачи высокого напряжения к плазменному резаку для резки металлов. Она способствует частичной ионизации, подготавливая пространство между плазмотроном и заготовкой. При ее контакте с металлом (анодом) автоматически повышается мощность и образуется режущая дуга.
Тепловая энергия дуги и плазменного газа вызывает плавление и частичное испарение разрезаемого материала. Далее расплавленный металл выдувается из зоны реза высокоскоростным потоком плазмы. При этом энергия, необходимая для плавления материала вырабатывается только за счет электричества.
Оборудование для плазменной резки металла
Кроме основных составляющих, для полноценной и эффективной работы оборудования также требуется наличие таких элементов и материалов:
- Система циркуляции охладителя – необходимость эффективного охлаждения плазмотрона обусловлена повышенными тепловыми нагрузками, возникающими в процессе плазменного раскроя. Резаки, которые работают с током 100 А и более, обычно оборудуют системой водяного охлаждения. Для бытовых и полупрофессиональных устройств достаточно воздушного охлаждения.
- Рабочий стол – является стабильной основой для размещения разрезаемого металлопроката. Его габариты подбираются с учетом размеров листов, которые чаще всего будут резаться.
- Система вытяжки – служит для удаления вредных выделений, которые наблюдаются при резании металла.
- Плазменный газ – выбирается в зависимости от разновидности разрезаемого материала.
Преимущества и недостатки резки плазмой
Технология плазменного раскроя имеет много разных преимуществ перед другими способами резки плавлением:
- Быстрый прожиг материала и большая скорость резания – при работе с тонколистовым металлом практически в 10 раз выше, чем при воздушно-кислородной резке аналогичных заготовок.
- Минимальная деформация заготовок, вырезаемых из тонколистового металла – обеспечивается благодаря высокой скорости реза и минимальной зоне термического влияния.
- Максимальная точность – достигается за счет минимальной ширины реза и возможности использования разных приспособлений, позволяющих автоматизировать процесс и получить деталь с предельно точными размерами и формой.
- Универсальность – с помощью аппарата можно выполнять как прямолинейный, так и фигурный раскрой практически любых материалов, проводящих электрический ток.
- Предельно высокое качество реза – процесс вырезания заготовок струей плазмы характеризуется минимальным количеством шлака и окалины, поэтому кромки металлических деталей обычно не требуют дополнительной обработки перед сварочными работами.
- Возможность резки таких материалов, как чугун, титан, а также другие цветные металлы и их сплавы.

Фото 9. Резание тонколистового металлопроката
К недостаткам можно отнести только удорожание себестоимости процесса при разделительном резании металлов большой толщины – свыше 60 мм. Также при работе ручными аппаратами следует учитывать, что качество и стабильность резки будет напрямую зависеть от правильности выбора рабочих параметров – силы тока, зазора между соплом и заготовкой, вида используемого газа.
Резка плазменной струей – примеры
Ручными аппаратами для плазменной резки можно вырезать заготовки разных форм и размеров. Сегодня выпускаются разнообразные приспособления и шаблоны для облегчения работы и получения деталей определенных конфигураций и размеров.
Возможности ручных резаков с применением дополнительных устройств:
- Вырезание круглых деталей максимально точной формы.

Фото 10. Использование шаблона для получения круглых деталей разных диаметров
- Резание листа под заданным углом.

Фото 11. Шаблон для резания заготовки с одновременным скосом кромки
- Вырезание деталей с отличными от 90° углами.

Фото 12. Магнитная направляющая для поддержания заданного угла реза
- Высокоточный прямолинейный рез.

Фото 13. Направляющая для высокоточной прямолинейной резки
- Ведение резака с постоянным зазором между соплом и металлом для максимально качественного реза.

Фото 14. Использование роликов для соблюдения постоянного зазора
Как вырезать заготовку круглой формы?
Чтобы вырезать круглую деталь или отверстие в листовом прокате ручным плазменным резаком, важно обеспечить точный контроль движения. При этом качество реза будет тем ниже, чем меньше диаметр заготовки. Минимальным соотношением диаметра окружности к толщине металлопроката, в котором она вырезается, является 1,5, но качество реза здесь будет довольно низким.

Фото 15. Вырезание круглой детали с помощью специального шаблона
Достичь высокого качества поможет следующее:
- Использование специального шаблона для вырезания круглых деталей и поддержание постоянного зазора между соплом и заготовкой.
- Снижение скорости резания – это позволяет минимизировать деформацию дуги и существенно снизить величину скоса кромки.
- Прожиг металла под точным углом 90°.
- Старт резания с центра окружности в том случае, если нужно вырезать отверстие в детали.
- Продолжение движения по выполненному резу без выведения резака при завершении резки.
Стоит ли доверять отечественному производителю?
Оборудование для ручной плазменной резки выпускают разные компании. Однако на отечественном рынке лидирующие позиции занимают аппараты марки ПУРМ. Они разработаны и изготовлены с учетом суровых российских условий эксплуатации, эффективно работают во всех регионах РФ – даже в условиях крайнего севера.

Фото 16. Разные виды аппаратов марки ПУРМ
Оборудование этого производителя заслужило доверие потребителей благодаря надежности, высокой производительности, энергоэффективности и возможности интенсивной эксплуатации в любых производственных условиях. Весомым преимуществом является невысокая цена по сравнению с аналогичными аппаратами зарубежных брендов.
Плазморез
В это воскресенье (22-04-2018) наконец-таки попробовал, что такое плазморез.
Болгарка, конечно хорошо, но резать криволинейные резы ей не получается. Да и толстый металл тоже не особо порежешь. А мне нужно вырезать кусок ржавой рамы из УАЗика и вварить усиление…
В общем, приобрёл вот такого самого наидешманского китайца:
И попробовал порезать пластинку.
Первые впечатления:
1. Очень похоже на газовый резак, обязательно нужны защитные очки/маска. Я с непривычки наловился «зайцев».
2. Ещё толком не понял, что такое контактный поджиг. Пока зажигаю просто нажимая (удерживая) кнопочку и стукая соплом по металлу.
Рез металла толщиной 2 мм получился вот такой. Ток 25-30 А.
Поначалу, пока приноравливался как разжигать дугу, выжег целый кусок пластины:
С обратной стороны:
В конце рука пошла криво:
Горелку немного подпалил:
Пользуюсь одноцилиндровым компрессором с двиглом на 1,5 кВт. Производительность вроде бы 220 л/мин.
Его производительности хватает только-только.
Точнее, пока плазморез режет, а компрессор работает, то давление в баллоне компрессора поддерживается постоянным, т.е. не растёт и не падает. Я выставлял 4 очка.
02-05-2018
Разобрался, как надо резать.
Во-первых, головка плазмореза была собрана впопыхах, неправильно — центральный электрод касался сопла. Поэтому без зазора не резал. Пересобрал и всё завелось!
Режет аж бегом.
Во-вторых, начинать рез удобно на зачищенной поверхности. Коррозию или любое покрытие не любит — плохо зажигается дуга.
Но если начал резать, то дальше уже всё равно, есть покрытие или нет — прорезает и всё.
В общем виде это выглядит так:
— подключаем массу к детали,
— прижимаем головку плазмореза к поверхности детали так, чтобы был контакт головки с деталью. При этом струя из сопла должна иметь выход, иначе будет плавиться головка.
— нажимаем на кнопочку, включается продувка и идут разряды — через полсекунды загорается дуга и выдувает расплавленный металл детали.
Прорезал в трубе два отверстия.
Раз головка уже под-убитая — поначалу я резал с зазором, дуга гуляла по поверхности, часть отражалась обратно к соплу и подплавила его — то резал без предварительного насверливания. Хотя лучше всегда начинать рез с кромки, хотя бы просверленного отверстия или с края листа. Но мне надо было с середины.
Прорезал отлично.
И когда прижимаешь головку, то дуга горит внутри — защитные очки не нужны.
Я доволен, как слон!
18-05-2018
Пришли сопла. Буду пробовать.
05-09-2018
Случилось так, что болгарка откинула копыта. Пришлось резать уголки плазмой.
Это же просто удовольствие одно!
А когда потом стал резать длинный листовой металл — только тогда оценил удобство и быстроту относительно болгарки.
По деревянному брусочку режет ровно, края чуток оплавляет, они не острые.
Всё тихо, беспыльно и ровно. Красота!
14-04-2019
Напишу, как он режет толстый металл.
Максимум, что резал я — это полки швеллера с уклоном от 7 мм до 12 мм.
Получалось вот так:
12 мм резал на полном токе (43 А), но шло с трудом. Не сразу проплавляет и плохо выдувает (давление 4 ат).
Вчера нужно было вырезать в уголке 50х5 отверстие, резал так:
В процессе работы выключили свет, пришлось работать от бензогенератора по-очереди — сначала компрессор, потом 5-6 см режем, воздух кончается и опять: глушим плазму, качаем воздух…
В общем, от генератора на 2,5 кВт (3 кВт максималка) предельный рабочий ток получился 23 А.
При 25 А защита станции ещё не срабатывала, но отключался сам плазморез из-за снижения напряжения.
Жаль, не замерил потребляемый по сети ток… Но в принципе и так всё ясно.
23 А хватает чтобы прорезать 5 мм сталь
07-07-2019
Понадобилось разрезать железнодорожный башмак.
Толщина в месте реза — 15 мм.
Разрезал с превеликим трудом.
Пришлось повысить давление воздуха до 6 ат, иначе расплавленный металл не успевал выдуваться из реза.
Ток максимальный — 45 А.
В процессе сжёг два сопла, но рез проплавил.
Да, ещё возникает вопрос, что такое переключатель 2,5С — 5С ?
Это время продувки горелки после окончания реза. 2,5 или 5 секунд 
Как выбрать плазмотрон CUT?
В этой статье мы рассмотрим плазменные резаки ПТК, которые производятся на крупнейшем китайском заводе KINGSTRONIC. Компания ПТК является эксклюзивным поставщиком сварочных горелок MIG/TIG, плазмотронов CUT и комплектующих с завода KINGSTRONIC на территории России и в странах Евразийского союза.
Все представленные резаки в ассортименте фирменной продукции относятся к классу высокочастотных резаков с HF поджигом. Рассмотрим особенности каждого резака, а начнем мы с самых распространенных моделей.
Резак CP PT 31
CP PT 31 получил широкое распространение благодаря своей простоте и доступной цене. Большинство бюджетных аппаратов плазменной резки комплектуются именно такими резаками, чем объясняется популярность данной модели. Как правило, такие аппараты без центрального евро разъема, а подключение резака к аппарату происходит через гайку M16х1,5 и 2PIN разъем.
Шарнирное соединение на стыке рукава и рукоятки не нагружает руку резчика, а легкий вес резака позволит производить длительный рез без напряжения руки. Резак оснащен плавным курком, а рукав укрыт в джинсовую ткань по всей длине, что минимизирует риски случайно повредить шланг-пакет плазматрона. Максимальный рез резака — 14 мм.
Для резака CP PT 31 подходят только свои уникальные расходные части, не совместимые с другими резаками — это сопла, катоды, диффузоры, насадка и головка плазмотрона. Подробно ознакомиться с комплектующими и технической информацией вы можете на нашем сайте в карточке товаров.
Резак плазменный CP PT 31
Резак CP SG-55
Резак плазменный CP SG-55 также, как и резак CP PT 31 часто входит в комплектацию аппаратов бытового сегмента. Подключение осуществляется через гайку M16х1,5 и 2PIN разъем. Отличается дизайном рукоятки, которая не уступает в удобстве и комфортной эксплуатации. Резак с шарнирным соединением, шланг-пакет защищен тканевым чехлом.
SG-55 имеет уникальные комплектующие, которые совместимы только с этим плазмотроном (катод, сопло и защитная насадка). Самое важное, что конструктивная особенность головки резака не требует газового диффузора. Максимальная толщина разрезаемого металла составляет 15 мм.
Резак плазменный CP SG-55
Резак CP 50
Плазменный резак CP 50 сочетает в себе улучшенные технические характеристики и особую конструкцию, что, безусловно, подойдет для профессиональной эксплуатации. Плазмотрон подключается к аппаратам воздушно-плазменной резки через центральный евро адаптер. Также, центральный адаптер можно демонтировать и заменить на разъем 1/4G, установив дополнительные переходники.
На стыке силового кабеля и рукоятки установлен шарнир, который помогает комфортно эксплуатировать резак. Безопасную эксплуатацию гарантирует специальный предохранитель на кнопке, который исключает случайное нажатие. Толщина реза – 15 мм. Все комплектующие к резаку доступны в ассортименте фирменной продукции — это головка плазмотрона, диффузор, катод, сопло и защитная насадка.
Резак плазменный CP 50
Резак CP P80
Плазменный резак CP P80 уже можно отнести к промышленному классу, но все же он входит в группу популярных плазмотронов, т.к. им комплектуют большинство аппаратов воздушно-плазменной резки, с током реза до 80 А. Это переходная модель резака, которая мало чем отличается от резака CP 81, о котором мы расскажем чуть позже.
В резаке предусмотрен предохранитель от случайного нажатия на курок и появилась возможность подсоединения роликовой насадки, для удобства раскроя металла. Еще на резак можно установить специальную защитную насадку. В ассортименте фирменной продукции также есть сопла, катод и головка плазмотрона с внутренней резьбой присоединения 1/8G.
В ассортименте фирменной продукции доступны два варианта подключения — с накидной гайкой M16х1,5 и 2PIN разъемом, и с классическим евро адапетром. Максимальная толщина реза составляет 23 мм.
Резаки плазменные CP P80
Резаки серии СР 81, СР 101 и СР 141
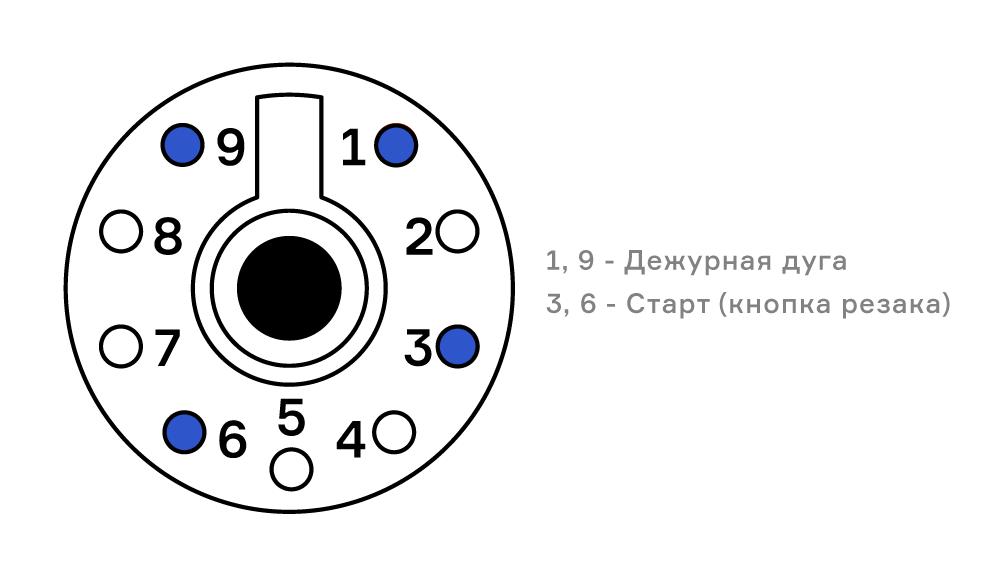
Плазменные резаки СР 81, СР 101 и СР 141 имеют стандартный евроразъем подключения, с предустановленными 4PIN коннекторами. PIN коннекторы установлены в ячейки евроадаптера 9/1/6/3. Мы настоятельно рекомендуем перед установкой убедиться в том, что пины на плазменном резаке совпадают с пинами на аппарате воздушно-плазменной резки CUT, несовпадение пинов приведет к поломке как оборудования, так и резака. Если необходимо, то евро адаптер на плазменном резаке можно разобрать и подсоединить к аппарату, который не имеет евро разъем.
Резаки серии CP имеют свои конструктивные особенности, а именно: защита курка от случайного нажатия, гибкое шарнирное соединение, прорезиненный кожух, укрывающий шланг-пакеты. Защитная насадка резаков оснащена медным кольцом, которое замыкает цепь на плазмотроне. Таким образом реализована система безопасной смены расходных частей, которая предотвратит замыкание или внезапное включение плазмотрона.
Резак CP 81 рассчитан на рез до 23 мм, CP 101 до 28 мм, и резак 141 серии на рез до 35 мм. Когда мы говорим о резе, мы подразумеваем чистый рез, а не грязный рез.
Чистый рез — это максимально качественный рез материала, который не требует серьёзной финишной обработки. Грязный рез — это рез, выше заявленных значений резака, но возможно при резе будет образовываться грат, застывшие капли металла на изделии. Крупный грат необходимо будет срезать болгаркой, а не большой можно будет отбить молотком.
Кроме того, на качество реза помимо качества самого плазменного резака, влияют еще такие факторы как: качество сжатого воздуха, достаточное давление на выходе из компрессора, качество самого плазменного источника и стабильность сетевого напряжения, а также своевременная замена сопел и катодов. Соблюдая все эти параметры — вы добьетесь идеального реза.
В ассортименте фирменной продукции к данным резам есть специальные наборы балеринок, которые используются для резки окружностей, геометрических форм из листового металла.