AlfFisher. Моя работа
Итак что нужно для этого.
Сначала нужно определиться с материалом и размерами.
Например вагонка из елки выглядит более «мягко» так как дерево светлое и не имеет ярко выраженных сучков, елка — легко обрабатывается.
Сосна — напротив имеет ярко выраженную текстуру, и темные сучки. И при обработке дает больше сколов.
Хорошо смотрится вагонка из ольхи, но этот материал более дорогой.
Осину я бы не стал рекомендовать, из-за не яркой текстуры, бледного цвета и не очень хорошего качества поверхности — эта порода довольно мягкая и дает «ворс» который нужно убирать длительной шлифовкой
Идем дальше — определяемся с размерами.
В последнее время вагонка, которая идет на декоративную отделку — становится все тоньше и тоньше.
Уже практически невозможно найти вагонку толщиной 20 — 22 мм, и все чаще попадается толщина 18 и даже 16.
Тонкая вагонка — это не так уж и плохо, если ширина рейки не велика.
Желательно при выборе размера соблюдать соотношение толщины к ширине в пределах 1: 4,5 — 5,5 причем чем уже и толще вагонка, тем меньше у нее склонность к короблению.
Допустим размер вагонки будет 16 х 70. Для получения такого размера можно взять стандартную доску 40 х 150, или заказать на пилораме доску 38 х 150 и порезать на циркулярке на 4 части.
То что циркулярка должна иметь глубину пропила не менее 75 мм — думаю понятно :).
Конечно можно резать доску на пиле с меньшим пропилом (сначала по ширине а потом по толщине), но для этого придется распускать брусок с двух сторон.
Допустим с распилом мы справились и получили заготовки 18 х 73 +/- 1 мм.
В идеале — заготовки для вагонки нужно пропустить через рейсмус
Но если рейсмуса нет — можно пойти другим путем — использовать ручной электрорубанок, закрепленный на примитивное приспособление в виде корыта (доски с двумя брусками по краям. Бруски определяют толщину заготовки вагонки).
Рабочую часть корыта нужно пропитать расплавленным парафином — для лучшего скольжения.
Итак — рейки откалиброваны по толщине — теперь можно приступать к фрезерованию кромок.
Существуют 2 основных типа вагонки: симметричная и несимметричная Рис. 1.
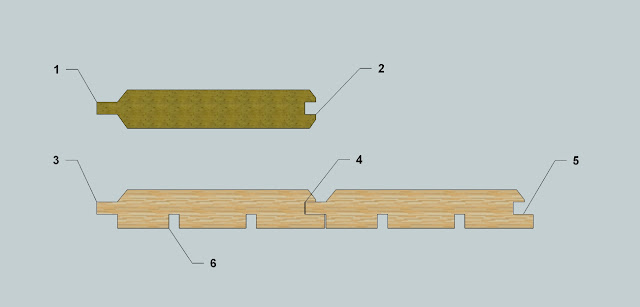 |
| Рис. 1 Симметричная и Не симметричная вагонка. |
1 — гребень и 2 — паз Симметричной вагонки.
Но я бы рекомендовал делать НЕ симметричную вагонку.
Во-первых для ее изготовления не нужен «вагоночный набор» фрез, можно обойтись одной конической 30 или 45-градусной фрезой.
Паз и гребень на вагонке эффективней фрезеровать пильным диском, хотя можно использовать Т — образную фрезу (грибок) с шириной режущей части 4 — 4,5 мм.
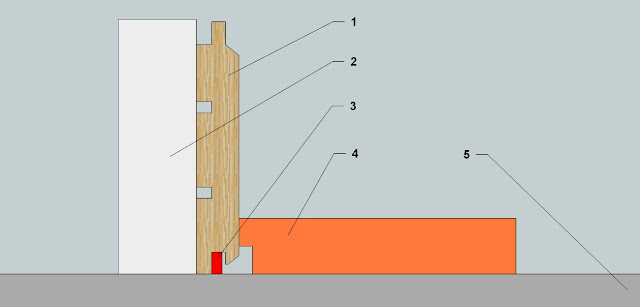
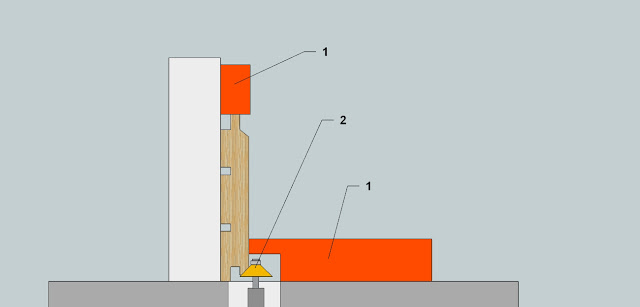
Во-вторых — крепить такую вагонку значительно легче, так как расширенная полка (5) Рис. 1 — позволяет забивать ее как гвоздями Рис. 2, так и скобами — используя пневмостеплер.
 |
| Рис. 2 Крепление вагонки гвоздями. |
И В-третьих — на вагонке можно (и нужно) делать компенсационные пазы (6) Рис.1, которые уменьшают коробление рейки.
Глубина паза — 1/3 — 1/2 толщины вагонки, ширина — 3-4 мм.
Угол скоса и размеры сопряжения (паза и гребня) вагонки могут варьироваться.
При увеличении толщины заготовки (18 — 22 мм) толщину гребня нужно увеличивать до 5 — 6 мм.
На Рис. 3 даны размеры для вагонки толщиной 16 мм.
 |
| Рис. 3 Основные размеры паза и гребня. |
Если нет возможности рейсмусовать заготовки или сделать калибровочное приспособление из электрофуганка, то можно обойтись качественным распилом (пилой с напайками) и шлифованием (ленточной шлифмашиной)
В этом случае есть смысл увеличить наклон скоса до 30 градусов Рис. 4, таким образом перепады толщины будут менее заметными.
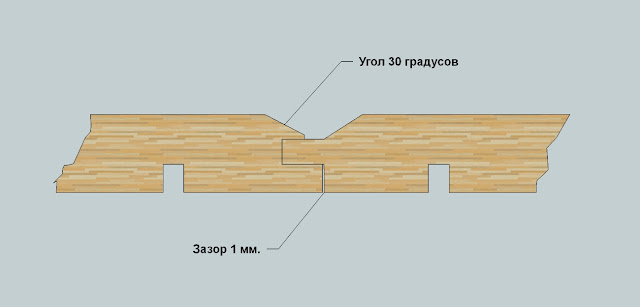 |
| Рис. 4 Скос кромки и зазор в сопряжении. |
Чтобы сопряжение паз — гребень происходило качественно, выборка на нижней стороне гребня делается на 1 — 2 мм больше.
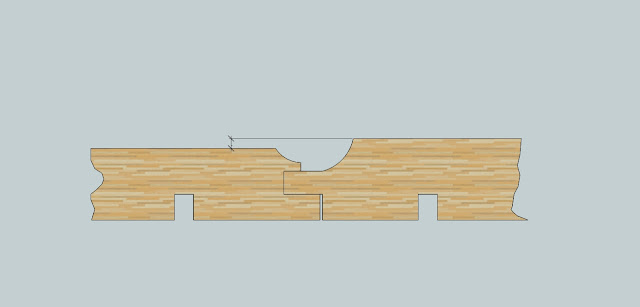 |
| Рис. 5 Радиусная форма кромок вагонки. |
В том случае, когда толщина пропила циркулярки не соответствует ширине паза (4 -5 мм) — выборку паза следует производить за 2 прохода, не переворачивая деталь (ведь паз не симметричен по оси вагонки) а перемещая прижим (4) и линейку (2).
 |
| Рис. 6 Фрезерование паза на циркулярной пиле. |
1 — заготовка вагонки. 2 — линейка. 3 — пильный диск. 4 — прижим. 5 — пильный стол.
Чтобы получить качественный паз и гребень — при фрезеровании обязательно нужно использовать прижимы (4).
О самодельных прижимах я не раз рассказывал в своих видео:
—
С пазами и гребнями — разобрались. Компенсационные пазы — думаю особой сложности не представляют и остался последний момент — фрезерование скосов.
Фрезеровать в любом случае нужно на столе. Причем стол может быть совсем примитивным, например таким:
—
А можно просто привинтить фрезер к листу 12 — 15 мм. фанеры и поставить лист на перевернутую вверх ногами табуретку, привинтив его к ножкам на пару шурупов.
В качестве упорной линейки — можно использовать ровную рейку с вырезом под фрезу, которая закрепляется на листе при помощи 2х «С» образных струбцин.
На линейку (или на рейку) крепится один прижим (1) Рис. 7, а второй — привинчивается к самому столу.
 |
| Рис. 7 Фрезерование скосов. |
1 — передний и верхний прижимы. 2 — фреза.
После фрезерования желательно пошлифовать лицевую сторону вагонки при помощи ленточной шлифмашины и скруглить острые углы — шлифовальной губкой.
А это видео в продолжение темы вагонки:
—
Как сделать фрезу для вагонки своими руками?
Набор фрез для вагонки – ассортимент и нюансы выбора
Несмотря на растущий ассортимент облицовочных материалов, вагонка продолжает пользоваться спросом. Москва и пригород выбирают натуральное дерево, которое создаст уют в доме и украсит его фасад. Современные технологии делают возможным изготовление большого количества разновидностей вагонки (штиль, блокхаус, евровагонка и т.д.), не ограничиваясь стандартными изделиями. Расширение сортамента в производстве требует увеличения затрат, на покупку дополнительных инструментов. Иногда выгоднее делать заказ не на отдельные изделия, а набор фрез для вагонки того или иного типа.

Выбор обусловлен производственными задачами и наличием применяемого инструмента. Фреза для производства обшивочной доски, в том числе высококачественной евровагонки, условно разделяется на несколько групп:
- Сборные с механическими креплениями ножей для изготовления шипов и пазов – отличаются высокой стоимостью и рядом преимуществ. Используя одну и ту же фрезу и один станок, можно обрабатывать различные по твердости породы дерева.
- Тип фрезы с напайными ножами из быстрорежущего сплава HSS. Наибольшей популярностью пользуются затылованные фрезы. Отличаются меньшей стоимостью по сравнению со сборными. Благодаря затылованию профиль режущей части зубьев при переточках по передней грани не изменяется. Операция по переточке довольно простая. Зубья обладают повышенной прочностью. При переточке увеличивается размер канавок для размещения стружки. В затылованных фрезах чаще используют напайные пластины из быстрорежущего сплава. Выбор быстрорежущего сплава обусловлен тем, что для производства вагонки чаще используют мягкие и средней твердости породы дерева (ель, сосна, липа, ольха). Более дорогой класс — фреза с напайными пластинами из твердого сплава (HM) используют для работы с твердыми породами (дуб, ясень, бук).
- Монолитная фреза – изготовление этого инструмента выполняется полностью из твердого сплава, чем объясняется высокая цена инструмента не только в Москве, но и в других городах. Преимуществом монолитного типа является большое количество винтовых зубьев и широких канавок для отвода стружки.
Популярность заказов изделий из быстрорежущего сплава обусловлена тем, что вагонка чаще всего изготовляется из мягких и средней твердости пород дерева (ель, сосна, липа, ольха). Более дорогой класс — фреза с напайными пластинами из твердого сплава (HM) используется для изготовления шипов при работе с твердыми породами (дуб, ясень, бук).

Порядок работы с ручным фрезером
Проще всего начинать учиться на погружном фрезере. Визуально такой инструмент самый громоздкий и сложный, но работать им проще, так как направление фрезы зафиксировано конструкцией машинки перпендикулярно к обрабатываемой поверхности.
Шаг 1. Закрепить хвостовик фрезы в цанге.
Нужно вставить хвостовик в патрон и затянуть предназначенным для этого ключом. На этом этапе важно правильно рассчитать усилие затяжки. Перетяг нежелателен и недостаточная фиксация тоже.
Внимание! Если планируется глубокая выемка, лучше брать фрезу с удлинённым хвостовиком.
Шаг 2. Установление глубины выработки
Если работа ведётся по чертежам и паз неглубокий, нужно просто установить соответствующую глубину на ограничителе и выставить точную регулировку (если в модели есть тонкая настройка). Если фрезерование выполняется «на глаз», нужно оценить глубину погружения инструмента, приложив фрезер к торцу изделия. Глубину можно выбирать и поэтапно — при выработке более 3–8 мм (в зависимости от диаметра), точных работах или на стадии обучения.
Шаг 3. Апробирование работы фрезера
Для тех, кто не имел опыта фрезерования, приобрел новый инструмент или работает с незнакомой породой древесины, желательно воспользоваться «черновиком» — таким же куском дерева, что и будущее изделие. Нужно опробовать работу фрезы, изменяя скорость, направление (на себя, от себя, поворот по и против часовой стрелки) и глубину выемки, проследить за точностью. Скорректировать настройки.
Набор фрез для вагонки или покупка отдельных элементов – что лучше?
Комплект для выготовки шипов и пазов в обшивочной доске состоит из двух элементов, позволяющих обрабатывать элемент с обеих сторон, используя ручной фрезер или станок.
Главным преимуществом заказа набора фрез для обшивочной доски по сравнению с покупкой отдельных элементов является то, что с помощью набора, вагонка изготовляется за 2 прохода. Одновременно формируется и шип, и паз. Если рабочий процесс осуществлять отдельными фрезами, поочередно формируя сначала шип, затем паз, времени потребуется больше.

Самостоятельный процесс изготовления
Изготовление деревянных панелей самостоятельно
- Сделать вагонку своими руками – задача не из простых, но это совсем не значит, что вы не сможете это сделать. Главное, в этом деле — внимательность и соблюдение техники безопасности;
- Для начала сделайте фугованные заготовки, чтобы они были ровными. Сделайте сразу же срез на одной стороне необрезанной доски, а потом приступайте к определению ширины панели;
Самодельный станок для изготовления деревянных изделий
- Перед тем как окончательно определиться с шириной панели, необходимо посмотреть на ширину всех ваших досок, чтобы в конечном итоге, все получились одинаковыми. Подробная инструкция поможет вам всё выполнить последовательно и без ошибок, главное, быть внимательными;

Фугованные доски
- Во время фугования материала стоит быть предельно осторожными, потому как именно в процессе фугования досок, даже профессионалы получают травмы. Для того чтобы полученный материал был идентичным по толщине, необходимо считать проходы по фазе, то есть, их количество.
Важно! Для того чтобы процесс обработки досок был простым и незамысловатым, проходил без проблем, необходимо брать материал, длина которого не превышает двух метров. С такими досками удобно работать, их просто обрабатывать. Если доски совсем короткие, то их обработка облегчается, если этот процесс производить фрезером ручного типа.

Методы соединения досок
Помните! Когда вы спиливаете обзол, очень часто остаётся достаточно много материала, его не стоит выбрасывать. Из этих отходов можно будет сделать небольшие соединительные рейки.

На фото — процесс выпиливания паза
- В том случае, когда доска уже обработана, вам нужно только сделать шип и, конечно же, паз. Устанавливаем стол так, чтобы вам было удобно на нём работать и шпунтовать доску. Не забывайте, что постоянно необходимо регулировать глубину паза и заготовка всегда должна быть плотно прижата к столу;

Доску обрабатываем на рейсмусе
- Как сделать вагонку ручным фрезером вы, наверное, поняли, но ещё необходимо будет поговорить о подробностях и нюансах этого дела, потому как в каждом деле есть свои особенности, которые необходимо знать. Помните, что если вам понадобилась доска калиброванная, для её изготовления вам необходим будет рейсмус, ручной станок для этого не пройдёт;

Работа фрезера
- При работе ручным фрезером нужно быть предельно осторожными. Потому что этот прибор считается опасным. Иногда даже мастера своего дела совершают ошибку и травмируются, так что новичкам нужно быть всегда начеку. Не забывайте о технике безопасности, а также следите за толщиной изделия, чтобы ваш материал был ровным;
- Изготовление вагонки ручным фрезером под силу даже новичку, если тот перед началом работы ознакомится со всеми правилами работы с данным устройством. Не забывайте о том, что качественное оборудование гарантирует вам безопасность работы, не стоит экономить на этом.
Разновидности наборов
Для изготовления евровагонки – включает в себя блоки сменных многогранных ножей для обработки дерева из твердых и мягких пород. По сравнению с обычным штилем, евровагонка требует формирования зазоров между досками, а также более чистой обработки поверхности. В связи с этим инструмент для евровагонки изготовляется из быстрорежущей стали с напайками из твердосплавного металла.
Наборы для работы с хвойными (ель, сосна, лиственница, кедр) и твердолиственными породами (дуб, ольха, липа) являют собой комплекты фрез с бланкетными ножами из стали HM, когда работа ведется на четырехсторонних и универсальных фрезерных станках.
Фреза с гидрозажимной системой – такой набор предназначен для наивысшей точности при позиционировании инструмента на станке и повышении его производительности. Скорость подачи заготовки при использовании подобных комплектов увеличивается до 54 м/мин.
Набор монолитных фрез для работы на универсальных и четырехсторонних станках – необходим там, где производится вагонка из дорогостоящих и твердых пород дерева.
Для продления срока службы фреза подлежит регулярной очистке от смолы. Не рекомендуется работать с тупыми ножами. Заточка затылованной фрезы производится по передней грани точильными камнями СМ1 СМ2, зернистостью А25 или А35. Заточку твердосплавных фрез выполняет алмазный круг.
Основные характеристики и виды инструмента
Для изготовления обшивочной доски (вагонки) предназначены насадные режущие элементы. Ими можно пользоваться в домашних условиях или на производстве. В результате обработки этими фрезами получается качественный облицовочный стройматериал.
В зависимости от выполняемых инструментом задач бывают такие его виды:
- Подшипниковые предназначены для изготовления готовой панели облицовки.
- Безподшипниковые применяются для обработки заготовки разово.
По конструктивным особенностям различают угловые, дисковые, монолитные и концевые режущие инструменты.
Фреза по дереву для изготовления вагонки и евровагонки имеет универсальную конфигурацию, позволяющую использовать инструмент на ручной фрезерной машинке или четырехстороннем станке.
Диаметр режущего элемента может варьироваться от 35 до 50 мм, поэтому для удобного подбора инструменты выпускаются целыми наборами.
Гравировка на плоскости заготовки выполняется фрезами без подшипников, но для такого типа режущего элемента необходимо иметь специальное оборудование.
Изготовление вагонки из необрезных досок в домашних условиях

Мы понимаем, что по качеству ваша самостоятельно изготовленная вагонка будет существенно уступать промышленным образцам, но не считаем это большой проблемой. Во-первых, есть такие места в доме, где дизайнерские характеристики вагонки не играют решающей роли. Во-вторых, вы всегда можете самостоятельно регулировать размеры вагонки по своим индивидуальным условиям, а это существенно сокращает количество непродуктивных отходов пиломатериалов. В-третьих, себестоимость самостоятельно изготовленной вагонки на порядок ниже, чем у промышленной. Согласитесь, что перечисленные нами факторы становятся убедительным стимулом для самостоятельного изготовления вагонки.

Что нужно для работы
Мы старались приспособить для изготовления вагонки самые простые деревообрабатывающие станки: циркулярную пилу и фуговальный станок. Если вы имеете в мастерской более современные универсальные деревообрабатывающие станки, то производительность труда увеличится в разы, а конечное качество продукции ничем не будет уступать промышленным образцам. Кроме того, все вышеперечисленные дополнительные преимущества сохранятся.
Деревообрабатывающие станки должны быть довольно мощными. Дело в том, что маломощные станки при серьезных нагрузках быстро перегреваются и работы приходится прерывать. Если вы будете продолжать работать на перегретом станке, то изоляционные характеристики обмоток быстро понижаются, что значительно сокращает срок работы электрического двигателя. Если же вы очень «постараетесь» с излишними нагрузками, то короткое замыкание может возникнуть непосредственно во время работы.
Мощность двигателя циркулярной пилы и фуговального станка должна быть не менее 2,0 кВт, желательно иметь трехфазные двигатели. Почему? Мощность трехфазных двигателей меньше зависит от количества оборотов. Во время работы на станках скорость вращение ротора падает в зависимости от нагрузки, получается очень неприятная ситуация. Чем больше нагрузка на двигатель – тем меньше скорость вращения ротора, а чем меньше скорость вращения ротора – тем меньше мощность. В результате обороты еще более падают вплоть до полной остановки, что крайне вредно для двигателя. У трехфазных двигателях эта зависимость менее заметна.

Как выбрать размеры вагонки
Здесь учитывайте два фактора – собственные потребности и линейные характеристики имеющихся необрезных досок. Главный критерий – свести к минимуму непродуктивные потери. Из боковых отрезков потом нужно будет изготовить вставные планочки, в отходы пойдут лишь те отрезки, ширина которых не позволит делать из них такие рейки. Ширина вагонки может колебаться в пределах 7÷15 сантиметров. Более широкую не следует делать, во время эксплуатации она может коробиться. Само собой разумеется, что доски должны быть сухими и ровными, из «винта» или «пропеллера» вагонку сделать не удастся. Длина зависит только от длины необрезных досок и возможностей ваших деревообрабатывающих станков. Мы не рекомендуем делать ее более двух метров – тяжело работать вручную, да и качество может понижаться в связи со сложностями обработки.
Операции изготовления вагонки на циркулярке
После того, как вы определились с размерами, можно приступать к разметке. Сначала надо ровно отрезать все необрезные доски с одной стороны. Для рисования линии используйте специальные столярные карандаши, они имеют мягкий и широкий графитный грифель, линию хорошо видно, работать на циркулярке безопаснее. Отрежьте все доски с одной стороны, сложите их в отдельный штабель.
Следующий этап – выравнивание досок по ширине. Имейте в виду, что все доски должны иметь одинаковую ширину, не стоит «экспериментировать» и изготавливать вагонку с различными размерами. Во-первых, это довольно негативно отражается на внешнем виде обитой поверхности. Во-вторых, вы сами себе создаете дополнительные проблемы. Делать отметку на каждой доске и после этого под каждую регулировать упорную линейку – дело очень неблагодарное. Все, доски обрезаны с двух сторон, боковые плоскости ровные и параллельные. Теперь можно переходить работать на фуговальный станок.


Разметка под ширину вагонки
Операции изготовления вагонки на фуговальном станке
На нем вам нужно выровнять доски по толщине, ширине и сделать поверхности максимально гладкими. Работа на обыкновенном фуговальном станке требует определенных навыков. Все размеры вы должны контролировать на «глазок». Чтобы не ошибиться, нужно будет считать количество проходов каждой доски, и выдерживать это количество для всех заготовок со всех сторон, в том числе и с торцов. Советуем не делать глубину фугования большой, лучше сделать несколько проходов на малой глубине резания. Это повысит точность размеров досок и улучшит качество их поверхностей.

Кода все доски со всех сторон обработаны и их размеры стали одинаковыми, можете фрезеровать продольные канавки. Для этой операции понадобится специальная фреза, чем больше у нее количество режущих зубьев, тем легче и качественнее с ней работать. Поднимая/опуская рабочий стол, установите глубину канавок, в любом случае она не должна быть менее десяти миллиметров. Паз совсем не обязательно располагать строго посредине доски, можете делать его со смещением в любую строну. Доски прижимайте к линейке по всей плоскости, пазы должны быть параллельными к плоскостям вагонки. В противном случае могут возникать трудности во время обшивки вагонкой.


Из обрезков изготавливаем рейки
Рейки могут быть произвольной длины, толщина реек должна отвечать ширине пазов или быть чуть тоньше. Если рейку немного повело – не проблема, такая рейка будет еще прочнее удерживать между собой отдельные доски. Если у вас есть время – можете немного снять углы досок на фуговальном станке, внешний вид сразу существенно улучшится. И последнее. Настоятельно советуем вам строго следить за соблюдением техники безопасности во время выполнения работ на деревообрабатывающих станках. Вы должны знать, что такое оборудование считается наиболее травмоопасным, причем, травмы могут быть очень сложными.
Циркулярная Пила Как Сделать Вагонку Своими Руками
Циркулярная пила – это нужный ассистент для парней в домашнем хозяйстве либо мастерских. Оборудование подойдет для выполнения работ с маленькими по размерам древесными материалами. Его конечно сделать без помощи других, либо приобрести готовое устройство. 2-ой вариант не вызывает много вопросов, однако если проход первого нужно разобраться более детально в конструкции, пошаговой аннотации и целях предназначения.
Что такое мини пила циркулярная

Электронная малый. экскаватор циркулярка – оборудование узенького профиля, которое полностью способно поменять обыденную циркулярную пилу как еще его называют угловую шлифовальную машинку.
Инструмент является неподменным для домашнего строительства. Он управится с резкой хоть какого пиломатериала с помощью пильного диска.
Устройство пилы имеет непростую конструкцию, увы даже несмотря на этот факт, сделать своими руками ее нетрудно. Для этой цели вам не потребуются особые способности электрика или слесаря.
Как сделать самодельную мини пилу
Самым обычным вариантом для базы будущей циркулярки будет ламинат, а говоря точнее, его малая часть, которая даст стойкости для выполнения работ и освободит от перемещений, вызванных вибрацией. Таковой плотный материал используется и в роли столешницы.
Для рамы используют железную вагонку, где заблаговременно просверливаются отверстия для подшипников оси, шпилек крепления и мотора. Для последнего берут моторчик, к примеру, из стиральной машинки либо другой электротехники. Мощности в 40 Вт довольно.
Для вращения частей конструкции используются ременки без поперечного рифления. Подойдет обычная ременная либо шестеренная передача.
Вагонка на циркулярной пиле
Вагонка на циркулярной пиле, без фрезера. Использую вторично старенькый материал. Вагонка выходит практичес.
Вагонка своими руками
вагонка своими руками.
Ось, которая держит всю пилу, делается из строительной шпильки (6 мм), крепится на две гайки. Шаг резьбы подбирается путем сверления дырок под крепление мотора. Если рама имеет продолговатые прорези – это идеальный вариант для регулировки положения двигательного прибора и натяжения ремня.
Блок питания – элемент, который питает всю конструкцию, напряжения в 24 Вольта будет достаточно для простых работ, более 35 – подойдет для толстых материалов.
На картинке видно, что вылет составляет около сантиметра. Чем тоньше столешница, тем больше это значение. 1 см хватит для оргстекла формата А4, стеклотекстолита размером 105, березовой фанеры и пр.
Итак, конструкция состоит из:
- Стола
- Моторчика
- Регулировочного бокового упора
- Оси
- Подшипников
- Ременной передачи
- Двигателя
Все детали можно найти дома, в гараже или мастерской, то есть нет необходимости тратиться на расходные материалы. Поэтому инструмент своими руками – самый бюджетный вариант, который всегда пригодится в хозяйстве.
Для чего нужна дисковая мини пила
Устройство мини циркулярной пилы принесет пользу для быстрого и удобного распила не очень твердого материала. Например, древесины, мягкого пластика или металла.
Мини пила по дереву позволяет работать с этим материалом как вдоль, так и поперек. Использовать циркулярку можно при угле в 45 градусов. Применяют оборудование для сборки мебели, работы в частных мастерских и др. С ним есть возможность заменить несколько других инструментов, ведь при самостоятельном его изготовлении добавляются необходимые функции на усмотрение мастера.




