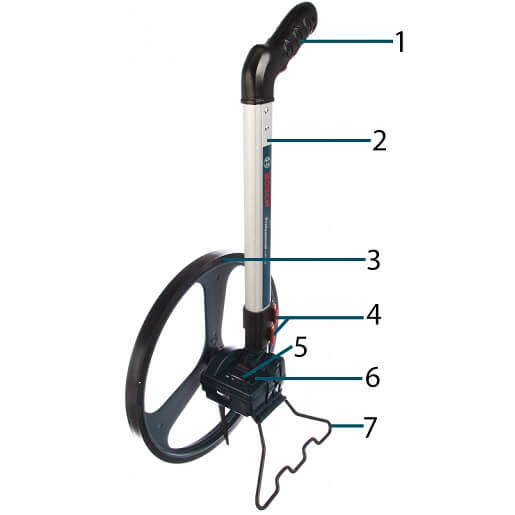
Угол заточки фрез
Угол заточки режущей части торцовых твердосплавных фрез приведены на рис. 1. Форма заточки I применяется при обработке стали B = 800 МПа и чугуна HB 80. … 300. Форма заточки II применяется при обработке стали с B = 800-1200 МПа. Геометрические параметры режущих частей должны соответствовать приведенным в табл. 1.
Рисунок 1. Угол заточки режущей части торцовых твердосплавных фрез
Таблица 1
| B, град | B0, град | B, град | B, град | 1, град | BN |
| 45 | 5 | 9 | 3 | 5 | 15 |
| 60 | 8 | 5 | |||
| 75 | 7 | 7 | |||
| 90 | 5 | 8 |
Угол заточки зенкеров
Угол заточки режущей части зенкеров с пластинками твердых сплавов для обработки отверстий показаны на рис. 10, и определяются в зависимости от типа обрабатываемого материала (табл. 27).
Заточка концевой фрезы
Заточка концевой фрезы — это операция, которую применяют для придания инструментам нужных геометрических параметров и восстановления изношенных фрез. В этой статье мы расскажем об основных технологиях, используемых для этих целей.
Углы заточки концевых фрез
Чтобы правильно выполнить заточку концевой фрезы в первую очередь необходимо изучить геометрию зубьев. Они бывают затылованными и остроконечными.
Изображение №1: остроконечный (а) и затылованный (б) зубья
У затылованных зубьев задние поверхности выполнены по архимедовым спиралям. Заточка таких фрез происходит по передним поверхностям.
У остроконечных зубьев части задних поверхностей представляют собой плоскости. Чаще всего такие фрезы затачивают по задним поверхностям. Передние обрабатывают в случае необходимости.
Расскажем о геометрии зубьев в деталях. Каждый из них имеет 4 важных параметра.
Изображение №2: геометрия зубьев
Поверхности и углы заточки концевых фрез.
Площадка f. Именно она подвергается основному износу и затачивается при обработке задней поверхности. Размер площадки напрямую влияет на силу трения между инструментом и заготовкой. Поэтому ширину необходимо поддерживать в определенном диапазоне.
Вспомогательный задний угол α1. По нему фрезы затачивают при определенных величинах износа и сильном увеличении размеров площадок f.
Главный задний угол α. Это угол между касательной к задней поверхности в рассматриваемой точке главной режущей кромки и касательной к окружности вращения данной точки. Задача этого угла — уменьшить трение между инструментом и заготовкой.
Главный передний угол γ. Расположен между осевой плоскостью и касательной к передней поверхности. У фрез, предназначенных для обработки вязких материалов, размер этого угла варьируется в пределах от 15 до 20°. У фрез для обработки сталей — от 0 до 5°.
Обратите внимание! Зубья бывают прямыми и винтовыми. Величина наклона характеризуется углом λ. Он расположен между осью и развернутыми винтовыми кромками.
Способы заточки концевых фрез
Заточка концевых фрез может выполняться двумя способы.
Ручная заточка концевых врез, предназначенных для обработки вязких материалов
Для заточки концевой фрезы, предназначенной для обработки вязких материалов (к примеру, древесины), вам понадобятся следующие инструменты, оборудование и материалы.
Стол или верстак.
Заточка концевой фрезы проходит по следующей схеме.
Смочите алмазный брус в мыльном растворе и закрепите его на краю стола.
Снимите с фрезы направляющий подшипник (при его наличии).
Очистите фрезу при помощи растворителя.
Заточите все резцы.
Изображение №3: схема заточки фрезы
Обратите внимание на следующие особенности.
Перед заточкой в обязательном порядке удостоверьтесь в том, что алмазный брусок имеет правильную форму.
Чтобы добиться равномерной заточки резцов, делайте одинаковое количество движений с примерно одинаковой силой нажатия.
Если у вас нет алмазного круга, для заточки можете взять наждачную бумагу. Приклейте ее к твердому деревянному бруску или полоске стали.
Станки для заточки концевых фрез по металлу
Для заточки концевых фрез по металлу применяют специальные станки, обеспечивающие поступательное и вращательное движение обрабатываемого инструмента.
Изображение №4: прецизионный станок для заточки концевых фрез
Расскажем об особенностях заточки торцевых и боковых зубьев.
Заточка торцевых зубьев
Для заточки торцевых зубьев фрезы устанавливают горизонтально. Если станок не имеет специально предназначенного для этого градуированного кольца, горизонтальность выверяется при помощи угольника.
В процессе заточки оператор перемещает кромку абразивного круга вдоль кромки зуба. Угол заточки регулируется либо наклоном шпинделя с фрезой, либо смещением круга по вертикали.
Фотография №1: заточка торцевых зубьев концевой фрезы
Заточка боковых зубьев
Заточку боковых зубьев выполняют по следующей схеме.
Фреза закрепляется в цанге.
Игла-копир устанавливается в самое высокое положение, при котором кончик касается наружного края канавки.
Абразивный круг передвигается в положение, при котором наружная кромка совпадает с иглой.
При помощи ручки прямой подачи круг подводится к фрезе (до начала искрения).
Устанавливается толщина снимаемого слоя металла (25–50 мкм).
Производится заточка зуба на всю длину. Для этого шпиндель с фрезой втягивается до тех пор, пока инструмент не сойдет с иглы.
Фотография №2: заточка боковых зубьев концевой фрезы
Далее по этой же схеме затачивают остальные зубья.
Выбор приспособлений (абразивных кругов) для заточки концевых фрез на станках
Для заточки концевых фрез на станки чаще всего устанавливают приспособления, изготовленные из следующих материалов.
Алмаз и зеленый карбид кремния. Выполненные из этих материалов круги подходят для заточки твердосплавных инструментов.
Эльбор. Это сверхтвердый материал на основе кубической сфалеритной модификации нитрита бора. Эльборовые круги применяют для заточки фрез из быстрорежущих сталей повышенной производительности.
Электрокорунд. Это химически стойкий твердый материал на основе оксида алюминия. Электрокорундовые круги используют для заточки фрез, изготовленных из инструментальных и быстрорежущих сталей нормальной производительности.
Перечислим характеристики приспособлений, которые нужно обязательно учесть при выборе.
Термостойкость. С повышением температуры микротвердость абразивных материалов снижается. Поэтому заточка концевых фрез на станках в обязательном порядке требует использования СОЖ. Обычная вода не подойдет. Ее использование приведет к коррозии элементов станка. В воду добавляют мыло и различные дополнительные добавки (кальцинированная сода, силикат натрия, нитрит калия и пр.). Термостойкость материалов, применяемых для изготовления абразивных кругов, смотрите в таблице ниже.
Изображение №5: термостойкость материалов, применяемых для изготовления абразивных кругов
Зернистость. Ее выбирают в зависимости от требуемого класса чистоты затачиваемой поверхности. Чем выше зернистость, тем лучше производительность кругов. При этом увеличивается срок службы приспособлений.
Форма. Для заточки передних углов концевых фрез используют тарельчатые или плоские приспособления. Задние углы обрабатывают чашечными и тарельчатыми моделями.
Изображение №6: формы шлифовальных кругов, применяемых для заточки концевых фрез
Еще один важный параметр заточки концевых фрез — скорость вращения кругов. Твердосплавные инструменты обрабатывают на высоких скоростях, а фрезы, изготовленные из быстрорежущих и инструментальных сталей — на более низких.
Контроль качества заточки
После заточки необходимо убедиться в ее качестве. Для этого существуют различные технологии и приспособления.
Убедиться в отсутствии рисок, трещин и сколов можно при помощи лупы. При контроле качества заточки твердосплавных фрез дополнительно используют керосин. При наличии трещин он выступает. Это упрощает обнаружение дефектов.
Для измерения передних и задних углов предназначены маятниковые и специальные угломеры.
Изображение №7: технология измерения маятниковым угломером
Обратите внимание! Оставлять зазубрины на поверхностях зубьев не рекомендуется. Фрезы с дефектами быстро выходят из строя. При заточке стремитесь, чтобы поверхности получились идеально гладкими.
Как добиться высокого качества заточки концевых фрез
Перечисленные ниже правила направлены на соблюдение установленных норм допускаемых биений и получение инструментов без дефектов.
Суммарное биение шпинделя станка, оправки и приспособления должно быть меньше допустимого биения затачиваемой фрезы.
Необходимо обеспечить точную посадку заточного круга. В противном случае вибрации не только приведут к дефектам заточки, но и ускорят износ абразивного приспособления.
Механизмы подач не должны заедать.
Закрепленную фрезу необходимо перемещать максимально плавно.
Шпиндели станков должны обладать достаточной виброустойчивостью.
Их нужно хорошо смазывать для обеспечения максимально легкого вращения.
Осевое и радиальное биение не должно превышать 0,01 мм.
Доводка концевых фрез
Если после заточки на поверхностях концевой фрезы обнаруживаются микротрещины, применяют доводку. Главная ее цель — снятие дефектного слоя. Вторая задача — повышение чистоты поверхностей. Кроме этого при доводке устраняются завалы поверхностей зубьев.
Проводят такие операции на заточных и доводочных станках с чугунными дисками. При их скоростях вращения от 1 до 1,5 м/сек достигаются наилучшие результаты. Для доводки чаще всего применяют пасту из карбида бора. Зернистость — от 170 до 230.
Фотография №3: заточной станок
Для доводки могут также применяться и алмазные круги. При их использовании производительность повышается в 1,5–2 раза.
Концевые фрезы – заточка, режимы резания при фрезеровании
Зачастую при обработке дерева или пластика встает вопрос: если твердость фрезы значительно выше, чем материал детали, то зачем затачивать концевую фрезу, она по идее не должна затупиться. Однако, в быту мы не задумываемся о том, почему столовый нож нужно затачивать после резки очень мягких продуктов, таких как хлеб или колбаса. Заточка происходит довольно часто, порой несколько раз в месяц. А сколько раз Вы затачиваете нож? При этом всем давно известно, что острый нож будет резать, а тупой нож — крошить и давить. Тоже самое касается концевых фрез.
Какие материалы имеют твердость, достаточную для изготовления фрез? Например, сталь углеродистая или быстрорежущая, поскольку твёрдость у них примерно одинаковая (62-65 HRC у углеродистой, 62-67HRC у быстрорежущей). Твердый сплав тоже подойдет, ведь у твердого сплава твердость еще выше.
Но кроме твердости есть еще несколько характеристик, которые ограничивают использование некоторых материалов. Например, концевые фрезы из углеродистой стали не делают. Было обнаружено, что при температуре более 170 градусов начинается отпуск стали. При этом твердость стремительно падает. У быстрорежущей стали критическая температура начинается с 490-540 градусов, у твёрдого сплава с более 900-920 градусов. Поэтому твердосплавные концевые фрезы имеют более высокую стойкость. В науке это явление называются «Красностойкостью».
Заточка.
Самый острый инструмент имеет минимально возможный угол заточки. Однако при этом снижается прочность инструмента. Как говорится, «бритва остра, да мечу не сестра.» Как только режущая кромка у инструмента подсела, пятно контакта становится больше, резко увеличивается температура в рабочей зоне, износ инструмента происходит ещё быстрее, температура повышается ещё больше. На практике, при обработке различных материалов (при фрезеровании дерева, даже твёрдых пород, пластика) стараются, по возможности, правильно подобрать углы заточки концевой фрезы.
Технология.
Наиболее заметных результатов можно добиться при правильном выборе технологии обработки детали. При этом:
- Сокращается общее время обработки детали.
- Улучшается шероховатость поверхности.
- Продлевается срок жизни фрезы.
- Снижается нагрузка на оборудование (направляющие, ШВП, шпиндель) и, как следствие, срок его службы.
Режимы резания.
Мы рекомендуем выбирать режимы резания исходя из следующих соображений:
А. При черновой обработке концевой фрезой:
- Выбирайте максимально возможный диаметр концевой фрезы, определяемой мощностью шпинделя и жесткостью станка.
- Выбирайте режимы резания, помня о механической прочности инструмента. Завышенные режимы могут привести к поломке инструмента режущего инструмента.
- Правильно выбирайте конфигурацию концевой фрезы. Помните, что канавка зуба фрезы должна быть больше, чем слой снимаемого материала. Стружка должна поместиться в канавке и свободно эвакуироваться из зоны резания. Иначе стружка забьется в канале фрезы и инструмент начнет давить деталь, а не резать (См. статью Режимы резания и контроль за стружкообразованием).
- Если Вы обрабатываете хрупкий материал (пластик, дерево: дуб, бук, липу, березу и т.д.), то помните о том, что завышенные режимы резания могут привести к сколам или даже полной поломке заготовки.
- Кроме того, обращаем Ваше внимание, что режимы резания определяются качеством зажима детали на столе станка и фрезы в патроне станка, то есть связкой «Станок-стол-оснастка-деталь-фреза-патрон-станок». Плохой зажим приведет к вибрациям системы и выходу фрезы из строя раньше времени, браку или несчастному случаю (См. статью Проблемы при фрезеровании концевым инструментом и их устранение).
Б. При чистовой обработке концевой фрезой:
- Используйте качественные заточенные фрезы для получения лучшей шероховатости поверхности.
- Для получения требуемой точности обработки детали обратите внимание на допуски диаметра используемых фрез.
- Помните и о жесткости системы «Станок-стол-оснастка-деталь-фреза-патрон-станок». Недостаточная жесткость системы может привести к отжиму фрезы и детали.
- Мы советуем делать пробные проходы, по результатам которых необходимо делать поправки в режимах резания. Шаг проходов выбирается минимальным, при этом надо помнить, что чем меньше шаг прохода, тем больше время обработки.
Заключение.
Резюмируя вышесказанное, мы рекомендуем использовать концевую фрезу максимально возможного диаметра. При больших перепадах рельефа, используйте концевые фрезы с небольшими радиусами. Если перепады рельефа очень большие, то выбирайте сферические фрезы с полным радиусом и небольшим диаметром. Шаг проходов от 0,5 до 0,8 от диаметра фрезы. Глубина фрезерования максимально возможная с учетом ограничений на жесткость, припуск на чистовую обработку минимальный. Фрезерование попутное.
Конические фрезы при черновой обработке рекомендуем использовать только в крайних случаях, если нет возможности фрезеровать по-другому.