трубогиб своими руками
Когда нужно согнуть металлические круглые или профильные трубы, то вручную сделать это не получится. Попытаться, конечно, можно, но конечный результат не оправдает ваших ожиданий.
Для сгибания трубопроката необходимо использовать специальные приспособления — станки-трубогибы. Конструкция некоторых устройств позволяет также сгибать полосы металла и даже уголки.
Наиболее популярны сегодня так называемые профилегибы. Сделать трубогибы для профильной трубы своими руками можно даже из подручных материалов.
Такие станки будут полезны как на даче (например, если вы затеяли строительство теплицы), так и в домашней мастерской при изготовлении различных самодельных приспособлений.
Но давайте обо всем по порядку. Трубогибы отличаются как способом сгибания заготовок, так и типом привода. Сами станки можно купить в магазине или заказать через интернет.
Однако, учитывая их стоимость, далеко не всегда в этом есть резон — особенно если вы не планируете пользоваться трубогибочным станком на постоянной основе.
Как сделать трубогиб для домашней мастерской и гаража, вы можете прочитать здесь и сейчас. Но для начала не помешает немного вводной информации — так сказать, для «разогрева».

При наличии необходимого материала (или возможности его достать), а также, имея навыки работы со сваркой и стандартный набор электроинструмента, нет ничего сложного в том, чтобы самому изготовить станок трубогиб своими руками.
Единственное — вам необходимо будет определиться сначала с типом самой конструкции и приводом.
В большинстве случаев можно обойтись без чертежей, но их наличие и умение с ними работать — упростит задачу. Подробную информацию вы можете прочитать в нашей статье.

Обратите внимание: на нашем сайте вы найдете самые разные варианты гибочных станков — выбирайте тот, который устроит именно вас.
Виды трубогибов, которые можно сделать
Эти приспособления отличаются по своему назначению. Например, если нужно согнуть круглую трубу из металла, используются гибочные станки, рассчитанные конкретно под круглые трубы.
Как правило, такие самодельные конструкции имеют ролики (или же вальцы) с канавки под определенный диаметр заготовки. Однако в некоторых случаях могут использоваться и штампы с канавками для круглой трубы.

Для сгибания квадратных и прямоугольных профильных труб, а также стальных полос используются уже немного другие устройства. И их чаще всего называют профилегибами (или трубогибами для профильной трубы).
Конструкции трубогибов могут отличаться и в зависимости от того, что вы хотите получить в итоге: просто согнуть трубу под определенным углом либо же нужно сделать дугу или кольцо.
Если вы планируете сделать своими руками серьезную конструкцию, которую в случае необходимости можно подстраивать под разные режимы работы, то без подробного чертежа трубогиба сложно будет обойтись.

Ну а в том случае, если вам требуется простенький бюджетный трубогиб, то можно все сделать и без чертежа.
Некоторые конструкции довольно компактны и без проблем помещаются на столе или фиксируются в слесарных тисках. Другие модели — требуют отдельного места в мастерской, и это тоже необходимо учитывать.
Трубогибы с обкатным роликом
Данная конструкция довольно популярна среди мастеров-самодельщиков. Часто для ее изготовления используются подручные материалы, которые есть в гараже или мастерской.
При этом размеры самой приспособы могут быть небольшими, что позволяет без проблем установить ее на рабочем столе.
Сделать такой гибочный станок трубогиб своими руками под силу каждому. И для этого не потребуется много времени. Один из бюджетных вариантов представлен в статье на сайте.

В качестве основания гибочного станка выступает металлическая пластина. Ролики для обкатки (или прижимные ролики) можно сделать на токарном станке. Если нет токарного, можно заказать ролики у токаря.
Два прижимных ролика устанавливаются вплотную друг к другу, к ним крепятся металлические полосы. Рукоятку для трубогиба можно изготовить из небольшого отрезка круглой трубы.
К основанию (металлической пластине) крепится ручка-рычаг с роликами и упор для заготовок.
Основание можно закрепить на столе с помощью болтов, просверлив отверстия, или же просто зафиксировав струбцинами. Также можно приварить к основанию кусок пластины, чтобы зажимать в слесарных тисках.
Делаем арбалетный трубогиб
Одна из особенностей данной конструкции заключается в том, что использовать ее можно как в горизонтальной, так и вертикальной плоскости.
И в данном случае вместо обкатных прижимных роликов используется штамп (или шаблон) под конкретный диаметр трубы. И эти насадки при необходимости можно менять.
Как самостоятельно сделать трубогиб своими руками, который работает вертикально, вы можете прочитать в обзорной статье. В таких устройствах как правило использует гидравлический привод — из автомобильного домкрата.

При помощи данного самодельного гибочного станка можно сгибать круглые трубы под разным углом. Обычно сгибают детали трубопровода под углом 45 и 90 градусов.
Сам штамп можно сделать из старого блина для гантели. Его нужно разрезать на четыре части. Потом три из них свариваются вместе. По центру делается канавка под требуемый диаметр круглой трубы.
Из швеллера или двутавра (можно также использовать уголок или листовой металл) изготавливается станина трубогиба. Сам штамп насаживается на шток домкрата. Вверху станины крепятся упоры для трубы.

Что касается оси центрального ролика надежно закрепленной на раме гибочного станка, она должна быть изготовлена из хорошей стали.
Примерно такая же конструкция у гибочного станка, который работает в горизонтальной плоскости. Однако в данном случае используется механический или пневматический домкрат.
Конструктивные особенности профилегибов
Как мы уже говорили ранее — гибочные станки могут отличаться по тому, для каких труб они предназначены: круглых или профильных. Последние, помимо всего прочего, позволяют еще работать с другим металлопрокатом: полосами и уголками.

Если в трубогибах используются ролики с канавками, то в конструкции профилегибочных станков могут использоваться обычные валы: два опорных и один прижимной. Радиус закругления при переходе должен регулироваться вручную.
Некоторые даже используют в качестве валов втулки от велосипеда, но они не выдержат больших нагрузок. Поэтому лучше делать ставку на стальной кругляк.
Также часто используются ролики из подшипников. Как изготовить бюджетный трубогиб профильной трубы своими руками, можно прочитать в нашей статье.

Трубогибочные станки — в большинстве своем это настольные конструкции, тогда как профилегибы могут быть как настольными, так и напольными. Последние используются, когда нужно согнуть дуги и полудуги из длинных профильных труб.
Из какого материала можно изготовить ролики
Опорные и прижимной ролики для профилегиба (для сгибания профиля и полос металла) целесообразнее изготавливать только из стали.
Кто-то утверждает, что можно использовать деревянные ролики (из твердых пород дерева) или фанеры, но это не так. Такие ролики долго не прослужат, хотя сделать их намного проще, чем стальные.
Иногда допускается использовать самодельные ролики из алюминия с канавкой под круглые трубы. Однако тут нужно понимать, что они также не рассчитаны на серьезные нагрузки, и не смогу заменить собой стальные ролики.

Изготавливая самодельный трубогиб для профильной трубы, используют уже не обкатные прижимные ролики, а валы. Их можно сделать из стального кругляка или подшипников. Это наиболее оптимальные варианты.
В общем, если вы собираетесь самостоятельно собирать гибочный станок (не важно — трубогиб или профилегиб), то ролики или валы лучше делать из стали.
Самодельные ролики, изготовленные из других материалов, хуже справляются со своей задачей и довольно быстро приходят в негодность.
Виды привода
Гибочные станки могут отличаться между собой по типу привода. Например, самые бюджетные варианты — с механическим приводом.
То есть в данном случае вся работа по сгибанию круглой трубы выполняется силой собственных рук. Для увеличения прилагаемого усилия используется длинный рычаг.

В некоторых случаях в качестве механического привода может выступать механический автомобильный домкрат (например, в самодельных трубогибах арбалетного типа).
Существуют и более практичные в использовании конструкции гибочных станков, в которых используется электрический или гидравлический привод. Это существенно облегчает работу с заготовками, в частности — сгибание труб своими руками.
Гидравлический трубогиб
Вариантов таких станков может быть очень много. Но мы рассмотрим наиболее доступные и простые. Советуем прочитать подробное описание, как собрать для себя настольный трубогиб из автомобильного бутылочного домкрата.
Основа данной конструкции — рама, сваренная из профильных труб (также можно использовать и другие материалы).

В верхней части рамы крепится автомобильный домкрат, в нижней — шаблон (или штамп) с канавкой для труб подходящего диаметра.
Используя в гараже и мастерской для сгибания труб трубогиб своими руками сделанный, можно гнуть металлические трубы разного диаметра: ¾ дюйма, ½ дюйма, 1 дюйм. При этом заготовка изгибается равномерно, не сплющиваясь и не деформируясь.

Подробный процесс изготовления, принцип работы самоделки и размеры вы можете узнать, прочитав обзорную статью по ссылке выше.
С электрическим приводом
Такие конструкции, хоть и не так популярны, как гидравлические гибочные станки, но все же используются. Об одном из вариантов данного трубогиба рассказываем в статье с фото- и видео обзором.
Станину устройства можно изготовить из того металлолома, который будет у вас в мастерской. А в качестве привода используется электродвигатель с передаточным редуктором.

В качестве прокатных валов для профильных труб используются отрезки стального кругляка, обработанные на токарном станке. Конструкция отлично подходит для сгибания дуг и полудуг из длинных заготовок.
Если у вас нет возможности изготовить гибочный станок для труб с электрическим или гидравлическим приводом, то можно смастерить и ручной трубогиб своими руками.
Конечно, он не такой функциональный, как его более продвинутые «собратья», но для работы с небольшими заготовками (но в основном для гибки труб из металла с тонкими стенками) вполне пригоден.

Собрать его намного проще, и чертежи не нужны никакие. Можно по фотографиям понять, что к чему.
Ручной трубогиб плюсы и минусы
Если рассматривать главные преимущества конструкции, то, в первую очередь, стоит отметить простоту и низкую себестоимость его изготовления (ведь многие комплектующие можно достать на металлоприемке).

Как правило, простейшие ручные трубогибы отличаются от других станков своим небольшим весом и вполне компактными размерами, что делает эти приспособления мобильными и транспортабельными. Да и в домашних условиях они очень удобны.
На таком мини станке можно работать с тонкостенными стальными трубами и трубами из алюминия. Схемы трубогиба бесплатно можно скачать в интернете.

А вот если необходимо будет согнуть толстостенный трубный прокат, то ручной трубогиб, сделанный своими руками, вряд ли окажется полезным.
© 2016-2021 Сделай своими руками — Сделай сам. Копирование материалов запрещено. Материал на сайте представлен исключительно в ознакомительных целях. Администрация сайта не несет ответственности за возможные последствия, после прочтения материала. Официальный сайт.
Как сделать изгиб под 90° для профильной трубы
В сегодняшней статье мы поделимся с вами интересным способом, как сделать угловое соединение под 90 град. для прямоугольной профильной трубы.

Обратите внимание: изгиб для стыковки профиля будем делать не из профтрубы, а из листового металла, полосы и квадратного прутка.
Способ создания изгиба немного замороченный, но конечный результат стоит всех затраченных усилий. И что важно: вы можете сделать угловое соединение любого размера и радиуса.
В общем, мы расскажем, что да как, а вы уже решите для себя, пригодится вам этот способ или нет.
Первым делом необходимо будет отрезать от квадратного прутка четыре брусочка одинаковой длины. Их нужно обработать на шлифстанке или с помощью бормашинки.
Обратите внимание: квадратный пруток подбираем по толщине профильной трубы, для которой делается угловое соединение.
Далее из листового металла вырезаем два кольца (тоже одинакового размера). Удаляем заусенцы внутри и снаружи заготовок дремелем или вручную — напильником по металлу. Ширина кольца должна соответствовать ширине профтрубы.
 Соединяем два кольца с помощью слесарных струбцин, предварительно установив между ними брусочки из квадратного прутка.
Соединяем два кольца с помощью слесарных струбцин, предварительно установив между ними брусочки из квадратного прутка. После этого сгибаем из металлической полосы обруч и устанавливаем его с наружной части колец. Нужно будет его приварить: сначала фиксируем на прихватки, затем обвариваем полностью.
После этого сгибаем из металлической полосы обруч и устанавливаем его с наружной части колец. Нужно будет его приварить: сначала фиксируем на прихватки, затем обвариваем полностью.
 На следующем этапе необходимо будет тщательно зачистить сварной шов по всей окружности заготовки.
На следующем этапе необходимо будет тщательно зачистить сварной шов по всей окружности заготовки.
Далее размечаем заготовку угольником и отрезаем кусок под углом 90 градусов.
Извлекаем кусок квадратного прутка. Потом отрезаем кусок металлической полосы и привариваем ее к внутренней части изгиба. Еще немного шлифовки на пару с полировкой, и угловое соединение под 90 град. для профильной трубы готово.
Еще немного шлифовки на пару с полировкой, и угловое соединение под 90 град. для профильной трубы готово.
Как согнуть профильную трубу в условиях домашней мастерской

Выбирая, как согнуть профильную трубу, надо учитывать возможность таких неприятных моментов, как непредсказуемое изменение формы и размеров места изгиба, и ухудшения эстетики конструкции. Далее разбираемся, как правильно согнуть профильную трубу без трубогиба и с использованием специнструмента – как делать переходы при гибке профильных труб, как подобрать или изготовить вспомогательную оснастку, плюс, рассмотрим плюсы и минусы каждого из способов.
Вначале рассмотрим, из чего выбирать трубную заготовку.
Разновидности продукции отечественного производства
Гнутьё профильной трубы – операция, зависящая от материала проката, размеров его поперечного сечения, длины заготовки и радиуса гибки. В отечественном трубопрокатном производстве наиболее ходовыми являются квадратные и прямоугольные сечения (см. рис.). Овальные встречаются намного реже, заметно проигрывают в цене, да и практических преимуществ не имеют.
Перечислим соответствующие стандарты:
- ГОСТ 8645-68. Распространяется на стальную продукцию прямоугольного поперечного сечения. Диапазон размеров, мм – от 15×10 до 180×150, при толщине стенки от 1 до 7 мм. Длина – кратная 1250 мм, и до 6000 мм;
- ГОСТ 8639-82. Относится к стальному трубному прокату квадратных сечений. Размерный диапазон, мм – от 10×10 до 180×180 мм. Толщина стенки, мм – от 0,8 до 14,0 мм. Длина кратна 1250 мм, при максимальном размере 6000 мм;
- ГОСТ 32931-2015. Разработан для производства металлоконструкций, к которым, помимо, собственно, круглых профилей, входит также прокат прямоугольного, квадратного, овального и плоскоовального поперечных сечений. Длина – от 3.5 до 12,5 м.
Именно на последний ГОСТ, как наиболее подробный, и стоит ориентироваться пользователям.
Иногда приходится сталкиваться с необходимостью согнуть профильную трубу из цветного металла или сплава, например, алюминия или меди. Но эти материалы заведомо отличаются более высокой пластичностью, чем сталь, поэтому рекомендации, приводимые далее, справедливы и для заготовок такого типа.
В чём же заключается сильная сторона профильных трубчатых заготовок
При внимательном рассмотрении стандартов можно увидеть два «сопроматовских» показателя – момент сопротивления и момент инерции – которые рядовому пользователю вроде бы и без надобности.
На самом деле, они очень важны, ибо определяют главный плюс, по которому профильный прокат выигрывает у круглого: это жёсткость от продольного изгиба.
В числе конструкций, где находят применение «некруглые» профили, лидирующее положение занимают каркасные сооружения – теплицы, оранжереи. Все эти конструкции при эксплуатации испытывают значительные напряжения изгиба. С ростом размеров каркаса жёсткость круглых заготовок падает быстрее прямоугольных, ромбических или квадратных. На практике это означает, что диаметр придётся увеличивать. Соответственно возрастает собственный вес каркаса.
Как следует из рисунка, это явление характерно для любых форм, обычно встречающихся в технике, однако и в бытовых применениях данным фактором пренебрегать нельзя.
Под задачей, как загнуть профильную трубу, обычно подразумевается последующее облегчение монтажа. К плоской поверхности что-то присоединять значительно проще, чем к объёмной.
Всё, рассматриваемое далее, будет касаться только катаных профилей, причём цельных, а не электросварных. Потому что вальцованные заготовки в процессе гибки будут «раскрываться». Напряжённо-деформированное состояние при гибке – плоское, т.е., возникающие по одной из осей напряжения ничем уравновешиваться не будут.
Разновидности гибки. Используем трубогиб
Вариантов немного – либо согнуть профильную трубу без трубогиба, либо применить станок собственного или заводского производства.
Общий вид ручного трубогиба приведён на рисунке. Напомним, что выпускаются также соответствующие устройства с электрическим, гидравлическим приводом, и даже с числовым программным управлением.

Как правильно согнуть профильную трубу на трубогибе, всегда указывается в инструкции производителя. Фокус в другом: подобная техника окупает себя только при очень частом применении. Поэтому, обратимся к более реальным задачам.
Некоторые вопросы технологии
Итак, мы гнём профильную трубу вручную. Чтобы деформация не завершилась получением бракованной детали, необходимо запомнить следующее:
- Нельзя гнаться за скоростью гибки, потому что явления пластической инерционности деформируемого металла никто не отменял.
- Процесс деформирования следует выполнять с максимальным прижимом поверхности.
- Перед гнутьём следует соотнести пластические возможности материала с теми параметрами, которые желаете получить.
Ответим на эти вопросы.
Для стальных заготовок существуют ограничения по скорости углового гиба, которые колеблются в пределах 17…45 град/с (или 3…3,5 мм/с). Меньшее число отвечает условиям холодного, а большее – горячего деформирования. О том, как загнуть трубу, подогретую до нужной температуры, читайте далее.
Главное – соблюсти равномерность прижима и обеспечить полное касание зажимными губками тисков поверхности заготовки. Для этого губки обязательно должны воспроизводить наружный профиль поверхности проката (пример такого шаблона показан на предыдущем рисунке). Где согнуть профилированную трубу таким образом, решите сами. Может, стоит скооперироваться с другом или соседом, который имеет такие «продвинутые» тиски.
Технологические ограничения по гибке:
- Должно выполняться условие R < 20s (R – радиус гибки, s – толщина стенки);
- Определяем критерий тонкостенности k = s/D. При R > D(20k+0,5) гибку можно выполнять в холодном состоянии;
- После холодной гибки трубчатая заготовка распружинивается. Поэтому фактический угол гиба должен на 1,5…2,0 % быть больше требуемого.
Видео описание
Наглядно процесс ручной гибки показан в этом видеоролике:
Вернёмся к вариантам согнуть трубу без трубогиба, которые реализуются в домашних условиях.
Гибка по шаблону
Рассмотрим как загнуть профильную трубу, например, для теплицы без трубогиба, с использованием шаблона.
Обычно шаблон изготавливается из ДВП, МДФ или древесины. Он должен воспроизводить профиль каркаса с учётом ожидаемого пружинения.

Прочно закрепив один торец заготовки, изгибаем её противоположный конец. Для снижения усилия можно использовать рычаг любого типа.
Ещё одним вариантом является изготовление вертикальных штырей, которые по высоте воспроизводят профиль тепличного навеса. Устанавливая их на прочном основании, можно сгибать заготовку. Один из торцов стоит прихватить сваркой, это повысит точность гиба. Загнуть трубу без трубогиба на шаблоне можно только при малом угле гиба – в этом ограничение способа. По шаблонам получают также дуги из профилированных труб.
Гибка с подогревом
Средне- и высокоуглеродистые стали обладают высокой механической прочностью и упругостью. Поэтому гибка в холодном состоянии предопределяет высокое значение пружинения и потерю размерной точности. Но загнуть трубу без трубогиба можно, нагрев её до температуры полугорячей деформации, когда структурных изменений в металле ещё не происходит.
Источником тепла проще выбрать паяльную лампу, располагая её так, как показано на рисунке.
Сильное тепло концентрируется на том участке заготовки, который вы хотите согнуть, и повышает пластичность, поэтому место гиба нужно разметить. Горячая гибка применяется для получения трубчатых деталей с более толстыми стенками. Вот инструкция, как согнуть профильную трубу для теплицы больших размеров:
- Закрепить один конец заготовки в тисках, чтобы она не двигалась.
- Убедиться, что по обе стороны от области, которая подлежит деформированию, достаточно места, чтобы вы могли хорошо удерживать объект при сгибании.
- С помощью паяльной лампы постоянно нагревайте зону гиба Причём именно всю поверхность, а не только одну её сторону.
Когда прокат раскалится, осторожно начинайте его гнуть. Это можно сделать и руками, но тогда следует воспользоваться толстыми перчатками. Снизить усилие поможет рычаг; если его нет, сгодится и гаечный ключ, либо кусок другой трубы большего диаметра.
Иногда проще, когда один человек нагревает, а другой гнёт. Загнуть трубу без трубогиба при нагреве точнее (снимается эффект пружинения).
После работ дайте материалу остыть и только потом счищайте окалину.

Гибка с противодавлением
Неизбежные искажения при свободной гибке связаны с тем, что при изгибе пустотелой заготовки (форма сечения неважна), противоположная поверхность всегда нагружается напряжениями растяжения, которые ничем не уравновешены. В результате происходит деформация сечения.
Самый простой способ, как согнуть трубу без искажений – создать противодавление, для чего в предварительно заглушенную с одного конца заготовку засыпают песок или заливают мыльную воду (зимой вода замёрзнет, и превратится в отличное средство для уравновешивания нагрузки).
Последний вариант имеет дополнительное преимущество, ведь песок потребуется уплотнить. После этого согнуть профильную трубу без трубогиба, хотя и тяжелее, но вполне осуществимо.
Прямой гиб
Иногда задача – как согнуть профильную трубу без трубогиба, усложняется, если дополнительно приходится решать, как загнуть профильную трубу на 90 градусов. В таких случаях, в первую очередь надо спросить себя, действительно ли надо гнуть заготовку, ведь зачастую с помощью шлифовальной машинки, рулетки керна и сварочного аппарата можно добиться необходимого результата.
Видео описание
Наглядно о том, как согнуть профильную трубу под 90 градусов, шлифмашинкой и сваркой, показано в этом видео:
Конечный результат приведён на рисунке.
Преимущество способа – отсутствие гофров, неизбежных, если выбирая как согнуть профтрубу под прямым углом, остановиться на классическом методе.
Недостаток – сварка всё-таки не гарантирует исходную прочность сечения в местах выполнения разрезов.

Коротко о главном
Существует ряд способов, как загнуть профильную трубу без трубогиба и с использованием спецоборудования. Это актуально не только для домашних мастеров, но и, например, для дачников, которым приходится выбирать, как согнуть профильную трубу для теплицы.
Оптимальным вариантом является изготовление трубогиба, но останавливаться на нём есть смысл только в том случае, если устройство будет использоваться постоянно.
В остальных случаях, в зависимости от наличия нужных инструментов, можно выбирать между холодной и горячей гибкой.
При холодной гибке надо учитывать свойства изгибаемого материала, плюс, помнить про соблюдение правила R < 20s (R – радиус гибки, s – толщина стенки). Но даже при выполнении всех предосторожностей, есть вероятность появления гофр.
При наличии газовой горелки, предпочтительна горячая гибка. При её использовании рекомендуется засыпать внутрь трубы песок, чтобы гиб был равномерным.
При необходимости изогнуть прямоугольный профиль, зачастую проще болгаркой сделать во внутренней стороне трубы вырезы, согнуть её и потом сварить обрезанные края.
Самодельный профилегиб за 2000 рублей: детали, конструктив, размеры и необходимые инструменты
Профилегиб нужен многим домашним мастерам. Согнуть металлические трубы для теплицы, сделать арки для навеса для автомобиля, изготовить крышу для качелей — инструменту везде найдётся применение. Вот только цена на покупной качественный профилегиб заводского изготовления «кусается». Как быть? Сделать «машинку» для гибки труб с ручным приводом из недорогих материалов по образцу от Pin008.
- Стоимость самодельного профилегиба, необходимые детали и инструмент
- Этапы изготовления профилегиба своими руками
- Полезные советы по изготовлению самоделки
Профилегиб без токарных работ: цена, детали, инструменты
Задумав сделать профилегиб своими руками, мастер задаёт себе вопросы:
- Потребуется ли токарка?
- Во сколько обойдётся самоделка?
- Не дешевле ли купить профилегиб в магазине?
Чтобы ответить на них, сразу покажем, что получилось у участника портала Pin008.
 Профилегиб сделан без использования токарного станка и легко гнёт профильные квадратные трубы сечением 2х2 см.
Профилегиб сделан без использования токарного станка и легко гнёт профильные квадратные трубы сечением 2х2 см.
А это пример работ, выполненных профилегибом.


А это видео, где показана работа этого самодельного трубогиба для профильной трубы.
Если вас заинтересовал самодельный станок для гибки труб Pin008, то для его изготовления вам понадобятся:
- подшипниковый узел UCP 204 – 4 шт.;
- швеллер прямой 8 (высота основания полки 8 см, ширина полки 4 см) – 2 м;
- ромбический домкрат от легкового автомобиля;
- подшипник 156704 – 3 шт.;
- резьбовая шпилька М20;
- гайки М20;
- шайбы под шпильку М20;
- звездочки от велосипеда – 2 шт.;
- велосипедная цепь.
- болгарка;
- мощная дрель;
- сварочный инвертор.
Далее мы расскажем, как из этих деталей собрать самодельный профилегиб.
Изготовление станка для гибки профильных труб из металла
Работу по строительству самоделки пользователь разбил на ряд последовательных шагов:
- Прикинул размеры профилегиба.


- От автомобильного домкрата взял винтовую часть для изготовления нажимного винта.



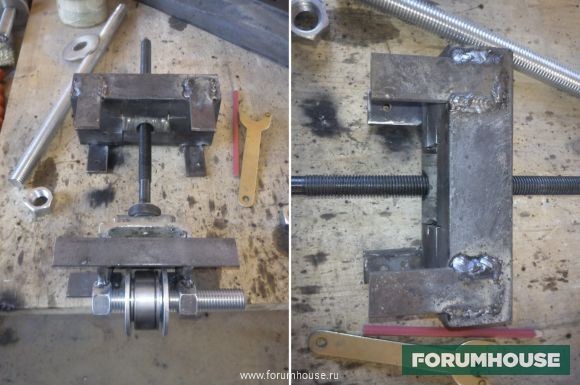
- Примерил детали.

- Собрал корпус гибочного станка из швеллера.



- Изготовил ролики. Ось Pin008 сделал из резьбовой шпильки М20. Для этого он разрезал её болгаркой на куски необходимой длины.





- Этапы изготовления нажимного ролика.




- Сборка станины профилегиба. Верхняя планка съёмная, для удобства установки нажимного ролика.


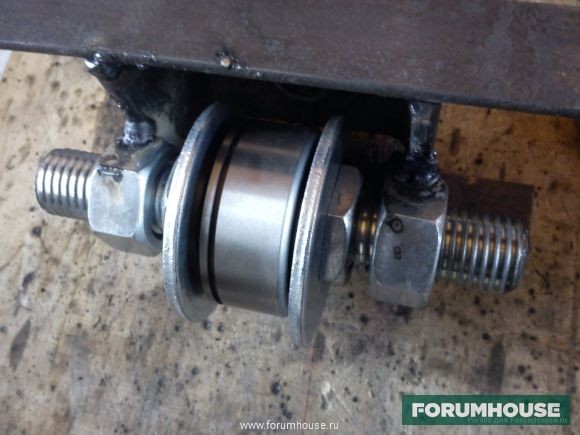
На фото ниже наглядно показано как сделать нажимной ролик для профилегиба.

Далее Pin008 изготовил контргайки. Делал он это так:
- Накрутил гайку на шпильку и законтрил её второй гайкой.
- Заготовку зажал струбциной, и распилил гайку болгаркой с тонким отрезным диском.



Конструкция в сборе.


Звездочки для цепного привода Pin008 прихватил к гайкам сваркой.



Далее Pin008 собрал профилегиб. Покрасил его и использовал по назначению.




Т.к. чертежей самоделки Pin008 не сделал, то, для уточнения размеров станка, он приложил к профилегибу рулетку.

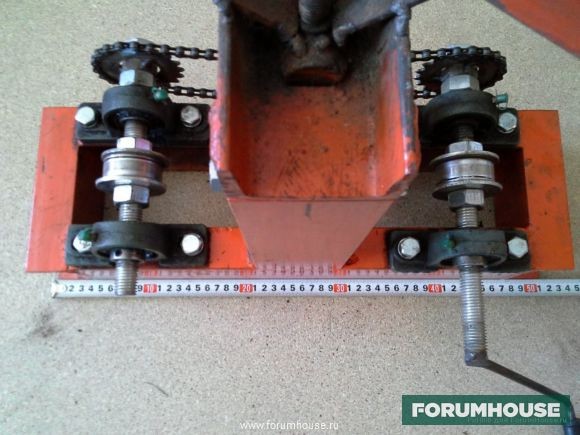



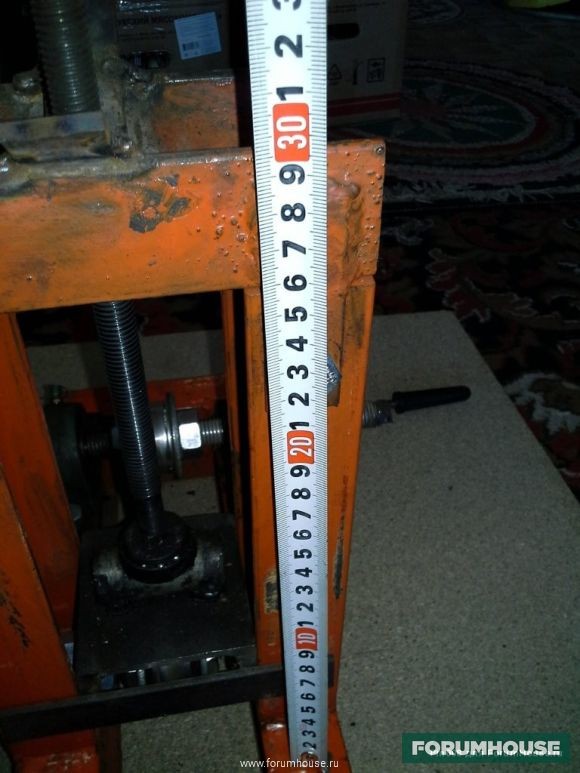

Думаю, брать швеллер меньших размеров не стоит. Масса станины снизится и станок будет стоять неустойчиво. Делать расстояние между осями роликов меньше 300 мм тоже не следует. Иначе увеличится нагрузка на ролики, подшипники и у них лопнут обоймы. Отмечу, что ход прижимного винта настолько лёгкий, что он крутится одним пальцем.

При изготовлении самодельного профилегиба запомните, что, чем меньше осевое расстояние между роликами, тем меньший радиус заготовки гнётся на станке. Но увеличится нагрузка на ролики, а значит и подшипники. Радиус сгиба регулируется величиной опускания прижимного ролика, а она ограничена высотой центральной части станины и длиной резьбовой части нажимного винта.
Советы по изготовлению профилегиба, и как уменьшить затраты на его строительство
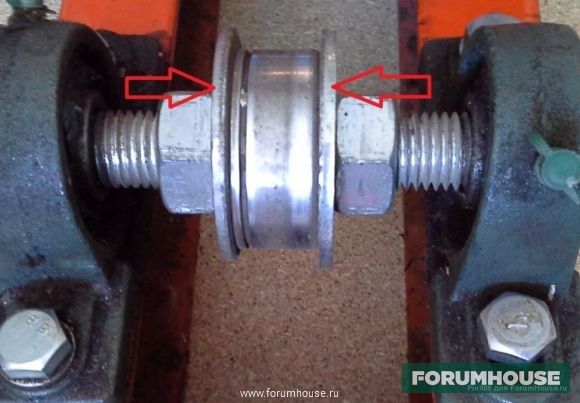
Эксплуатация профилегиба показала, что самоделка удалась и оптимально подходит для гнутья труб 20х20 мм. Для труб большего размера придётся вносить в конструкцию изменения — увеличивать ширину рабочей части роликов и усиливать станину. Ещё один момент — у пользователей, заинтересовавшихся самоделкой, возникло сомнение в прочности и долговечности вала, сделанного из резьбовой шпильки. Но 5 лет эксплуатации инструмента доказали, что идея работает. По словам Pin008, за всё время эксплуатации самоделки, ничего не сломалось. Единственное, что бы он сделал — отказался от двух больших шайб на нажимном ролике. Они просто не нужны.
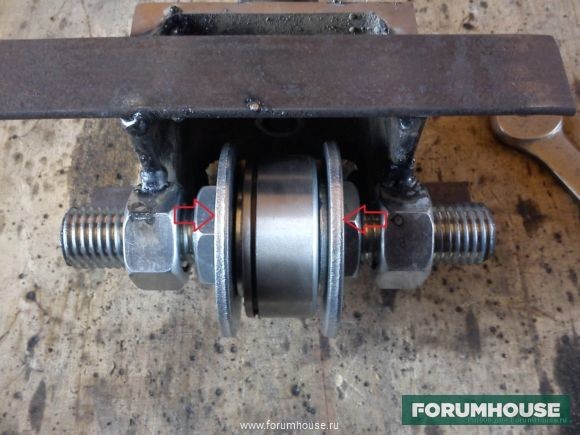 «Лишние» шайбы показаны стрелочками.
«Лишние» шайбы показаны стрелочками.
А нажимной подшипник он взял бы большей ширины.

Важный нюанс! Нижние ролики не крутятся относительно шпильки, т.к. «намертво» зажаты с двух сторон гайками. Но сами валы крутятся во внешних обоймах — в подшипниках, находящихся в опорах станины.
Это подсказало Pin008, как удешевить конструкцию.
Для нижних роликов не покупайте новые подшипники, а поищите на автосервисах «убитые». Они всё равно не крутятся на валах. Цепь и звездочки поспрашивайте у знакомых, вдруг завалялись «ненужные и лишние» от старья. Шпильку и швеллер купите на пунктах приёма металла.
А вот val-lel, по собственному опыту, советует поискать в автосервисах выкинутые цепи привода ГРМ и звездочки распредвала от двигателя ВАЗа. Всего нужно две одинаковых звездочки и одна цепь. Даже если на звездочках есть следы износа, а цепи вытянуты, для самодельного станка, это — не имеет значения.
Присоединиться к обсуждения самодельного станка можно в теме Арочный профилегиб без токарки.





