Сварочные электроды: виды и характеристики
Сварочные электроды следует делить по назначению, составу обмазки (её типу), методам использования (род применяемого сварочного тока). Принципы сварки стержнями, покрытыми обмазкой, основаны на их плавлении с использованием электрического тока. При этом материал покрытия одновременно превращается в смесь газов и защитный шлак, которые защищают зону сварки. Состав металла стержня зависит от состава свариваемых деталей: это может быть сталь, чугун, смесь меди или алюминия с другими (вспомогательными) элементами.
Классификация по назначению
Электроды предназначены для сварки:
- Сталей: низкоуглеродистых, высокоуглеродистых, легированных — в том числе, нержавеющих и жаропрочных (аустенитных).
- Чугунов — сплавов с повышенным содержанием углерода — 2,14% или более.
- Алюминия и сплавов.
- Меди, латуни и бронзы.
- Для сварки сталей разных марок
- Для работы с чугунными сплавами
- Для сварки алюминия
- Для работы с медью и её сплавами
Чтобы обеспечить качественное соединение, нужно стараться, чтобы материал электрода по составу максимально соответствовал сплаву свариваемых деталей.
Пример маркировки
Производитель при определении буквенно-численной комбинации включает в неё данные:
- О составе металла.
- Особенности обмазки.
- Данные о диаметре электрода.
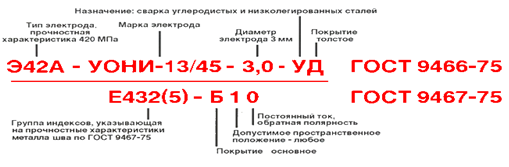
Пример: электроды марки Уони. На пачке видно надпись: Э42А-УОНИ-13/45-3,0-УД)/(Е432(5)-Б10.
Для расшифровки слева направо проще всего указать информацию в столбик:
- Э42А — электрод для ручной дуговой сварки. Получаемая в результате прочность шва — 420 МПа. (А) — пластичность повышена:
- УОНИ 13 — наименование марки. Первые буквы расшифровываются так: универсальная обмазка Научного-Исследовательского Института №13;
- 45 — предел прочности наплавки — 450 МПа;
- 3,0 — диаметр стержня без учёта слоя обмазки;
- У — говорит о том, что предназначены для сваривания углеродистых сталей, низколегированных конструкций;
- Д — тип покрытия: толстое;
- Е432 (5) — индекс говорит о характеристике шва, который должен получиться в идеале;
- 43 — минимальная прочность на разрыв: не меньше 430 МПа;
- 2 — относительное удлинение — от 24%;
- 5 — сварка возможна при температуре (минимум) до -40˚С; при этом обеспечивается значение ударной вязкости металла шва 34 Дж/кв. см;
- Б — покрытие по составу: основное;
- 1 — пространственное положение шва: любое.
- — сварка допускается лишь дугой с постоянными характеристиками (DC) и прямой полярностью.
Популярные марки
По ряду причин некоторые электроды стали популярны среди профессионалов и любителей.
Причины:
- Особое качество материалов.
- Малая стоимость за килограмм.
- Доступность в большинстве регионов.
Уони-13/55
Электроды производятся рядом заводов России и стран СНГ. Предназначены для работы с малоуглеродистыми, низколегированными сталями, некоторыми марками чугуна.
В результате должен получиться шов с характеристиками:
- Предел прочности при растяжении — до 530 МПа.
- Относительное удлинение — до 24%.
- Предел текучести — 420 МПа.
Рекомендуемый ток для сварки:
| Диаметр, мм | 2 | 3 | 4 | 5 |
| Величина тока, А | 35-55 | 90-130 | 130-190 | 190-210 |
Универсальные рутиловые электроды отличаются тем, что хорошо переносят металл даже на ржавые, сырые и грязные поверхности. Часто используются для работы с трубопроводами, ответственными строительными конструкциями.
Регламентирующий стандарт — ГОСТ-9466. Особенности готового шва:
- Очень вязок.
- Устойчив к образованию трещин.
- Толстый слой шлака надёжно прикрывает зону сварки.
Расчётные параметры швов после сварки:
- Предел прочности при растяжении — до 480 МПа.
- Относительное удлинение — до 25%.
- Предел текучести — 410 МПа.
Рекомендуемый ток для сварки разными диаметрами:
| Диаметр, мм | 2 | 2,5 | 3 | 4 | 5 |
| Величина тока, А | 30-70 | 50-90 | 70-130 | 140-200 | 160-260 |
Lb-52U
Универсальные электроды японского производства компании Kobelco. Отличаются тем, что прошли международную сертификацию и аттестацию НАКС. Соответствуют ГОСТ 9467-75.
Потребительские особенности:
- Шлак надёжно защищает зону сварки, легко отбивается.
- Дуга хорошо горит даже при перепадах напряжения в сети.
- Вероятность образования трещин внутри швов — минимальна.
- Во время сварки наблюдается минимальное разбрызгивание металла.
Шов получается вязким и пластичным.
Характеристики:
- Предел прочности при растяжении — 530-546 МПа.
- Относительное удлинение — до 31-35%.
- Предел текучести — 441-455 МПа.
Рекомендуемый сварочный ток:
| Диаметр, мм | 2,6 | 3,2 | 4 |
| Величина тока, А | 60-90 | 90-130 | 130-180 |
Допускается работа на постоянном и переменном токе всеми способами, кроме сварки в вертикальном положении сверху вниз.
Универсальные электроды с рутиловым покрытием для работы от источников переменного или постоянного тока. ГОСТы: 9466-75, 9467-75.
Можно сваривать между собой стали, при условии, что содержание углерода в них — не более 0,25%. Также допускается производить наплавки. Положения для сварки — любые, кроме сверху вниз.
Характеристики полученных швов:
- Предел прочности при растяжении — до 430 МПа.
- Относительное удлинение — до 20%.
- Предел текучести — 390 МПа.
Рекомендуемый ток:
| Диаметр, мм | 3 | 4 | 5 |
| Величина тока, А | 80-150 | 120-180 | 150-230 |
Электроды упаковываются либо в небольшие тубусы весом до 1,5 кг, либо в пачки 5 кг.
ESAB ОК 94.25
Электроды годятся для работы с рядом материалов:
- Пережжённый чугун.
- Оловянная бронза.
- Латунь.
- Медь.
Допускается использовать для наплавки на стальные поверхности с целью получения коррозионностойких слоёв.
Характеристики полученных швов:
- Предел прочности при растяжении — до 330-390 МПа.
- Относительное удлинение — до 25%.
- Предел текучести — 235 МПа.
Рекомендуемый ток:
| Диаметр, мм | 2,5 | 3,2 | 4 |
| Величина тока, А | 60-90 | 90-125 | 125-170 |
ESAB ОК AlMn1 (ОК 96.20)
Электроды для сварки алюминиевых сплавов без применения инертных газов. Состав стержня особый: Mn (марганец) — 1,00%, Si (кремний) — до 0,5%, Fe (железо) — до 0,7%, Al (алюминиевая основа) — всё остальное.
Сведения о качества получаемого соединения: при соблюдении технологии можно получить шов, не уступающий по прочности основному металлу.
Рекомендуемые параметры тока:
| Диаметр, мм | 2,5 | 3,2 | 4 |
| Величина тока, А | 50-90 | 70-110 | 90-130 |
Распространённый диаметр электрода — 2,4 мм. Длина — 350 мм. Упакованы в герметичные пачки по 1-2 кг. Часто продаются поштучно.
ESAB ОК 61.30
Электроды для работы с нержавеющими сталями, включая те, которые работают под температурными нагрузками.
Особенности материалов:
- Дуга легко зажигается. Малое количество брызг при работе.
- Варить можно в любом положении. Исключение: сверху вниз.
- Шлаковая корка легко отделяется.
Использовать электроды можно и на переменном токе, и на постоянном.
Характеристики шва:
- Предел прочности при растяжении — до 560 МПа.
- Относительное удлинение — до 43%.
- Предел текучести — 430 МПа.
Рекомендуется выставлять сварочный ток:
| Диаметр, мм | 1,6 | 2 | 2,5 | 3,2 | 4 | 5 |
| Величина тока, А | 35-50 | 45-65 | 60-90 | 80-120 | 120-170 | 150-240 |
Предварительная прокалка не нужна.
Аналоги ESAB ОК 61.30: KISWEL KST-308L (KISWEL, Южная Корея), AG E308L-16 (SUPERON, Индия), ОЗЛ-8 (Россия).
Правила хранения
Основная проблема, с которой сталкиваются при хранении — высокая влажность воздуха. Обмазка электродов быстро впитывает в себя влагу, в результате работать таким присадочным материалом становится невозможно. Единственный способ исправить положение — прокалить сварочные электроды.
Для этого существуют специальные печи или портативные пеналы с нагревательными элементами. В домашних условиях упаковки рекомендуется хранить в открытом виде (без полиэтилена) при температуре 20-22 градуса, относительной влажности 40-50%.
Для правильного выбора сварочных электродов нужно хорошо понимать, с каким сплавом нужно работать.
Также следует тщательно подготовить саму присадку и свариваемые поверхности к операции:
- Убрать грязь, ржавчину.
- Прокалить электроды.
- Настроить правильно сварочный ток.
При соблюдении технологии, можно рассчитывать на получение швов с заданными производителем электродов характеристиками.
Читайте также другие полезные статьи:
Видео-советы: какие электроды лучше выбрать для сварки
Типы и марки сварочных электродов
Сварка металлов при помощи вольтовой дуги появилась в XIX веке и стала технологией, позволившей изготавливать объекты огромных размеров — от океанских кораблей до небоскребов. Сварные соединения и сегодня остаются наиболее распространенным видом создания неразъемных соединений.
Однако сварочные работы требуют специальных инструментов — прежде всего электродов, которые должны обеспечить надежное скрепление металлов «намертво». Поскольку в промышленности используется большое количество сортов стали и сплавов цветных металлов, для проведения сварочных работ требуется большое количество разных сортов электродов, приспособленных для разных материалов и видов сварки.
Сварочные работы делятся на несколько основных видов:
— электроды для сварки конструкционных сталей;
— электроды для сварки легированной стали;
— электроды для сварки высоколегированных видов стали с особенными свойствами;
— электроды для сварки чугуна;
— электроды для наплавки металла;
— электроды для сварки цветных металлов;
В общем, вариантов сварки много, и подборка необходимых для сварочных работ электродов – это ответственное дело, к которому нужно относиться внимательно. Итак.
Что требуется от электрода?
При сварке от всякого электрода прежде всего требуется:
-устойчивое горение вольтовой дуги,
-равномерное плавление металла и стабильный перенос его в сварочную ванну;
-защита свариваемых металлов от воздействия воздуха;
-получение прочного шва с нужным химическим составом и механическими свойствами;
-минимальные потери металла при сварке на угар и брызги; -чтобы шлак легко удалялся с поверхности шва;
-минимальную токсичность газов, выделяющихся при сварке.
Данные требования обеспечиваются благодаря подбору компонентов покрытия электрода.
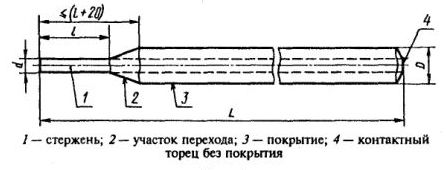
Конструкция электродов
Самыми распространенными являются плавящиеся электроды для дуговой сварки. Такой электрод — это стержень из сварочной проволоки с нанесенным на его поверхность специальным покрытием. Его работа проста — проволока под воздействием высокой температуры плавится в вольтовой дуге и образует «тело» сварочного шва. а зачем нужно покрытие электрода?
Прежде всего для того, чтобы обеспечить газовую защиту зоны сварки от окружающего воздуха. При нагревании покрытие электрода разлагается с выделением газов, которые вытесняют воздух.
Кроме того, при сварке покрытие электрода выделяет химические вещества, которые вступают в химические реакции с расплавленным металлом шва, придавая ему особые качества или образуют на поверхности шва шлаковую корку.
Из чего состоит покрытие электрода?
Поэтому, по назначению в покрытии электрода можно выделить:
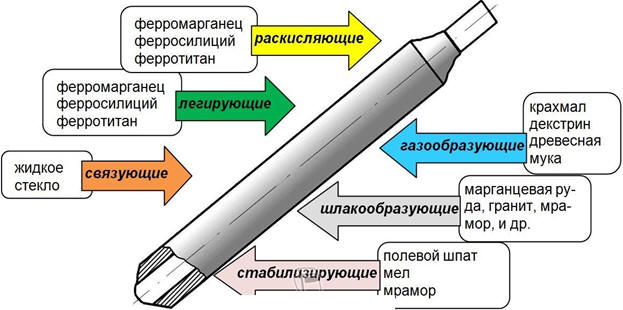
Газообразующие компоненты, которые при нагревании они разлагаются на газы вытесняющие воздух. К ним относятся некоторые минералы (мрамор, магнезит) или органические вещества (мука, крахмал, декстрин).
-Шлакообразующие компоненты, которые обеспечивают защиту кристаллизующегося металла от воздейцствия кислорода из воздуха. При высокой температуре они формируют шлак, всплывающий на поверхности шва. К ним относятся окислы кремния, титана, алюминия, кальция, марганца и др. Они содержатся в мраморе, граните, гематите, кварцевом песке, рудах, ильменитовом и рутиловом концентрате.
-Раскисляющие компоненты, которые могут восстановить до полноценного металла часть окислов. К раскислителям относят железосодержащие соединения – ферромарганцы, ферротитаны и ферросилиции.
-Стабилизирующие компоненты, которые облегчают горение вольтовой дуги. Они содержатся в мраморе, меле, полевом шпате, кальцинированной соде, поташе.
-Легирующие компоненты, которые придают шву дополнительную прочность и устойчивость к коррозии. В покрытии электрода присутствуют в виде сплавов – феррохрома, ферротитана, феррованадия.
Все эти элементы измельчаются в порошок и связываются в однородную массу при помощи натриевого или калиевого жидкого стекла.
Некоторые материалы покрытия выполняют несколько функций. Например, мрамор является газообразующим, шлакообразующим и стабилизирующим минералом.
Поэтому виды электродов для сварки различают по толщине покрытия:
Отношение диаметра с покрытием (D)
к диаметру электрода
без покрытия (d)
Буквенное обозначение по ГОСТ 9466-75
Международное обозначение
Тонкое покрытие
Среднее покрытие
Толстое покрытие
Особо толстое покрытие
Маркировка покрытия сварочных электродов
В одних покрытиях электродов могут преобладать газообразующие элементы, в других – шлакообразующие. При этом для газообразования могут использоваться минералы или углеводородные органические соединения. Различные добавки могут выполнять очистку шовного металла шва от посторонних ключений — фосфора и серы.
В зависимости от этого покрытия электродов делятся на
Создаются на основе фтористых соединений (плавиковый шпат), и карбонатов кальция и магния (мрамор, магнезит и доломит). Газовая защита осуществляется за счет углекислого газа, который выделяется при их разложении. С помощью кальция металл шва очищается от серы и фосфора.
Электроды с подобным видом покрытия используются для сварки легированных сталей и работы на ответственных конструкциях, подверженных большим нагрузкам и отрицательным температурам до -70°C.
Создаются на основе естественных руд. В качестве шлакообразующих компонентов используются оксиды, газообразующих – органические составляющие. При плавлении покрытия в расплавленном металле и в зоне горения дуги выделяется большое количество кислорода. Поэтому в покрытие добавляют много раскислителей – марганца и кремния.
Подобное покрытие обладает определенными токсичными характеристиками.
Область применения электродов с кислым покрытием – сварка неответственных конструкций из низкоуглеродистых сталей.
Целлюлозные
В состав таких покрытий входят ферросплавы, органическая смола, целлюлоза, и др. вещества, обеспечивающих газовую защиту. На сварном шве образуют тонкий слой шлака.
Металл шва по химическому составу соответствует полуспокойной или спокойной стали.
Электроды для сварки этого вида отличаются удобством в использовании, однако шов характеризуется невысокой пластичностью.
Они создается на базе рутилового концентрата, а также алюмосиликатов (полевой шпат, слюда, каолин) и карбонатов (мрамор, магнезит). Газовую защиту обеспечивают карбонаты, а шлаковую — алюмосиликаты. В качестве легирующего компонента и раскислителя используется ферромарганец, в некоторые покрытия вводится железный порошок (обозначаются по ГОСТ 9466-75 буквами «РЖ»). С помощью кальция, присутствующего в карбонате, из шовного металла удаляются сера и фосфор.
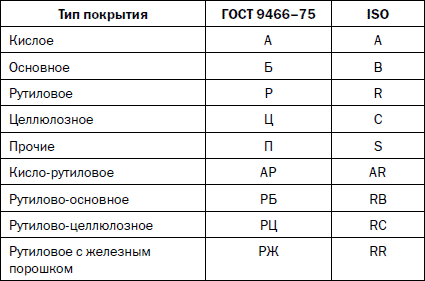
Используются при сварке и смешанные покрытия: кислорутиловое (обозначается буквами «АР»), рутилово-основное («РБ»), рутилово-целлюлозное («РЦ»), рутиловое с желдезным порошком («РЖ») и прочие («П»).
Маркировка стержней электродов
Тем не менее покрытие электрода — это именно покрытие. Оно может защитить или укрепить поверхность сварного шва, но главные его свойства будут определяться все-таки тем самым металлом, из которого этот шов сделан — то есть из стержня электрода.
Для конструкционных сталей главные свойства швов — это прежде всего их механические механические свойства (то есть сопротивление разрыву, ударная вязкость, относительное удлинение и т.д.).
Эти качества регламентируются в маркировках, определенных в ГОСТ 9467-75 и ГОСТ 10052-75. В них обозначение типа электрода содержит букву «Э», после которой ставится показатель временного сопротивления шва на разрыв.
Например, маркировка «Э46А» означает, что металл, наплавленный этими электродами, имеет прочность 46 кг/кв.мм (460 МПа) и улучшенные (об этом говорит литера «А») пластические свойства. Для сварки легированных конструкционных сталей повышенной и высокой прочности тип электрода может быть Э70, Э85, Э100, Э125, Э150.
В то же время, для легированных сталей важен и химический состав металла. Содержание этих элементов в стержне электрода будет по ГОСТу обозначаться так:
«Э 09 Х2 М» — значит в шовном металле будет 0,09% углерода, 2% хрома, 1% молибдена
«Э 10 Х25 Н13 Г2 Б» — это значит, что в металле шва будет содержится примерно 0,1% углерода, 25% хрома, 13% никеля, 2% марганца, 1% ниобия.
Также стержни электродов маркируются в зависимости от того, для сварки какого материала они должны использоваться, обозначаются буквами:
У — сварка углеродистой и низколегированной стали
Т — сварка легированных теплоустойчивых сталей
Л— сварка легированных конструкционных сталей
В— сварка высоколегированной стали
Н — наплавка поверхностных слоев
Типы и марки электродов — как в них разобраться?
Общих правил для маркировки электродов в целом не существует. Поэтому марка электрода (например — АНО-3 , ОЗС-6 , УОНИ 13/45 и т.д.) сопровождается целым рядом числовых и буквенных индексов, которые должны определить их качества и назначение.
Эти индексы будут определять не только марку и тип электрода, но и целый ряд других показателей, включая толщину центрального стержня, сварочный ток и ориентацию электрода при сварке.
Последняя может определяться цифрами от 1 до 4, которые означают:
1– допустимы все возможные положения;
2– допустимы все положения, кроме вертикального сверху вниз;
3– допустимо нижнее, горизонтальное и вертикальное сверху вниз;
4– только нижнее положение;
В итоге, полная маркировка электрода марки УОНИ 13/45 будет выглядеть так:
Также это очень важно помнить еще и потому что если Вы сварите изделие не подходящим видом электродов, то Вам никто не даст гарантию, что оно доживет до завтра. Правильно относиться к выбору электродов Вам помогут и прайс-листы наших заводов-изготовителей.
Видео по теме:
Маркировка электродов: всё, что вам нужно знать
В этой статье подробно разберем маркировку на пачке расходных материалов, чтобы правильного подобрать необходимые электроды для сварочных работ.

Где найти маркировку

Маркировка необходима для обозначения свойств и характеристик металлического стержня и его покрытия, влияющих на процесс горения дуги и формирования сварочного соединения. Сами электроды выпускаются по ГОСТ 9466-75 и ГОСТ 9467-75 и обязательно маркируются, чтобы пользователь мог взглянуть на обозначение и понять, как лучше использовать сварочные материалы.
В обязательном порядке маркировка наносится на упаковку. Надпись вынесена на белое или синее поле, свободное от декоративного оформления пачки. На плавящемся покрытии, ближе к концу электрода, вставляемого в держатель, тоже наносится маркировка. Некоторые производители дополнительно указывают данные на боковой стороне пачки, но это не является требованием.
Типы электродов
Маркировка состоит из группы букв и цифр, за которыми стоят определенные характеристики. Для наглядности пояснения возьмем за пример распространенные электроды с такой маркировкой:
Первые индексы Э42А указывают на тип расходного элемента. Их несколько и они поясняют сварщику, какой металл лучше сваривается определенными электродами.
| Наплавка поверхностного слоя металла | Э-10, Э-10Г3, Э-12Г4, Э-15Г5, Э-16Г2ХМ, Э-30Г2ХМ — всего существует 38 типов этой группы |
| Сварка конструкционной углеродистой и низколегированной стали | Э38, Э42, Э46, Э50, Э55, Э60 |
| Сварка углеродистых и низколегированных сталей с повышенными требованиями по ударной вязкости и пластичности шва | Э42А, Э46А, Э50А |
| Сварка легированных конструкционных сталей | Э70, Э85, Э100, Э125, Э150 |
| Сварка высоколегированных конструкционных сталей | Э-12Х13, Э-06Х13Н, Э-10Х17Т, Э-12Х11НМФ, Э-12Х11НВМФ |
| Сварка теплоустойчивой стали | Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1МНБФ, Э-10Х3М1БФ, Э10Х5МФ |
В нашем примере указан тип Э42А, где:
- Э — электроды для РДС.
- Цифра 42 — предел прочности, измеряемый в кг на мм?.
- А — металл шва будет обладать повышенной пластичностью и ударной вязкостью.
Благодаря знанию этой части маркировки вы сможете легко подобрать электроды по прочности шва — чем выше цифра, тем прочнее соединение. Например, в нашем случае 42 означает, что сваренный шов выдержит нагрузку в 42 кг на 1 квадратный миллиметр. Когда требуется устойчивость к резким нагрузкам, выбирайте расходники с приставкой «А» в типе.
Марки электродов
Э42А- УОНИ-13/45 -3.0-УД
————————————
Е432(5)-Б 1 0
Марка определяется ГОСТом или патентуется отдельно производителем, если ее обозначение отличается от общепринятых стандартов. Указывает на предназначение расходных элементов. Среди стандартных марок по ГОСТу существуют следующие:
- АНО-4, -6, -17, -21, -24, -36, -37, -27, УОНИ 13/45, 13/55, МР-3, ЦУ-5, ТМУ-21У, ВН-48 — для сварки низколегированных и углеродистых сталей. -6, -8, -17У, -9А, -25Б, ЗИО-8, АНЖР-3У, НЖ-13, НИИ-48Г — для сварки высоколегированной стали. , МНЧ-2 — для сварки чугуна. , -620, ЦН-6Л, -12М, ЭН-60М, ОЗН-400 — для наплавки поверхностного слоя.
- ЦМ-7С, ОК-46, АНО-1, ОЗС-3, ОЗС-12 — для подводной сварки.
Некоторые производители создали собственные марки электродов для всех этих процессов и запатентовали обозначения. Самой распространенной является ОК от ESAB.
Диаметр электродов
Э42А-УОНИ-13/45- 3.0 -УД
————————————
Е432(5)-Б 1 0
Следующим в маркировке прописывается диаметр металлического стержня. Значение указывается в миллиметрах с десятыми долями, через запятую. Сечение электрода подбирается исходя из толщины свариваемых заготовок и сварочного тока. Слишком тонкие электроды будут быстро сгорать и разбрызгивать присадочный металл, а слишком толстые создадут дополнительное сопротивление и сделают сварку некачественной из-за малой глубины проплавления.
Назначение электродов
Э42А-УОНИ-13/45-3.0- У Д
————————————
Е432(5)-Б 1 0
Это еще один элемент, указывающий на пригодность для сварки определенных металлов и сплавов, как и в случае типа электродов:
- В — сварка высоколегированных сталей.
- Т — сварка теплоустойчивых сплавов.
- Л — сварка конструкционных сталей, в которых присутствуют легирующие элементы.
- Н — используются только для наплавки.
- У — сварка низколегированных и углеродистых сталей.
Коэффициент толщины покрытия
Э42А-УОНИ-13/45-3.0-У Д
————————————
Е432(5)-Б 1 0
Обмазка необходима для защиты жидкого металла сварочной ванны от взаимодействия с внешней средой. Покрытие плавится по мере горения дуги и плавления стержня. Чем толще обмазка, тем больше выделяется защитного газа. Уровень толщины покрытия прописывается в маркировке электрода буквой:
- М — тонкое.
- С — среднее.
- Г — очень толстое (максимальное из возможных).
- Д — толстое.
Группа индексов
Иногда в маркировке присутствует дополнительное обозначение, прописываемое под горизонтальной чертой.
Э42А-УОНИ-13/45-3.0-УД
————————————
Е 432(5) -Б 1 0
Цифра 4 указывает на устойчивость сварного шва к коррозии. Всего существует пять ступеней (0/2/3/4/5) — чем выше число, тем лучше. В нашем примере цифра 4, что говорит о высокой защите шва от ржавчины при последующей эксплуатации.
Цифра 3 относится к максимальной температуре, при которой сохраняется жаропрочность соединения. Всего бывает 9 вариантов, где 1 — 500 градусов, а 9 — свыше 850 градусов. В нашем случае 3 — шов выдержит нагрев до 560-600? С без потери свойств.
Цифра 2 — предел рабочей температуры шва. Тоже имеет 9 уровней с показателем от 600 до 1100 градусов. В нашем примере 2 указывает на пределе в 650? С, после которого в металле начнутся изменения.
Значение взятое в скобки (5) — количестве ферритной фазы в шве. Индекс подразделяется на 8 уровней с процентным содержанием от 0.5-4.0% до 10-20%. При нашем показателе 5 содержание ферритной фазы колеблется от 2.0 до 8.0%.
Такая группа индексов указывает сразу не несколько характеристик. Обычно, она пишется на упаковках электродов, предназначенных для работы с низколегированными и легированными металлами.
Тип покрытия
Э42А-УОНИ-13/45-3.0-УД
————————————
Е 432(5)- Б 1 0
Буква Е в начале второй строки маркировки указывает на плавящийся электрод, покрытие которого сгорает от температуры электрической дуги. А вот тип обмазки сообщает буква Б. Существует четыре основных варианта, а также их смешивание между собой:
- А — так обозначается кислое покрытие. Электроды с такой маркировкой изготавливаются для работ во всех пространственных положениях на постоянном и переменном токе. Но сверху-вниз варят плохо. Не подходят для соединения металлов с высоким содержанием углерода и серы, содействуют разбрызгиванию капель, возможны трещины в шве.
- Б — это основное покрытие, рассчитанное на сварку постоянным током обратной полярности. Подходит для соединения толстых заготовок.
- Р — обозначение для рутиловой обмазки. Электродами можно работать на переменном или постоянном токе в любом пространственном положении, но вертикалы сверху-вниз даются плохо.
- Ц — целлюлозное покрытие. Расходники используются для монтажа металлоконструкций, отлично варят во всех положениях в пространстве на постоянном и переменном токе. Но присутствуют повышенных потери на разбрызгивание.
- РБ, АЦ — смешанные варианты обмазки. Оптимальны для сварки в нижнем и вертикальном положениях трубопроводов. Обеспечивают низкий расход.
Чтобы электрод соответствовал маркировке, в его обмазке должны присутствовать химические вещества в определенных пропорциях. Это могут быть: кварцевый песок, каолин, мрамор, марганцевая руда, титановый концентрат, мел и пр. Именно газ от расплавленного покрытия вступает в реакцию со сварочной ванной и придает шву определенные характеристики. Такой процесс происходит во время горения дуги и после ее затухания, пока формируется новая кристаллическая решетка.
Пространственное положение
Указывает, для каких положения в пространстве предназначены электроды. Игнорирование этой части маркировки приводит к плохому провару, прожогам, повышенному расходу металла на разбрызгивание и каплепадение. Всего существует четыре варианта индекса:





