Плазморез своими руками из сварочного трансформатора
Плазморез из инвертора своими руками: для чего нужен, из чего состоит, схемы и чертежи. Подробный алгоритм сборки агрегата в домашних условиях.
Схемы плазмореза на примере аппарата АПР-91
В качестве донора при рассмотрении принципиальной электрической схемы мы будем использовать аппарат плазменной резки АПР-91.
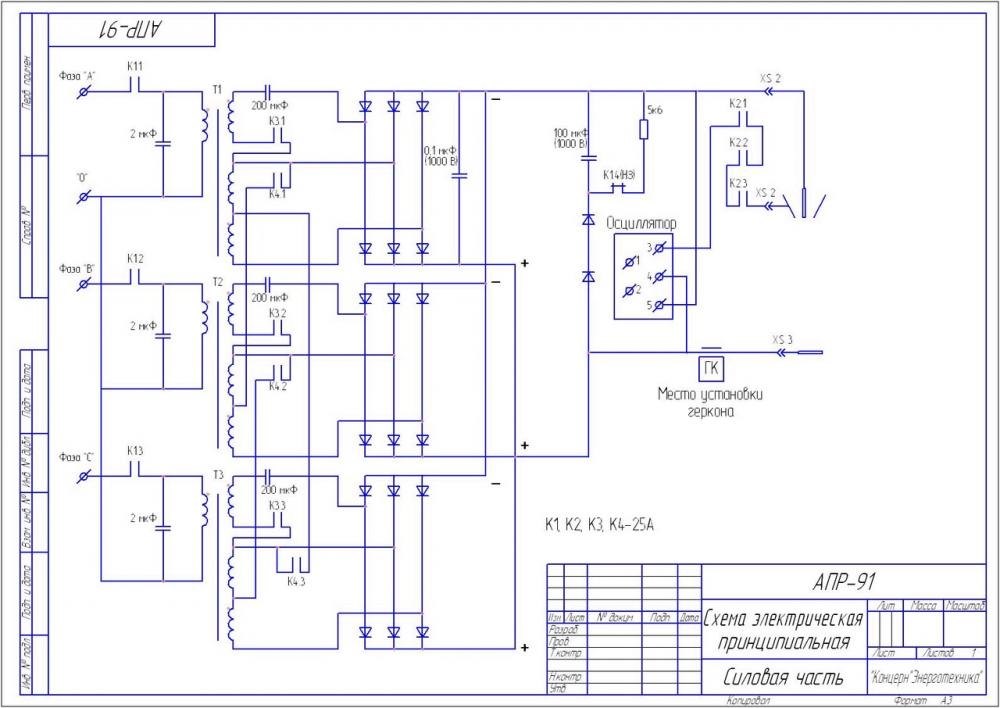
Схема силовой части (нажмите для увеличения)
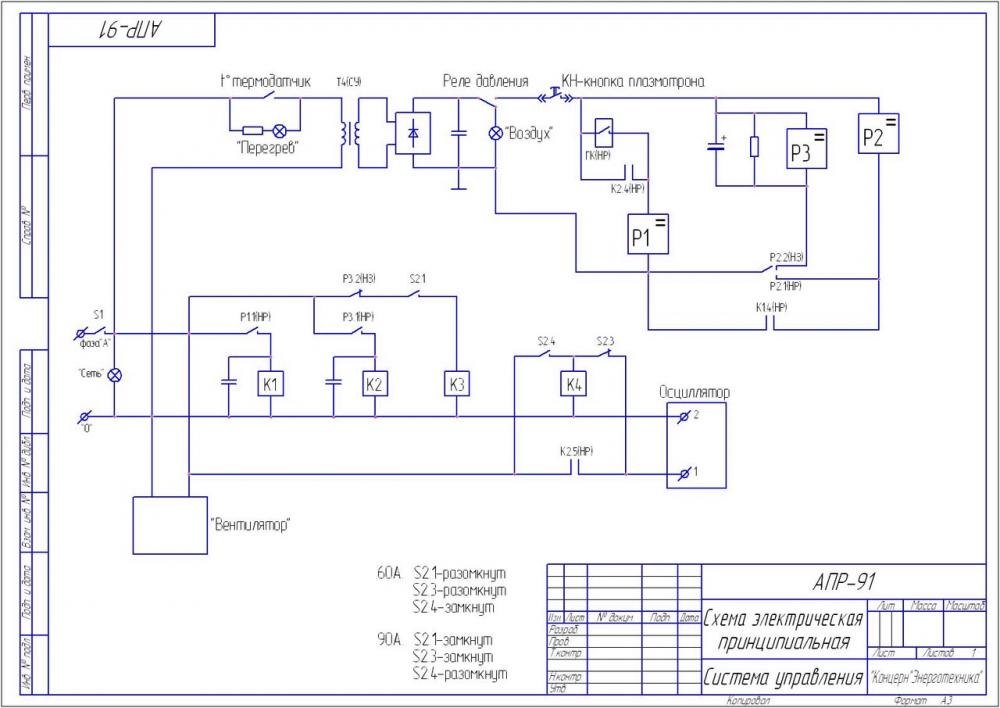
Схема управления плазмореза (нажмите для увеличения)
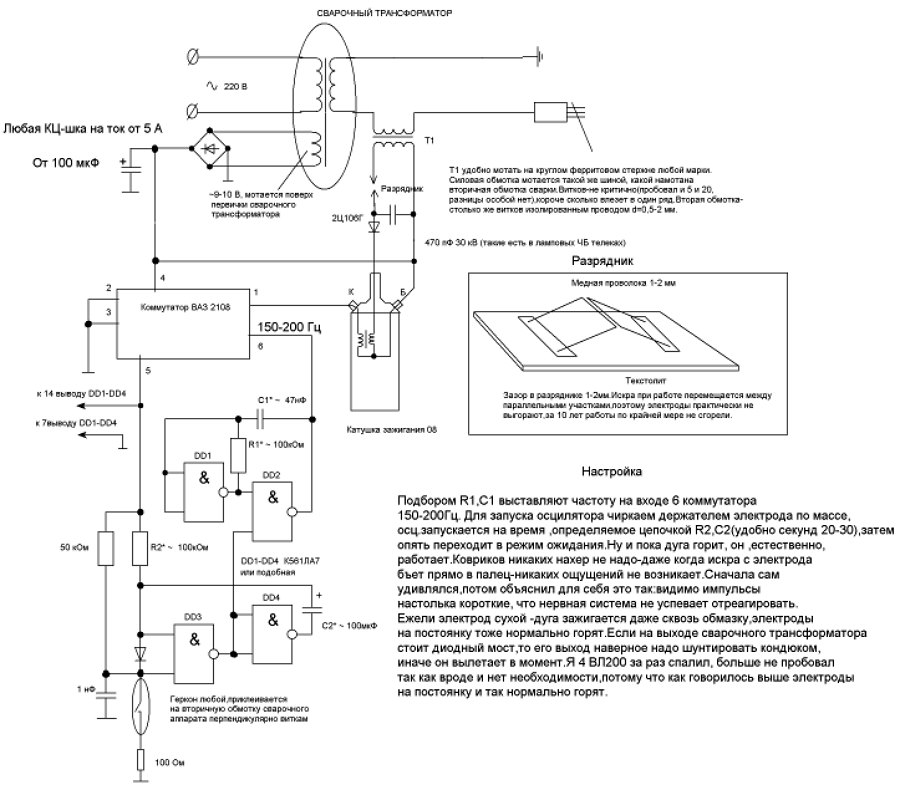
Схема осциллятора (нажмите для увеличения)
Назначение плазменного резака
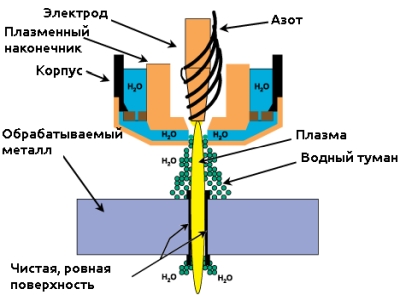
Прибор используется для раскроя металлических листов и заготовок. Температура плазмы, выпускаемой соплом горелки, достигает 8000 °С. Это помогает без труда нарезать детали из любых материалов, в т. ч. тугоплавких.
Плазморезы применяются при:
- изготовлении различных металлоконструкций;
- прокладке коммуникационных линий;
- резке жаропрочных легированных сталей, содержащих титан, молибден и никель (такие материалы плавятся при температуре свыше 3000 °С);
- раскрое тонколистового металла (плазморез обеспечивает высокую точность воздействия).
Приборы нередко включают в состав автоматизированных линий на крупных производственных объектах.
Элементы самодельного аппарата для плазменной резки
Первое, что необходимо найти для изготовления самодельного плазмореза, – это источник питания, в котором будет формироваться электрический ток с требуемыми характеристиками. Чаще всего в этом качестве используются инверторные сварочные аппараты, что объясняется рядом их преимуществ. Благодаря своим техническим характеристикам такое оборудование обеспечивает высокую стабильность формируемого напряжения, что положительно сказывается на качестве выполнения резки. Работать с инверторами значительно удобнее, что объясняется не только их компактными габаритами и незначительным весом, но и простотой настройки и эксплуатации.
Принцип работы плазмореза
Благодаря компактности и небольшому весу плазморезы на основе инверторов можно использовать при выполнении работ даже в самых труднодоступных местах, что исключено для громоздких и тяжелых сварочных трансформаторов. Огромным преимуществом инверторных источников питания является и то, что они обладают высоким КПД. Это делает их очень экономичными в плане потребления электроэнергии устройствами.
В отдельных случаях источником питания для плазмореза может служить сварочный трансформатор, но его использование чревато значительным потреблением электроэнергии. Следует также учитывать и то, что любой сварочный трансформатор отличается большими габаритами и значительной массой.
Основным элементом аппарата, предназначенного для раскроя металла при помощи струи плазмы, является плазменный резак. Именно данный элемент оборудования обеспечивает качество резки, а также эффективность ее выполнения.

Форма и размер плазменной струи зависит от диаметра сопла
Для формирования воздушного потока, который будет преобразовываться в высокотемпературную струю плазмы, в конструкции плазмореза используется специальный компрессор. Электрический ток от инвертора и воздушный поток от компрессора подаются к плазменному резаку при помощи кабель-шлангового пакета.
Центральным рабочим элементом плазмореза является плазмотрон, конструкция которого состоит из следующих элементов:
- сопла;
- канала, по которому подается воздушная струя;
- электрода;
- изолятора, который одновременно выполняет функцию охлаждения.
Для чего нужен трансформатор
Источником питания плазменной дуги служит трансформатор с выпрямителем. От его мощности зависит сила тока и скорость реза металла, а от выходного напряжения толщина разрезаемого материала.
Подключить установку плазменной резки можно не только к специальному трансформатору, но и к сварочному аппарату, обладающему необходимыми характеристиками.
Обойтись без такого устройства нельзя по нескольким причинам:
- Трансформатор по самому принципу своей работы ограничивает ток во вторичной обмотке. При питании плазмотрона прямо от сети аппарат будет работать в режиме КЗ, поэтому ток реза и потребляемая мощность превысят любые допустимые величины.
- Сварочный аппарат при работе выполняет роль разделительного трансформатора. При подключении плазмотрона без него горелка и деталь окажутся под напряжением, что опасно для жизни людей.

Плюсы и минусы
К преимуществам использования плазменного оборудования перед другими методами резки относят:
- возможность работы со всеми металлами и сплавами;
- высокую производительность аппарата;
- увеличенную точность воздействия, помогающую получить ровный срез без наплывов и потеков;
- отсутствие необходимости предварительного нагрева деталей;
- отказ от использования взрывоопасных газов – метана или кислорода.

Отрицательными сторонами плазменной резки считают:
- сложность сборки самодельного аппарата, высокую стоимость готовых установок;
- необходимость организации отдельного блока управления для каждого оператора;
- угол среза не более 50°;
- повышенный уровень шума от работающего оборудования.
Сборка устройства
Ввиду достаточной сложности и многочисленности компонентов аппарата плазменной резки, его трудно разместить в переносном корпусе или ящике. Лучше всего использовать складскую тележку для перевозки товаров. На ней можно компактно расположить инвертор, баллоны или компрессор, кабельно-шланговую группу. В пределах цеха или мастерской перемещать их очень легко. Если потребуется выезд на другой объект, то все можно загрузить в прицеп легкового автомобиля.
Самостоятельное изготовление насадок
К сменным насадкам относятся сопло и электрод.
При их изготовлении учитывают следующие моменты:
- Для плазменной сварки и резки подойдут электроды из тугоплавких металлов. При нагревании на их поверхностях образуются жаропрочные оксидные пленки. Однако при выборе металла учитывают, что некоторые вещества выделяют токсичные пары или образуют радиоактивные соединения. Гафний – оптимальный вариант для изготовления электрода к самодельному резаку.
- От параметров сопла зависят качество среза и скорость работы. Делать деталь слишком длинной нельзя: она быстро износится. Рекомендованный диаметр сопла – 3 мм.
Советы по эксплуатации
Для эффективной и продолжительной работы самодельного плазменного резака из сварочного инвертора необходимо принять к сведению рекомендации профессионалов, относящиеся к использованию агрегата.
- Желательно иметь некоторое количество прокладок, которые используются для подсоединения шлангов. В особенности их наличие следует проверять, когда случается часто транспортировать аппарат. В определенных ситуациях отсутствие требуемой прокладки сделает эксплуатацию агрегата невозможной.

- Ввиду того, что сопло плазмотрона подвержено воздействию больших температур, оно с течением времени изнашивается и становится неработоспособным. Следовательно, необходимо заблаговременно позаботиться о покупке резервных насадок.

- Выбирая детали для плазмореза, следует принимать во внимание, какой мощности аппарат вы желаете иметь. Прежде всего это имеет отношение к выбору подобающего инвертора.

- При выборе электрода для плазмотрона, если вы создаете его своими руками, следует избрать такой материал, как гафний. Данный материал при нагреве не выделяет веществ, оказывающих токсичное воздействие на человека и окружающую среду.

Однако, как бы то ни было, настойчиво рекомендуется приобретать готовые резаки, произведенные на предприятии, в которых выдерживаются все характеристики по завихрению потока воздуха.
Самодельный резак не обеспечивает высококачественной резки и быстро становится неработоспособным.

В процессе работы на агрегате плазменной резки для получения оптимальных результатов необходимо следовать следующим рекомендациям:
- постоянно контролировать правильность направления потока газовой плазмы;
- контролировать точность подбора аппаратуры соответственно толщине изделия из металла;
- отслеживать состояние расходных элементов плазмотрона;
- контролировать соблюдение дистанции между плазменной струей и обрабатываемым изделием;
- постоянно следить за применяемой скоростью резки, чтобы исключить формирование окалин;
- при случае диагностировать состояние системы подачи рабочего газа;
- исключить вибрирование электрической плазменной резки;
- соблюдать чистоту и порядок на месте работы.

Что касается правил безопасности, то работы необходимо производить в специально предназначенной одежде, оберегающей от брызг расплавленного металла. Кроме того, для предохранения глаз следует надевать сварочные очки-хамелеоны.

Ещё больше информации об устройстве самодельного плазмореза можно узнать в следующем видео.
Применяемые электроды
Электроды занимают значимое место в сборке инверторного плазмореза. В плазмотрон нужно подобрать специальный электрод из соответствующего материала. В этих целях применяют детали из следующих тугоплавких веществ:
- Бериллий.
- Цирконий.
- Торий.
- Гафний.
Эти электроды отличаются способностью создания тугоплавкой пленки оксида во время нагрева, что защищает инструменты от повреждений и повышает уровень предохранения. Если выбирать между этими материалами, то для сварки в бытовых условиях оптимально остановиться на гафниевых и циркониевых электродах, потому что два других элемента вырабатывают токсичные испарения.
Проверка
Для проверки собранного устройства необходимо произвести пробный рез металла:
- подать питание на трансформатор;
- через 10 минут отключить и проверить обмотки на нагрев;
- если они холодные, снова подать питание;
- включить компрессор;
- после заполнения ресивера открыть воздушный кран и направить поток воздуха через плазмотрон;
- нажатием кнопки микровыключателя зажечь вспомогательную дугу;
- при ее наличии произвести пробный рез металла.
После завершения испытаний отключить аппарат от сети и снова проверить все элементы на нагрев.
Что лучше брать за основу: инвертор или трансформатор
Источник питания первого типа можно использовать, не внося в его конструкцию существенных изменений. Достаточно подключить к инвертору осциллятор. Трансформатор требует полной переделки.
Кроме того, он имеет следующие недостатки:
- большие размер и вес;
- высокое энергопотребление.
Инвертор делает резку более качественной, расходует меньше электричества, поддерживает стабильную дугу. Однако он чувствителен к скачкам напряжения.
Изготовление плазмореза из инвертора своими руками: инструкция, схемы, видео
Сделать функциональный плазморез своими руками из серийного сварочного инвертора не так уж сложно, как это может показаться на первый взгляд. Для того чтобы решить эту задачу, необходимо подготовить все конструктивные элементы такого устройства:
- плазменный резак (его также называют плазмотроном);
- сварочный инвертор или трансформатор, который будет выступать в роли источника электрического тока;
- компрессор, при помощи которого будет создаваться струя воздуха, необходимая для формирования и охлаждения потока плазмы;
- кабели и шланги для объединения в одну систему всех конструктивных элементов аппарата.
Общая схема работы плазменной резки
Плазморез, в том числе и самодельный, успешно используется для выполнения различных работ как в производственных, так и в домашних условиях. Незаменим такой аппарат в тех ситуациях, когда необходимо выполнить точный, тонкий и высококачественный рез заготовок из металла. Отдельные модели плазморезов по своим функциональным возможностям позволяют использовать их в качестве сварочного аппарата. Такая сварка выполняется в среде защитного газа аргона.
Газовый шланг и обратный кабель для плазменной резки
При выборе для комплектации самодельного плазмотрона источника питания важно обращать внимание на силу тока, которую такой источник сможет вырабатывать. Чаще всего для этого выбирают инвертор, обеспечивающий высокую стабильность процессу плазменной резки и позволяющий более экономно расходовать электроэнергию. Отличаясь от сварочного трансформатора компактными габаритами и легким весом, инвертор более удобен в использовании. Единственным минусом применения инверторных плазморезов является трудность раскроя с их помощью слишком толстых заготовок.
Горелка плазменного резака ABIPLAS и ее составные части
При сборке самодельного аппарата для выполнения плазменной резки можно использовать готовые схемы, которые несложно найти в интернете. В Сети, кроме того, есть видео по изготовлению плазмореза своими руками. Используя при сборке такого устройства готовую схему, очень важно строго ее придерживаться, а также обращать особенное внимание на соответствие конструктивных элементов друг другу.
Схемы плазмореза на примере аппарата АПР-91
Схема силовой части (нажмите для увеличения)
Схема управления плазмореза (нажмите для увеличения)
Схема осциллятора (нажмите для увеличения)
Элементы самодельного аппарата для плазменной резки
Первое, что необходимо найти для изготовления самодельного плазмореза, – это источник питания, в котором будет формироваться электрический ток с требуемыми характеристиками. Чаще всего в этом качестве используются инверторные сварочные аппараты, что объясняется рядом их преимуществ. Благодаря своим техническим характеристикам такое оборудование обеспечивает высокую стабильность формируемого напряжения, что положительно сказывается на качестве выполнения резки. Работать с инверторами значительно удобнее, что объясняется не только их компактными габаритами и незначительным весом, но и простотой настройки и эксплуатации.
Принцип работы плазмореза
В отдельных случаях источником питания для плазмореза может служить сварочный трансформатор, но его использование чревато значительным потреблением электроэнергии. Следует также учитывать и то, что любой сварочный трансформатор отличается большими габаритами и значительной массой.
Основным элементом аппарата, предназначенного для раскроя металла при помощи струи плазмы, является плазменный резак. Именно данный элемент оборудования обеспечивает качество резки, а также эффективность ее выполнения.
Форма и размер плазменной струи зависит от диаметра сопла
Для формирования воздушного потока, который будет преобразовываться в высокотемпературную струю плазмы, в конструкции плазмореза используется специальный компрессор. Электрический ток от инвертора и воздушный поток от компрессора подаются к плазменному резаку при помощи кабель-шлангового пакета.
Центральным рабочим элементом плазмореза является плазмотрон, конструкция которого состоит из следующих элементов:
- сопла;
- канала, по которому подается воздушная струя;
- электрода;
- изолятора, который одновременно выполняет функцию охлаждения.
Конструкция плазменного резака и рекомендации по его изготовлению
Первое, что необходимо сделать перед изготовлением плазмотрона, – это подобрать для него соответствующий электрод. Наиболее распространенными материалами, из которых делают электроды для выполнения плазменной резки, являются бериллий, торий, цирконий и гафний. На поверхности данных материалов при нагревании формируются тугоплавкие оксидные пленки, которые препятствуют активному разрушению электродов.
Сменные насадки для плазмотрона
Некоторые из вышеперечисленных материалов при нагревании могут выделять опасные для здоровья человека соединения, что следует обязательно учитывать, выбирая тип электрода. Так, при использовании бериллия формируются радиоактивные оксиды, а испарения тория при их соединении с кислородом образуют опасные токсичные вещества. Совершенно безопасным материалом, из которого делают электроды для плазмотрона, является гафний.
За формирование струи плазмы, благодаря которой и выполняется резка, отвечает сопло. Его изготовлению следует уделить серьезное внимание, так как от характеристик данного элемента зависит качество рабочего потока.
Строение сопла плазменной горелки
Как уже говорилось выше, в конструкции плазмореза обязательно присутствует компрессор, формирующий и подающий к соплу воздушный поток. Последний необходим не только для формирования струи высокотемпературной плазмы, но и для охлаждения элементов аппарата. Использование сжатого воздуха в качестве рабочей и охлаждающей среды, а также инвертора, формирующего рабочий ток силой 200 А, позволяет эффективно разрезать металлические детали, толщина которых не превышает 50 мм.
Выбор газа для плазменной резки металла
Для того чтобы приготовить аппарат для плазменной резки к работе, необходимо соединить плазмотрон с инвертором и воздушным компрессором. Для решения такой задачи используется кабель-шланговый пакет, который применяют следующим образом.
- Кабелем, по которому будет подаваться электрический ток, соединяются инвертор и электрод плазмореза.
- Шлангом для подачи сжатого воздуха соединяют выход компрессора и плазмотрон, в котором из поступающего воздушного потока будет формироваться струя плазмы.
Особенности работы плазмореза
Чтобы сделать плазморез, используя для его изготовления инвертор, необходимо разобраться в том, как такой аппарат работает.
После включения инвертора электрический ток от него начинает поступать на электрод, что приводит к зажиганию электрической дуги. Температура дуги, горящей между рабочим электродом и металлическим наконечником сопла, составляет порядка 6000–8000 градусов. После зажигания дуги в камеру сопла подается сжатый воздух, который проходит строго через электрический разряд. Электрическая дуга нагревает и ионизирует проходящий через нее воздушный поток. В результате его объем увеличивается в сотни раз, и он становится способным проводить электрический ток.
При помощи сопла плазмореза из токопроводящего воздушного потока формируется уже струя плазмы, температура которой активно повышается и может доходить до 25–30 тысяч градусов. Скорость плазменного потока, за счет которого и осуществляется резка деталей из металла, на выходе из сопла составляет порядка 2–3 метров в секунду. В тот момент, когда струя плазмы соприкасается с поверхностью металлической детали, электрический ток от электрода начинает поступать по ней, а первоначальная дуга гаснет. Новая дуга, которая горит между электродом и обрабатываемой деталью, называется режущей.
Характерной особенностью плазменной резки является то, что обрабатываемый металл плавится только в том месте, где на него воздействует плазменный поток. Именно поэтому очень важно сделать так, чтобы пятно воздействия плазмы находилось строго по центру рабочего электрода. Если пренебречь этим требованием, то можно столкнуться с тем, что будет нарушен воздушно-плазменный поток, а значит, ухудшится качество выполнения реза. Для того чтобы соблюсти эти важные требования, используют специальный (тангенциальный) принцип подачи воздуха в сопло.
Параметры плазменной резки различных металлов (нажмите для увеличения)
Важным параметром плазменной резки является скорость воздушного потока, которая не должна быть слишком большой. Хорошее качество реза и быстроту его выполнения обеспечивает скорость воздушной струи, равная 800 м/сек. При этом сила тока, поступающего от инверторного аппарата, не должна превышать 250 А. Выполняя работу на таких режимах, следует учитывать тот факт, что в этом случае увеличится расход воздуха, используемого для формирования плазменного потока.
Самостоятельно сделать плазморез несложно, если изучить необходимый теоретический материал, просмотреть обучающее видео и правильно подобрать все необходимые элементы. При наличии в домашней мастерской такого аппарата, собранного на основе серийного инвертора, может качественно выполняться не только резка, но и плазменная сварка своими руками.
Что можно делать плазморезом с ЧПУ в домашних условиях

Плазменная резка в течение последних нескольких лет стала активно использоваться как на крупном производстве, так и в небольших частных мастерских. Плазменный резак обеспечивает точную и качественную резку, которая выполняется относительно быстро и при низких затратах. Благодаря этим качествам плазморез с ЧПУ может стать хорошим вложением для развития собственного бизнеса.
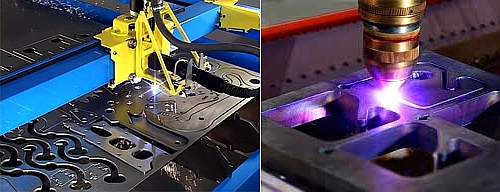
Плазменная резка и ее преимущества

Плазменная резка – процесс резки электропроводящих материалов с использованием плазменной электрической дуги при температуре до +30 000 °C.
Первое преимущество использования плазменного резака – нет необходимости подготавливать устройство к началу работы, например, нагревать горелку или материал, который необходимо разрезать. Плазменный резак сразу готов к использованию и обеспечивает высокую эффективность, достигая очень высоких скоростей обработки материала. Например, производительность плазменного резака с ЧПУ в сравнении с кислородно-газовым методом выше почти в семь раз, что кардинально влияет на эффективность работы.
Резак может использоваться для резки различных материалов и особенно металлов различной толщины. Стандартный диапазон толщины составляет от 0,5 мм до 160 мм. Плазменный резак характеризуется, прежде всего, высокой точностью резки и способностью обработки материала вертикально и под углом. Резак минимально влияет на структуру разрезаемого материала, что обусловлено чрезвычайно узкой зоной резания и низким нагревом. Устройство очень быстро пробивает материал, гарантируя небольшой разрыв и минимальную потерю материала, а края и поверхность остаются гладкими и без лишних дефектов.
Что можно вырезать плазморезом для дома

Развитие технологии плазменной резки и специализированного оборудования позволило расширить область применения плазменной резки. Первоначально технология использовалась главным образом для резки таких материалов как черная и нержавеющая сталь, алюминий, но со временем стала применяться и для более твердых металлов – легированной стали и титана. Используя плазморез в собственном небольшом бизнесе, можно изготавливать:
- Элементы декоративных или нагруженных металлоконструкций (например: врата, заборы, балконы).





Технология плазменной резки под управлением ЧПУ на компьютере имеет широкий спектр применения и дает возможность изготавливать самые разные изделия, в частности высокоточную продукцию.
Плазморезный станок с ЧПУ для домашнего бизнеса
Покупка плазменного резака для молодой компании станет хорошим вложением с высокой перспективой прибыли. Стоимость плазморезных станков с ЧПУ начинается от 600$. Но их технические характеристики весьма скромные. Например, максимальная толщина обрабатываемого металлического листа. Поэтому возьмем в расчеты бизнес-плана среднюю стоимость комплекта производственного оборудования около 2000$ без учета расходов на расходные материалы. Приблизительный расчет:
- начальные вложения (плазморез + ежемесячные расходы) – 3000 USD;
- ежемесячный доход – 1000-1300 USD;
- срок окупаемости – 5-7 месяцев.
Этот расчет приведен для станка в стандартной комплектации с его эксплуатацией в рамках восьмичасового рабочего дня. Усредненный расчет по пунктам без учета стоимости самого оборудования:
- зарплата оператора плазмореза с ЧПУ – 15 USD в день;
- аренда помещения под оборудование (минимум 40 кв. м.) – 140 USD в месяц;
- затраты на электроэнергию: источник плазмы (9 кВт/час), компрессор (3 кВт/час), станок (4 кВт/час) и прочее (5 кВт/час) – 21 кВт/час * 0,7 (КПД) * 0,06 USD/кВт * 8 ч = 7 USD в день.
- расходные материалы (сопла, электроды и пр.) – 40 USD в месяц.
Итоговая сумма затрат при полной загрузке производства изделий из листового металла составит примерно 28 USD в день.
В идеальных производственных условиях при максимальной загрузке за 8 часов рабочей смены плазморез способен приносить прибыль от 500 USD до 1100 USD, но, учитывая вынужденное время простоя на замену расходников, смену листов и обслуживание станка, из этой суммы можно вычесть 30 %, а также ежедневные 28 USD.
Итоговый месячный доход при расчете на 20 рабочих дней составит от 9 500 USD до 15 000 USD. Но это размер дохода для идеальных условий. В начале развития бизнеса услуги по плазменной резке будут приносить в несколько раз меньше – около 2 500 USD.
Выбор плазмореза с ЧПУ для домашнего производства
Каким критериям стоит уделять наибольшее внимание при выборе перед покупкой недорогого плазмореза для домашнего производства изделий из листового металла? Перед принятием решения о покупке необходимо:
- Указать производителю тип и толщину металла, который будет способен резать инструмент.
- Узнать можно ли работать плазморезом на морозе (для большинства моделей при морозе необходимо аппарат и компрессор помещать в теплое помещение).
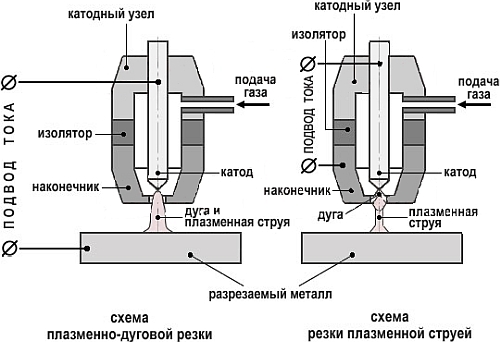
- Определить тип резки – плазменно-дуговая или резка плазменной струей:
Также важные технические параметры и характеристики устройства:
Скорость резки плазмотрона под управлением ЧПУ
Этот параметр определяет производительность плазменного резака. Скорость резки зависит от типа и толщины материала относительно удельного напряжения плазменной электрической дуги. Естественно, чем выше скорость резания, тем эффективнее будет резак.
Максимальный ток резки
Сила тока плазменного резака является основным показателем его мощности, эффективности и максимальной толщины материалов, которые он способен обрабатывать. Этот показатель для плазменных резаков варьируется от 5 до 160 А. Современные плазморезы позволяют плавно регулировать силу тока в широком диапазоне.
Рабочий цикл
Это еще один чрезвычайно важный параметр устройства, определяющий темп работы. Рабочий цикл определяет, насколько быстро перегреется резак, и как скоро потребуется перерыв, чтобы снизить температуру рабочих компонентов. Рабочий цикл определяется процентом от 10 минут от времени, в течение которого устройство может работать, и времени, в течение которого оно должно перестать работать.
Рабочий цикл должен из минимум 35% работы и соответственно 65% времени простоя. Чем больше процент работы относительно простоя, тем более эффективным будет устройство. Профессиональные плазменные резаки способны работать на 60% и выше.
Параметры плазменного газа
Большинство плазменных резаков используют сжатый воздух с давлением от 4 до 7 бар. Чем выше давление, тем больше мощность плазменной струи и, следовательно, выше качество и скорость резки.
Охлаждение плазменной горелки
Охлаждение ручки – важный аспект, на который нужно обращать внимание. В большинстве плазменных резцов среднего размера рукоятка охлаждается сжатым воздухом из компрессора, тогда как в более крупных плазменных резцах промышленного типа из-за большей силы тока и выработки большего количества тепла рукоятка охлаждается жидкостью из встроенного охладителя.
Благодаря данной бизнес-идее вы можете самостоятельно организовать домашнее производство широчайшего ассортимента продукции. Все что вам нужно станок компьютер и немного опыта работы в программах с векторной графикой, cad-системах, которым можно обучатся в интернет по онлайн курсам или видео-урокам. А дальше только масштабировать свой производственный бизнес. Изделия из металла отличаются надежностью и долговечностью. При нанесении на готовые металлические изделия акриловой краски их срок гарантийной эксплуатации начинается от 15-ти лет.
Методические рекомендации по подбору технологических параметров резки.
Кислородная резка основана на сгорании металла в струе технически чистого кислорода. Металл при резке нагревают пламенем, которое образуется при сгорании какого-либо горючего газа в кислороде. Кислород, сжигающий нагретый металл, называют режущим. В процессе резки струю режущего кислорода подают к месту реза отдельно от кислорода, идущего на образование горючей смеси для подогрева металла. Процесс сгорания разрезаемого металла распространяется на всю толщину, образующиеся окислы выдуваются из места реза струёй режущего кислорода.
Металл, подвергаемый резке кислородом, должен удовлетворять следующим требованиям: температура воспламенения металла в кислороде должна быть ниже температуры его плавления; окислы металла должны иметь температуру плавления ниже, чем температура плавления самого металла, и обладать хорошей жидкотекучестью; металл не должен иметь высокой теплопроводности. Хорошо поддаются резке низкоуглеродистые стали.
Для кислородной резки пригодны горючие газы и пары горючих жидкостей, дающие температуру пламени при сгорании в смеси с кислородом не менее 1800 гр. Цельсия. Особенно важную роль при резке имеет чистота кислорода. Для резки необходимо применять кислород с чистотой 98,5-99,5 %. С понижением чистоты кислорода очень сильно снижается производительность резки и увеличивается расход кислорода. Так при снижении чистоты с 99,5 до 97,5 % (т.е. на 2 %) — производительность снижается на 31 %, а расход кислорода увеличивается на 68,1 %.
Технология кислородной резки. При разделительной резке поверхность разрезаемого металла должна быть очищена от ржавчины, окалины, масла и других загрязнений. Разделительную резку обычно начинают с края листа. Вначале металл разогревают подогревающим пламенем, а затем пускают режущую струю кислорода и равномерно передвигают резак по контуру реза. От поверхности металла резак должен находиться на таком расстоянии, чтобы металл нагревался восстановительной зоной пламени, отстоящей от ядра на 1,5-2 мм, т.е. наиболее высокотемпературной точкой пламени подогрева. Для резки тонких листов (толщиной не более 8-10 мм) применяют пакетную резку. При этом листы плотно укладывают один на другой и сжимают струбцинами, однако, значительные воздушные зазоры между листами в пакете ухудшают резку.
На машинах МТР «Кристалл» применяется резак «Эффект-М». Особенность резака — наличие штуцера для сжатого воздуха, который, пройдя через внутреннюю полость кожуха, истекает через кольцевой зазор над мундштуком и создает колоколообразную завесу, что локализует распространение продуктов сгорания и защищает элементы конструкции машины от перегрева.
Параметры режимов резки низкоуглеродистой стали приведены ниже в таблице 1:
1. Толщина разрезаемого металла
5. Давление кислорода
6. Скорость резки
7. Расход кислорода
8. Расход пропана
9. Ширина реза
10. Расстояние до листа
Воздушно-плазменная резка
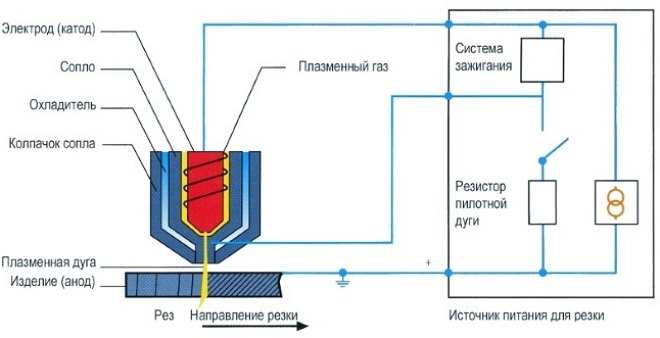
Процесс плазменной резки основан на использовании воздушно-плазменной дуги постоянного тока прямого действия (электрод-катод, разрезаемый металл — анод). Сущность процесса заключается в местном расплавлении и выдувании расплавленного металла с образованием полости реза при перемещении плазменного резака относительно разрезаемого металла.
Для возбуждения рабочей дуги (электрод — разрезаемый металл), с помощью осциллятора зажигается вспомогательная дуга между электродом и соплом — так называемая дежурная дуга, которая выдувается из сопла пусковым воздухом в виде факела длиной 20-40 мм. Ток дежурной дуги 25 или 40-60 А, в зависимости от источника плазменной дуги. При касании факела дежурной дуги металла возникает режущая дуга — рабочая, и включается повышенный расход воздуха; дежурная дуга при этом автоматически отключается.
Применение способа воздушно-плазменной резки, при котором в качестве плазмообразующего газа используется сжатый воздух, открывает широкие возможности при раскрое низкоуглеродистых и легированных сталей, а также цветных металлов и их сплавов
Преимущества воздушно-плазменной резки по сравнению с механизированной кислородной и плазменной резкой в инертных газах следующие: простота процесса резки; применение недорогого плазмообразующего газа — воздуха; высокая чистота реза (при обработке углеродистых и низколегированных сталей); пониженная степень деформации; более устойчивый процесс, чем резка в водородосодержащих смесях.

Рис. 1 Схема подключения плазмотрона к аппарату.

Рис. 2 Фазы образования рабочей дуги
а — зарождение дежурной дуги; б — выдувание дежурной дуги из сопла до касания с поверхностью разрезаемого листа;
в — появление рабочей (режущей) дуги и проникновение через рез металла.
Технология воздушно-плазменной резки. Для обеспечения нормального процесса необходим рациональный выбор параметров режима. Параметрами режима являются: диаметр сопла, сила тока, напряжение дуги, скорость резки, расстояние между торцом сопла и изделием и расход воздуха. Форма и размеры соплового канала обуславливают свойства и параметры дуги. С уменьшением диаметра и увеличением длины канала возрастают скорость потока плазмы, концентрация энергии в дуге, её напряжение и режущая способность. Срок службы сопла и катода зависят от интенсивности их охлаждения (водой или воздухом), рациональных энергетических, технологических параметров и величины расхода воздуха.
При воздушно-плазменной резке сталей диапазон разрезаемых толщин может быть разделён на два — до 50 мм и выше. В первом диапазоне, когда необходима надёжность процесса при небольших скоростях резки, рекомендуемый ток 200-250 А. Увеличение силы тока до 300 А и выше приводит к возрастанию скорости резки в 1,5-2 раза. Повышение силы тока до 400 А не даёт существенного прироста скоростей резки металла толщиной до 50 мм. При резке металла толщиной более 50 мм следует применять силу тока от 400 А и выше. С увеличением толщины разрезаемого металла скорость резки быстро падает. Максимальные скорости резки и сила тока для различных материалов и толщины, выполненные на 400 амперной установке приведены в таблице ниже.
Скорость воздушно-плазменной резки в зависимости от толщины металла: таблица 2
Режимы. таблица 3
Режимы воздушно-плазменной резки металлов. таблица 4

Рис. 3 Области оптимальных режимов резки металлов для плазмотрона с воздушным охлаждением (ток 40А и 60А)

Рис. 4 Области оптимальных режимов для плазмотрона с воздушным охлаждением (ток 90А).

Рис. 5 Зависимость выбора диаметра сопла от тока плазмы.

Рис. 6 Рекомендуемые токи для пробивки отверстия.
Скорость воздушно-плазменной резки, по сравнению с газокислородной, возрастает в 2-3 раза (см. Рис. 7).

Рис. 7 Скорость резки углеродистой стали в зависимости от толщины металла и мощности дуги.
Пологая нижняя линия — газокислородная резка.
При воздушно-плазменной резке меди рекомендуется применять силу тока 400 А и выше. Замечено, что при резке меди с использованием воздуха во всём диапазоне толщины и токов образуется легко удаляемый грат.
Хорошего качества реза при резке алюминия, с использованием воздуха в качестве плазмообразующего газа, удаётся достигнуть лишь для небольших толщин (до 30 мм) на токах 200 А. Удаление грата с листов большой толщины затруднительно. Воздушно-плазменная резка алюминия может быть рекомендована лишь как разделительная при заготовке деталей, требующих последующей механической обработки. Припуск на обработку допускается не менее 3 мм.




