Чертежи гриндера, требования и варианты его изготовления
При изготовлении мебели, ремонтных или сварочных работах зачастую не обойтись без ленточной шлифовальной машинки — гриндера, ручного или стационарного. Приобрести это оборудование в магазине можно, но для человека, который занимается любимыми делами непрофессионально, цена на такое оборудование неоправданно высока. Поэтому многие предпочитают искать готовые чертежи гриндера, чтобы затем изготовить полезную вещь самостоятельно. Конструкции эти отличает большое разнообразие — как используемых материалов, так и размеров ленточно-шлифовального станка. Есть варианты совсем простые, и более сложные, требующие профессиональной помощи.
«Обязанности» и особенности гриндера
Этот станок универсален. Гриндером снимают ржавчину, удаляют заусенцы либо краску, зачищают сварочные швы, избавляются от острых кромок. Изменяемый угол заточки делает этот инструмент незаменимым, когда шлифовки требует деталь, имеющая крайне «заковыристую» форму. Работает гриндер с любым материалом: деревом, металлом, пластиком, стеклом.
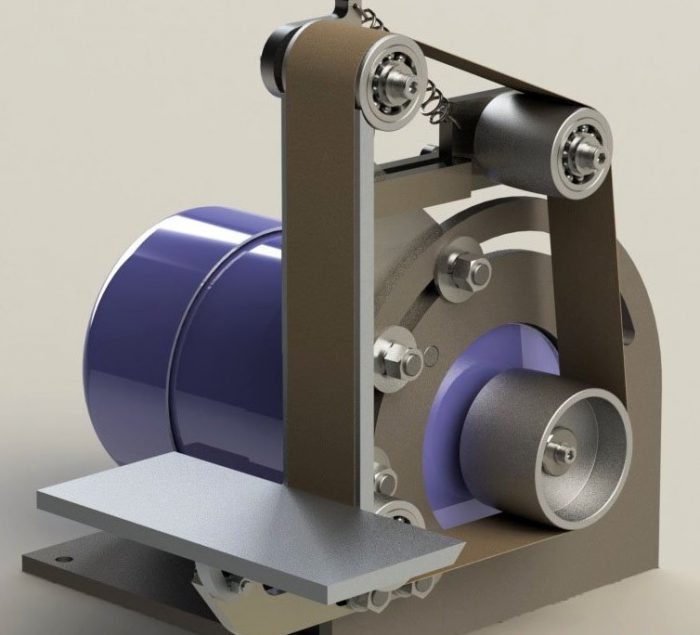
Перед тем как решить вопрос о целесообразности самостоятельной сборки, не лишним будет близкое знакомство со станком: необходимо посмотреть чертежи гриндера, понять принцип его работы. Ленточно-шлифовальная конструкция состоит из двигателя (3), прямого (ведущего) и натяжных роликов (7,8), на которых находится лента (10) требующейся зернистости. Остальные элементы:
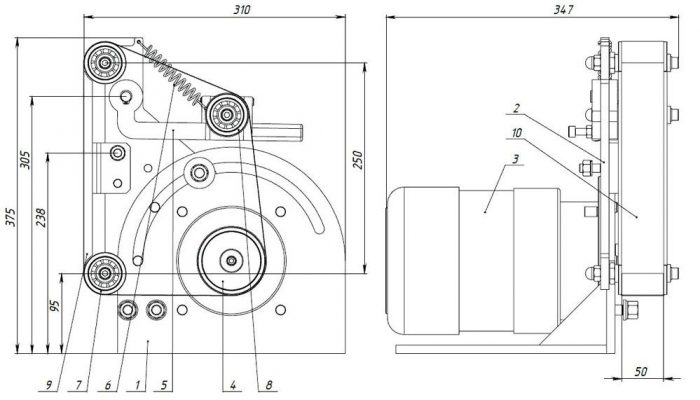
- станина, имеющая устойчивое основание (1);
- стойка (2);
- шкив (4);
- поворотный узел (5);
- пружина (6);
- поворотная площадка-стол (9).
Обычная конструкция имеет столик с зажимами для крепежа к стационарной раме либо верстаку. В одних моделях предусматривается его поворот вдоль одной оси на 90°, в других перпендикулярный. Станина оснащается приводным мотором либо ножным приводом.
Хитрости сборки гриндера
Конструкция должна быть надежной, поэтому существуют правила, касающиеся элементов гриндера.
Поворотная площадка
Она крайне важна для точной обработки сложных деталей. Дюралюминиевый лист — материал, наиболее подходящий для этого элемента. К нему крепят кронштейн, позволяющий столику вращаться в горизонтальной плоскости. Минимальная толщина — 15 мм, толще — лучше, если выбрать меньшую величину, площадка нагрузки не выдержит.

Ролики, шкив
Они не могут быть очень тяжелыми. Это главное условие для эффективной работы инструмента, так как большой вес спровоцирует рывки, грозящие ленте растягиванием либо повреждением. Поэтому тяжелая сталь не лучший вариант. С другой стороны, стальной ролик можно сделать полым, но стоимость такой детали, заказанной у токаря, будет гораздо выше.
Оптимальное решение — выбор дюралюминия. Чтобы лента хорошо держалась, делают торцевую канавку. Чрезмерная гладкость ролика приведет к перманентному проворачиванию ленты, поэтому нужно обеспечить шероховатость поверхности от 1,25 до 2,5 RA. Большее значение — синоним скорейшего износа наждачной бумаги. Крепят ролики к гриндеру шплинтами.

Шкив ленточно-шлифовального станка делают из различных материалов — дерева, фанеры разной толщины, мотоциклетного колеса, толстостенной стальной трубы либо из иного материала, оказавшегося под рукой. Хороший выбор — изготовление детали из дюралюминия Д16 либо выше.
Склеивание ленты
Для этого элемента нужна наждачная бумага на тканевой основе. Оценивая чертежи гриндера, необходимо обращать внимание на ширину шлифовальной ленты и ее длину. Лучше выбирать те схемы, где предусматриваются стандартные величины: 100, 50 мм и 610, 915, 1230 мм соответственно. Последняя величина — предельна, так как максимально длинная лента автоматически означает необходимость поиска двигателя повышенной мощности.
Другие требования, предъявляемые идеальному элементу:
- эластичность ткани-основы;
- хорошая стойкость абразива;
- отсутствие боязни предельных угловых скоростей (минимум — 1500 об/мин);
- минимальный нагрев даже при проведении длительных работ;
- возможность удлинения без большой потери качества (относительное натяжение — минимум 15%).

Лучше использовать магазинные товары, но если решено сделать ее самостоятельно, то 1 стык — максимальное допущение. Склеивают материал так:
- нарезают ленту требуемого размера, будущие стыки делают наискось;
- их соединяют, со стороны абразива проклеивают малярным скотчем;
- фиксируют срез суперклеем, к нему приклеивают кусок шелковой ткани;
- обернув место склейки бумагой, кладут на него груз, оставляют отдыхать 24 часа.
Перед установкой ленту вывешивают на цилиндр, оптимальный диаметр его — 60 мм. Процедура даст возможность абразивному материалу растянуться естественным образом.
Из чего собирают гриндер?
Если дома есть запасы, то самое время дать им вторую жизнь. Это относится к тем устройствам или инструментам, где еще жив двигатель. Наиболее любимы домашними умельцами дрели, болгарки, а также стиральные машины, отработавшие свое, но сохранившие желанный мотор в рабочем состоянии.
Гриндер — конструкция из дрели

Дрель — тот инструмент, который есть практически в каждом доме. Если произошла поломка корпуса, якоря, то инструмент становится непригоден. Или хозяева приобретают более удобный экземпляр, а старый отправляют в ссылку — хранят в гараже либо на даче. Один из способов трансформации дрели:
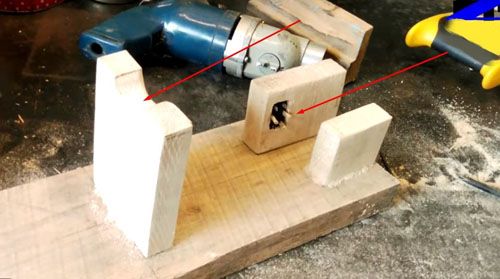
- Для изготовления станины используют деревянные бруски. В одном делают углубление для корпуса дрели. Между двумя другими будет установлена ручка инструмента, ее крепят к брускам насквозь металлической шпилькой. К первой детали корпус крепят муфтой из металла и саморезами.
- Чтобы защитить воздухозаборники в корпусе от пыли, делают кожух. В этой роли выступает пластиковая полоска, профиль ПВХ либо пластиковая бутылка.
- Первый вариант рабочей поверхности — диск от УШМ, крепят его переходником, экспроприированным из выходного вала болгарки.
- Для натяжителя шлифовальной ленты готовят 2 детали из дюралюминия. В них делают отверстия для монтажа ролика. Сам главный элемент собирают из 2 подшипников (например, мотоциклетных), болта требуемого диаметра, колец. Для уплотнения прибегают к помощи изоленты, если диаметры крепежа и подшипников не совсем совпадают.
- Патрон дрели — прямой ролик конструкции. Во избежание соскальзывания шлифовальной ленты на него наклеивают резину.
- Из куска доски делают подложку для дрели, вырезая выемку по форме станины. Крепят ее несколькими саморезами. Дрель, ставшая гриндером, готова.

Шлифмашинка-гриндер из болгарки
Насадку на УШМ можно приобрести в магазине, однако на это изделие уйдет приличная сумма, да и найти ее на прилавках бывает проблематично, поэтому лучше изготовить такое приспособление своими руками. Перед началом работ надо изучить имеющиеся чертежи гриндера, чтобы выбрать наиболее подходящую схему.
Влагостойкая фанера — элементарный вариант
Это несложная конструкция, состоящая из болгарки, фанерного основания, натяжного механизма и пары роликов. Лучше изготовить детали из толстого материала. Самая ответственная работа в этом случае — изготовление роликов. Вырезают круги фрезером либо дрелью с коронкой подходящего диаметра, количество элементов зависит от ширины планируемой шлифовальной ленты.

Склеивают детали клеем ПВА, помещают под пресс. Готовые ролики шлифуют, обрабатывают лаком либо клеем для стекла, запрессовывают подшипники. Далее из фанеры делают основание с прорезью для УШМ, делают разметку под ролики. Затем болгарку и колесики монтируют.
Металлопрофиль, если возможна сварка
Когда возникла срочная необходимость, у мастера, обладающего навыками сварщика, может получиться простой аппарат, сооруженный из металлического профиля. Обрезанный материал сваривают в форме буквы «У», на концах монтируют ролики, вал ведущего элемента крепят к болгарке и надевают шлифовальную ленту. Этот простой аппарат позволит зачищать неровности, шлифовать изделия из дерева, камня, металла, стекла и пластмассы.

Металлические листы: необходимость помощи
Если в закромах есть толстый листовой металл, знакомый токарь, согласившийся заняться роликами, и сварочный аппарат, то шлифмашинка из металла — вариант идеальный. Чертежи гриндера можно сделать самостоятельно, но лучше найти готовые. Точность сборки — главное условие, в противном случае приспособление станет опасным для эксплуатации.

Первым делом изготавливают станину, просверливают в ней необходимые отверстия. Вырезают натяжную планку. После вытачивания роликов приступают к сборке аппарата, к нему монтируют болгарку либо иной подходящий двигатель.

Также вы можете сравнить цены на гриндер станки:
Про чертежи гриндера, тонкости сборки аппарата можно прочитать, но гораздо лучше для понимания процесса просмотр соответствующего видеоролика. Например, этого, показывающего все тонкости захватывающего действия:
Простой способ сделать ролик для гриндера своими руками
Многие, кто делает самодельный гриндер самостоятельно часто задаются вопросом, как сделать для него движущий ролик нужного размера. Для себя я уже решил данный вопрос несколько лет назад и сейчас покажу как сделать ролик для гриндера своими руками на примере очередного такого ролика, и при наличии всего инструмента и деталей, что и у меня, займёт этот процесс буквально 10 минут.
Простой способ сделать ролик для гриндера своими руками
Необходимые детали и материалы:
- Толстая фанера;
- Шарикоподшипники – 2 шт;
- Сверло Форстнера на 26 мм;
- Коронка по дереву на 54 мм;
- Эпоксидный клей;
- Болт М10;
- Клей ПВА;
- Саморезы;
- ПЭТ бутылка.
Как сделать ролик для гриндера, пошаговая инструкция:
Для этого проекта нужна будет фанера и чем толще и плотнее она будет тем будет лучше, у меня оказалась фанера толщиной 12 мм.
Простой способ сделать ролик для гриндера своими руками
Далее понадобятся парочка шарикоподшипников нужного диметра, у меня они с внутренним диаметром 10 мм (хорошо подойдут под болт М10) и наружным 26 мм.
Берём сверло Форстнера с диаметром 26 мм, зажимаем в дрель и делаем посадочное место под подшипник, не забывайте оставить по бокам пространство, так как мы ещё будем работать более широкой коронкой. Глубина посадочного места должна быть по толщине вашего подшипника.
Простой способ сделать ролик для гриндера своими руками
Простой способ сделать ролик для гриндера своими руками
Простой способ сделать ролик для гриндера своими руками
Теперь берём коронку по дереву, я взял диаметром 54 мм и по центральному отверстию сделанному ранее сверлом Форстнера вырезаем первую заготовку. Затем все торчащие волокна, заусенцы убираем с помощью наждачной бумаги.
Простой способ сделать ролик для гриндера своими руками
Простой способ сделать ролик для гриндера своими руками
По такому же принципу сделаем ещё одну такую заготовку, а дальше делаем заготовки только коронкой без сверла Форстнера. Количество таких заготовок зависит от того, какой толщины у Вас фанера и какой длины Вам нужно получить ролик.
У меня получилось 5 вот таких вот заготовок, двое из которых с местами под подшипники.
Простой способ сделать ролик для гриндера своими руками
Так как болт будет использоваться М10 то нужно внутренние отверстия заготовок немного рассверлить. Для этого просто взял ступенчатое сверло и с обоих сторон заготовок быстро рассверлил до нужного диаметра.
Простой способ сделать ролик для гриндера своими руками
Вклеиваем подшипники в круглые заготовки с посадочным отверстием, сделал это с помощью двухкомпонентного клея.
Простой способ сделать ролик для гриндера своими руками
Теперь нужно собрать все заготовки в один единый ролик для этого смазываем обе стороны заготовок (которые без подшипников) столярным клеем, он же клей ПВА и надеваем на болт М10, по обеим бокам ролика должны находится заготовки с подшипниками (подшипники при этом должны смотреть наружу ролика), делаю я всё на железном уголке, чтобы все заготовки легли одинаково ровно и затем стягиваем все заготовки гайкой, не забыв подложить с двух сторон по шайбе. При затягивании должно вылезть со щелей немного клея.
Простой способ сделать ролик для гриндера своими руками
Далее для большей прочности конструкции в ролике для гриндера я просверлил 4 отверстия диаметром 3 мм и вкрутил в них саморезы, немного их укоротив, чтобы не торчали с другой стороны.
Простой способ сделать ролик для гриндера своими руками
Теперь зажимаем болт с роликом в дрель, зажимаем дрель в тиски, включаем её и обрабатываем ролик наждачной бумагой, при необходимости придаём немного бочкообразный вид, чтобы лента гриндера не слетала с него, я же в данном случае делаю его полностью ровным.
Простой способ сделать ролик для гриндера своими руками
Теперь осталось сделать защитное покрытие и самодельный ролик для гриндера готов. В качестве такой защиты послужит пластиковая ПЭТ бутылка с чуть большим диаметром чем сам ролик и вырезаем более ровную часть бутылки с запасом, чтобы чуть длиннее самого ролика. И усаживаем эту импровизированную термоусадку на наш ролик с помощью фена или газовой горелки.
Простой способ сделать ролик для гриндера своими руками
Простой способ сделать ролик для гриндера своими руками
После усадки, лишний пластик по бокам обрезаем, оставив только по пару миллиметров с краёв и в итоге получаем очень прочную монолитную конструкцию, которая будет служить годами.
Простой способ сделать ролик для гриндера своими руками
Простой способ сделать ролик для гриндера своими руками
Простой способ сделать ролик для гриндера своими руками
По такому принципу мы можем сделать ролик для гриндера любого размера, прочность и качество у него довольно высокое, если понравилась данная самоделка то посмотрите и другие DIY проекты на нашем сайте.
Виды и размеры лент для гриндера
Для начала необходимо разобраться, что же такое гриндер и для чего его используют. Гриндером называют станок для шлифовальной обработки различных материалов, выбор которых напрямую зависит от ленты, используемой при шлифовании.
Как правило, на производствах для обработки материалов используются специальные шлифовальные станки, однако минусом такого оборудование является его высокая стоимость и зачастую достаточно дорогое обслуживание, что в свою очередь приводит к невозможности использования такого рода станков в небольших и домашних мастерских. Как правило, для обработки различных материалов в домашних цехах используются небольшие самодельные станки – гриндеры. Эти ленточно-шлифовальные станки каждый мастер изготавливает своими силами и для личных нужд, ориентируясь на собственные потребности в обработке материалов, поэтому подобные механизмы отличаются друг от друга по различным показателям – скорость работы, длина и ширина ленты, размеры станка и его предназначение. Такое положение вещей создает сложности в подборе размеров лент для гриндера, в том случае если станок изготавливался самостоятельно. Безусловно существуют гриндеры промышленного производства, которые используются на предприятиях и в личных хозяйствах.

Самый важный вопрос при выборе ленты для гриндера: в чем их отличие? Ленты отличаются друг от друга по размеру, гритности и цвету. Наиболее распространенные размеры лент для гриндера: 50 х 610 мм; 50 х 1250 мм; 50 х 1500 мм; 50 х 1830 мм; 50 х 915 мм.
Приведенные размеры лент для гриндера можно назвать стандартными, так именно такие ленты используются чаще всего, кроме того существуют ленты с шириной: 60, 75, 100, 150 и 200 мм с длинной до 8000 мм. Такие ленты зачастую применяются на производствах.
Виды лент для гриндера:
- грубые (Р24,Р36,Р40) – используются для контуровки заготовки и снятия спусков;
- среднезернистые (Р60,Р80,Р100,Р120) – используются для шлифования всей поверхности клинка, обработки рукояти клинка из дерева, кости и пластика ;
- мелкозернистые (Р180,Р240,Р320,Х30,Х16) – используются для финишной подготовки к полированию;
- алмазные – используются для полирования и финишного вывода заготовок.
Определившись с видом ленты для обработки, необходимо выбрать ширину подходящую для используемого станка. Важно помнить несколько общих правил: чем больше длина ленты, тем больше ее площадь, а значит такая лента будет меньше нагреваться и дольше работать, чем мельче зерно, тем быстрее засаливается лента, следовательно, срок службы значительно сокращается.
Какие бывают ленты для гриндера?
Классификация шлифовальных лент по различным показателям:
- назначение (выполняемые операции, обрабатываемый материал, частота обработки);
- размеры, в мм;
- определение максимально допустимой скорости вращения при обработке;
- материал абразива, отвечает как за качество обработки, так и за обрабатываемый материал;
- тип нанесения на поверхность основы;
- изготовитель;
- стоимость.
При правильном подборе сырья для абразива можно обрабатывать различные материалы, такие как алюминий, дерево, металл, нержавеющую сталь, стекло и керамику. В то же время стоимость ленты напрямую зависит от ряда факторов: размер, тип абразива, размер зерна и тип насыпки.
Материалы абразива для лент:
- карбид кремния (SiC);
- керамический корунд (Cer);
- абразив из окиси алюминия (AiO);
- циркониевый корунд (Zn).
Различается и способы нанесения абразива на ленту. У каждого из видов есть свои преимущества и недостатки и применяются они для разнообразных целей. Выбор типа насыпки обычно зависит от обрабатываемого материала.
По типу нанесения на поверхность основы:
- открытый вариант, когда поверхность основы ленты покрыта абразивным камнем не более, чем на 60% от общей площади.
- полуоткрытый вариант, когда основа ленты покрыта абразивным камнем более, чем на 60% от общей площади.
- закрытый вариант, когда поверхность ленты полностью покрыта абразивным камнем.
При выборе абразива самым важным фактором является обрабатываемый материал. К примеру, для обработки черных металлов подходит электрокорундовая лента. Для цветных металлов используют ленту с абразивом из карбида кремния. При обработке твердосплавных материалов и благородной стали применяют ленту с керамической абразивной крошкой, которая в состоянии справиться с самым твердым материалом.

Основой для лент, как правило, служит комбинированная ткань или полиэстер, что делает ленту очень прочной. Для связки используют синтетическую смолу – она прочно связывает абразивные частицы с основой. Немаловажным фактором при выборе лент является тип склейки, существует несколько видов: косой срез, стыковое, синусоподобное и зигзагообразное соединение. Определение соединения ленты зависит от области использования.
Зачастую существует проблема, когда лента при работе порвалась, склеить ее можно и самостоятельно, однако соблюдая правила техники безопасности для предотвращения травматизма.
При выборе ленты следует учитывать, что самая дорогостоящая лента является в то же время самой экономичной в использовании, так как она значительно медленнее стачивается, в отличие от более дешевых аналогов.
Как подобрать ленту для гриндера, или склеить старую


Шлифовальные ленты для гриндера классифицируются по следующим показателям:
- назначению (виду выполняемой операции, качеству обработки);
- геометрическим параметрам (длине и ширине);
- допустимой скорости движения;
- типу абразива;
- способу нанесения абразивного покрытия;
- компании, производящей такую продукцию;
- стоимости.
По виду выполняемых операций изделия для гриндера подразделяются на четыре категории:
- предварительная обработка (создание готовых форм или заготовок);
- черновая обработка поверхностей;
- подготовительная операция перед окончательным шлифованием;
- чистовое или финишное полирование.
Для проведения каждой из операций применяется своя шлифовальная лента. Решение первой задачи осуществляется с помощью грубой (обдирочной) ленты марки Р24. Для черновой обработки применяется более мелкая – марки Р36. Подготовительные операции производят на лентах Р80–Р120. Чистовая обработка осуществляется с применением лент самого маленького абразива. Для этого могут применяться алмазные ленты марок А3к0–А100.
Допустимая скорость движения ленты гриндера определяется материалом подложки и прочности всей конструкции. В качестве подложки используют прочную ткань или синтетическую волокнонаправленную основу.
По типу шлифовального материала и способу его нанесения абразивная лента делится на категории.

ПОСМОТРЕТЬ Ленты для гриндера на AliExpress → В качестве абразивной крошки на поверхность наносят:
- натуральный камень (например, карбид кремния или гранат);
- керамическую крошку;
- окись алюминия;
- алмазную крошку.
Он наносится на поверхность двумя способами: открытым или закрытым. Каждый из них обеспечивает определенную степень покрытия подложки. Первый осуществляет нанесение абразива не более чем на 60% поверхности абразивного материала. Второй обеспечивает полное покрытие.
Геометрические размеры абразивной ленты гриндера зависят от технических характеристик шлифовального станка. Основными параметрами являются длина и ширина. Все они стандартизированы и имеют несколько установленных размеров. По ширине выпускаются двух размеров: 50 и 100 миллиметров. Длина является более вариативной величиной и равна 610, 915, 1230, 1600, 1800 миллиметрам. Для некоторых специализированных станков выпускается лента длиной заданного размера: 2000 мм при ширине в 50 мм.
В зависимости от характеристик производят выбор для обработки дерева, металла, полимерных поверхностей. В некоторых случая для доводки поверхности применяется наждачная лента.
Принцип работы
Данный вид шлифовальной машины называется так, потому что на катки инструмента крепится полотно шкурки, которое похоже на замкнутую ленту. Когда катки вращаются, полотно непрерывно движется. В результате этого движения быстро и качественно шлифуются различные поверхности. Ленточную шлифовальную машину целесообразно использовать для обработки немалых площадей, поскольку она имеет высокую производительность. Современные механизмы имеют регулировку скорости движения ленты.
Читать также: Приспособление для выкручивания обломанных шпилек
Что стоит знать при выборе ленты
Для получения хорошего качества полировки необходимо ориентироваться в параметрах гриндера, характеристиках оснастки и особенностях обрабатываемой поверхности. При выборе образца необходимо провести анализ следующих параметров:
- какой тип изделия необходим (с грубым абразивом, средним, мелким или алмазным);
- рассчитать скорость ленты (она должна выдерживать скорость вращения вала более 1500 об/мин.);
- определить какой абразивной стойкостью обладает выбранный экземпляр;
- выяснить величину максимально допустимого удлинения и прочности на разрыв (хорошими считаются изделия с показателем не ниже 15%);
- на какую основу нанесен абразив (каким методом и его состав);
- по маркировке определить, чему равна длина ленты;
- удовлетворяет ли ширина ленты размерам используемого станка.
Расчет параметров и оценку основных характеристик гриндера необходимо произвести до приобретения изделия. Это позволит избавиться от проблем, которые могут возникнуть при ее замене или неправильном использовании.

ПОСМОТРЕТЬ Ленты для гриндера на AliExpress →
Бесконечная шлифовальная лента. Размеры и цены

Как завершающая операция обработки древесины, металла или декоративного камня, бесцентровое шлифование является наиболее ответственной операцией. И, независимо от оборудования – специализированной или универсальной шлифмашины, её лучше всего выполнять, используя бесконечную шлифовальную ленту.
Как склеить ленту своими руками
В розничной сети продаются готовые к использованию различные абразивные материалы. Они могут быть в рулонах или уже склеенные по конкретному размеру. Однако не всегда удается подобрать необходимый экземпляр. Иногда возникает необходимость заменить вышедшую из строя ленту в процессе работы на исправную. В этих случаях абразивную полоску изготавливают самостоятельно. Это несложный процесс, но требует знания в порядке склеивания, наличия соответствующего клея и аккуратности. Для решения этой задачи потребуются:
- тесьма для склеивания абразивных материалов;
- клей (выбор достаточно широк: от специализированных до универсальных);
- жидкость для обезжиривания (бензин или уайт-спирит);
- струбцина или груз для сжатия склеенных частей во время засыхания клея.
Склейка производится в несколько этапов:
- Размечают полосу абразива для гриндера по длине. Следует учесть, что для придания прочности соединения стык полосы клеят под углом. Величина угла наклона может быть различной. Чем он больше, тем длина соприкосновения больше.
- Вырезают подложку. Ее длина зависит от выбранного материала. Она определяет надежность склеивания.
- Обезжиривают все поверхности, которые планируется склеивать. Качество обработки сказывается на конечном результате.
- Аккуратно прижимают подложку и части абразивной полосы. Целесообразно поместить место стыка под пресс или воспользоваться струбциной. При отсутствии такой возможности используют любой груз.
- После завершения работ конструкцию оставляют на несколько часов под грузом. Необходимое время, порядок и правила работы с конкретным образцом клея приведены в инструкции или написаны на упаковке.
Если склеивание проведено аккуратно, самодельная полоса прослужит не меньше изделия, изготовленного на специализированном предприятии.
Шлифовальные станки такого класса обладают широкими возможностями. Для более же полного анализа их применения целесообразно обобщить опыт большого числа пользователей. Поделитесь своим мнением в комментариях, это позволит выявить дополнительные возможности гриндера.
Работа и конструкция ленточного гриндера
Принцип работы гриндера несложен. Имеется группа роликов, через которые пропущена шлифовальная лента требуемой зернистости. Если привести во вращение ведущий ролик, насаженный на выходной вал электродвигателя, то автоматически начнут вращаться и остальные. Регулируя относительное расположение ведомых роликов, можно шлифовать поверхности, имеющие дефекты различной глубины. Для компенсации вероятного растяжения ленты (при её длительной эксплуатации) предусматривается механизм натяжения одного из роликов (как правило, того, который в кинематической цепи станка находится где-то между ведущим и ведомым).
В конструкцию ленточного гриндера входит столик, на котором должно закрепляется обрабатываемое изделие. Лучше, если такой столик будет иметь возможность поворачиваться вдоль одной из осей на угол до 90º: тогда возможно шлифование двух взаимно перпендикулярных плоскостей с одной установки детали. В качестве средства безопасности на раме станка есть смысл предусмотреть откидное защитное стекло из прозрачного акрила – тогда нет опасений, что чешуйка сошлифованной краски или окалины попадёт в глаз оператору. Естественно, потребуются органы управления, которые размещаются в станине или на раме станка. Переносные исполнения снабжаются прочной стойкой, на основании которой имеются крепёжные отверстия, при помощи которых гриндер можно закрепить на верстаке.
Попробуем абстрагироваться от изящества дизайна и цвета, и взглянем на конструкцию трезво. Сразу бросается в глаза визуальная неустойчивость станка: вылет консольно расположенных роликов намного больше, чем опорная поверхность под станиной. Кроме того, отсутствие столика не позволяет обрабатывать сравнительно массивные поверхности, которые длительно держать навесу просто неудобно. Увеличенная длина ленты (и сопутствующие этому механические потери на трение) становится причиной применения в приводе двигателя повышенной мощности, а, следовательно, и энергоёмкости. Узел натяжения изящен и прост в наладке, а в комплекте к станку имеются сменные шлифовальные насадки, позволяющие шлифовать даже внутренние поверхности – но стоит ли за это выкладывать более 100 тыс. руб.?
Особенности технологии производства
Явным лидером в производстве бесконечных шлифовальных лент считается торговая марка Klingspor, которая использует для изготовления своей продукции прогрессивную технологию Advanced Coating Technology, или, сокращённо – АСТ. Сущность этой технологии заключается в следующем:
- С целью повышения эрозионной стойкости частиц абразива к механическим ударам используются значительно более высокие скорости нанесения абразива на исходную поверхность ленты. Фактически зёрна абразива «вбиваются» в более мягкую основу, и удерживаются в ней не только за счёт применения клеящего вещества, но и вследствие проникновения зерна в толщину самой ленты;
- Процесс покрытия основы абразивным материалом происходит при повышенных температурах, в результате чего объём зерна возрастает, и его прикрепление к основе производится по увеличенной площади. Затем, в процессе резкого охлаждения основа уменьшается, создавая в зерне сжимающие напряжения. Как известно, наличие в материале остаточных напряжений сжатия увеличивает его стойкость;
- В процессе нанесения зёрен абразива на основу происходят электрохимические реакции, которые приводят к пассивации покрытия и увеличивают его способность отталкивать от себя частицы сошлифованного лентой вещества. В результате такие ленты медленнее забиваются, и дольше сохраняют свою первоначальную шлифующую способность.

Умеренная микропористость бесконечных шлифовальных лент, изготовленных по технологии АСТ, улучшает теплообмен между различными участками, при этом термические напряжения значительно снижаются. Таким образом, не имеет значение вид материала, который подвергается шлифованию лентами АСТ: это может быть и стекло, и титан, и нержавеющая сталь.