Виды напильников по металлу, их нумерация и материалы
Что такое напильник по металлу. Особенности производства режущего инструмента. Описание и область применения напильника, его формы и типы. Виды насечек и их классификация. Как выбрать напильник для обработки металлических изделий.
Несмотря на то что большинство производственных процессов выполняются посредством автоматизированных систем и электроприборов, некоторые виды работ до сих пор нуждаются в человеческих руках и эффективном инструменте. Напильник по металлу – это режущее приспособление из очень твердой стали для обработки изделий из соответствующего материала. Отталкиваясь от вида выполняемых работ и структуры материала, могут понадобиться напильники по металлу разных видов и форм, и мастеру необходимо уметь правильно выбрать инструмент.
Виды напильников по металлу
Напильник – это специальный режущий инструмент, повсеместно используемый в разных отраслях производства. Внешне он представляет из себя стальной брусок большой или средней длины с закрепленной на основании деревянной, пластмассовой или прорезиненной ручкой. Она необходима, чтобы обеспечить работнику комфорт при работе с инструментом и снизить риски получения производственных травм.
Тело напильника выполнено из стали специальной марки, что позволяет инструменту взаимодействовать с объектами из металла. Хвостовая часть стального бруса покрыта особым узором, который называется иссечением. Именно от формы и величины насечки будут зависеть и характер, и разновидность выполняемых работ.
Обработка деталей из металла происходит посредством поэтапного стачивания слоев инструментом до придания изделию необходимой формы. Главное, чтобы режущая по металлу часть была подобрана по назначению.
Формы напильников
- плоские или плоские остроносые: обработка плоских деталей из металла, а также ровные поверхности;
- квадратные: необходимы для вырезания и формирования технических отверстий различных многоугольных форм;
- трехгранные треугольные: используя такой инструмент, режущий по металлу, можно отполировать, обработать и вычистить зазоры, пазы и иные производственные отверстия;
- полукруглые: отлично подходят для различных видов обработки искривленных вогнутых поверхностей;
- круглые: используются для отточки и обработки округлых или овальных вогнутых поверхностей с маленьким радиусом кривизны;
- ромбические: обработка деталей из металла с наличием зубьев;
- ножовка: инструмент для отточки узких зазоров, отверстий и других мелких деталей.
На практике чаще всего используются круглые, трехгранные и плоские напильники, так как некоторые из них могут выполнять функции других форм инструмента.
Типы напильников
- Резчики по металлу общего назначения. Их принято использовать в слесарном деле. Хвостовая часть выполнена в виде двух зазубренных насечек, которые наложены друг на друга: их длина может варьироваться от 1 до 4,5 см и сочетаться с зубьями всех размеров.
- Резчики по металлу специального назначения. Необходимы в сфере промышленности, так как их основная задача – это устранение отклонений и подгонка мелких деталей, пазов и поверхностей разных радиусов кривизны. Данный вид инструмента имеет много разновидностей, которые подбираются на основании характера выполняемых работ: двухконцевые, плоские, разовые и прочие.
- Надфили. Эта группа напильников по металлу включает в себя самое большое количество видов. Наконечники стального бруса бывают всех возможных геометрических форм, притом сам брус, как правило, не очень длинный. Надфили плоского, круглого, ножовочного и всех других типов характеризуются наличием насечки 5 класса. Надфили используются для обработки мелких металлических деталей, с которыми не справляются более грубые и массивные слесарные инструменты.
- Рашпили. От всех остальных типов напильников рашпили отличаются особо длинной частью стального бруса и крупными зубьями на хвостовой части. Существует 3 основных вида такого инструмента: сапожные резчики по металлу, копытные и напильники-рашпили общего назначения. Форма инструмента преобладает круглая и полукруглая с концом разной степени остроты.
Разновидности насечек и их геометрия
Стальные зубчики могут быть нанесены на хвостовую часть стального бруса разными способами:
- фрезерование;
- насекание;
- протягивание;
- течение;
- нарезание.
Наиболее широкое применение в сфере обработки металлических изделий находят резчики по металлу, зубья которых выполнены посредством насечения их на специальных автоматизированных станках. При этом сами насечки могут быть как двойными, так и одинарными.
Насечка с одним концом призвана убирать излишки металла, которые по размеру равны ее зубьям. Именно поэтому такой вид инструмента походит для отточки более податливых материалов: дерево, пластмасса и более мягкие виды металла.
Двойная представляет из себя две насечки, одна из которых является основной, а вторая – вспомогательной. Относительно друг друга насечки расположены под особым углом, что позволяет производить отточку твердых материалов (металлы и их сплавы).
Геометрия зуба у напильников будет зависеть от количества насечек на теле стального бруса.
Чем меньшее количество насечек находится на теле стального бруса, тем крупнее будут зубья.
Нумерация насечек и виды работ
| № класса | Слой снимаемого материала | Характеристика |
|---|---|---|
| 0-1 | От 0,05 до 0,1 мм | Самый крупный вид насечек неудобен тем, что при обработке металлических вероятны погрешности от 0,1 до 0,2 мм |
| 2-3 | От 0,02 до 0,06 мм | Самый оптимальный вариант для того, чтобы убрать слой металла, но защищать пазы и отверстия может быть трудно |
| 4-5 | От 0,01 до 0,03 мм | Насечки с зубьями N 4 и 5 используются для финишной отделки деталей и подчинения пазов и отверстий. Максимальная погрешность, допустимая при работе – 0,001 – 0,005 мм |
Помимо классности, геометрия зубьев напильника должна соответствовать ГОСТ 1465-80 пункту 2.1, который требует, чтобы насечка была нанесена под углом 65 градусов относительно стального бруса. Также этот пункт оговаривает особенности технологии изготовления того или иного вида напильников. Таким образом, круглые напильники должны производиться путем насечения или нарезки, в то время как остальные формы напильников производятся только посредством насечения.
Материал напильника
- Нелегированные марки улучшенной стали с долей углерода от 1 до 1,3% (УЮА-У13А).
- Марки стали с содержанием хрома ШХ15 или 13Х.
Подобное производство напильников практикуется и за границей, а высокое содержание углерода (свыше 1%) позволяет добиться высокой твердости насечки.
В разных странах технология изготовления напильников может отличаться в деталях, однако существуют обязательные производственные этапы:
- формообразование;
- формирование образа насечки;
- термообработка.
От качества выполнения образа насечки зависит эффективность дальнейшей работы инструмента, так как нарушение технологических процессов может привести к его быстрому износу.
Термическая обработка очень важна для любого стального инструмента. Необходимо сделать акцент на распределении твердости и мягкости по телу стального бруса. Сверху стальной стержень должен быть максимально твердым и плавно смягчаться в сторону центра. Если поверхность недостаточно твердая, это может привести к быстрому износу зубьев насечки, а недостаточная мягкость в середине тела стального бруса – к разрушению зубьев во время эксплуатации.
У производителей принята условная регламентация твердости поверхностной части напильника по металлу исходя из сферы применения:
- Слесарные: от 64 до 66 HRc.
- Заточные: от 65 до 67 HRc.
- Рашпили: от 53 до 56 HRc.
Но в любом случае проверить качество инструмента, режущего по металлу, можно только в процессе его применения.
Если вы имеете опыт использования различных форм и типов напильников в профессиональной и повседневной деятельности, можете поделиться им, оставив комментарий под этой статьей.
Pereosnastka.ru
Напильники по назначению подразделяют на следующие группы: общего назначения, специального назначения, надфили, рашпили, машинные.
Напильники общего назначения предназначаются для общеслесарных работ. По числу насечек (нарезок) на 1 см длины делятся на следующие шесть номеров: 0, 1, 2, 3, 4 и 5.
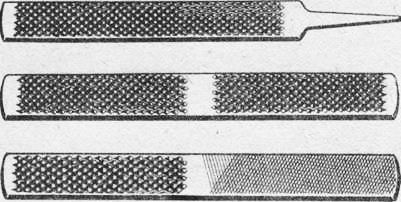
Напильники с насечкой № о и 1 (драчевые) имеют наиболее крупные зубья и служат для грубого опиливания, когда требуется удалить большой слой металла — 0,05 — 0,10 мм. Точность обработки этим напильником не превышает 0,1 —0,2 мм.
Напильники с насечкой № 2 и 3 (личные) применяют для чистового опиливания изделий с точностью 0,02 — 0,05 мм. Снимаемый слой металла не превышает 0,02 — 0,06 мм.
Напильники с насечкой № 4 и 5 (бархатные) служат для окончательной отделки изделий. Они снимают слой не более 0,01 —0,03 мм при точности обработки от 0,01 до 0,005 мм.
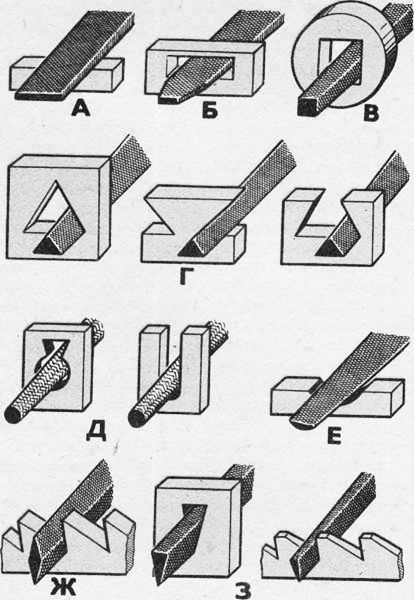
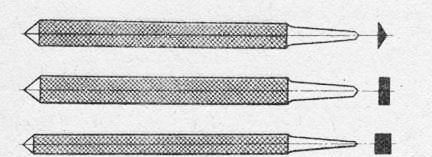
Напильники делятся на следующие типы:
А — плоские, Б — плоские остроносые (рис. 137, А, Б) применяются для опиливания наружных или внутренних плоских поверхностей, а также пропиливания шлицев и канавок;
В — квадратные напильники (рис. 1, В) используются для распиливания квадратных, прямоугольных и многоугольных отверстий, а также для опиливания узких плоских поверхностей;
Г — трехгранные напильники (рис. 1, Г) служат для опиливания острых углов 60° и более как с внешней стороны детали, так и в пазах, отверстиях и канавках, для заточки пил по дереву;
Д — круглые напильники (рис. 1, Д) используют для распиливания круглых или овальных отверстий и вогнутых поверхностей небольшого радиуса;
Е — полукруглые напильники (рис. 1, Е) (сечение сегмент) применяют для обработки вогнутых криволинейных поверхностей значительного радиуса и больших отверстий (выпуклой стороной); плоскостей, выпуклых криволинейных поверхностей и углов более 30° (плоской стороной);
Ж — ромбические напильники (рис. 1, Н) применяют для опиливания зубьев зубчатых колес, дисков и звездочек, для снятия заусенцев с этих деталей после обработки их на станках, а также опиливания углов свыше 15° и пазов;
3 — ножовочные напильники (рис. 1, 3) служат для опиливания внутренних углов, клиновидных канавок, узких пазов, плоскостей в трехгранных, квадратных и прямоугольных отверстиях, а также при изготовлении режущих инструментов и штампов.
Плоские, квадратные, трехгранные, полукруглые, ромбические и ножовочные напильники изготовляют с насеченным и нарезанным зубом.
Ножовочные напильники изготовляют только по специальному заказу. Ромбические и ножовочные напильники изготовляют только с насечками № 2, 3, 4, 5 длиной: ромбические 100 — 250 мм и ножовочные — 100 — 315 мм.
Н апильники специального назначения изготовляют по ведомственным нормалям: для обработки цветных сплавов, изделий из легких сплавов и неметаллических материалов, а также тарированные.
Напильники для обработки цветных сплавов в отличие от слесарных напильников общего назначения имеют другие, более рациональные для данного конкретного сплава углы наклона насечек и более глубокую и острую насечку, что обеспечивает высокую производительность и стойкость напильников. Напильники выпускаются только плоскими и остроносыми с насечкой № 1 и предназначаются для обработки бронзы, латуни и дюралюминия.
Напильники для обработки бронзы имеют двойную насечку: верхняя под углом 45°, а нижняя под углом 60°, для латуни соответственно 30 и 85°; для дюралюминия 50 и 60° Маркируют буквами ЦМ на хвостовике.
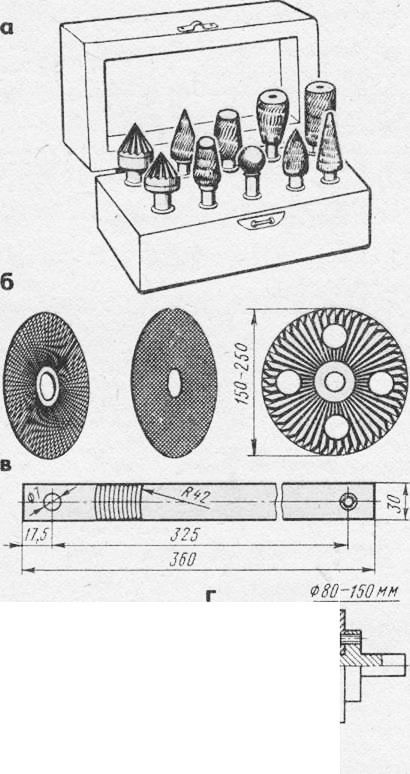
Напильники для обработки изделий из легких сплавов и неметаллических материалов. Напильники общего назначения, применяемые слесарями при обработке изделий из легких и мягких сплавов (алюминий, дюралюминий, медь, баббит, свинец) и неметаллических материалов (пластмасса, гетинакс, текстолит, оргстекло, дерево, резина и т. д.), имеют мелкую насечку, поэтому при работе быстро забиваются стружкой и выходят из строя. Применяют напильники со специальной державкой, позволяющие устранить указанные недостатки. Этот напильник имеет размеры 4 х 40 х 360 мм и насечку в виде дуговых канавок для выхода стружки при значительно увеличенном шаге по сравнению с драчевыми напильниками общего назначения. Производительность работы такими напильниками повышается в два-три раза.
Тарированные напильники применяют во всех случаях, когда требуется проверять твердость в малодоступных для алмазного наконечника прибора частях изделия (боковой профиль зуба зубчатого колеса, режущее лезвие фрезы и др.) и при контроле твердости непосредственно в цехе у рабочего места закальщика. Напильники тарируются на определенную твердость в зависимости от твердости изделий. Они отличаются от соответственно нормализованных напильников повышенным и стабильным качеством.
Алмазные напильники применяют для обработки и доводки твердосплавных частей инструмента и штампов. Алмазный напильник представляет собой металлический стержень с рабочей поверхностью и сечением нужного профиля, на которую нанесен очень тонкий алмазный слой. Алмазное покрытие на рабочей части изготовляют различной зернистости для предварительной и окончательной доводки.
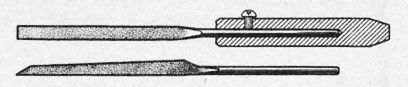
Надсрили. Небольшие напильники называют надфилями, их поименяют для лекальных, граверных, ювелирных работ, для зачистки в труднодоступных местах (отверстий, углов, коротких участков профиля и др.).
Надфили имеют такую же форму, как и слесарные напильники. Изготовляют надфили из стали У13 или У13А, допускается У12 или У12А. Длина надфилей установлена равной 80, 120 и 160 мм. На рабочей части надфиля на длине 50, 60, 80 мм наносят насечки зубьев. Надфили имеют перекрестную (двойную) насечку: основную — под углом А. = 25° и вспомогательную со = 45°. Узкая сторона надфиля имеет одинарную насечку (основную).
В зависимости от количества насечек, приходящихся на каждые 10 мм длины, надфили разделяют на пять типов: № 1, 2, 3, 4 и 5. В зависимости от типа надфили имеют от 20 до 112 насечек. На рукоятке каждого надфиля наносится номер насечки: № 1 —20 — 40 насечек; № 2 – 28-56; № 3,4 и 5 – 40-112 насечек на 10 мм длины.
А лмазные надфили применяют для обработки твердосплавных материалов, различных видов керамики, стекла, а также для доводки режущего твердосплавного инструмента. Надфили изготовляют из природных и синтетических алмазных порошков различной зернистости с прямоугольной, квадратной, круглой, полукруглой, овальной, трехгранной, ромбической и другой формой поперечного сечения. При обработке надфилями получают поверхности 9 —10-го классов шероховатости.

Рашпили предназначены для обработки мягких металлов (свинец, олово, медь и др.) и неметаллических материалов (кожа, резина, дерево, пластические массы), когда обычные напильники непригодны из-за того, что насечка их быстро забивается стружкой и они перестают резать.
В зависимости от профиля рашпили общего назначения подразделяют на плоские (тупоносые и остроносые), круглые и полукруглые с насечкой №1—2 и длиной от 250 до 350 мм. Зубья рашпиля имеют большие размеры и вместительные канавки, расположенные впереди каждого зуба.
Машинные напильники (стержневые — для опиловочных станков с возвратно-поступательным движением) малых размеров закрепляют в специальных патрйнах, а напильники средних размеров имеют с обеих сторон хвостовики, которыми их закрепляют в центрах-держателях станков. Эти напильники изготовляют таких же профилей, как и слесарные напильники, с такими же видами насечек, как и напильники общего назначения.
Вращающиеся напильники (борнапильники, дисковые и пластинчатые) применяются для опиливания и зачистки поверхностей на специальных опиловочных станках.
Борнапильники — это фасонные головки с насеченными или фрезерованными зубьями. Изготовляют целыми (с хвостовиками) и насадными (навертывают на оправку).
Борнапильники имеют угловую, шаровидную, цилиндрическую, фасонную и другую форму. Ими обрабатывают фасонные поверхности.
Дисковые напильники применяют для зачистки отливок, поковок, снятия заусенцев на станках типа наждачных точил. Диск изготовляют диаметром 150 — 200 мм и толщиной 10 — 20 мм. Зубья фрезерованные или насеченные.
Диски закрепляют с помощью приспособления.
Пластинчатые напильники представляют собой бруски прямоугольного или круглого сечения с соответствующей насечкой.
Эти напильники не имеют хвостовиков, их крепят к гибкой, непрерывно движущейся ленте заклепками.
Классификация напильников
Для производства отечественных напильников применяют две группы инструментальных сталей:
• нелегированные улучшенные У10А—У13А;
• легированные хромистые стали ШХ15 и 13Х, позволяющие получить высококачественный инструмент с твердостью поверхности от 64 до 66 HRc.
Все напильники в зависимости от той работы, для которой они предназначены, можно подразделить на несколько категорий. Так, различают напильники по назначению, по характеру насечки, по величине зубьев, по профилю и по внешнему виду.
По назначению напильники бывают:
• слесарные (различных сечений) — предназначены для точного опиливания деталей в заданный размер, снятия фасок и заусенцев.
• заточные (круглого сечения) — используют только при заточке цепей бензо- и электропил. По ГОСТ 1465—80 напильники имеют перекрестную (двойную) насечку, основную — под углом 65°, вспомогательную — под углом 45° к оси напильника
Узкие стороны ножовочных и одна из узких сторон плоских напильников имеют одинарную насечку под углом 65°. Количество насечек узких сторон равно количеству основных насечек широких сторон. Большая узкая сторона ножовочных напильников насекается только на параллельном участке.
Круглые напильники и полукруглая сторона полукруглых напильников выпускаются как с насеченным, так и с нарезанным зубом. Остальные типы напильников — с насеченным зубом.
Круглые напильники могут иметь спиральную одинарную насечку с углом наклона 75°. Круглые напильники и полукруглая сторона полукруглых напильников могут иметь одинарную насечку номеров 3, 4 и 5.
Напильники с нарезанным зубом имеют перекрестную нарезку — основную под углом 70° и вспомогательную под углом 79°. Количество основных насечек или нарезок напильников на 10 мм длины соответствует табл. 1.1.
Количество вспомогательных насечек или нарезок на 10 мм в зависимости от количества основных насечек или нарезок соответствует указанному в табл. 1.2.
По величине зубьев все напильники разделяются на четыре основных группы.
Брусовки — тяжелые напильники с самым крупным зубом. Употребляются брусовки только для самой грубой обдирки, когда не представляется возможным снять металл никаким другим способом, кроме ручной опиловки. Брусовки при длине от 350 до 450 мм имеют 5 насечек или нарезок на 120 мм длины. Следует отметить, что в механических мастерских брусовки применяются как исключение.
Драчевые — напильники с крупным зубом (от 6 до 12 зубьев на 10 мм длины). Эти напильники применяются тогда, когда надо снять слой металла до 0,5 мм толщиной. Точность обработки драчевыми напильниками не превышает 0,3 мм. Это самый ходовой тип напильника, применяемого в механических мастерских. Он пригоден также для обработки цветных металлов (если нет однорядок), кроме свинца и олова.
Таблица 1.1. Количество основных насечек или нарезок напильников на 10 мм длины
Длина рабочей части напиль- ника, мм
Номер насечки или нарезки
Количество основных насечек или нарезок
Количество основных насечек
Таблица 1.2. Количество вспомогательных насечек или нарезок на 10 мм длины в зависимости от количества основных насечек или нарезок
Количество основных насечек или нарезок
Количество основных насечек
Количество вспомогательных насечек или нарезок
Количество вспомогательных насечек
Насечка напильников
Личные напильники имеют от 14 до 28 зубьев на 10 мм длины. Применяются эти напильники для окончательной отделки поверхностей и позволяют снять слой металла толщиной 0,15 мм (на широких плоскостях). Применение этих напильников ограничивается только наличием тонкой работы. Ни в коем случае нельзя опиливать этими напильниками цветные металлы.
Бархатные напильники имеют самую тонкую насечку. Зубчики их настолько малы, что трудно различимы глазом. Эти напильники уже не пилят металл, а полируют его. Точность обработки бархатными напильниками достигает тысячных долей миллиметра.
Профили напильников. Соответственно особенностям работы, для которой предназначен напильник, он имеет ту или иную форму поперечного сечения, или, как принято говорить, тот или иной профиль. При огромном разнообразии слесарных работ не всегда бывает возможно обеспечить слесаря специальными напильниками, а потому на практике довольствуются обычно небольшим набором профилей напильников.
По ГОСТу 1465—80 выпускаются напильники следующих профилей (типов): плоские, квадратные, трехгранные, ромбические, ножовочные, полукруглые и круглые.
Выбор напильников той или иной формы определяется очертанием обрабатываемой наружной или внутренней поверхности. Ниже перечисляются виды напильников и производимые ими работы.
Плоские тупоносые и остроносые напильники — опиливание ровных или выпуклых легкодоступных поверхностей, а также для пропиливания и шлицев и канавок.
Плоско-закругленный напильник — опиливание галтелей и различных других закруглений и плоских шлицев с овальными переходами.
Применение напильников: а и б — плоских; в и г — трехгранных; дне — полукруглых; ж — баретного; з — ножевого; и — ромбического; к — трехгранного; л — круглых
Трехгранные напильники — опиливание внутренних углов и трехгранных отверстий, плоскостей в труднодоступных для плоского напильника местах.
Квадратные (четырехгранные) напильники — распиливание квадратных и прямоугольных отверстий, узких плоских поверхностей, не доступных для работы широким плоским напильником.
Полукруглые напильники — плоской стороной опиливают плоскости, полукруглой стороной — вогнутые поверхности (полукруглые выемки).
Круглые напильники — распиливание круглых или овальных отверстий и вогнутых поверхностей, не доступных для полукруглых напильников.
Ножовочные напильники — опиливание внутренних углов, клиновидных канавок, узких пазов, плоскостей в трехгранных, квадратных и прямоугольных отверстиях.
Карасики (овальные) — опиливание наружных и внутренних вогнутых поверхностей, овальных отверстий, галтелей и вогнутых закруглений.
Мечевидные напильники — опиливание зубьев шестерен, зубчатых дисков и звездочек, снятие заусенцев с зубьев этих деталей после обработки их на станке.
Баретный напильник незаменим при распиловке углов, меньших 60°. Следует заметить, что этот напильник имеет насечку только на широкой своей стороне, а две другие остаются гладкими. Это позволяет при помощи таких напильников выбирать очень острые и точные углы.
При окончательной опиловке внутренних поверхностей, имеющих квадратное или треугольное очертание, как, например, «ласточкин хвост», Т-об- разные пазы, квадраты для метчиков в воротках и т. п., рекомендуется стачивать на наждаке одну из граней квадратного или трехгранного напильника личной насечки. Такая обдирка граней необходима для того, чтобы, опиливая одну из сторон внутренней поверхности деталей, не затрагивать другой, смежной с ней стороны, что особенно часто случается на длинных внутренних плоскостях, например при пригоне каретки суппорта токарного станка.
Наружный вид напильников. По наружному виду все напильники разделяются на остроносые и тупоносые. Первые гораздо удобнее вторых, в слесарных мастерских они являются наиболее ходовыми.
Плоские, остроносые напильники с успехом применяются, например, при разделке шпоночных канавок и различных пазов. Остроносые квадратные и трехгранные напильники незаменимы при распиливании отверстий после сверления.
При осмотре граней напильника можно заметить, что вдоль их зубьев имеется небольшая выпуклость, идущая от хвостовика к носу. Выпуклость эта делается для того, чтобы облегчить усилия слесаря при опиловке, так как, если бы зубья напильника были расположены на одном уровне, они вступали бы в работу одновременно, и опиловщику потребовалось бы приложить большую силу, чтобы сдвинуть напильник с места. При наличии же некоторой выпуклости зубья вступают в работу постепенно, по мере движения напильника вперед.
Кроме того, делая напильник выпуклым, устраняют возможность его коробления при закалке и этим сохраняют приданную ему первоначальную форму.
Размеры напильников.
Размеры напильников колеблются от 100 до 450 мм, но наиболее ходовыми размерами в механических мастерских являются напильники длиной 250—350 мм. Брусовки, как было сказано выше, имеют размеры только в пределах от 350 до 450 мм.
Квадратные и трехгранные напильники имеют длину от 100 до 400 мм, а ножовочные — от 10 до 300 мм. Ромбические напильники имеют длину от 100 мм до 250 мм.
Круглые и полукруглые напильники имеют длину от 100 до 400 мм. Следует заметить, что круглые напильники выбираются большей частью не по длине, а по наибольшему своему диаметру.
Размеры напильника определяются площадью, подлежащей обработке. Обычно принимают такое соотношение, при котором длина напильника превышает ширину обрабатываемой плоскости на 150 мм, например, если нужно опиливать сторону шириной 100 мм, берут напильник длиной 250 мм и т. п.
Каждому слесарю с первых же шагов его работы необходимо научится правильно называть напильники. Наименование напильника складывается следующим образом: 1 — форма напильника; 2 — характер насечки и 3 — размер. Например, «плоский, остроносый, драчевый, 200 мм», «квадратный, личной, 150 мм».
Не смогли выбрать какой напильник нужен именно вам? Наши специалисты помогут Вам в выборе. Мы предлагаем высококачественный инструмент, который мы неоднократно поставляли на различные предприятия Украины. Отправку осуществляем в день заказа и отправляем любым удобным для Вас способом.
Для производства отечественных напильников применяют две группы инструментальных сталей:
• нелегированные улучшенные У10А—У13А;
• легированные хромистые стали ШХ15 и 13Х, позволяющие получить высококачественный инструмент с твердостью поверхности от 64 до 66 HRc