Какой припой для пайки медных труб лучше использовать, виды и особенности материалов
Областью применения медной трубной продукции являются самые разные отрасли. По трубопроводам, сделанным из нее, транспортируют газ, продукты нефтепереработки, воду и другие среды. Для монтажа магистралей задействуют припой для сварки медных труб.
Условия, в которых эксплуатируются такие трубопроводы, могут быть разными – они оказывают влияние на выбор вида припоя для соединения элементов конструкции.
Что такое пайка и припой?
Припой – это сплав либо металл, который применяют для стыковки отдельных металлических деталей, чтобы обустроить единую систему. Технологию соединения двух частей в цельную конструкцию принято называть пайкой.
Поскольку припои задействуют во многих отраслях, их выпускают в виде разнообразных форм – это может быть проволока, прутки, фольга и т.д. Химический состав припоя для пайки медных труб напрямую зависит от температурного режима плавления, от вида используемых элементов, от их параметров и прочих нюансов.
Основой припоя бывают такие химические элементы:
- медь;
- серебро;
- олово;
- цинк;
- свинец;
- сурьма.
У припоя температурный режим плавления должен быть более низким, чем у металлов, из которых произведены стыкуемые детали, слегка нагреваемые в процессе пайки и не поддающиеся деформации. Пайка считается более выгодным способом соединения по сравнению со сваркой.
Припои в соответствии с температурой плавления бывают нескольких видов:
- Легкоплавкими – от 150 до 450 градусов.
- Среднеплавкими – не выше 1100 градусов.
- Высокоплавкими – до 1850 градусов.
Первый вид припоев задействуют для мягкой пайки, а второй и третий – для твердой.
Что нужно для пайки медных труб? При соединении изделий помимо припоя требуется флюс. Он необходим для защиты скрепляемых поверхностей от процесса окисления. Чтобы соединение получилось прочным, необходимо правильно выбрать и припой, и флюс. Целью использования припоев является получение надежного шва. Часто без него невозможно обойтись при стыковке труб разного назначения, включая медные изделия.
Особенности физико-химических процессов
При проведении пайки припой сначала нагревается и смягчается, а затем приобретает жидкое состояние. Данный температурный промежуток называют зоной плавления. Скрепляемые части при пайке нагревают, но до жидкой консистенции не доводят. Стадия сплавления жидкого припоя наступает, когда степень его нагрева превышает температуру плавления, называемую рабочей.
Припой, находясь в расплавленном состоянии, смачивает соединяемый металл и растекается, благодаря чему ликвидируются щели между стыкуемыми участками труб.
Период, в течение которого нагревается место соединения, а потом припой кристаллизируется, приобретая твердое состояние, как правило, равно 4 -5 минут. При этом паяльник должен выделять столько тепла, чтобы в течение двух минут нагрева жидкий припой успевал вступить в реакцию со стыкуемыми поверхностями. Только при соблюдении данных условий флюс и детали не успеют перегреться.
При выполнении пайки припой и соединяемые участки вступают во взаимодействие. Нужно отметить, что природа возникающих при пайке процессов досконально не изучена. На стыкуемых поверхностях происходят диффузные, растворно-диффузные и разные химические процессы, связанные с взаимодействием, возникающим между жидким припоем и медными изделиями. После заполнения всех щелей образуется сверхпрочное соединение элементов.
Пайка медных труб
По причине того, что медь слабо подвержена коррозийным процессам, она легко поддается пайке. С нею в процессе стыковки лучше всего контактируют олово, серебро, другие сплавы и металлы.
Для соединения медных изделий задействуют капиллярную пайку. Она основана на способности жидкости за счет адгезии перемещаться по узким каналам, в том числе и против направления действия силы тяжести. Благодаря явлению капиллярности, припой способен равномерно заполнить зазоры вне зависимости от того, каким образом располагаются трубы.
Процесс пайки при этом может происходить с использованием легко-, средне – и высокоплавких припоев. За счет первого вида выполняют низкотемпературную пайку, а двух других – высокотемпературную. В основе выбора припоя лежат условия, в которых будет эксплуатироваться готовый трубопровод.
К легкоплавкому виду, еще называемому мягким припоем для пайки медных труб, принадлежит олово и сплавы с ним: оловянно-медные, оловянно — серебряные, оловянно-медно-серебряные. К такому же типу принадлежат припои, главным компонентом в которых является свинец, но они токсичны и по этой причине их нельзя использовать при прокладке трубопроводов для подачи питьевой воды.
Как выбрать припой
Невзирая на то, что мягкие припои считаются недостаточно прочными, при применении капиллярной сварки можно получить качественную сантехническую конструкцию. Легкоплавкие припои используют для стыковки медной трубной продукции диаметром 6 –180 миллиметров. Им отдают предпочтение потому, что они работают при невысоких температурах. Дело в том, что медь при высоких показателях температуры способна потерять прочность.
Все припои, принадлежащие к средне- и высокоплавкому виду, относятся к твердому типу. Для высокотемпературной пайки изделий из меди применяют припои на основе меди, серебра и других металлов. Благодаря их использованию, получается шов, отличающийся прочностью и устойчивостью к действию повышенного давления и высоких температур.

Среди них наиболее востребованы:
- медно-фосфорные;
- медно-серебряно-фосфорные;
- серебряные.
В последнем случае требуется не только припой, но и флюс паста для пайки медных труб.
Плюсы и минусы разных видов припоев
Важное преимущество, которым обладают твердые припои, напрямую связано с прочностью получаемых швов и их устойчивостью к высоким температурам. При помощи высокотемпературной пайки выполняют стыковку труб из меди, имеющих диаметр от 6 до 159 миллиметров. При прокладке водоснабжающих магистралей сечение трубной продукции, соединяемой таким типом пайки, не может быть менее 28 миллиметров.

Как показывает практика, из мягких припоев для стыковки медных труб наибольшей популярностью пользуется оловянно- медный, а среди твердых – часто задействуют медно-фосфорные. У разных фирм технология их изготовления и процентный состав компонентов отличается.
Перед тем, как приступить к созданию медного трубопровода, следует убедиться в отсутствии на поверхности каких-либо дефектов, которые довольно часто можно обнаружить при нарезке труб. Надежность швов во многом зависит от чистоты изделий, которые используют в рабочем процессе. Для продукции диаметром 6-108 миллиметров ширина места соединения может быть 7-50 миллиметров.
Какой припой для пайки медных труб лучше использовать, виды и особенности материалов
Пайка медных труб
Что нужно для пайки медных труб: паста, припой, технология
Всё чаще можно услышать разговоры о том, что, мол, я спаял себе отопление из медных труб. И вправду, медь отличается хорошими эксплуатационными характеристиками, единственное что «кусается», так это цена.
Тем не менее, пайка медных труб, востребованная работа, которую можно при большом желании осуществить собственными руками. Существует две технологии, по которым можно паять медные трубы: низкотемпературная и высокотемпературная.
Для монтажа систем отопления выбирают вторую, высокотемпературную пайку. Что для её осуществления нужно? Какой припой и инструмент использовать? Всё это вы сможете узнать из данной статьи сайта «Сварка и Пайка» svarkapajka.ru .
Что нужно для пайки медных труб
Для выполнения работ связанных с пайкой медных труб понадобятся флюс, припой и газовая горелка. Флюс при пайке меди нужен для того, чтобы удалить с поверхности металла оксиды. Припой, само собой разумеется, нужен для спаивания вместе фитингов и труб.
Что касается припоя, то для высокотемпературной пайки медных труб понадобится припой без содержания свинца. Если будет осуществляться низкотемпературная пайка, то можно использовать припой с содержанием меди, олова, серебра и висмута.
Также для пайки будет необходим труборез, поскольку болгарку для резки медных труб лучше не использовать. Кроме того, потребуется фаскосниматель, с помощью которого можно было бы убрать заусенцы внутри труб. Ну и, само собой разумеется, что для пайки меди понадобится небольшая газовая горелка с узконаправленным пламенем.
Подготовка медных труб перед пайкой
Итак, после того, как все инструменты заготовлены, можно приступать к пайке медных труб. Для начала подгоняем две трубы, таким образом, чтобы они расположились друг к другу почти без зазора. Если нужно просто спаять две медные трубы вместе, то в работе понадобится фаскосниматель и развальцовка.
Сначала снимаем внутри труб заусеницы при помощи фаскоснимателя, а затем развальцовываем край одной трубы. Делать это нужно для того, чтобы труба зашла в другую трубу. Можно, конечно же, использовать для этих целей и специальные соединительные муфты, особенно в начале обучения.
Когда всё готово для пайки, концы труб нужно будет зачистить, и, по возможности, обезжирить. Для зачистки лучше всего использовать не наждачную бумагу, а специальную шлифовальную шкурку. После зачистки ещё раз проверяем, как хорошо соединяются медные трубы, после чего можно приступать к их пайке.
Пайка медных труб газовой горелкой
В первую очередь на концы соединяемых труб нужно нанести флюс. Для этих целей при помощи кисточки наносим одну каплю флюса на наружную часть той трубы, которая будет вставляться в другую. Флюсом трубу промазываем полностью, на всю глубину захода.
Затем берём и аккуратно вставляем одну трубу в другую до упора. Как только трубы соединены, можно зажигать газовую горелку и осуществлять пайку. Действовать нужно достаточно быстро, поскольку припой легко плавится.
Сначала хорошо прогреваем место соединения труб, промазанное флюсом, а затем подносим к нему пруток припоя. Как только припой начал плавиться, нужно добиться равномерного его растекания по всему месту соединения, слегка, по возможности, проворачивая медные трубы. При этом важно добиться, чтобы не было щелей в месте соединения, а припой не свисал бы со стыка в виде застывшей капли.
Пайка медных труб — это достаточно сложный технологический процесс, успех которого во многом зависит от правильной подготовки материалов. По этой причине рекомендуется потренироваться, и только затем приступать к соединению ответственных узлов и деталей из меди.
Выбор и использование припоя для пайки медных труб
Припой для пайки медных труб – это специальный сплав или чистый металл, которым заполняется свободное пространство между спаиваемыми трубами. Для получения прочного соединения необходимо не только правильно подобрать припой, но и правильно использовать его во время выполнения работы.
Специальный сплав для пайки медных труб
Подбор припоя
В зависимости от температуры плавления выпускаются следующие виды припоя:
- легкоплавкие (используются при температуре плавления не выше 450ºС);
- среднеплавкие (до температуры 1100ºС);
- высокоплавкие (способны выдерживать температуру до 1850ºС).
Легкоплавкие припои
Легкоплавкие (низкотемпературные) или мягкие припои используются для мягкой пайки труб небольшого диаметра (от 16 мм до 180 мм). Мягкий припой для пайки медных труб применяется для изготовления трубопроводов, предназначенных для систем отопления или водоснабжения. Низкотемпературные припои производятся на основе олова или свинца. Дополнительными компонентами для получения сплава могут быть:
- серебро (сплав олова и серебра обладает самими лучшими техническими свойствами, однако используется крайне редко из-за высокой стоимости);
- медь (отличается не только прекрасными характеристиками, но и низкой стоимостью, что приводит к широкому распространению);
- сурьма;
- висмут;
- селен.
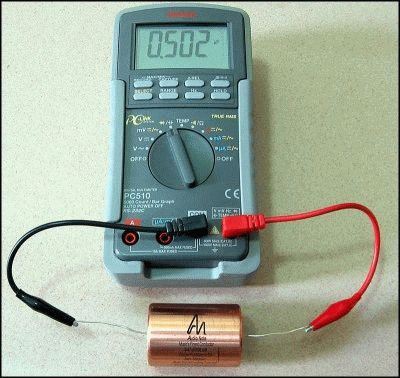
Как правило, мягкий припой изготавливается в небольших катушках (рисунок выше), что повышает удобство его использования.
Высокоплавкие и среднеплавкие припои
Среднеплавкие и высокоплавкие (твердые) припои изготавливаются преимущественно в виде проволоки.
Специальный сплав для твердой пайки
Основными составляющими сплава припоя являются медь или серебро. Дополнительными веществами могут служить:
- фосфор (наиболее популярный дополнительный компонент, который в значительной степени снижает температуру плавления меди);
- цинк.
Пайка медных труб твердым припоем производится при изготовлении трубопроводов:
- с температурой проходящей жидкости более 110ºС;
- с высоким давлением в системе (более 16 ампер);
- предназначенных для проведения газов;
- больших диаметров.
Для большинства вида припоев необходима предварительная обработка труб специальным составом, который носит название флюс.
- в жидком виде;
Составы для пайки в жидком виде
- в виде пасты.
Состав для пайки в виде пасты
- произвести дополнительную очистку труб от окислов;
- более равномерно распределить припой в процессе пайки;
- защитить место соединения от коррозии и образования окислов.
Как использовать припой
Чтобы шов после пайки получился прочным и герметичным, необходимо:
- тщательно подготовить трубы перед выполнением пайки. Для этого концы труб очищаются от окислов и иных видов загрязнений металлической щеткой, а заусенцы, образовавшиеся после нарезки труб, удаляются при помощи специального устройства – фаскоснимателя;
Подготовка медной трубы к пайке
- расширить конец одной трубы на несколько миллиметров, чтобы трубы легко стыковались между собой. Если пайка производится при помощи фитингов (специальных элементов, предназначенных для сборки трубопровода различной конфигурации), то увеличивается диаметр фитинга, а не трубы;
Увеличение диаметра трубы
- обработать места пайки труб флюсом;
Обработка трубы флюсом перед пайкой
- подготовить газовую горелку (оборудование, предназначенное для пайки труб, изготовленных из меди) и немного нагреть спаиваемые участки;
- аккуратно по всему периметру трубы нанести припой, который в процессе разогрева будет постепенно переходить из твердого состояния в жидкое, тем самым заполняя все пустое пространство;
Пайка при помощи припоя
- дать припою полностью остынуть в неподвижном состоянии. Для полного остывания в зависимости от вида припоя требуется в среднем 3 -5 минут.
Процесс пайки труб из меди при помощи припоя представлен на видео.
При выборе припоя и флюса необходимо учитывать все основные характеристики веществ, то есть если для пайки используется высокотемпературный припой, то и флюс так же должен быть предназначен для высокотемпературной пайки. Правильно подобранные и соответствующие друг другу материалы способствуют получению не только герметичного шва, но и максимально долговечного соединения.
Как паять медные трубы
Полностью водопроводы или отопление из меди сегодня делают нечасто, но все-таки делают. Если пересчитать на количество лет, в течение которых может служить медь, получается не то что недорого, а очень дешева. Тем не менее, сам материал не самый дешевый, но можно сэкономить на монтаже — пайка медных труб не самое сложное в мире занятие. Есть определенные правила и особенности, зная которые можно добиться качественного соединения.
Виды медных труб и их использование
На рынке есть два типа медных труб: отожженные и неотоженные. Отожженные после формирования проходят дополнительную термическую обработку — их нагревают до 600-700°C. Эта процедура возвращает материалу эластичность, которая теряется при формовке. Потому отожженные трубы более дорогие, но и более гибкие — они могут выносить даже замерзание воды. К недостаткам данных изделий можно отнести меньшую прочность — она снижается из-за нагрева.
Трубы из меди есть разные
Неотожженные медные трубы более прочные, но практически не гнутся. При разводке водопровода или отопления их нарезают на куски, а все отводы делают при помощи соответствующих фитингов.
Есть медные трубы с разной толщиной стенки, продаются отожженные в бухтах по 25 и 50 метров, неотожженные прогонами по 3 метра. Если говорить о чистоте материала, то согласно ГОСТу 859-2001 в изделиях должно присутствовать не менее 99% меди.
Способы соединения
Чаще всего соединяются трубы из меди при помощи пайки и набора специальных фасонных элементов — фитингов. Есть так же фитинги под опрессовку. В них имеются канавки с установленным резиновым уплотнительным кольцом. Обжимаются они специальными клещами. Но данная технология используется нечасто — пайка считается более надежной.
Фитинги под опрессовку
Есть две технологии пайки медных труб с использованием различных припоев:
- Низкотемпературная — с мягким припоем. Как раз наш случай. Этот тип соединения применяется при прокладке водопроводов и систем отопления с температурой рабочей среды до 110°C. Низкотемпературная — это относительное понятие. В зоне пайки материалы разогреваются до 250-300°C.
- Высокотемпературная пайка с твердым припоем. Этот тип соединения используется в сетях с высоким давлением и температурой транспортируемой среды. В бытовых сетях — редко (хотя никто не запрещает), чаще в промышленных.
Какого типа пайку медных труб использовать — ваш выбор. Оба типа подходят как для водопровода, так и для отопления. Но для высокотемпературной требуется профессиональная горелка, в то время, как мягкий припой можно расплавить даже паяльной лампой или недорогой ручной горелкой с небольшим одноразовым баллоном с газом. Для соединения медных труб малого диаметра больше и не требуется.
Типы медных фитингов под пайку
Вообще, есть более двух десятков различных фасонных элементов для медных труб — фитингов, но чаще всего применяются три вида :
- муфты — для соединения двух труб;
- уголки — для поворота;
- тройники — для создания разветвлений в трубопроводе.
Количество использованных фитингов можно минимизировать — медь можно гнуть, из-за чего уменьшится число необходимых уголков. Также при желании можно обойтись и без муфт: один конец труб можно расширить (используя расширитель) так, чтобы в него зашла труба и остался зазор для попадания туда припоя (порядка 0,2 мм). При создании расширения, трубы должны перекрываться не менее чем на 5 мм, но лучше — больше.
Без чего сложно обойтись — так это без тройников. Для врезки отвода есть оборудование — отбортовщик, но относится он к профессиональному и стоит немало. Так что в данном случае дешевле и проще обойтись тройниками.
Есть фитинги для пайки медных труб с впаянным припоем
Есть два типа фитингов — обычные, с раструбами, которые обеспечивают требуемый зазор для затекания припоя. В зону сварки припой подается вручную. Есть фитинги с вмонтированным припоем. Тогда на раструбе формируется канавка, в которую, при производстве, устанавливается кусок припоя, что делает процесс пайки проще — надо всего лишь нагреть зону сварки, но ведет к удорожанию фитингов.
Расходные материалы и инструменты
Кроме труб и фитингов, понадобятся еще горелка, припой и флюс — для самой пайки. А еще трубогиб и несколько сопутствующих мелочей для обработки перед началом работ.
Ершик для зачистки фитингов изнутри
Припой и флюс
Пайка медных труб любого типа происходит при помощи флюса и припоя. Припой — это сплав обычно на основе олова с определенной температурой плавления, но обязательно ниже чем у меди. Он подается в зону пайки, разогревается до жидкого состояния и затекает в соединение. После остывания обеспечивает герметичное и прочное соединение.
Для любительской пайки медных труб своими руками подойдут припои а основе олова с добавлением серебра, висмута, сурьмы, меди. Лучшими считаются составы с добавлением серебра, но они наиболее дорогие, оптимальные — с медной добавкой. Есть еще с добавкой свинца, но они не должны использоваться при разводке водопровода. Все эти виды припоя обеспечивают хорошее качество шва и легкую пайку.
Флюс и припой — необходимые расходные материалы
Мягкий припой продается в небольших катушках-бобинах, жесткий — в пачках, нарезанный на куски.
Перед началом пайки место соединения обрабатывают флюсом. Флюс — это жидкое или пастообразное средство, которое обеспечивает затекание расплавленного припоя в соединение. Особо выбирать тут нечего: подойдет любой флюс для меди. Еще — для нанесения флюса понадобится маленькая кисточка. Лучше — с натуральной щетиной.
Горелка
Для работы с мягким припоем можно купить небольшую ручную горелку с одноразовым газовым баллоном. Эти баллоны крепятся к рукоятке, имеют объем от 200 мл. Несмотря на миниатюрность, температура пламени — от 1100°C и выше, чего более чем достаточно для расплавления мягкого припоя.
На что стоит обратить внимание — это на наличие пьезорозжига. Эта функция никак не лишняя — проще будет работать. На ручке ручной газовой горелки расположен вентиль. Он регулирует длину пламени (интенсивность подачи газа). Этим же вентилем перекрывается газ, если горелку надо потушить. Безопасность обеспечивает обратный клапан, который при отсутствии пламени перекроет подачу газа.
Ручная горелка для пайки медных труб
На некоторых моделях установлен отражатель пламени. Он не дает рассеиваться пламени, создавая более высокую температуру в зоне пайки. Благодаря чему горелка с отражателем позволяет работать в самых неудобных местах.
При работе в бытовыми и полупрофессиональными моделями надо быть аккуратными — не перегревать агрегат, чтобы не расплавился пластик. Потому выполнять за один раз много паек не стоит — лучше дать оборудованию остыть и подготовить в это время следующее соединение.
Сопутствующие материалы
Для нарезания медных труб необходим труборез или ножовка с лезвием по металлу. Срез должен быть строго вертикальным, что обеспечивает труборез. А для гарантии ровного среза при помощи ножовки можно использовать обычное плотницкое стусло.
Труборез
При подготовке труб их надо зачищать. Для этого есть специальные металлические щетки и ершики (для зачистки внутренней поверхности), но можно обойтись наждачной бумагой со средним и мелким зерном.
Для удаления заусенец со срезов есть фаскосниматели. Отработанная ими труба лучше заходит в фитинг — его раструб лишь на доли миллиметра больше, чем наружный диаметр. Так что малейшие отклонения приводят к трудностям. Но, в принципе, можно все устранить наждачной бумагой. Потребуется только больше времени.
Еще желательно иметь защитные очки и перчатки. Большинство домашних мастеров пренебрегают этими средствами безопасности, но ожоги — это очень неприятно. Это все материалы и инструменты, необходимые для пайки медных труб.
Пошаговая технология пайки меди
Пайка медных труб начинается с подготовки соединения. От качества подготовки зависит надежность соединения, потому уделяйте этому процессу достаточно времени и усилий.
Пайка медных труб состоит из нескольких этапов
Подготовка соединения
Как уже говорили, срез трубы должен быть строго вертикальным, без заусенец, труба не должна быть замятой, край — ровный и гладкий. Если есть хоть небольшие отклонения, берем фаскосниматель или наждачную бумагу и доводим срез до идеала.
Надо снять окислившийся слой
Далее берем фитинг, вставляем в него трубу. та часть, которая заходит в раструб требует очистки. Трубу вынимаем и шкуркой снимаем верхний окисленный слой с этой части трубы. Потом ту же операцию проводим с внутренней поверхностью раструба.
Нанесение флюса
Флюс наносится на всю зачищенную поверхность — снаружи трубы и внутри фитинга. Тут никаких сложностей — кисточкой равномерно распределяют состав.
Нанесение флюса
Пайка
Обработанные фрагменты трубопровода вставлюятся один в другой и фиксируются. Если есть помощник — он может придержать части неподвижно. Если нет — придется ухищряться самостоятельно. Далее разжигается горелка, пламя направляется на место соединения. Температура пламени — от тысячи градусов и выше, а нагреть место соединения надо до 250-300°C, а это занимает 15-25 секунд. Можно при этом ориентироваться на цвет флюса — как только он потемнел, пора вводить припой.
Правильное расположение горелки при пайке медных труб своими руками
Чтобы прогрев был равномерный, пламя горелки направляйте посередине стыка. Тогда прогревается вся зона сварки более равномерно.
Пайка медных труб мягким припоем
Припой вводят в место стыка — где соединяется фитинг и труба. По мере нагрева, он начинает плавиться, растекается и заполняет зазор между элементами. Нанести его можно только на половину длины — расплавившись, он затечет в остальное соединение. Собственно, это все — пайка медных труб закончена. Все остальные соединения делают также.
При использовании жесткого припоя все почти также, только применяются другие горели — газопламенные, и в процессе пайки надо трубу проворачивать, наматывая размягчившийся припой на трубу.