Материалы применяемые для газосварки
Газосварка представляет собой процесс, при котором кромки соединяемых элементов нагреваются сгоранием горючих газов в смеси с кислородом. Газовая сварка своими руками применяется для изготовления и ремонта изделий из листовой стали толщиной 1-5 мм, чугуна, латуни, меди, алюминия, исправления литьевых дефектов, наплавки твердых сплавов. Сварочные материалы для газовой сварки включают: горючий газ (ацетилен, пропан, водород), технически чистый кислород, присадочную проволоку, флюсы, в случае их потребности при работе с конкретным металлом или сплавом.
Сварочная проволока: разновидности и особенности применения
В большинстве случаев для сварки газом используют сварочную проволоку, близкую по химическому составу к металлу изделия. Ее поверхность должна быть гладкой, очищенной от окалины и других загрязнений. Температура плавления присадочной проволоки не должна превышать температуру плавления основного металла. Если для сварки цветных металлов и сплавов — меди, латуни, свинца — нет соответствующей проволоки, применяют нарезанные из свариваемого металла полоски.
Сварочная проволока для газосварки
Способы ручной газосварки — левый или правый — выбирают в зависимости от положения шва в пространстве. При потолочном шве и правом способе сварочная проволока также играет роль препятствия для стекания металла.
Сварочная проволока для сварки газом изготавливается из:
- низкоуглеродистых и легированных сталей; и его сплавов;
- меди и ее сплавов.
Присадочные материалы для газовой сварки и наплавки чугуна выпускают в виде прутков, имеющих следующую маркировку:
- А — для горячей газосварки, предусматривающей общий подогрев изделия;
- Б — для сваривания изделий с местным подогревом;
- НЧ-1, НЧ-2 — для низкотемпературной сварки отливок с тонкими и толстыми стенками соответственно;
- БЧ, ХЧ — применяются для износостойкой наплавки.
Виды применяемых горючих газов
Баллон
Газовая сварка цветных металлов и углеродистых сталей чаще всего осуществляется с использованием ацетилена. Это объясняется высокой температурой пламени и хорошей теплотой сгорания. Ацетилен представляет собой газ с характерным запахом, который придают присутствующие в нем примеси фтористого водорода и сероводорода. При нагревании до 500 градусов и при определенных концентрациях в смесях с кислородом и воздухом ацетилен становится взрывоопасным. Образование ацетилена происходит в результате реакции карбида кальция с водой. Сам карбид кальция образуется в результате сплавления обожженной извести и кокса.
В качестве горючих могут использоваться нефтяной и пиролизный газы. Они представляют собой газовые смеси, образующиеся при термическом разложении нефти и ее продуктов. Применяются для сваривания, резки и пайки стальных деталей толщиной, не превышающей 3 мм, и для сварки цветных металлов и их сплавов. Природный газ является продуктом разработки газовых месторождений и на 93-99% состоит из метана.
Баллон
Технический пропан и пропан-бутановая смесь являются побочными продуктами при добыче и переработке нефти и естественных нефтяных газов. Их применяют при сваривании деталей толщиной до 6 мм, в отдельных случаях — до 12 мм. С помощью этих газов можно сваривать и паять чугун, цветные металлы и сплавы, осуществлять кислородную и кислородно-флюсовую резку, наплавку, напыление пластмасс.
Сваривание металла в домашних условиях с помощью водорода стала возможна благодаря разработке специальных электролизеров, которые могут работать и от домашней двухфазной, и от трехфазной сети. В этих аппаратах вода разлагается на кислород и водород, причем, в нужных для сварочного процесса пропорциях. Размерный ряд выпускаемых электролизеров позволяет охватить практически все виды газовой сварки, пайки, наплавки, порошкового напыления, ручной и машинной кислородной резки. Аппараты разной мощности позволяют производить как микросварку и микропайку, так и резку листовой стали толщиной порядка 300 мм.
Виды флюсов для газосварки
Газовая сварка меди, алюминия, магния и их сплавов сопровождается активным образованием оксидов на поверхности свариваемых металлов под воздействием кислорода, содержащегося в воздухе. Тугоплавкие оксиды значительно затрудняют сварочный процесс.
С целью защиты металлов от окисления при сваривании используют флюсы для газовой сварки, которые представляют собой специальные сварочные порошки или пасты. В качестве флюсов используют борную кислоту и прокаленную буру. Их наносят на кромки свариваемого металла, на сварочную проволоку и прутки. При температуре сварки легкоплавкие флюсы образуют шлаки, всплывающие на поверхность расплавленного металла и предохраняющие его от окисления.
Для тех, кто постоянно варит при помощи ручной дуговой сварки, актуальным является вопрос, как варить полуавтоматом.
Создание аппарата для контактной сварки своими руками поможет сэкономить кругленькую сумму. Подробную инструкцию вы найдете в этой статье.
Хотите сварить алюминий или медь? Есть альтернативный способ! Подробнее по https://elsvarkin.ru/texnologiya/xolodnaya-svarka-metalla/ ссылке.
Основы теоретической подготовки специалистов по газовой сварке
Для студентов, изучающих курс «Технология газовой сварки», реферат можно подготовить, используя следующую литературу:
- Глизманенко Д. А. «Газовая сварка и резка металлов»;
- Багрянский К. В. «Теория сварочных процессов»;
- Геворкян В. Г. «Основы сварочного дела».
По курсу «Газовая сварка» реферат должен отразить следующие основные моменты:
Материалы, применяемые при газовой сварке
При газовой сварке в качестве присадочного материала применяется сварочная проволока, близкая по химическому составу свариваемому металлу. Нельзя применять для сварки случайную проволоку неизвестной марки и неизвестного химического состава. Для сварки газопроводов применяются следующие марки сварочной проволоки, выпускаемые по ГОСТ 2246-70:
-св-08, св-08 А, св-08 ГА, св-08 Г2С, св-08 ГС, св-12 ГС. Цифры в обозначении марки проволок указывают на содержание углерода в сотых долях процента. Буква «А» указывает на то, что содержание серы и фосфора не более 0,03%, буква «Г» — содержание марганца в пределах 1,0%,»С» — кремния до 1,0%.
Проволока должна быть чистой, без следов окалин, ржавчины, масла, краски и прочих загрязнений. Температура плавления проволоки должна быть равна или несколько ниже температуры плавления свариваемого металла.
Проволока должна плавиться: спокойно и равномерно без сильного разбрызгивания и вскипания, образуя при застывании плотный однородный наплавленный металл без посторонних включений, пор, шлаков и прочих дефектов.
Сварочная проволока, применяемая для сварки газопроводов, должна иметь сертификат. При отсутствии сертификатов проволоку для сварки использовать нельзя.
Карбид кальция.
Карбид кальция является химическим соединением кальция с углеродом и используется для получения горючего газа — ацетилена.
Получают карбид кальция в электрических печах сплавлением кокса и обожженной извести Полученный карбид кальция сливают в изложницы, где он застывает, после чего его дробят и сортируют на куски различной величины.
По внешнему виду карбид кальция представляет собой твердое тело темно-серого или коричневого цвета. Поставляется карбид кальция в герметически закрытых барабанах из кровельной стали емкостью по 50 и 100 литров.
Требованиями ГОСТ 1400-76 устанавливаются следующие размеры кусков карбида кальция: 2/3, 3/15, 15/25, 25/80 мм. Чем крупнее куски, тем больше получается ацетилена. При взаимодействии с водой карбид кальция быстро разлагается, выделяет газообразный ацетилен образует в остатке гашеную известь, являющуюся отходом. Из одного килограмма карбида кальция при разложении его можно получить от 240 до 285 дм 3 ацетилена. Практически для получения 1 м 3 ацетилена требуется 4,3 — 4,5 кг карбида кальция. Чем меньше размеры куска карбида кальция, тем быстрее происходит его разложение. Карбидная пыль при смачивании воде разлагается почти мгновенно, поэтому ее нельзя применять в обычных ацетиленовых генераторах, т.к. это может вызвать взрыв ацетилена в генераторах. Разложение карбида кальция воде сопровождается большим выделением тепла. Для охлаждения ацетилена при разложении карбида кальция берут от 5 до 20 м 3 воды на 1 кг разлагаемого карбида кальция.
Ацетилен является химическим соединением углерода с водородом, это бесцветный горючий газ, имеющий резкий характерный запах, легче воздуха, хорошо растворяется различных жидкостях, особенно в ацетоне. При сгорании в смеси с кислородом дает температуру пламени до 3150°С.
Ацетилен является взрывоопасным газом. Находясь под давлением 1,5 — 2,0 кгс/см 2 , взрывается от электрической искры или огня, а также при быстром нагреве свыше 200°С. При температуре выше 530°С происходит взрывчатое разложение ацетилена. Смесь ацетилена воздухом взрывается при атмосферном давлении, если в смеси содержится от 2,2 % до 81 % ацетилена по объему. Поэтому обращение с ацетиленом требует осторожности и строгого соблюдения правил безопасности.
Ацетилен хранится в баллонах белого цвета под давлением 1,9 МПа, имеющих пористую внутреннюю структуру, растворенным в ацетоне.
Высокая температура газового пламени достигается сжиганием горючего газа или паров жидкости в кислороде.
Кислород при атмосферном давлении и обычной температуре — газ без цвета и запаха, несколько тяжелее воздуха. Сгорание горючих газов и паров горючих жидкостей в чистом кислороде происходит очень энергично, с большой скоростью, а в зоне горения развивается высокая температура, что и лежит в основе его использования при сварке металлов.
Кислород сжижается при нормальном давлении и температуре -182,9°С. Жидкий кислород прозрачен и имеет голубоватый цвет. Масса 1 л жидкого кислорода равна 1,14 кг; при испарении 1 л кислорода образуется 860 л газа.

При соприкосновении сжатого газообразного кислорода с маслами или жирами последние могут самовоспламеняться, что может быть причиной пожара или взрыва. Поэтому при обращении с кислородными баллонами и аппаратурой необходимо тщательно следить за тем чтобы на них не попадали даже незначительные следы масла и жира. Особенно опасным является пропитывание жидким кислородом пористых веществ (угля, сажи, войлока, ваты и пр.), которые этом случае становятся сильными взрывчатыми веществами.
Для сварки и резки технический кислород выпускается трех сортов:
-1 сорта с содержанием кислорода не ниже 99,7%;
-2 сорта — не ниже 99,5%;
-3 сорта — не ниже 99,2%.
Чем чище кислород применяется при сварке, тем производительнее процесс сварки и качественнее сварное соединение.
Баллон для хранения кислорода голубого цвета, вместимость 40 дм 3 , давление до 15 МП (150кгс/см2).
Определить количество кислорода в баллоне можно умножением емкости баллона на давление газа в нем. Например: 40 х 150 = 6000 дм 3 , или 6 м 3 .
Пропан-бутановая смесь
Представляет собой смесь пропана с 5 — 30% бутана. Бесцветный газ, тяжелее воздуха, имеет неприятный специфический запах. Температура горения в кислороде достигает 2400°С. Используется для сварки сталей толщиной до 3 мм.
Хранится в сжиженном состоянии в баллонах красного цвета под давлением 1,6 МПа.
Соединительные рукава
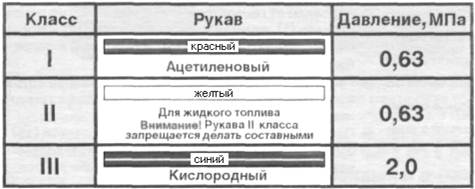
Рукава (шланги) служат для подвода газа к горелке или резаку. Они изготовляются из резины с одной или двумя тканевыми прослойками. Согласно ГОСТ 9356-75, выпускаются рукава трех типов: I — для ацетилена и газов-заменителей; II — для жидких горючих (из бензостойкой резины); III — для кислорода. Рукава изготовляются с внутренними диаметрами 6,3; 8; 9; 10, 12; 12,5 и 16 мм. Для горелок с низкой мощностью пламени применяются рукава с внутренним диаметром 6,3 мм.
Рукава должны иметь окраску наружного слоя: кислородные — синюю, ацетиленовые — красную, для жидкого горючего — желтую.
 |
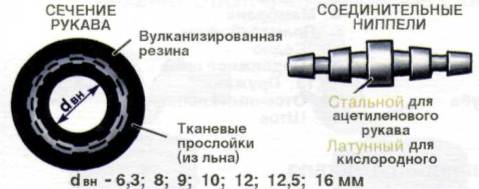 |
Для работы при низких температурах (ниже — 35° С) применяют некрашеные рукава из морозостойкой резины. Длина рукава берется не более 30 м и не менее 4,5 м; длина стыкуемых участков должна быть не менее 3 м; количество стыкуемых участков не более 3; при монтажных работах допускается длина до 40 м. Крепление рукавов на ниппелях горелок и между собой осуществляется специальными хомутами или мягкой отожженной проволокой.
Рукава выпускаются на рабочее давление: типы I и II до 0,63 МПа, тип III — до 2,0 МПа.
Материалы, применяемые при газовой сварке
Кислород при атмосферном давлении и обычной температуре газ без цвета и запаха, несколько тяжелее воздуха. При атмосферном давлении и температуре 20 гр. масса 1 м3 кислород равен 1.33 кг. Сгорание горючих газов и паров горючих жидкостей в чистом виде кислороде происходит очень энергично с большой скоростью, а возникновение в зоне горения возникает высокая температура.
Для получения сварочного пламени с высокой температурой, необходимо для быстрого расплавления металла в месте сварки, горючий газ или пары горючей жидкости сжигают в смеси с чистым кислородом.
При возникновении сжатого газообразного кислорода с маслом или жирами последние могут самовоспламеняться, что может быть причиной пожара. Поэтому при обращении с кислородными баллонами и аппаратурой необходима тщательно следить за тем,чтобы на них не падали даже незначительные следы масла и жиров. Смесь кислорода с горючих жидкостей при определенных соотношениях кислорода и горючего вещества взрывается.
Технический кислород добывают из атмосферного воздуха который подвергают обработке в воздух разделительных установках, где он очищается от углекислоты и осушается от влаги.
Жидкий кислород хранят и перевозят в специальных сосудах с хорошей теплоизоляцией. Для сварки выпускают технический кислород трех сортов:
высшего, чистотой не ниже 99.5%
1-ого сорта чистотой 99.2%
2-ого сорта чистотой 98.5% по объему.
Остаток 0.5-0.1% составляет азот и аргон
Ацетилен
В качестве горючего газа для газовой сварки получил распространение ацетилен соединение кислорода с водородом. При нормальной температуре и давлением ацетилен находится в газообразном состоянии.
Ацетилен бесцветный газ. В нем присутствуют примеси сероводорода и аммиак.
Ацетилен есть взрывоопасный газ. Чистый ацетилен способен взрываться при избыточном давлении свыше 1.5 кгс/см2, при быстром нагревании до 450-500 С. Смесь ацетилена с воздухом взрывается при атмосферном давлении, если в смеси содержится от 2.2 до 93% ацетилена по объему. Ацетилен для промышленных целей получают разложением жидких горючих действием электродугового разряда, а так же разложением карбида кальция водой.
Газы заменители ацетилена
При сварке металлов можно применять другие газы и пары жидкостей. Для эффективного нагрева и расплавления металла при сварке необходимо чтобы температура пламени была примерно в два раза превышала температуру плавления свариваемого металла.
Для сгорания горючих различных газов требуется различное кол-во кислорода подаваемого в горелку.
Газы заменители ацетилена применяют во многих отраслях промышленности. Поэтому их производство и добыча в больших масштабах и они являются очень дешевыми, в этом их основное преимущество перед ацетиленом.
Вследствие более низкой темерауры пламени этих газов применение их ограничено некоторыми процессами нагрева и плавления металлов.
При сварке же стали с пропаном или метаном приходится применять сварочную проволоку содержащею повышенное количество кремния и марганца, используемых в качестве раскислителей, а при сварке чугуна и цветных металлов использовать флюсы.
Газы– заменители с низкой теплопроводной способностью не экономично транспортировать в баллонах. Это ограничивает их применение для газопламенной обработки.
Горючие газы для сварки и резки
| Горючие газы | Температура пламени при сгорании в кислороде, 0 С | Коэффициент замены ацетилена |
| Ацетилен | 3150 | 1,05 |
| Водород | 2400-2600 | 5,2 |
| Метан | 2400-2500 | 1,6 |
| Пропан | 2700-2800 | 0,6 |
| Пары керосина | 2400-2450 | 1-1,3 |
Сварочные проволоки и флюсы
В большинстве случаев при газовой сварке применяют присадочную проволоку близкую по своему хим. составу к свариваемому металлу.
Нельзя применят для сварки случайную проволоку неизвестной марки.
Поверхность проволоки должна быть гладкой и чистой без следов окалины, ржавчины, масла,краски и прочих загрязнений. Температура плавления проволоки должна быть равна или несколько ниже температуры плавления металла.
Проволока должна плавится спокойно и равномерно, без сильного разбрызгивания и вскипания,образуя при застывании плотный однородный металл без посторонних включений и прочих дефектов.
Для газовой сварки цветных металлов (меди, латуни, свинца), а так же нержавеющей стали в тех случаях, когда нет подходящей проволоки, применяют в виде исключения полоски нарезанный из листов той же марки, что и сваривает металл.
Флюсы
Медь, алюминий, магний и их сплавы при нагревании в процессе сварки энергично вступают в реакцию с кислородом воздуха или сварочного пламени (при сварке окислительным пламенем), образуя окислы, которые имеют более высокую температуру плавления, чем металл. Окислы покрывают капли расплавленного металла тонкой пленкой и этим сильно затрудняют плавление частиц металла при сварке.
Для защиты расплавленного металла от окисления и удаления образующихся окислов применяют сварочные порошки или пасты, называемые флюсами. Флюсы, предварительно нанесенные на присадочную проволоку или пруток и кромки свариваемого металла, при нагревании расплавляются и образуют легкоплавкие шлаки, всплывающие на поверхность жидкого металла. Пленка шлаков покрывает поверхность расплавленного металла, защищая его от окисления.
Состав флюсов выбирают в зависимости от вида и свойств свариваемого металла.
В качестве флюсов применяют прокаленную буру, борную кислоту. Применение флюсов необходимо при сварке чугуна и некоторых специальных легированных сталей, меди ее сплавов. При сварке углеродистых сталей не применяют.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.





