Нужна внутренняя резьба? Тогда вам нужен метчик.
Для нарезания внутренней резьбы потребуется метчик. Они бывают 2 видов — метрические и трубные. Первые для обычной метрической резьбы(такая идет на болтах, гайках), трубные — соответственно для резьбы на трубах. Метрические в своем обозначении-маркировке имеют букву М, трубные — G, К или RC.

Маркировка — буква М, далее идет диаметр резьбы и шаг. Для каждого диаметра резьбы существует несколько шагов(мелкий, средний, стандартный), конечно шаги начинают увеличиваться с увеличением диаметра. К примеру, стандартная резьба М5 имеет шаг 0.8, больше шагов на диаметр 5 не бывает. Однако уже на 6 мм резьба бывает стандартная на 1 мм, а также мелкая на 0.75 мм(более редкая и невостребованная). Резьба на 10 мм имеет стандартный шаг 1.5, также бывает 10*1 и 10*1.25.
Чаще всего метчики продаются комплектами по 2 штуки — черновой(для первоначальной нарезки) и чистовой(для прочистки резьбы). Первый номер имеет более острый заход, второй — более тупой. Еще часто для обозначения первого и второго используют черточки, на черновом — 1 полоска, на чистовом — 2.
Для метчиков со стандартной резьбой шаг резьбы не пишут, обозначают просто — М10(стандартный шаг 1.5) или М8(стандарт 1.25). Статья по теме — таблица стандартных шагов для диаметров резьбы. Там же можете узнать, какое сверло подходит для какой резьбы — информация более чем полезная. Узнать шаг резьбы сможете с помощью резьбомера — набор шаблонов шагов. Для метрической резьбы — один резьбомер, для трубной — другой(на 55 градусов).
1. Трубная цилиндрическая — обозначение G
2. Трубная коническая — маркировка К
3. Коническая дюймовая — обозначается RC
Особо заморачиваться не стоит, стандартная резьба для труб — трубная цилиндрическая(имеет обозначение G, G1/2″ — на полдюйма, G1″- резьба на дюйм и так далее по аналогии).

В хозяйстве чаще всего используются — G 1/2″, G 3/4″, G1″, G 1 1/4″(дюйм с четвертью) и 1 1/2″(полтора дюйма).
Цена и качество инструмента.
Речь пойдет о качестве металла. По большому счету, видов стали всего два: углеродистая сталь(У7) и быстрорежущая(р6м5, р18, HSS).

Если вы будете резьба нужна в мягком металле, то вполне сможете обойтись углеродистыми. Они гораздо дешевле быстрореза, раза в 2-3. К примеру, М6 углеродистый стоит 60 рублей, а из быстрореза — 170 рублей. Разница очевидна.
Качественные из быстрореза необходимы прежде всего для твердого металла(частенько у нас покупают для нарезки резьбы в легированной стали). Углеродистый при сильной нагрузке может сломаться, так что если вы выполняете ответственные работы, то не экономьте, покупайте из быстрореза.
Отличный производитель — Львовский завод, также любые метчики, сделанные в СССР, ищите или со знаком качества или из стали Р18 — найти их будет очень сложно, но качество у них просто отменное. Умели все-таки делать инструмент при СССР, не то, что сейчас — сплошной Китай, даже не знаешь, что и как выбрать. Но на этом сайте вы найдете только правдивую информацию, поэтому следуйте советам — не прогадаете. Насчет нормальных сверл по металлу можете почитать здесь.

Неплохие углеродистые У7 — фирма «Рекос», ими без проблем нарежете резьбу в обычном уголке, меди, оцинкованном железе. Те, что на фото выше — для дома вполне можно обойтись и ими, благо и качество у них более менее и цена невысокая.

Продается поштучно, в отличие от машинно-ручного. Он гораздо длиннее, чем машинно-ручной, заход у него очень острый(так что не подойдет для нарезания резьбы в глухом отверстие). Также бывают со стандартной резьбой, и с мелкой и средней. Больше ничем особым не отличается, ржет так же, как любой другой. Поэтому, если вам нужно нарезать пару отверстий по твердом металлу, а раскошелиться на комплект не можете, то покупайте одиночный, сэкономите процентов 40.
Для нарезания резьбы вам ещё понадобится метчикодержатель и масло(бытовое, машинное). Лучше брать отечественный держатель, а то все импортные сделаны из силумина(порошковый металл), некрепкие и часто ломаются.
Технология нарезания проста — сверлите отверстие(для каждого диаметра и шага свое), затем закрепляете метчик(сначала черновой) в держателе, капните пару капель масла на метчик и вертикально вставляете в отверстие. Заготовку желательно зажать в тиски, чтобы резьба не пошла косо. Потихоньку крутите по часовой стрелке (если правая резьба). Так и крутите, немного вперед, потом назад и опять вперед. Занятие сложное только для первого раза.

Для левосторонней резьбы существуют специальные метчики с маркировкой LH. Цена на них немного повыше, да и найти в продаже иногда бывает достаточно сложно. При нарезании не забудьте — крутить нужно против часовой стрелки.
Наборы метчиков и плашек
В нынешнее время на прилавках магазинов можно найти все, что угодно. Многие желают купить для дома сразу комплект метчиков и плашек. И в продаже они имеются и цена невысокая. Возникает вопрос — а стоит ли покупать наборы, как там с качеством? Отвечаю — на мой взгляд, покупать такие наборы стоит только для домашнего использования. Наборы китайские(больше никто не выпускает такие) и качество металла инструмента там не очень. Конечно, если вам такой набор нужен для дома, то можно купить, благо нарезание резьбы — дело нечастое. Из более менее приличных отметим фирму «Matrix». Хотя на мой взгляд, если уж хотите иметь качественный инструмент, то берите по раздельности. Много ли нужно для дома — размеры M4, M5, M6, M8, M10, M12 и такие же плашки. Конечно, это вытянет на 1000 рублей, за плашки еще рублей 400. Зато у вас будет действительно качественный инструмент и вы можете работать им по любому металлу. Решать, конечно же вам. да, кстати, плашки покупайте только из старых запасов, проверено лично — они в разы крепче современных.
Виды и размеры метчиков для нарезания резьбы
Метчик – металлорежущий инструмент для нарезания внутренней резьбы. Используются для конструкций с резьбовым соединением. Видов их достаточно много, рассмотрим основные и наиболее часто используемые как в быту, так и на производстве, их размеры, качество и примерные цены.
1. Метчики метрические

Размеры метрических метчиков: от 2мм до 60мм, размерный ряд очень широк, можно получить практически любую резьбу.
Шаг резьбы. Расстояние между витками резьбы. Он может быть разным, как мелким, так и крупным.
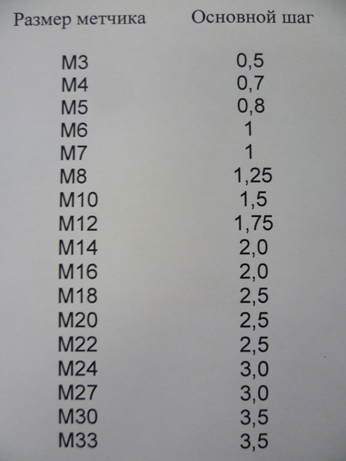
Каждый размер метчика имеет свой основной шаг. Чем больше размер, тем больше основной шаг. Помимо основного есть и несколько видов дополнительных шагов, но крупнее чем основной они быть не могут, только меньше. Приведу пример: метчик М10 имеет основной шаг 1,5, бывает и (М10*1) (М10*0,75) (М10*0,5), заметьте, что все дополнительные шаги меньше основного (т.е. витки очень частые)
Нарезают резьбу при помощи воротка (машинно-ручным метчиком или ручным), для чего предусмотрен квадрат на хвостовике для зажима в вороток.

Зажат в метчикодержатель
Статья про то, как правильно нарезать резьбу и какое отверстие нужно высверлить перед нарезанием.
Таблица основных метрических шагов резьбы.
Если не знаете точный размер заготовки, перед нарезкой нужно воспользоваться штангенциркулем для измерения внешнего диаметра детали, на которой будете резать резьбу.
А шаг резьбы можно измерить с помощью резьбомера.
Продаются метчики в основном комплектами из 2шт (первый и второй номера). Сначала проходят первым, он имеет более острый заход, потом вторым (чистовым), заход у него более тупой.
Если требуется просто поправить резьбу, то можно купить не комплектный, а одиночный (штучный). Выйдет дешевле, в два то раза точно.
2. Гаечный метчик.

Всегда длиннее обычного ручного
3. Левый метчик.

4. Метчики трубные.

5. Трубные конические метчики.

Что касается качества. Сталь идёт в основном быстрорежущая: Р6М5 (наиболее часто используемая), HSS. Предпочтительнее конечно Р18,


Цена на быстрорежущие Р6М5 львовского завода, Украина: М8 – 200руб, М10 – 250руб, М18 – 540руб, М27 – 750руб.
Как видим разница очень ощутимая.
Метчики
Метчик – инструмент для формирования профиля резьбы в отверстии. Метчики имеют рабочую часть, шейку и хвостовик. Рабочая часть метчика предназначена для механической обработки резанием и состоит из заборной части, режущих зубьев и калибрующих зубьев. Хвостовик инструмента предназначен для закрепления инструмента на станках в специальные резьбонарезные патроны, либо при слесарных работах квадратный хвостовик метчика устанавливается в метчикодержатель или вороток.
рис. 1 – метчики с винтовой канавкой для глухих отверстий
рис. 2 — метчикодержатель
Виды метчиков
Метчики подразделяются по типу выполняемых работ


Ручные метчики используются комплектом из 2-3 штук. На каждом метчике имеется маркировка №1,2,3. Метчики №1 имеет большую длину заборной части и заниженный размер по среднему диаметру резьбы, его еще называют черновым метчиком. Метчик №2 или №3 имеет меньшую длину заборного конуса (примерно = 2-3 шага резьбы), это позволяет обрабатывать глухие отверстия максимально близко ко дну отверстия, а также он имеет окончательный профиль резьбы, такие метчики называют чистовыми.
Метчики изготавливают по разным стандартам
Российские стандарты
Машинно-ручные метчики для метрической, дюймовой, трубной резьбы — ГОСТ 3266-81.

рис. 3 – метчик с усиленным хвостовиком
Усиленный хвостовик повышает жесткость инструмента и как следствие стойкость. Применяется на резьбах до М10 (включительно) основной шаг.

рис. 4 – метчик с шейкой
Применяются при нарезании неглубоких резьбовых отверстий. Являются более дешевой альтернативой метчиков с проходным хвостовиком изготовленных по DIN.

рис. 5 – метчик с проходным хвостовиком
Проходной хвостовик позволяет нарезать резьбу длиннее, чем режущая часть метчика.
Машинные метчики для метрической резьбы – ГОСТ 8859-74.

рис. 6 – метчик машинный
Гаечные метчики для метрической резьбы – ГОСТ 1604-71

рис. 7 – метчик гаечный
Гаечные метчики с изогнутым хвостовиком для метрической резьбы – ГОСТ 6951-71.

рис. 8 – метчик гаечный с изогнутым хвостовиком
Зарубежные стандарты
Метчики ручные комплектные для метрической резьбы – DIN 352
Метчики машинные с усиленным хвостовиком для метрической резьбы – DIN 371
Метчики машинные с проходным хвостовиком для метрической резьбы – DIN 376, DIN 374
Метчики ручные комплектные для мелкой метрической резьбы – DIN 2181
Метчики гаечные для метрической резьбы – DIN 357
Метчики машинно-ручные для метрической резьбы – ISO 529
Метчики ручные для трубной резьбы – DIN 5157
Метчики машинные для трубной резьбы – DIN 5156
Метчики ручные для трапецеидальной резьбы – DIN 130
Примечание: Принципиальной разницы между метчиками изготовленными по ГОСТ и по DIN нет. Метчики изготавливаемые по DIN немного короче метчиков по ГОСТ (аналогичных серий), примерно на 10 мм. Поэтому, исходя из потребительского спроса, наша компания представляет следующие серии метчиков для метрической резьбы: короткая серия по DIN, короткая серия по ГОСТ, метчики с удлиненным хвостовиком по DIN. Чем больше длина метчика, тем он дороже.
Метчики подразделяются по виду обрабатываемой резьбы
М Резьба метрическая основной шаг 60°
Мf Резьба метрическая мелкий шаг 60°
BSW Резьба Витворта 55° основной шаг BS 84
BSF Резьба Витворта 55° мелкий шаг BS 84
UNC Резьба унифицированная 60° основной шаг ANSI B1.1
UNF Резьба унифицированная 60° мелкий шаг ANSI B1.1
G (BSP) Резьба трубная цилиндрическая 55°
NPT Американская трубная коническая резьба 60° 1:16 ANSI/ASME B1.20.1,
К Коническая дюймовая резьба
NPTF Американская трубная плотная коническая резьба 60° 1:16 ANSI B1.20.3
NPS Американская трубная цилиндрическая резьба 60° 1:16 ANSI/ASME B1.20.1
Rp (PS) Резьба трубная цилиндрическая
R (BSPT) Резьба трубная коническая 1:16
Pg Резьба для обсадных труб
Метчики для специальной резьбы
Метчики подразделяются по типу обрабатываемого отверстия

а) Метчики с подточкой для обработки сквозных отверстий.
Подточка необходима для того, чтобы стружка шла перед метчиком (особенно на вязких материалах) и не забивала стружечные канавки.
б) Метчики с винтовой канавкой – для обработки глухих отверстий
При обработке глухих отверстий, в процессе резания стружка за счет СОЖ и инерции выталкивается по винтовым канавкам наружу, это позволяет избегать повторное резание стружки и поломки метчика.
в) Метчики с прямыми канавками – для универсальных работ
Особенно часто подходит для материалов дающих сегментную стружку или стружку надлома, такие материалы как серый чугун, бронза и т.д.
Метчики подразделяются по длине заборной части

рис. 9 – для метчиков по DIN

рис. 10 – для метчиков по ISO
Метчики подразделяются по виду обрабатываемого материала
1. Низколегированные стали, легированные и улучшаемые стали, нержавеющие легкообрабатываемые стали. Предел прочности до 900 Н/мм 2 . Передний угол 8°-10°.
2. Углеродистые и конструкционные стали, легированные и улучшаемые стали, алюминиевые сплавы дающие кроткую стружку (невязкий). Предел прочности до 500 Н/мм 2 . Передний угол 12°-15°.
3. Нержавеющие труднообрабатываемые стали. Предел прочности до 500 Н/мм 2 . Передний угол 6°-8°.
4. Чугун (строго HSS), латунь и бронза, дающая короткую стружку, твердую пластмассу. Передний угол 0°-3°.
5. Алюминиевые сплавы дающие длинную стружку (вязкий), цинковые и магниевые сплавы, медь. Передний угол 15°-20°.
Рекомендации к применению метчиков
В зависимости от обрабатываемых материалов необходимо правильно подобрать скорость резания.
Так же необходимо выбрать материал метчика HSS (Р6М5) или HSSE (Р6М5К5). При обработке материалов первой и третьей группы рекомендуется использовать инструмент HSSE. Кобальт повышает красностойкость метчика.
Материалы четвертой и пятой группы рекомендуется обрабатывать инструментом HSS.
Метчики машинные применяются на токарных, сверлильных, фрезерных станках, обрабатывающих центрах, а также для обработки резьбы вручную.
Метчик устанавливают на станке в специальные вспомогательные инструменты:
- Плавающий резьбонарезной патрон
- Резьбонарезной патрон с осевой и радиальной компенсацией
- Реверсивные резьбонарезные предохранительные патроны
- Цанговый патрон
При обработке глухой резьбы на универсальном станке обязательно станок должен быть оснащен реверсом шпинделя или реверсивный резьбонарезным патроном.
Материалы, из которых изготавливаются метчики
Плашки изготавливают из следующих материалов:
Инструментальная сталь марок У11А, У12А.
Легированная сталь марок ХВСГ, 9ХС, ШХ15 по ГОСТ 5950.
Быстрорежущая сталь марок Р6М5 (HSS), Р18, Р6М5К5 (HSSE), Р6М5Ф3 и др. по ГОСТ 19265.
Современные методы и технологии позволяют изготавливать метчики не только из твердого сплава различных марок, но и из порошковой быстрорежущей стали методом спекания.
Твердосплавные метчики имеют высокую твердость, износостойкость, красностойкость, жаропрочность, способны работать на максимальных скоростях резания и с высокой производительностью, но иногда им не хватает прочности (ведь чем выше твердость, тем ниже прочность), именно в этих случаях применяют метчики из порошковой быстрорежущей стали, имеющих высокую прочность и практически такие же характеристики как у твердого сплава.
Применение СОЖ в процессе обработки метчиками
Применение СОЖ (смазочно-охлаждающая жидкость) во время операции резьбонарезания является эффективным способом воздействия на стойкость инструмента, качество получаемой резьбы и увеличение производительности.
Обычно в качестве СОЖ применяют масло или эмульсию при обработке сталей, нержавеющих сталей. При обработке жаропрочных сплавов в СОЖ состоит из 60% сульфофрезола и 15% олеиновой кислоты. Для обработки легких сплавов в качестве охлаждения применяют керосин. Для обработки нержавеющих сталей – масло.
На современных обрабатывающих центрах и станках с ЧПУ применяют подвод СОЖ через инструмент. А также охлаждение воздухом, масляным туманом или инновационное криогенное охлаждение (двуокисью азота NO2) через специальные патроны. Современная технология охлаждения инструмента предназначена для обработки титана, никелевых сплавов и листов гофрированной стали. Значительно повышается стойкость инструмента и качество обработки композиционных материалов.





