2. Литье в разовые песчано-глинистые формы
Литье в разовые песчано-глинистые формы является наиболее распространенным и относительно простым способом получения отливок. Разовые песчано-глинистые формы могут быть приготовлены либо непосредственно в почве (в полу литейного цеха) по шаблонам, либо в специальных ящиках-опоках по моделям. В почве получают отливки крупногабаритных деталей (станин, колонн и т.д.), более мелкие отливки обычно получают в опочных формах.
Внешнее очертание отливок соответствует углублениям формы, отверстия получают за счет стержней, вставляемых в полость формы.
Технологический процесс производства отливок в опочных формах (рис.1) состоит из трех стадий: подготовительной, основной и заключительной.
Модельная оснастка, изготовленная в модельных цехах, представляет собой приспособления, с помощью которых изготовляют формы и стержни. К оснастке относятся модели деталей, подмодельные щитки, стержневые ящики, модели элементов литниковой системы и опоки.
Модели (рис.2, а) служат для получения полости в земляной форме, которая по размерам и внешним очертаниям соответствует будущей отливке. Так как металл после затвердевания усаживается (уменьшается в объеме), размеры модели делают несколько большими.
Изготовляют модели из дерева, пластмассы или металла. Выбор материала зависит от условий производства и требований, которые предъявляют к отливке в отношении точности размеров и чистоты поверхности. Для того чтобы модели легко извлекались из формы, их делают с формовочными уклонами и часто разъемными, из двух и более частей, легко скрепляемых при помощи шипов.
Для получения отливок с отверстиями или углублениями на моделях в соответствующих местах предусматривают выступы — стержневые знаки, которые оставляют в форме отпечатки для установки стержней. Место, занимаемое в форме стержнем, не заполняется металлом и в отливке после удаления стержня образуется отверстие или углубление. Стержни изготовляют из особой стержневой смеси, набивая ее вручную или машинным способом в стержневые ящики (рис.2, б). При этом учитывают изменение размеров отливки при затвердевании металла. Размеры стержней должны быть меньше отверстий на величину усадки металла. В зависимости от сложности изготовления стержневые ящики делают цельными и разъемными. При небольших партиях стержней ящики делают из дерева, в массовом производстве, особенно при повышенных требованиях к точности литья, применяют металлические ящики (чугунные или из алюминиевых сплавов).
Модели литниковой системы предназначены для образования в форме каналов и полостей, служащих для подачи металла, задержки шлака и выхода воздуха из полости формы (рис.2, в). Устройство литниковой системы обеспечивает спокойное, безударное поступление металла в форму, предохраняя ее от повреждения.
Подмодельные щитки-плиты служат для размещения на них моделей и установки опоки при изготовлении литейной формы вручную.
В массовом производстве при машинной формовке эффективно применение тщательно обработанных деревянных или металлических модельных плит с прочно укрепленными на них или выполненными за одно целое, моделями деталей и элементами литниковой системы (рис.2, г).
Опоки — деревянные или металлические рамки, каркасы, основное назначение которых состоит в удерживании песчано-глинистой смеси, обеспечении достаточной прочности и жесткости формы при ее изготовлении, транспортировке и заливке металла.
Формовочные и стержневые смеси в основном состоят из кварцевого песка определенной зернистости и жароупорности.
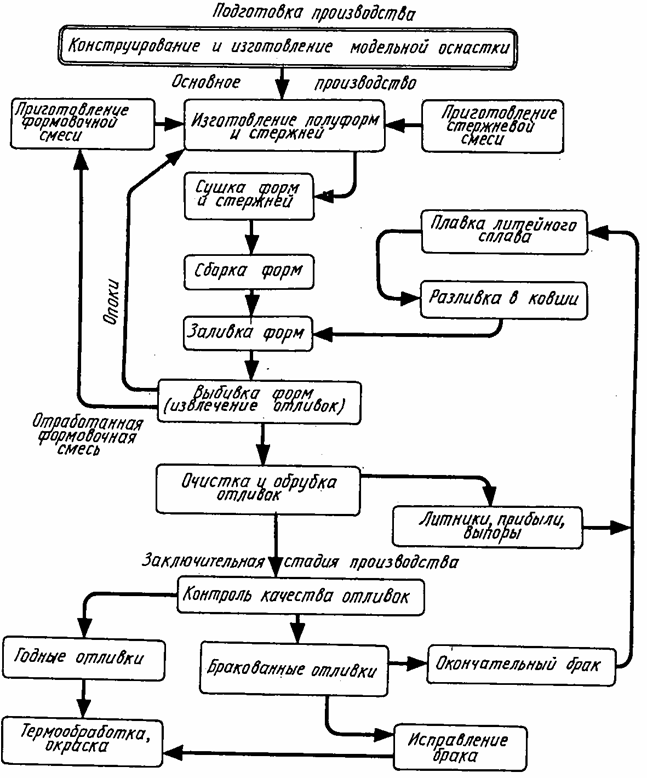
Рис.1 Технологический процесс производства отливок в опочных формах
Формовочные и стержневые смеси должны обладать пластичностью и газопроницаемостью, а формы и стержни, изготовленные из них,— достаточной прочностью. Эти свойства достигаются добавкой к основному материалу глины, льняного масла, декстрина, жидкого стекла, а также деревянных опилок или торфяной крошки. Увлажненная глина добавляется как связующее вещество.
Опилки, торфяная крошка, выгорая после заливки металла в формы, образуют дополнительные поры, увеличивающие газопроницаемость смеси.
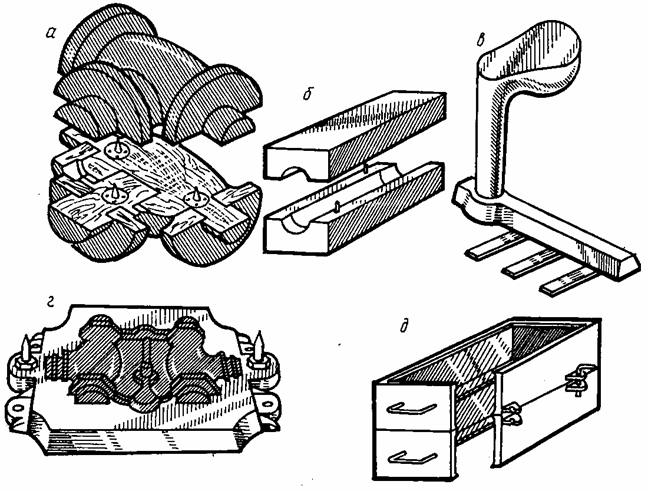
Рис.2 Модельная оснастка:
а – модель детали; б – стержневой ящик; в – модель литниковой системы; г – подмодельная плита; д – опока.
Масляные крепители (олифа, льняное масло) обычно добавляют в стержневые смеси, которые должны обладать более высокой, по сравнению с формовочными, прочностью. Приготовление формовочных и стержневых смесей производится в землеприготовительных отделениях литейного цеха и включает операции предварительной подготовки (подсушивания, помола), дозирования исходных материалов и тщательного перемешивания их до получения однородного состава. В современных литейных цехах эти операции механизированы. Приготовленные смеси подвергают вылеживанию в бункере для более равномерного распределения влаги, а затем после разрыхления и контроля полученных свойств, транспортируют к рабочим местам формовщиков.
По назначению формовочные смеси подразделяют на облицовочные, наполнительные и единые. Облицовочные смеси, непосредственно соприкасающиеся с жидким металлом, приготавливают из более качественных свежих материалов. Наполнительной служит бывшая в употреблении (горелая) смесь. В массовом производстве формы изготовляют из единой смеси, материалом для которой является бывшая в употреблении смесь со свежими добавками песка, глины, крепителей и пр.
Изготовление стержней может производиться набивкой стержневой смеси в ящик и трамбовкой вручную или машинным способом. Машинное приготовление стержней осуществляется на прессовых, встряхивающих, пескометных и других стержневых машинах. В массовом производстве стержни изготовляют на поточных линиях, состоящих из стержневых машин, сушильных печей и различных транспортирующих устройств. Отформованные сырые стержни сушат при температуре 160 .300 °С в сушильных печах или камерах для придания им высокой прочности.
В последнее время на большинстве заводов применяется метод изготовления стержней из быстросохнущих смесей на жидком стекле. Сушка или химическое твердение стержней в этом случае достигается продувкой их углекислым газом в течение двух-трех минут. На некоторых заводах внедрена скоростная сушка стержней с помощью токов высокой частоты.
Применение указанных методов сушки способствует сокращению производственного цикла изготовления отливок в 2 -5 раз, увеличению съема отливок с 1 м2 производственной площади цеха, снижению расходов на транспорт и энергию.
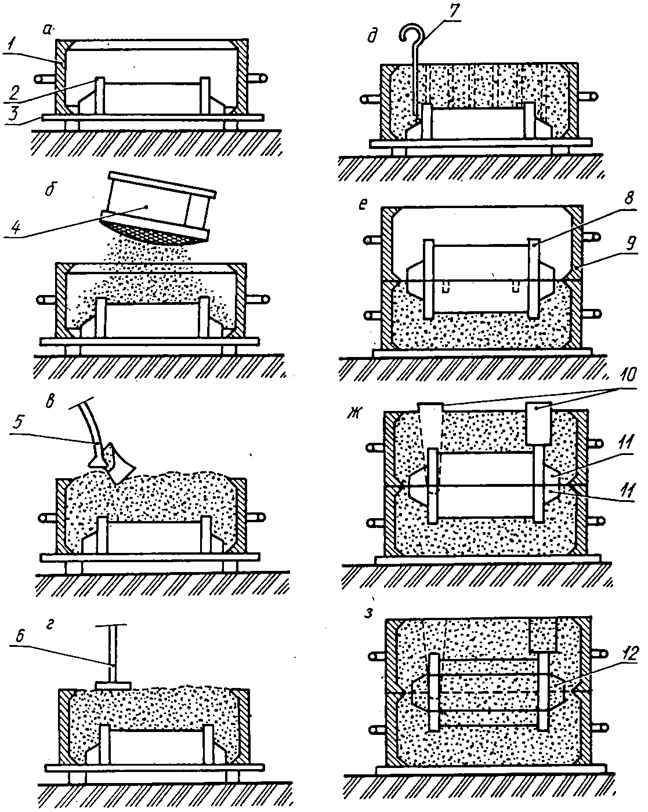
Рис.3 Технологический процесс формовки втулки
Формовка — наиболее сложная и трудоемкая операция производства отливок в разовых песчано-глинистых формах. Трудоемкость изготовления литейных форм составляет 40 -60 % от общей трудоемкости получения отливок.
В условиях массового и крупносерийного производства мелких и средних по массе отливок применяется машинная формовка. Ручная формовка находит применение в индивидуальном и мелкосерийном производстве, а также при производстве крупных отливок. Понятие «ручная формовка» несколько устарело, так как многие работы (подача формовочной смеси, трамбовка, извлечение моделей, поворот и перемещение опок) в настоящее время механизированы.
Рассмотрим последовательность ручной формовки для отливок детали типа втулки.
На подмодельный щит 3 (рис.3, а) укладывается половина модели 2 и устанавливается нижняя опока, затем сквозь сито 4 на поверхность модели наносится противопригарный припыл — древесно-угольная пыль, графитовый порошок (рис.3, б). Лопатой 5 наносят на модель облицовочную формовочную смесь, а затем засыпают всю опоку наполнительной формовочной смесью (рис.3, в). Ручной или пневматической трамбовкой 6 уплотняют смесь (рис.3, г), сгребают ее остатки и накалывают душником (шилом) 7 отверстия для лучшего выхода газов (рис.3, д). Затем нижнюю опоку с заформованной моделью переворачивают на 180° устанавливают вторую половину модели 8 и верхнюю опоку 9 (рис.3, е). После установки моделей литниковой системы 10 в той же последовательности заформовывают верхнюю опоку (рис.3, ж). По окончании формовки опоки разнимают, осторожно удаляют модели, поправляют обрушившиеся места формы припыливают ее изнутри и, уложив в нижнюю полуформу на место знаков 11 стержень 12 (рис.3, з), вновь устанавливают верхнюю полуформу на нижнюю и скрепляют их при помощи болтов, струбцин или просто придавливают грузом, чтобы предотвратить прорыв металла по плоскости разъема формы. В таком виде литейная форма готова для заливки металла.
Для получения крупных отливок полуформы перед сборкой сушат при температуре 350 °С в течение 6 .20 ч в зависимости от габаритов формы.
Машинная формовка экономически целесообразна в условиях серийного и массового производства, когда формовочные машины загружены в течение не менее 40 .60 % рабочего времени. Однако опыт передовых заводов нашей страны показывает, что машинная формовка экономически оправдывает себя и в индивидуальном производстве, если применяются быстросменные модельные плиты. В этом случае смена моделей производится за 1,5 .2 мин, т.е. за короткое время можно перестраиваться на получение новых отливок.
Сущность машинной формовки заключается в механизации основных операций: установки модельных плит и опок, наполнения опок формовочной смесью, уплотнения смеси и удаления моделей из форм. Отдельные конструкции формовочных машин позволяют также механизировать некоторые вспомогательные операции: поворот опок, снятие готовых полуформ со стола машины, передачу их на сборку и т. п.
Машинная формовка не только облегчает труд рабочих-формовщиков, но и дает возможность повышать производительность труда, получать более точные отливки с меньшими припусками на механическую обработку, снижать брак.
На участок заливки форм расплавленный металл подается в разливочных ковшах различной вместимости.
Качество отливок во многом зависит от соблюдения правил заливки. Металл в форму заливают плавно, непрерывной струей до тех пор, пока он не покажется в выпорах и прибылях. Температура заливки всегда выше температуры плавления сплава, однако, перегрев его должен быть минимальным для обеспечения хорошего заполнения формы. При слишком высокой температуре заливки происходит обильное газовыделение, формовочная смесь пригорает к поверхности отливки, увеличивается ее усадка. Контроль температуры заливаемого металла осуществляется оптическими пирометрами или термопарами.
После затвердевания и охлаждения до определенной температуры, при которой отливки приобретают достаточную механическую прочность, производится выбивка их из форм; стержни выбиваются позднее, после дополнительного охлаждения отливок.
Выбивка отливок — одна из самых тяжелых операций литейного производства, сопровождающаяся большими выделениями теплоты и пыли. По трудоемкости операции выбивки, обрубки и очистки составляют 30 .40 % от общей трудоемкости изготовления отливок.
Сущность процесса выбивки заключается в разрушении формы, освобождении отливок от окружающей их формовочной земли. В современных литейных цехах процесс выбивки механизирован и осуществляется на различных вибрационных машинах, чаще всего, на встряхивающих решетках. Формовочная смесь проваливается через решетку, попадает на ленточный конвейер и транспортируется в формовочное отделение для повторного использования.
После выбивки производится обрубка и очистка отливок. Обрубка заключается в отделении от отливок прибылей, выпоров и заливов.
Обрубка — тяжелая операция, трудно поддающаяся механизации. Ее производят с помощью пневматических зубил, ленточных и дисковых пил, прессов, газовой резки.
Очистка отливок, осуществляемая после обрубки, заключается в удалении пригара формовочной земли (корки), окалины, мелких заусениц. Основная цель очистки — уменьшение трудоемкости последующей механической обработки и снижение интенсивности изнашивания режущего инструмента. Очистку отливок от пригоревшей земли и окалины производят во вращающихся (галтовочных) барабанах, на пескогидравлических и дробеметных аппаратах, а также химической и электрохимической обработкой внутренних поверхностей отливок, труднодоступных при других способах очистки.
Зачистка мелких заусениц, неровностей, оставшихся после обрубки, производится на переносных и стационарных шлифовальных станках крупнозернистыми абразивными кругами.
Перед отправкой в механические цехи стальные отливки обязательно подвергаются термической обработке — отжигу или нормализации—для снятия внутренних напряжений и измельчения зерна металла. В отдельных случаях термической обработке подвергаются отливки и из других сплавов.
Брак может возникать по различным причинам на всех стадиях литейного производства, при этом бывает брак исправимый и неисправимый. Основными видами дефектов в отливках являются: коробление; газовые, усадочные, земельные и шлаковые раковины; трещины; недолив металла и спай; отбел поверхности (У чугунных отливок). Поверхностные неглубокие дефекты устраняются заваркой, запрессовкой (эпоксидными смолами), металлизацией. Коробление иногда можно исправить правкой. Отбел ликвидируют дополнительным отжигом отливок.
При внутренних и глубоких наружных дефектах отливки отправляют на переплавку. Годные отливки направляют в механические цехи для дальнейшей обработки или на склад готовой продукции.
Перечислите основные этапы изготовления отливок в разовых песчано-глинистых формах
Производство изделий литьем в землю включает несколько этапов. Вкратце схема выглядит следующим образом.
1. Изготовление модельного комплекта из дерева, стали и т.д., в зависимости от серийности отливки.
2. Изготовление сухой формовочной смеси из песка (преимущественно кварцевого) и связующего (глины).
3. Изготовление стержней, литниковой системы.
4. Размещение модельного полукомплекта на подмодельных плитах в опоках, засыпка формовочной смеси.
5. Увлажнение смеси в полуформе, уплотнение ручным или механическим способом.
6. Проставка стержней, установка второй опоки, установка второго полумодельного комплекта, литниковой системы.
7. Засыпка и уплотнение формовочной смеси.
8. Удаление модельного комплекта, сушка и сборка готовых полуформ.
Далее через литник заливают расплавленный металл. После кристаллизации расплава и охлаждения отливки ее освобождают из формы, очищают от нагара и подвергают необходимой механической, термической, химико-термической обработке.
Литьё в разовые формы (литье в песчано-глинистые формы, ПГФ) — самый распространенный и массовый вид литья. 80% отливок в мире получают в разовых песчаных формах. Первоначальным и главным этапом является изготовление модельного комплекта из дерева, пластика, алюминия, которая копирует будущую деталь. Данный этап является ответственным, поэтому на нашем производстве работают проверенные и профессиональные специалисты в этой области. Модельный цех оборудован всеми видами оборудования для эффективной и в тоже время быстрой работы.
Следующие этап — формовка модельного комплекта для получения качественного отпечатка в форме. На этом этапе многое зависит от качества формовочной смеси. 50% брака получают в результате некачественных смесей. Модель засыпается формовочной смесью, заполняющей пространство между опоками. Опока имеет две полуформы — верхнюю и нижнюю. Плоскость соприкосновения двух полуформ — поверхность разъёма. Для получения внутренних полостей в отливке изготавливаются стержни из кварцевого песка с крепителем (жидкое стекло, смолы и т.д.), также копирующие внутренние конфигурации отливки. Формовочная смесь уплотняется встряхиванием или прессованием. Образовавшиеся полости заливаются расплавом жидкого металла через литниковую систему. После остывания форму разбивают и извлекают отливку, удаляют литниковую систему, облой. Для очистки отливок мы используем галтовочные барабаны, ленточную дробеметную камеру и и дробеметную камеру с вращающимся столом. Еще раз отметим, что правильный выбор формовочной смеси напрямую влияет на качество получаемых отливок, их поверхностей, показатели шероховатости и так далее.
Для облегчения процесса формовки нами используются полуавтоматические встряхивающие формовочные машины. Основное достоинство — равномерное уплотнение формовочной смеси.
Формовочные песчано-глинистые смеси, их состав. Требования к формовочным смесям.
Формовочные смеси. Для изготовления форм и стержней применяются разнообразные формовочные и стержневые смеси, состав которых зависит от способа формовки, рода сплава, характера производства, вида литья и технологических средств и материалов, имеющихся в распоряжении производства.
Формовочные смеси классифицируют:
– по назначению (для отливок из чугуна, стали и цветных металлов);
– по составу (песчано-глинистые, содержащие быстротвердеющие крепители, специальные);
– по применению при формовке (единые, облицовочные, наполнительные);
– по состоянию форм перед заливкой в них сплава (сырые, сухие, подсушиваемые и химически твердеющие).
Для приготовления смесей используются природные и искусственные материалы.
Основными исходными материалами являются песок и глина, вспомогательными – связующие вещества и добавки. Кроме исходных материалов для приготовления формовочных смесей используют отработанные (бывшие в употреблении) смеси.
В зависимости от назначения различают формовочные и стержневые смеси. Правильный выбор смеси имеет большое значение, так как около половины брака отливок возникает из-за низкого качества формовочных материалов и смесей.
Песок – основной огнеупорный компонент формовочных и стержневых смесей.
Обычно используется кварцевый или цирконовый песок из кремнезема SiO2.
Глинаявляется связующим веществом, обеспечивающим прочность и пластичность, обладающим термической устойчивостью.
В формовочные и стержневые смеси вводят в небольших количествах (1…3 %) дополнительные связующие. Их подразделяют на органические и неорганические, растворимые и нерастворимые в воде (сульфидно-спиртовая барда, битум, канифоль, цемент, жидкое стекло, термореактивные смолы и др.).
Для предотвращения пригара и улучшения чистоты поверхности отливок используют противопригарные материалы: для сырых форм – припылы; для сухих форм – краски.
В качестве припылов используют: для чугунных отливок – смесь оксида магния, древесного угля, порошкообразного графита; для стальных отливок – смесь оксида магния и огнеупорной глины, пылевидный кварц.
Смеси должны обладать рядом свойств:
· прочностью – способностью смеси обеспечивать сохранность формы без разрушения при изготовлении и эксплуатации;
· поверхностной прочностью (осыпаемостью) – сопротивлением истирающему действию струи металла при заливке;
· пластичностью – способностью воспринимать очертание модели и сохранять полученную форму;
· податливостью – способностью смеси сокращаться в объеме под действием усадки сплава;
· текучестью – способностью смеси обтекать модели при формовке, заполнять полость стержневого ящика;
· термохимической устойчивостью или непригарностью– способностью выдерживать высокую температуру сплава без оплавления или химического с ним взаимодействия;
· негигроскопичностью–способностью после сушки не поглощать влагу из воздуха;
· долговечностью–способностью сохранять свои свойства при многократном использовании.
При литье металлических сплавов, имеющих высокую температуру плавления, используются только огнеупорные формовочные смеси, не разрушающиеся при нагревании. Эти материалы должны удовлетворять следующим требованиям:
1. Не разрушаться и не плавиться при нагревании до температуры, превышающей температуру плавления металла на 200—250°С.
2. Иметь высокую степень дисперсности, позволяющую получать чистые и гладкие поверхности изделия.
3. Жидкие пасты из огнеупорных смесей должны иметь хорошую жидкотекучесть, способность смачивать восковые модели, накладываться на них без образования воздушных полостей.
4. Обеспечивать прочность и целостность литейной формы, ее газопроницаемость во время литья.
5. Не оказывать какого-либо отрицательного действия на структуру или свойства материала отливки.
6. Обладать термическим расширением, способным компенсировать усадку отливки.
7. Быть безвредным для человека при работе с ними.
17) Стержневые смеси, требования к ним, состав стержневых смесей.
Стержневые смеси соответствуют условиям технологического процесса изготовления литейных стержней, которые испытывают тепловые и механические воздействия. Они должны иметь более высокие огнеупорность, газопроницаемость, податливость, легко выбиваться из отливки.
Огнеупорность смеси – способность смеси и формы сопротивляться растяжению или расплавлению под действием температуры расплавленного металла.
Газопроницаемость смеси – способность смеси пропускать через себя газы (песок способствует ее повышению).
В зависимости от способа изготовления стержней смеси разделяют: на смеси с отвердением стержней тепловой сушкой в нагреваемой оснастке; жидкие самотвердеющие; жидкие холоднотвердеющие смеси на синтетических смолах; жидкостекольные смеси, отверждаемые углекислым газом.
Приготовление стержневых смесей осуществляется перемешиванием компонентов в течение 5…12 минут с последующим выстаиванием в бункерах.
Основными материалами для приготовления стержневых смесей, как и для формовочных, являются песок и глина. Однако большое количество глины, необходимое для повышения прочности, ухудшает газопроницаемость, податливость, выбиваемость смеси, увеличивает ее пригар к стенкам отливки. Для улучшения качества стержневой смеси в ее состав вместо глины входят крепители. К ним относятся различного рода масла, канифоль, каменноугольный пек, сульфитно-спиртовая барда, декстрин, жидкое стекло и другие специальные материалы.
В зависимости от применяемого связующего стержневые смеси делятся на песчано-глиинстые, в которых связующим является глина, и песчано-масляные, в которых связующим являются органические вещества — заменители масел. Песчано-глииистые смеси имеют достаточную прочность в сыром состоянии; их применяют для стержней простых форм художественных отливок, изготовляемых по-сырому. Песчано-масляные смеси применяют для стержней кусковых форм, заливаемых после сушки.
К стержневым смесям предъявляются следующие требования:
1) Пластичность, т. е. способность хорошо формоваться — легко воспринимать и отчетливо сохранять определенную форму. Пластичность улучшается прежде всего при увеличении влажности и количества глины в смеси.
2) Прочность, т. е. способность сохранять форму при воздействии внешних сил, как-то: толчков, неизбежных при изготовлении формы, струи металла, стремящейся размыть форму, и др. Прочность зависит также от содержания глины и влажности, причем каждому составу смеси соответствует определенная влажность, при которой прочность является наивысшей.
3) Податливость, т. е. способность сжиматься под давлением отливки, уменьшающейся в размерах при усадке. Если смесь не будет достаточно податливой, то возможны трещины отливки, особенно около выступов. Лучшей податливостью обладает крупный речной песок; глина ухудшает податливость. Для улучшения податливости в формовочные смеси вводят выгорающие при сушке форм добавки, например опилки.
4) Огнеупорность — способность смеси противостоять действию высокой температуры заливаемого в форму металла. Формовочные и стержневые смеси не должны оплавляться или размягчаться от соприкосновения с расплавленным металлом, а также пригорать к поверхности отливки. Кварцевый песок и белая глина имеют высокую огнеупорность.
5) Газопроницаемость — способность пропускать газы. 11ри контакте горячего металла с влажными формами выделяются пары воды и газы, которые должны свободно выходить из формы через ее стенки. Кроме того, из формы должен выходить воздух, находящийся в ее полости. Если газопроницаемость смеси недостаточна, в отливках образуются газовые раковины. Хорошую газопроницаемость имеют смеси, содержащие крупный речной песок; глина ухудшает газопроницаемость.

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰).

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого.
Папиллярные узоры пальцев рук — маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни.
Литье в песчано-глинистые формы
На долю литья в песчано-глинистые формы и сегодня приходится 70% всех отливок. К тому же на его примере легко проследить все этапы традиционного литейного производства.
Не вдаваясь в особые тонкости, отметим, что для изготовления форм служат формовочные смеси из песка и глины с различного рода добавками. Так, добавка в смесь некоторых отходов целлюлозно-бумажного производства увеличивает поверхностную прочность форм, не дает им осыпаться. Каменноугольная пыль устраняет пригорание формовочной смеси к поверхности чугунных деталей, во время заливки чугуна частицы сгорают и образуют газовую прослойку между отливкой и формой, что не допускает смачивания металлом поверхности формы. Для той же цели в смесь для литья медных сплавов добавляют мазут.
Приготовление формовочных смесей – это целое производство, к тому же весьма высокомеханизированное. Песок и глину сначала сушат в печах, потом глину размалывают на бегунах или шаровых мельницах. После этого песок, глину и другие добавки перемешивают, дают смеси вылежаться, затем рыхлят и подают на формовку.
Кстати, теперь отобранную смесь большей частью не выбрасывают. Использованные формы дробят, отделяют магнитом стальные и чугунные частицы, оставшиеся просеивают на ситах и снова пускают в дело, добавляя к получившейся массе 20-30% свежей смеси.
Чтобы приступить к формовке, нужно, кроме смеси, иметь еще модели и стержни. Что такое модель, понятно без особенных объяснений, это как бы копия внешних очертаний отливаемой детали. Размеры ее больше – нужно добавить на усадку и на неточности, а также на припуска для механической обработки. Нужны также литейные уклоны – конусность, облегчающая выемку модели из формы. На рис. 2.1 показано отливку, модель и форму в сборе.
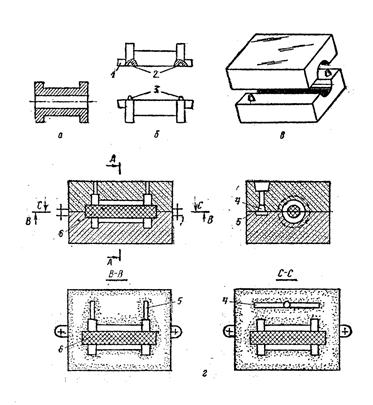
Рисунок 2.1 – Отливка (а), модель (б), стержневой ящик (в) и форма в сборе (г);
1 – модельные знаки; 2 – гнезда; 3 – шипы; 4 – шлакоуловитель; 5 – питатель; 6 – стержень.
Используя одну модель, можно получить от 5 до 500 отливок. Если отливок требуется больше, и они должны быть поточнее, то модели выполняют и из металла – чугуна, латуни и алюминия.
В отличие от модели стержни остаются во время заливки металла внутри формы. Поэтому их выполняют не из дерева, а так же, как и сами формы: из песчано-глинистых смесей или даже из металла: укрепляют каркасами и пронизывают вентиляционными каналами, куда бы могли уходить газы, выделяющиеся из расплава.
После того как модель и стержни готовы, можно приступить к формовке, т.е. к изготовлению самой формы – отпечатки модели, полости, куда будет заливаться расплав. Если предстоит отливка очень крупного изделия, то формовку ведут прямо в почве. Формы выполняют в опоках – металлических ящиках из стали или алюминиевого сплава без дна и без крышки. Опоки (их, как правило, две) удерживают песчаную литейную форму, не дают ей развалиться при транспортировке и заливке металла. В стенках опоки просверливают отверстия, через которые выходят пары и газы, образующиеся во время сушки и заливки, а на внутренней поверхности делают ребра, не позволяющие высыпаться земле.
Процесс начинается с того, что модель устанавливают гладкой поверхностью на подмодельный щиток. Туда же потом ставят нижнюю опоку, после чего модель припудривают тальком или графитом, чтобы она не прилипала к форме, и засеивают небольшим слоем облицовочной смеси.
В отличие от остальной формовочной смеси облицовочная непосредственно соприкасается с жидким металлом, и по этой причине ее приготовляют из свежих материалов, тогда как на наполнительную идет главным образом уже отработанная смесь.
Затем облицовочную смесь обжимают вокруг модели и засыпают несколькими слоями наполнительной смеси, каждый слой тщательно уплотняют. У стенок опоки плотность набивки смеси стараются делать максимальной, иначе смесь может при переворачивании и сборке формы вываливаться из опоки.
Закончив набивку, излишек смеси сгребают линейкой и прокалывают иглами (или, как их еще называют, душниками) вентиляционные каналы, назначение которых, как уже говорилось, – увеличить газопроницаемость формы. Чтобы в них не проник жидкий металл и чтобы не испортить поверхность будущей отливки, каналы не доводят до модели на 15-20 мм.

Следующая операция – переворачивание опоки на 180°. Ее располагают разъемом вверх и присыпают разделительным песком, а саму модель припудривают. На нижнюю опоку ставят верхнюю. Теперь устанавливают модель стояка и засыпают все сначала облицовочной, а потом наполнительной смесью. Последнюю вновь тщательно уплотняют и вновь накалывают вентиляционные каналы.
Модель стояка (вертикального канала для подвода расплава к форме) вынимают и слегка расширяют его верхнюю часть. Образуется углубление – литниковая чаша, куда наливают жидкий металл. Ее основное назначение – облегчить попадание в стояк струи металла из разливочного ковша, а также способствовать отделению металла от шлака, что плавает на его поверхности; в верхней части литниковой чаши иногда ставят перегородки, которые его задерживают.
Затем верхнюю опоку снимают, а в нижней прорезают горизонтальные каналы – литники. Кромки формы вокруг модели слегка увлажняют водой, чтобы они не осыпались при выемке модели. В модель ввинчивают сверху винт, который литейщики называют «подъемом», легкими ударами деревянного молотка «расколачивают» модель и осторожно вынимают ее из формы. Остается тщательно осмотреть форму и исправить возможные повреждения, продуть ее полость сильной струей сжатого воздуха, чтобы удалить остатки земли, выкрасить формовочной краской и высушить.
Завершается все сборкой: верхнюю опоку по направляющим штырям точно состыковывают с нижней, а сверху ставят на них тяжелый груз или же свинчивают. Если ни того, ни другого не делать, то при заливке металл может просочиться в разъем и вытечь.
Земляные или глинисто-песчаные формы для каждой отливки нужно выполнять заново. Чтобы снизить трудоемкость формовки, иногда применяют полупостоянные формы, которые изготавливаются из огнеупорных масс, предварительно обожженных при температуре 800-900 К. Такие формы выдерживают по нескольку десятков и даже сотен заливок и нуждаются лишь в периодическом обновлении слоя защитной краски, соприкасающейся с жидким металлом.
Это самый простой способ – формовка в двух опоках по цельной модели. Литейщики знают таких способов множество: и формовка по разъемным моделям, и в нескольких опоках, и стопочная формовка, и формовка без опок, и по шаблонам, и в стержнях и т.д. В общем, способов много, но принцип один – получение полости, соответствующей форме будущей отливки.
Теперь о заливке. Это тоже целая наука. Так, способ подвода расплава к форме зависит не только от размеров, конфигурации, толщины стенок отливки, но и от металла. Если вы льете серый чугун, подводите металл к тонким сечениям. Если же деталь изготавливается из стали, расплав подводят в толстые части: у стали большая усадка, а через тонкие места невозможно добиться хорошего питания отливки. Для быстрого заполнения форм применяют клиновидные литники, которые подают расплав тонкой и широкой струей; если же нужен плавный и безударный подвод, используют сифонные и рожковые литники. Дождевые литники, в свою очередь, разбивают металл на маленькие струйки и хороши в тех случаях, когда есть опасение, что большая сплошная струя размоет литейную форму.
После того как форму залили расплавом, нужно ждать, пока отливка затвердеет и остынет примерно до 700-800 К. Только тогда ее можно будет выбивать, т.е. освобождать из формы. При выбивке раскаленные отливки пышут жаром, а формовочная земля повисает в воздухе едкой пылью. Это очень неприятная работа, и она сейчас почти всюду механизирована. Опоку подвешивают к подъемному крану и трясут с помощью мощных вибраторов (приводятся в действие воздухом). Под коромыслом в полу имеется люк, закрытый толстой решеткой. Когда в результате вибрации опоки вываливается полуформа с отливкой, она распадается на куски, горелая формовочная смесь проваливается сквозь решетку и уносится в землеприготовительное отделение, где используется снова, а отливка остается сверху.
Первым делом отливку нужно очистить от стержней, забивающих все ее дыры и полости. Раньше стержни выбивали пневмозубилами и молотками, теперь чаще всего используют гидроочистку; стержни разрушаются и размываются струей воды под сильным давлением, а примешанные к ней кварцевые песчинки бомбардируют поверхность отливки и отдирают от нее грязь и наросты. Поскольку гидроочистка происходит в закрытой камере, а рабочий, управляющий струей, находится все время снаружи, ему не приходится ни мокнуть, ни дышать пылью.
Другой способ очистки – очистка с помощью дробеструйных и пескоструйных аппаратов.
Еще более прогрессивный способ очистки электрохимическая и очистка электрогидравлическим ударом. Наконец, лишний металл – литники – отбивается от хрупких чугунных отливок молотком, а от отливок из других материалов отрезается пилами или газовыми горелками. Заливы и заусеницы удаляют абразивными кругами.
Теперь отливка почти готова. После поверхностного осмотра, обычных замеров, проверки химсостава химическим или спектрографическим способом и исследования микроструктуры ее направляют на рентгеновское просвечивание для определения скрытых пороков. В последнее время широко используют для просвечивания гамма-лучи и ультразвук. Отливки из магнитных материалов проходят еще так называемые магнитные испытания. Идея их в том, что поток силовых линий, проходящих через отливку, встречаясь с препятствием (в данном случае с внутренним дефектом), меняет направление или рассеивается. Это фиксируется индукционными приборами – магнитными дефектоскопами.
Обнаружив даже серьезные дефекты, не обязательно отливку выбрасывать. Чаще всего ее можно исправить. Вырубают, например, дефектное место до чистого металла и заполняют образовавшуюся полость расплавом того же химического состава, что и отливка, или даже лучшего качества. Вместо вырубки можно выплавить дефектное место электродугой или газовым резаком.
Данный способ «ремонта» отливок – металлизация. Мелкие капли металла, расплавленные электрической дугой, выдуваются сжатым воздухом и направляются прямо на дефектное место.
Литье в разовые песчано-глинистые формы применяют в индивидуальном и мелкосерийном производстве крупногабаритных деталей из черных и цветных сплавов.
При индивидуальном производстве литье в песчано-глинистые формы является наиболее экономичным способом благодаря малой стоимости формовочных материалов и модельной оснастки. Но получаемые отливки имеют шероховатую поверхность, невысокую точность размеров и вследствие крупнозернистости структуры и значительной пористости металла в отливках – невысокие механические свойства. Отливки, полученные этим способом, должны иметь припуск на последующую механическую обработку (3-10 мм).
1.2 Литье в оболочковые формы
Песчано-глинистая форма, о которой подробно рассказано выше, состоит как бы из двух частей: тонкого внутреннего слоя, непосредственно прилегающего к отливке и формирующего ее поверхность, и слоя наружного, который в десятки раз толще и нужен только для придания форме прочности. Именно из-за него литейщики перелопачивают на каждую тонну отливок гору (до 12 т) песка и глины. Если бы внутренний слой был достаточно прочен, наружный был бы вообще не нужен.
В этом и заключена идея литья в оболочковые формы. Благодаря успехам химии полимеров из кварцевого песка с небольшой добавкой особой смолы, например пульвербакелита, литейщики научились на специальных автоматах изготовлять тонкие скорлупы, оболочки. Они в 15-20 раз прочнее песчано-глинистых форм и поэтому не нуждаются в толстом наружном слое. В результате в 8-10 раз снижается расход формовочной смеси на тонну литья. Отливки получаются очень точными, с чистой поверхностью, припуски на механическую обработку уменьшаются вдвое, нет нужды в выбивке и очистке, открывается путь к полной автоматизации производства. Оболочковые формы весьма газопроницаемы, поэтому в процессе заливки металла газы удаляются, что существенно улучшает качество отливок.
 Наиболее важно, что этот способ позволяет получать отливки, точность которых соответствует точности модели. Так, при использовании алюминиевых сплавов, бронзы, чугуна размеры можно выдержать с точностью от +0,38 мм на размер 150-500 мм; расходы на механическую обработку снижаются на 20-25%. Припуски на механическую обработку назначаются в пределах 0,25-3 мм.
Наиболее важно, что этот способ позволяет получать отливки, точность которых соответствует точности модели. Так, при использовании алюминиевых сплавов, бронзы, чугуна размеры можно выдержать с точностью от +0,38 мм на размер 150-500 мм; расходы на механическую обработку снижаются на 20-25%. Припуски на механическую обработку назначаются в пределах 0,25-3 мм.
Оболочковые формы используют в серийном и массовом производстве отливок мелких и средних размеров от 0,5 до 50 кг из черных и цветных металлов и их сплавов, детали автомобилей, тракторов, мотоциклов, тепловозов, судов и других изделий.
1.3 Литье в металлические формы (кокили)
Кокиль – древнее изобретение. Еще скифы отливали наконечники своих бронзовых стрел в металлические формы. Их преимущество перед песчаными, в первую очередь, долговечность. Так, в одном чугунном кокиле можно изготовить сотни тысяч мелких отливок из алюминия, цинковых или магниевых сплавов. Для самых крупных отливок из стали с ее химической агрессивностью и относительно высокой температурой эта цифра падает до 10-15 штук, что определяет предел экономической целесообразности способа.