Технология сварки чугуна электродами. Описание процесса
У домашнего мастера выполнение сварочных работ со сталью не вызывает трудностей. А вот как варить чугун электросваркой знает не каждый сварщик-самоучка.
Особенности материала
Чугун — это сплав углерода с железом, где содержание углерода 2,14%. Что отрицательно сказывается на качественном соединении.
Процесс трудоемок ввиду:
- образования трещин и пор;
- при обработке появлению каленых структур и быстрому затуплению инструмента;
- тонкий материал рассыпается от перегрева.
По составу чугун подразделяется на серые и белые:
- Белые не свариваются ввиду хрупкости и твердости. Подаются шлифовке;
- Серые (высокопрочный, ковкий) легко обрабатываются и ограниченно свариваются.
Технология сварки чугуна электродами
Существует 2 способа сварки чугуна — горячая и холодная.
К горячей относится и полугорячая .
При горячем соединении деталь нагревают до температуры 600-700°С, выполняют сварку и медленно охлаждают чугунное изделие в печи. При полугорячем соединении поддерживают температуру 300-400°С.
Горячая и полугорячая сварка нуждается в дополнительном оборудовании. В бытовых условиях применяется холодное соединение.
Разделка кромок
Сварка чугуна электродом в домашних условиях нуждается в разделке фасок. Обезжиривать и зачищать детали не требуется.
Снятие фасок выполняется:
- напильником;
- наждаком;
- болгаркой.
Нюанс : острые кромки не допускаются. Остроту снимают подходящим инструментом.
Как правильно сварить чугунные детали на холодную
При соединении не перегревайте околошовную зону (не более 80°С). Делайте частые перерывы между проходами. Используйте многопроходную сварку.
- сначала выполните наплавку по краям фасок;
- затем постепенное заполнение шва;
- после каждого прохода делайте проковку валика по горячему.
Валики выполняйте длиной 40 мм, вразброс для снижения нагрева детали.
Как заварить чугун электросваркой в домашних условиях. Что понадобится:
- источник тока (инвертор);
- электроды 3 мм;
- щетка для зачистки шва;
- молоток для проковки и удаления шлака;
- шарошка или фреза для разделки фасок;
- щиток и перчатки.
- сначала разделка кромок и притупление острых углов;
- затем наплавка по краям фасок;
- далее постепенное заполнение шва.
Делайте проковку каждого валика по горячему. Не спешите, давайте время для остывания детали (нагрев околошовной зоны не более 80°С).
После заполнения сварочного шва, переверните деталь и разделайте кромки с обратной стороны. Выполните сварку, как описано выше. Соблюдая температурный режим и делая проковку каждого валика. По окончанию процесса, по желанию отшлифуйте наплавленную поверхность.
Видео:
Холодной сваркой ремонтируют батареи, тиски, блок цилиндров двигателя и другие конструкции из серого чугуна.
Марки электродов для сварки чугуна
В этой статье, вы можете познакомится с заводскими электродами и самодельными для соединения разных видов чугуна.
Таблица ниже, поможет выставить ток на аппарате для разных диаметров марок электродов:
- ЦЧ-4;
- ОЗЧ-2;
- ОЗЖН-1;
- МНЧ-2.
Значение тока указаны для нижнего положения электрода. Для вертикального положения ток уменьшают на 15-20 А, кроме ЦЧ-2.
В целях экономии, домашние умельцы приноровились выполнять сварку чугуна обычным электродом с медной проволокой. Видео ниже:
Также, медная проволока поможет в сварке чугуна со сталью.
Некоторые умельцы спрашивают, как варить чугун полуавтоматом? На форумах по металлообработке опытные сварщики советуют применять проволоку ПАНЧ 11. Соединение выполняется стежками по 2-5 см с проковкой, без газовой защиты на прямой полярности. Ток 90-110 Ампер в зависимости от толщины металла.
Чем резать чугун
Виды резки делятся на термические и механические. Перечень инструментов и способов:
- Болгарка — простой и доступный способ. Минус: рез происходит по прямой.
- Труборезы хорошо себя зарекомендовали при работе с трубами.
- Сабельная пила.
- Электродом.
- Газокислородная резка — неплохой вариант. Кислородно флюсовая улучшит качество резки чугуна.
- Мобильные установки Терморезак 2М (вес до 5 кг).
- Кислородно-копьевая резка и плазменная.
Как видите, есть из чего выбрать! В бытовых условиях широко применяется болгарка.
Как заварить чугун электросваркой в домашних условиях
Чугун широко применяется в различных областях человеческой деятельности. Из него делается множество бытовых изделий, в т. ч. сантехническое оборудование. Монтаж и ремонт металлоконструкций требует надежного соединения, для чего используются различные технологии. Сварка чугуна электродом является одним из самых популярных способов, но для ее качественного проведения необходимо знание особенностей процесса.
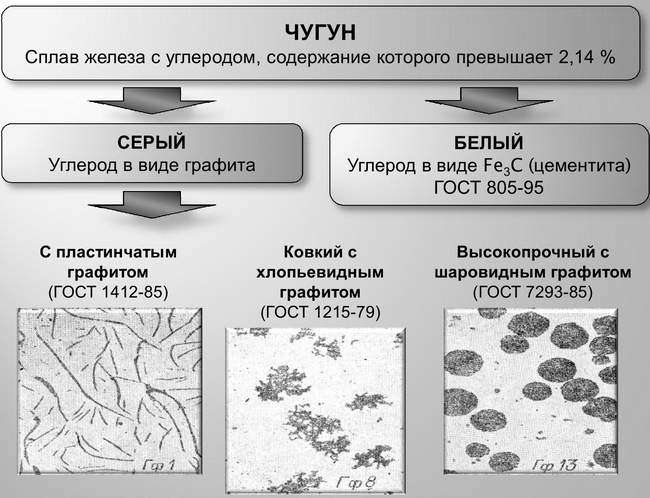
Что такое чугун
Как и сталь, чугун представляет собой сплав железа с углеродом, но содержание последнего компонента в его составе превышает 2,14 % и может доходить до 6,65 %. Кроме того, отмечаются примеси в виде кремния, марганца, серы и фосфора, а также легирующие добавки (хром, никель, магний и т. п.). Металл обладает высокой прочностью, но повышенное содержание углерода приводит к низкой пластичности и отсутствию ковкости. Из-за этого чугун сложно сваривать.
Особенности сварки чугуна
В зависимости от того, в каком виде присутствует углерод, чугун подразделяется на несколько видов:
- Белый чугун. В нем углерод содержится в виде цементита. Он отличается высокой твердостью, не поддается обработке режущими инструментами. Его крайне трудно варить.
- Серый чугун. Он содержит углерод в форме графита. Сплав достаточно легко поддается обработке. При сварке чугуна электродом в домашних условиях с инвертором обеспечивается надежное соединение.
- Ковкий тип. Он получается путем специальной обработки белого чугуна с преобразованием углерода в форму хлопьевидного графита. Этот сплав активно используется в машиностроении. Сварить его можно специальными электродами.
- Половинчатый чугун. Содержит углерод в обеих формах — цементит и графит. Применяется для изготовления изделий повышенной износоустойчивостью.
- Высокопрочный чугун. В нем углерод имеет шаровидную форму, приобретаемую в процессе кристаллизации. Применяется металл для особо ответственной продукции, в т. ч. труб.
Последние 2 типа сплава поддаются сварке электродом, но требуют особый подход. Сварочная технология разных типов чугуна существенно различается, что необходимо учитывать при работе.
Сварка чугуна связана со следующими сложностями:
Важно! Особая структура и свойства чугуна приводит к плохой его свариваемости в домашних условиях. Однако при соблюдении режимов, правильном выборе метода и расходных материалов качественно заварить можно большинство чугунных изделий, используемых дома.
Как правильно заваривать чугун
Особые свойства металла вызывают повышенные требования к осуществлению сварочного процесса. Правильный подход обязывает к проведению тщательной подготовки. Рабочая зона должна быть хорошо очищена от любых загрязнений. Используются: болгарка, металлические щетки, «наждачка». Масляные пятна удаляются растворителями. При сильном загрязнении применяются горелки или пескоструйный аппарат.
Частое явление — трещины на поверхности по краям чугунных изделий. К их заделке необходим особый подход. Трещины разделываются и очищаются на всю длину для полноценного заполнения расплавом. При необходимости заготовки засверливаются по краям, а торцы разделываются под нужным для сварки углом. 
Чугун можно заваривать несколькими способами, и важно правильно выбрать оптимальный вариант.
Технология и способы сварки
Выделяется 3 основных способа сварки чугуна в зависимости от предварительного нагрева:
- Горячий метод. Перед сваркой детали нагреваются до 600-680 °С, что повышает пластичность металла и снижает риск растрескивания. Такая техника идеально подходит для производственных условий, где имеются специальные печи. В доме подобный нагрев обеспечить крайне сложно, да и опасно.
- Полугорячая технология. Металл предварительно нагревается до 320-360 °С. Разогрев производится специальными фенами. В домашних условиях способ осуществить трудно, но при наличии отдельной мастерской можно провести процесс.
- Холодная сварка. Это наиболее распространенная методика для работ дома. Предварительный разогрев не производится или не превышает 60–80 °С. При этом способе придется учитывать все сложности работы с чугуном.
При выборе метода необходимо учитывать безопасность, тип металла и наличие необходимого оборудования.
Особенности сварки в домашних условиях инвертором
Для электросварки в домашних условиях можно использовать обычный инвертор или специальный домашний полуавтомат. Наиболее распространенный способ — холодная сварка электродами, когда в качестве источника тока используется инвертор. При подключении аппарата устанавливается обратная полярность. Он включается на минимальную мощность для данного типа электрода. Сварка производится короткими швами длиной 40–50 мм.
Применяется 2 способа обеспечения прочности сварного шва:
- Сварка со шпильками. Как правило, используются стальные шпильки диаметром до 0,4 толщины чугунной заготовки. Они вставляются в просверленные по краям отверстия. Вылет их не превышает 4–5 мм, а шаг установки — до 5 диаметров. На начальном этапе выступающая часть обваривается вокруг, а расплав заполняет шов. Затем, металл проваривается от шпильки к шпильке, формируя кольцевой шов. Постепенно вся поверхность в месте соединения должна равномерно заполниться наплавляемым металлом.
- Многослойная сварка. После тщательной подготовки кромок заготовок и формирования фасок, детали стыкуется и начинается послойное формирование сварного шва. После нанесение первого слоя осуществляется его тщательная проковка молотком. Затем, процедура повторяется со вторым слоем, и т. д. Если должны вариться плоские заготовки, то после наложения каждого слоя детали переворачиваются и слой накладывается на обратной стороне.
Справка! При проведении сварки важно помнить о том, что перегревать металл нельзя, а поэтому необходимы частые остановки процесса.
Правильный выбор электродов для сварки чугуна
Для сварки чугуна могут использоваться разные электроды:
- МНЧ2. Это универсальный электрод, который можно использовать практически для всех типов чугуна. Его можно применять для соединения заготовок и направки металла для заполнения трещин, и иных дефектов. Применяется только с инверторами постоянного тока и обратной полярности. Ориентация электродов в пространстве не ограничивается.
- ОЗЧ2. Эти электроды подходят для серого и ковкого типа чугуна. Их можно использовать при холодном методе. Важно помнить, что они применяются в нижнем и вертикальном положении.
- ЦЧК. Можно использовать в холодной и горячей технологии, но только в нижнем положении. Возможно применение в аппаратах переменного тока, но на максимально высоком напряжении.
- ОЗЖН1. Электрод применяется только при холодной сварке серого и высокопрочного чугуна. С его помощью можно варить массивные детали. Положение при работе — нижнее или вертикальное.
- ОК9218. Электроды можно применять только при нагреве заготовок. Возможно применение источников постоянного и переменного тока, но они очень чувствительны к правильности установки режимов.
Маркировка электродов дает нужную информация Буква «Ч» указывает на исключительное применение для чугуна, а «Н» и «М» — на наличие в их составе никеля и меди, соответственно. Выбор электродов определяется маркой чугуна. При проведении наплавки сварке массивных изделий рекомендуются электроды с обмазкой.
 Выбор силы тока в зависимости от марки электрода.
Выбор силы тока в зависимости от марки электрода.
Почему чугун может не свариться, как надо
Чугун относится к трудносвариваемым металлам, а потому качество сварки зависит от многих факторов. При несоблюдении режимов и неправильном выборе расходных материалов процесс может пойти не так, как задумано. Это, прежде всего, низкая прочность соединения, неоднородность сварного шва, наличие непроваренных участков, некачественный внешний вид.
Причины дефектов
Выделяются такие основные причины некачественной сварки:
Важно! Основная причина дефектов — несоблюдение режима сварки и неправильный выбор электродов.
Исправление ошибок
Если при визуальном осмотре или с помощью специальных методик контроля качества выявлены существенные дефекты, то ошибку надо исправить. Основной способ — заполнение дефектов путем наплавления. Некачественный шов надо максимально обработать болгаркой и металлической щеткой. Особо обрабатываются трещины. Для наплавления используются электроды МНЧ-2, ОЗЖН, ОЗЧ-2, ЦЧ-4, Т-590. Перед процедурой желательно предварительно прогреть сваренное место до максимально возможно температуры для повышения пластичности металла.
Можно использовать простой и дешевый способ. Стальная проволока марки Св-08 (Сс-08А) обматывается тонкой медной проволокой и погружается в жидкое стекло. Ею можно обмотать место некачественного стыка, после чего осуществить заваривание путем ее расплавления электродом.
Техника безопасности
При проведении сварки в домашних условиях необходимо соблюдать правила техники безопасности:
- обязательная проверка технического состояния аппарата, применение только стандартного оборудования;
- использование обязательных средств индивидуальной защиты: маска сварщика, защитные очки, плотная одежда, закрывающая все участки тела;
- хорошая вентиляция рабочей зоны;
- наличие рядом огнетушителя и аптечки со средствами от ожогов;
- достаточное освещение рабочей зоны.
Если сварку проводит человек с недостаточным опытом, то необходимо присутствие помощника или наблюдателя. Необходимо предусмотреть все меры от непредвиденных ситуаций.
Чугун считается трудносвариваемым металлом, но большинство марок, используемых в быту, поддаются сварке в домашних условиях. Качественное соединение обеспечивает сварка электродами с применением инвертора. Для этого необходимо соблюдать режимы и правильно подбирать расходные материалы.
Сварка чугуна электродом в домашних условиях
 Чугун представляет собой сплав углерода и железа, который также содержит легирующие добавки и примеси. Детали из чугуна широко применяются не только в промышленной и производственной областях, но и в быту. Чугунные изделия частного назначения: сантехнические элементы, конструкции заборов, детали автомобилей и много другое. Активное использование данного сплава приводит к необходимости проведения сварочных работ.
Чугун представляет собой сплав углерода и железа, который также содержит легирующие добавки и примеси. Детали из чугуна широко применяются не только в промышленной и производственной областях, но и в быту. Чугунные изделия частного назначения: сантехнические элементы, конструкции заборов, детали автомобилей и много другое. Активное использование данного сплава приводит к необходимости проведения сварочных работ.
Основные сложности сваривания чугуна, с которыми сталкиваются домашние мастера:
- из-за жидкотекучести сплава рекомендуется проводить сварку в нижнем пространственном положении;
- несоблюдение температурных режимов приводит к перекаливанию чугуна, что может стать причиной образования пор и возникновения напряжения в сварных швах;
- чугун в расплавленном состоянии может выделять газы, что отрицательно скажется на качестве соединения;
- ускоренное или неравномерное нагревание или охлаждение может способствовать появлению трещин.
Чтобы в домашних условиях получить качественное соединение чугунных изделий необходимо учитывать данные специфические характеристики, а также правильно подготовить рабочую поверхность, верно выбрать режим сваривания и электрод.
Подготовка к сварке

Подготовительные операции должны выполняться тщательно и внимательно, так как это является одним из основополагающих принципов получения качественного соединения:
- конструкция очищается от загрязнений, мусора и пыли;
- затем следует обезжирить детали растворителем, например, ацетоном;
- при работе с тонким чугуном нужно использовать подкладки для отведения тепла;
- разделку кромок следует производить перед свариванием толстостенных изделий, для этого применяется напильник или болгарка;
- трещины необходимо засверлить по краям и разделать на всю длину; альтернативный метод – вырезать трещины, концы закруглить;

- в зависимости от выбранного метода сварки (горячий или холодный) изделие подвергается подогреву или нет. Нагрев детали может осуществляться с помощью различного оборудования: печи, газовые горелки или с помощью подручных средств: паяльная лампа.

Методы сварки
Специалисты выделяют 3 метода сварки чугуна:
- Горячая осуществляется посредством прогрева чугунных деталей перед выполнением соединения, температура – 600-650°С. Данный способ невозможно использовать в домашних условиях.
- Полугорячая практически не отличается от предыдущего метода, различие состоит только в температуре нагрева, изделие прогревается до 300-350°С.
- Холодная подразумевает отсутствие нагрева рабочих изделий. Сварка чугуна электродом в домашних условиях осуществляется именно по этой технологии.
Как варить чугун инвертором и плавящимся электродом
Сварка чугуна с помощью инвертора и плавящегося электрода проводится чаще всего холодным методом. Важными составляющими успешного проведения работ являются: правильный выбор электрода и оптимальные режимы сваривания.
Исполнитель должен проводить соединение специальными электродами, содержащими никель и/или медь:
Рекомендуемые режимы сварки для некоторых перечисленных марок:
| Марка электрода | Сила тока для электрода диаметром 3 мм. | Сила тока для электрода диаметром 4 мм. | Сила тока для электрода диаметром 5 мм. | Сила тока для электрода диаметром 6 мм. |
| ЦЧ-4 | 65-80 | 90-120 | 130-150 | – |
| ОЗЧ-2 | 90-110 | 120-140 | 160-190 | 220-250 |
| ОЗЖН-1 | 100-120 | 130-150 | 160-180 | – |
| МНЧ-2 | 90-110 | 120-140 | 160-190 | 210-230 |
Также следует выделить следующие технологические особенности:
- длина одного непрерывного шва не должна 30-50 мм;
- частые перерывы в сварочном процессе помогут исключить возможность перегрева, температура более 80°С недопустима;
- полярность – обратная.
Данный метод сваривания может выполняться двумя вариантами: с помощью шпилек и по слоям.

1. Шпильки оснащены резьбой, что позволяет вкручивать их в кромки свариваемого изделия. Шпильки должны быть расположены вразброс/в шахматном порядке, что исключит перегревание во время сварки. Размеры шпилек зависят от толщины рабочего изделия, при их подборе следует полагаться на следующие рекомендации:
- диаметр – 0,3-0,4 толщины изделия, но не более 12 мм.;
- глубина вкручивания – 1,5 диаметра шпильки, но не более половины толщины изделия;
- высота выступающей части шпильки – 0,75-1,2 диаметра.
После установки шпилек, можно приступать к сварке. Вокруг каждой шпильки осуществляется наплавление металла, слой за слоем. Затем исполнителю необходимо заварить пространство между шпильками, оставшееся нетронутым, выполнить один или несколько соединительных швов.
 2. Многослойная сварка выполняется после разделки кромок. Не допускается присутствие острых углов. Наплавку следует производить с краев. Первый слой является основным, поэтому во время его наплавления нужно тщательно следить за режимом сварки. Каждый последующий слой, кроме первого и облицовочного, необходимо проковывать молотком, без охлаждения.
2. Многослойная сварка выполняется после разделки кромок. Не допускается присутствие острых углов. Наплавку следует производить с краев. Первый слой является основным, поэтому во время его наплавления нужно тщательно следить за режимом сварки. Каждый последующий слой, кроме первого и облицовочного, необходимо проковывать молотком, без охлаждения.
Видео
В нижеследующем ролике продемонстрирован электрод по чугуну Zeller 855, но из ролика можно увидеть, как производится сварка.
Данные сведения помогут исполнителю узнать, как варить чугун инвертором электродами по чугуну, и легко произвести работы по соединению.
Сварка обычными электродами
С целью экономии денежных средств, можно использовать вместо специальных расходников обычные (стальные). Электроды общего назначения отличаются более доступной ценой. Технология многослойной сварки обычными прутками практически ничем не отличается от рассмотренного выше способа, где применяются специальные стержни с покрытием из цветных металлов. Этапы выполнения работ аналогичны. Единственным отличием является то, что следующие после первого слои наплавляются не специальным электродом, а обычным.
Сварка чугунными электродами
Данный способ сварки может проводиться холодным и полугорячим методом. Небольшой предварительный нагрев улучшит структуру наплавленного металла.
Чугунные электроды представляют собой литые стержни с обмазкой, применяющие для исправления дефектов чугунного литья. К данному типу расходных материалов относятся следующие марки: МНЧ-1; ОЗЧ-1; ОЗБ-2М.
Сваривание осуществляется постоянным и переменным током. Величина тока определяется следующим образом: 50-60 А на 1 мм. электродного стержня.
[ads-pc-3][ads-mob-3]
Сварка неплавящимися электродами
Сварка чугуна по данной технологии проводится в защитной среде аргона или флюсов, основным компонентом которых является бура. В качестве присадочных материалов используются литые чугунные или специальные прутки, содержащие никель, алюминий и медь. Сваривание чугуна осуществляется с помощью вольфрамовых, угольных и графитовых электродов.
Наиболее распространенным методом является аргонодуговая сварка (AC TIG). Чтобы работы прошли удачно, следует придерживаться нескольких правил:
- тщательная очистка поверхности от мусора и загрязнений;
- заготовку нужно зафиксировать в нескольких точках;
- рекомендуется использовать небольшой предварительный нагрев изделия, для этого можно использовать подручные средства. Следует помнить, что наличие или отсутствие нагрева зависит от вида свариваемого чугуна;
- присадка подается под углом в 20-30 градусов;
- необходимо использовать небольшие величины тока;
- соединение следует проводит поэтапно: исполнитель варит небольшой отрезок в 2-3 см. и проковывает наплавленный металл, чтобы
- избежать остаточного напряжения. Проковка производится небольшим молотком, вес которого не превышает 1,2 кг.,боек – закругленного типа.
- охлаждение детали после сварки осуществляется постепенно.
Данный способ является неосновным при соединении чугунных изделий. Это обусловлено определенными сложностями, возникающими в процессе работы, а также повышенным уровнем трудовых и финансовых затрат.
Электроды по чугуну своими руками
При отсутствии специальных электродов для сварки чугуна, можно самостоятельно сделать расходники, близкие по характеристикам к марка ОЗЧ-2 и ОЗЧ-6. Далее мы рассмотрим два способа, как сделать электроды для чугуна своими руками.
- Изготовление электродов по чугуну осуществляется по следующей технологии:
- Необходимо взять медную проволоку диаметром 2-5 мм., зачистить её наждачной бумагой, обезжирить и покрыть самодельной обмазкой;
проще всего приготовить обмазку из покрытия обычных электродов (АНО-4, УОНИ-13/55). - Покрытие расходников общего назначения соскабливается со стержня, измельчается и смешивается со стальными опилками или железным порошком в пропорции 1:1. Затем в получившуюся смесь добавляется силикатный клей, после все компоненты тщательно смешиваются.
- Проволока опускается в самодельную обмазку, пока нанесенного толщина покрытия не составит 1,5-2,0 мм. Затем нужно подождать, пока излишки смеси стекут.
- Следующий этап – сушка, проводящаяся на открытом воздухе, электроды сушатся в вертикальном положении.
- Завершающаяся процедура – прокалка выполняется в духовке или на плите при температуре 200-250°С.
- Самодельные электроды по чугуну готовы к сварке. Режим сваривания электродами, созданными своими руками, не отличается от режима работы фирменными расходниками.
2. Существует ещё один способ как изготовить чугунный электрод. Сварщику понадобится дрель, стальной электрод (АНО-4, УОНИ-13/45) и медная проволока диаметром 2 мм.
Чтобы изготовить электрод для чугуна своими руками по данной технологии следует произвести следующие действия: проволока накручивается на стальную основу обычного электрода посредством вращения его зажатым в партоне дрели. Чтобы наглядно ознакомиться с процессом производства, рекомендуем посмотреть видео.
Произведенные электроды из чугуна своими руками позволят сэкономить денежные средства, а также выполнять сварочные работы без простоя. Но качество будет ниже, чем от применения специальных электродов для чугуна.
Изготовление электродов в домашних условиях по чугуну может осуществить исполнитель любого уровня.
Меры безопасности
Проведения сварочных работ в домашних условиях требует тщательного и точного соблюдения техники безопасности. Наиболее важные моменты: