Как согнуть своими руками круглую или профильную трубу в домашних условиях без трубогиба
Трубы – универсальный материал, который используется как при строительстве садовых качелей, так и для прокладки водопровода в доме. «Рукастые мужики» все хозяйственные вопросы такого рода решают самостоятельно. При этом, чтобы аккуратно согнуть трубу, необходимо наличие определенного опыта.
Казалось бы, достаточно приобрести заводской трубогиб, и «все будет путем». Однако на практике приходится иметь дело с широким разнообразием как материалов, так и параметров изгиба, которое универсальное оборудование не закрывает. Неизбежно приходится осваивать определенные приемы, а также использовать самодельные приспособления.

Особенности и способы гибки труб в домашних условиях
Во время изгиба профилированного металла в нем возникают радиальные и тангенциальные силы, в результате чего возможен разрыв сечения и появление складок. Желая получить равномерный изгиб без деформаций, следует учитывать все параметры процесса.
Технологию следует выбирать исходя из материала трубы, геометрических размеров профиля, а также необходимого угла и радиуса изгиба. Оценивая перечисленные параметры, применяют специальную оснастку или выполняют работу вручную. При этом профиль предварительно нагревают либо гнут холодный материал. Возможно заполнение внутренней полости трубы песком или другим материалом.
Использование нагрева
При нагреве большая часть металлов их сплавов приобретают большую пластичность и меньше противостоят деформации. Данное правило действует в отношении алюминия, дюралюминия, стали, меди, латуни, алюминиево-железистой бронзы.
Напротив, такие металлы и сплавы как оловянистая бронза, серый чугун, сплавы цинка при нагревании становятся хрупкими. Таким образом, далеко не любой профиль имеет смысл разогревать при изгибе. Также не подвергают нагреву оцинкованные изделия, так как при этом цинковое покрытие повреждается.

Напротив, термопластичные материалы приобретают большую пластичность с ростом температуры. Разогретые металлические изделия становятся до 30 раз менее прочными, что заметно облегчает их изгиб. Длина прогреваемого участка детали определяется кратно диаметру трубы. Для изгиба 90º — в шесть раз больше диаметра, 60º — в 4 раза, 45º — в 3 раза больше диаметра трубы.
Однако при использовании нагрева нельзя переусердствовать, так как при слишком высокой температуре металл плавится и разрушается, в материал проникает кислород и происходит его окисление. Данный форс-мажор носит название «пережог» и при его возникновении материал не подлежит восстановлению.
Таким образом, используя нагрев при изгибе, необходимо контролировать температуру материала. Косвенной оценкой может служить известная температура пламени горелки и время разогрева. Признаком достаточного разогрева стали является ее покраснение до состояния окалины. К разогретому алюминию следует поднести лист бумаги и при его возгорании нагрев завершают. Так как металлы обладают высокой теплопроводностью, работая с разогретыми заготовками необходимо надевать специальные перчатки.
Наполним трубы песком или водой
Наполнение внутренней полости профиля песком или водой значительно упрощает работу. Для профиля квадратного сечения достаточного размера в качестве наполнителя используют жидкость. Вода должны быть чистой, а чтобы она не вытекала, концы профиля затыкают заглушками. Зимой деталь выносят на мороз, а летом воду замораживают в морозилке холодильника. Изгиб выполняют после разогрева профиля в пламени газовой горелки.

При выполнении изгиба с небольшим углом выбирают песок. Заполняя трубу нужно следить, чтобы в ней не оставались пустоты. Оба конца профиля следует заглушить, чтобы наполнитель не высыпался. Заготовку разогревают горелкой и выгибают, постукивая место изгиба киянкой.
Нам помогут шаблоны
Для контроля сложных изгибов в нескольких местах используют шаблоны. В простейшем случае это кусок проволоки, изогнутой как необходимо. Если готовое изделие можно разместить на плоскости, в качестве шаблона можно использовать саморезы, закрученные в лист фанеры. Трубу постепенно изгибают, периодически сверяя с шаблоном.

В условиях мелкосерийного производства шаблон может быть жестким, то есть превращается в оправку. В таком качестве может выступать стальная плита с рядом отверстий, в которые вставляются металлические штыри, исходя из формы будущего изделия. Для формирования изгиба с переменным радиусом готовится металлическая оснастка с зажимом.

Применение валков
Валки часто используют для выполнения изгибов металлического профиля, так как при их вращении уменьшается трение поверхности металла при его деформации. В результате приходится прилагать меньшие усилия, а деталь не получает повреждений.
С применением валков вполне реально изготовить самодельный трубогиб, который позволит изгибать достаточно длинные детали. Чаще всего применяется схема из трех роликов, два из которых выступают в качестве крайних опор, а третий создает давление в центре изгиба.
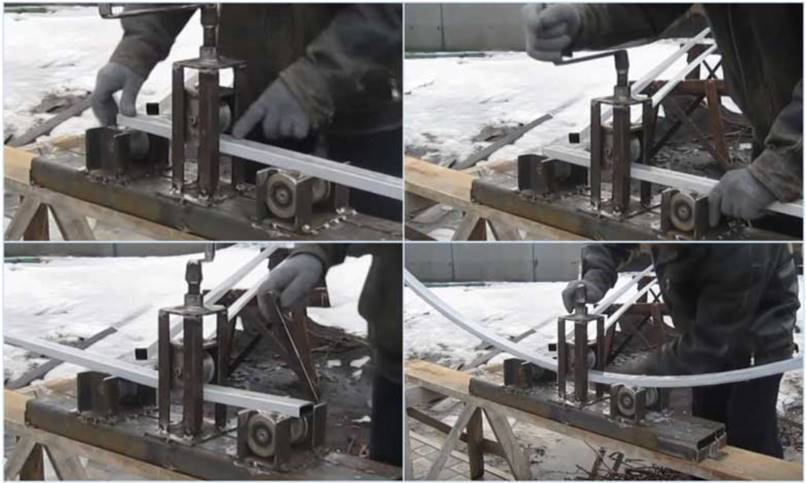
С помощью самодельного приспособления можно обрабатывать круглые трубы, прямоугольный профиль, пластины и уголки. С его помощью легко обеспечить постоянный радиус изгиба на большой протяженности детали. Такой трубогиб незаменим при изготовлении арочных конструкций больших габаритов для навесов. Приспособление будет обрабатывать заготовки большого сечения, если обеспечить достаточную жесткость и необходимые размеры конструкции.
Использование пружин
«Фокус» состоит в том, чту внутрь изгибаемого профиля вставляется стальная пружина подходящего диаметра. В процессе гибки она удерживает трубу изнутри от неправильной деформации. Перед началом процесса профильный элемент прогревают, а затем изгибают, пользуясь пассатижами. Таким способом можно изогнуть трубу из нержавейки диаметром 40 мм со стенкой толщиной 0,3 мм. Более прочный профиль будет зажимать и деформировать пружину.

Вместо пружины можно использовать пучок проволоки, которая проталкивается в трубу кусками поочередно. После выполнения изгиба отрезки проволоки вытаскивают из полости трубы так же по одному.
Простые способы или как согнуть трубу без трубогиба
Приведенные выше правила изгиба профильных элементов вполне эффективны, но не являются исчерпывающими. В зависимости от конкретных обстоятельств применяют и другие способы как в сочетании, так и по отдельности.

Работаем с профильной трубой
Трубы прямоугольного сечения применяются в домашнем хозяйстве при изготовлении теплиц, навесов садовых арок и прочих конструкций. Профиль легко стыковать, каркас из него удобно покрывать листовыми материалами. При этом аккуратно согнуть профильную трубу не просто. Для получения плавного изгиба без нарушений внешнего вида рекомендуется соблюдать следующие правила:
- минимальная длинна участка изгиба должна быть в 2,5 раза больше сечения профиля для тонкостенных труб с внешним размером до 20 мм;
- в случае труб с толстой стенкой кратность возрастает до 3;
- минимальная величина радиуса изгиба определяется теми же соотношениями.
Учитывая сложность работы с профильным материалом при необходимости обеспечения малого радиуса изгиба, зачастую прибегают к подрезке материала с внутренней стороны. Болгаркой делают несколько пропилов, расположенных с одинаковым шагом. Затем заготовку изгибают и проваривают швы. Места сварки обрабатывают зачистным диском. Прорези можно запаять, если деталь не испытывает заметных нагрузок.
Параметры прорезей можно рассчитать, опираясь на формулу длинны окружности. Рассмотрим изгиб профиля с высотой стенки 20 мм под углом 90º с наружным радиусом 100 мм. При этом длина внешней четверти окружности составит 2 х 3,14 х 100 : 4 = 157 мм. Длина внутренней четверти окружности составит 2 х 3,14 х (100 – 20) : 4 = 125 мм. Разницу этих величин 157 – 125 = 32 мм нужно вырезать. Если мы используем диск толщиной 2,5 мм потребуется 32 : 2,5 = 13 надрезов. В случае 13-ти швов получается 12 сегментов между ними (на один меньше, чем надрезов). Значит на внутреннем участке угла длиной 125 мм нужно проделать 13 надрезов с шагом 125 : 12 = 10,5 мм.
При аккуратном исполнении профиль изгибается точно до соприкосновения кромок прорезей. Остается проконтролировать угол изгиба 90º, заварить и зачистить швы.

Разумеется, для гибки профильных труб можно использовать все рассмотренные выше методы, не прибегая к резке и сварке. Однако все они возможны при изгибании материалов по относительно большим радиусам.
Как управится с черными стальными и нержавеющими трубами
Рассмотрим особенности гибки труб из черной и нержавеющей легированной стали. Например, при изгибании нержавеющего профиля, не допускается применение нагрева из опасения повреждения материала. В этом случае применяют наполнители, то есть песок, замерзшую воду или калибрующую пробку. При этом наполнитель жесткого типа призван сохранить форму изделия, тогда как упругое заполнение сохраняет от растяжения наружную стенку трубы.

При выполнении работ используются различные ограничительные элементы. Чтобы исключить потертости и деформации заготовки, жесткий наполнитель (например, проволоку) и ограничители смазывают машинным маслом.
Особенности изгиба алюминиевых труб
«Дюраль» — относительно твердый и упругий материал, так что гнуть его не просто. Чтобы сделать дюралюминиевый профиль более податливым, заготовку разогревают до 350-400 градусов, а затем охлаждают на воздухе.
Тонкостенные алюминиевые трубы диаметром до 100 мм гнут методом проталкивания между роликами. При этом можно получить не очень точный, но равномерный изгиб радиусом не менее 5 диаметров трубы.

Алюминиевую трубу можно согнуть без трубогиба, если использовать песок в качестве наполнителя. Если необходимо изготовить несколько одинаковых деталей или гнуть толстостенный материал, лучше воспользоваться специальным инструментом. В любом случае работу облегчит применение шаблона для контроля процесса.
Тонкости работы с медью и латунью
В целом, при изгибании как медных, так и латунных труб, применяют те же приемы, что и при работе со стальным профилем. Используются как простейшие приспособления, так и заводские трубогибы. Возможны как «холодные» так и «горячие» технологии. При использовании холодного метода внутреннюю полость трубы заполняют песком.

При выборе второго варианта трубы из меди и латуни предварительно подвергают отжигу при температуре 600-700 градусов. После этого медь охлаждают в воде, а латунь на воздухе. Для обеспечения качественного изгиба внутреннюю полость трубы заполняют расплавленной канифолью. После окончания процесса ее необходимо выплавить.
Гнем полипропиленовую трубу
Полипропиленовые трубы следует выгибать только в том случае, если без этого не обойтись. Тем более, что существуют всевозможные фитинги, позволяющие изменить направление трассы из полипропилена нужным образом. При этом далеко не все материалы допускается подвергать нагреву. Лучше предварительно проверить таковую возможность на обрезках материала.

При использовании горячего метода материал разогревают не более чем до 150 градусов с помощью строительного фена. В любом случае, получить равномерный изгиб невозможно, а его минимальный радиус в восемь раз больше наружного диаметра трубы. Если речь идет о толстостенной трубе, лучше воспользоваться помощью трубогиба.
Изгиб металлопластиковых труб
Трубы из металлопластика любого сечения гнуться руками довольно легко. При этом большие пальцы рук упираются во внутреннюю область изгиба, во избежание перегибов. Максимальная величина закругления не должна превышать 15⁰ на 20 мм длинны.
Наиболее эффективной оснасткой для изгиба полипропиленовых труб считаются пружины. Пружина может надеваться на заготовку, либо вставляться внутрь трубы. При этом ее диаметр должен соответствовать диаметру детали. При отсутствии необходимой оснастки, пружину можно изготовить своими руками.

Пружина, вставленная внутрь, лучше подходит для формирования сложных изгибов. При их выполнении будет полезен шаблон из саморезов, вкрученных в лист толстой фанеры.
Подведем итоги
Изучив вышеизложенное становится понятно, что в домашних условиях возможно выполнить изгиб широкого ассортимента профильного материала. Обобщим полученную информацию:
Как согнуть профильную трубу без трубогиба в домашних условиях
Задача, как согнуть профильную трубу, очень часто встает перед домашними мастерами. Сооружения из профильных труб многофункциональны и удобны. Они используются при создании теплиц и навесов, ограждений и опор под растения, стеллажей и прочего. В результате получается очень долговечная, устойчивая и относительно недорогая конструкция. На первый взгляд, задача согнуть профильную трубу без трубогиба кажется не решаемой. Однако если знать некоторые тонкости предстоящего дела, придать профильной трубе арочную форму самостоятельно, в домашних условиях не так уж и сложно.
Суть работы и основные ошибки
До того, как согнуть профильную трубу в домашних условиях, нужно четко представить себе, что лежит в основе гибки. Вне зависимости от формы профильной трубы, нам предстоит придать ей изгиб заданного радиуса. Достигается результат либо чисто механическим воздействием, либо с применением дополнительного нагревания профиля. При этом на трубу в один момент действуют две разные силы:
- Со стороны профиля, в которую он сворачивается, работает сила сжатия.
- На внешнюю поверхность заготовки действует сила растяжения.
Именно из-за разнонаправленности воздействующих сил гнуть профильную трубу в домашних условиях оказывается не так-то просто. Фрагмент заготовки может утерять соосность, результатом чего станет разноуровневое расположение сегментов трубы. Наружная поверхность на изгибе может лопнуть от нагрузок. С внутренней стороны профильную трубу сжатием может собрать складками, делая поверхность похожей на гофру. Помимо не эстетичности внешнего вида, такой исход делает профиль непрочным.
Если не соблюсти технологические нюансы, придать профильной трубе криволинейную форму в домашних условиях без брака не получится. Можно перепортить кучу заготовок, так и не достигнув желаемого результата. Так что обязательно нужно учитывать физико-химические параметры материала, из которого изготовлена труба, размеры сечения заготовки и толщину ее стенок, радиус предполагаемого изгиба, в идеале нужно провести расчет нагрузки на профильную трубу. Знание всех этих параметров дает возможность гнуть профильную трубу без порчи заготовок.
Особенности разных видов профиля
Профильные трубы выпускаются с самым различным сечением: в виде окружности, квадрата, прямоугольника, овала. В домашних условиях мастера предпочитают применять квадратный и прямоугольный металлопрокат. Объясняется такой выбор просто: на трубы этого типа легче и надежнее крепится наружное покрытие.
Для определения допустимого радиуса изгиба квадратного или прямоугольного профиля нужно знать его высоту и придерживаться таких правил.
- При высоте профиля, меньшей или равной 20 мм, трубу без брака можно согнуть на отрезках, которые длиннее показателя, равного 2,5, умноженному на h, где буквой h обозначается высота сечения трубы.
- Металлопрокат с профилем большей высоты разрешается гнуть на участках, рассчитываемых по формуле 3,5 * h. При меньшей длине заготовка с большой долей вероятности будет испорчена.
Перед тем, как гнуть профильную трубу в домашних условиях, обратите также внимание на толщину ее стенок. Если они тоньше 2 мм, от сгибания лучше отказаться: качественного изгиба не получится. При использовании такого металлопроката для создания конструкций трубы лучше соединять сваркой.
Имеет свои особенности гибка профильной трубы из низколегированной или углеродистой стали. Такие заготовки после сгибания отпружинивают, возвращаясь к первоначальному виду. Так что мастеру потребуется повторная подгонка по шаблону. В некоторых случаях вторичного сгибания можно избежать, если изначально задать радиус изгиба больший, чем требуется. Тогда отпружинивание приведет в конце процесса трубу к запланированному результату.
Степень отпружинивания характеризуется пластическим моментом сопротивления, обозначаемым Wp. Его параметры обязательно имеются в документации на металлопрокат. Чем ниже Wp, тем меньше станет пружинить заготовка при гибке.
Методы сгибания металлопроката
Согнуть профильную трубу возможно как холодным способом, так и с помощью нагревания. Подогрев проводится газовой горелкой; при этом пластичность материала заметно повышается, и достижение изгиба отнимет меньше усилий. Однако заготовки небольшого сечения имеют и без подогрева достаточную пластичность, так что можно обойтись без горелки.
- При высоте профиля меньше 10 мм от нагревания точно можно отказаться.
- Если высота сечения трубы больше 40 мм греть ее перед гибкой следует обязательно.
При промежуточных значениях этого показателя метод сгибания оставляется на усмотрение мастера. Для принятия решения о способе гибки профиля без трубогиба можно провести несложную проверку. Один конец заготовки зажимается тисками. На свободный конец надевается отрезок трубы, имеющей больший диаметр внутреннего сечения. На полученный рычаг оказывается давление руками. Если металлопрокат получается согнуть, значит, дальнейшее сгибание по нужному шаблону можно вести холодным способом.
Без подогрева
Профильную трубу маленького размера без трубогиба гнут фактически руками, с помощью несложных приспособлений.
- Чтобы согнуть заготовку под не очень значительным радиусом применяются надежно зафиксированные плиты, оснащенные упорами, роликовые приспособления, тиски.
- Если требуется получить изгиб значительного радиуса, потребуются приспособления в виде неподвижных оправок либо пластин плоско-параллельного типа с крепежным хомутом.
Для получения плавного изгиба трубы, имеющие высоту профиля больше 10 мм, рекомендуется заполнить наполнителем. В качестве него обычно используется среднезернистый песок либо канифоль. Альтернативный метод согнуть заготовку без нагревания и трубогиба – вместо наполнителя применить пружину, имеющую плотную навивку. Особенно хорош этот способ в тех случаях, когда стенки металлопроката слишком тонки. Пружина подбирается таким образом, чтобы она свободно входила в профильную трубу, но при этом заполняла ее достаточно плотно. Для облегчения извлечения «наполнителя» после окончания сгибания к концу пружины надежно крепится проволока.
При наличии некоторых слесарных навыков пружину заданного размера можно сделать самостоятельно, из стальной проволоки толщиной в 2 мм.
Горячий способ гибки
Если вы решили согнуть трубу с помощью подогрева, ее обязательно нужно засыпать наполнителем. Поскольку предстоит иметь дело с высокими температурами, в обязательный комплект «оборудования» входят защитные рукавицы из брезента.
Порядок выполнения работ соблюдается следующий.
- Изготавливаются две заглушки, для чего используются деревянные бруски. Основание «пробки» по площади вдвое превышает сечение трубы, а ее длина выбирается в десять раз больше, чем расчетная ширина.
- Одна из заглушек, уже подогнанная под сечение изгибаемого элемента, снабжается продольными пазами в количестве 4 штук. Они нужны для отвода паров, которые будут выделяться во время нагревания наполнителя и скапливаться внутри трубы. Если не предоставить газу возможность выхода, заглушка будет выбита, а заготовка при сгибании – испорчена.
- Участок заготовки, подлежащий сгибанию, перед обработкой отжигается.
- Проще, доступнее и дешевле всего в качестве наполнителя использовать песок средней фракции. В идеале – очищенный строительный, однако можно взять даже самый обычный, используемый в детских песочницах. Только его придется подвергнуть дополнительной обработке. Сначала песок просеивается для устранения посторонних вкраплений. На первом этапе используется сито с ячейками не крупнее 2,5 мм, на последней – с ячейкой в 0,7 мм. Этот шаг обеспечит удаление пылевых примесей. Песок по всему объему прокаливается (температура обработки – 150 по Цельсию). Прокаливание является обязательным шагом: без него песок остается слишком влажным, и напор пара внутри изгибаемого фрагмента при работе газовой горелки может быть настолько велик, что профильную трубу элементарно разорвет.
- Один из концов профильной трубы, подлежащей сгибанию, забивается заглушкой без каналов газоотвода.
- В оставшееся открытым второе отверстие устанавливается воронка, через которую ведется засыпание песка. Заполнение должно идти порционно, чтобы сыпучее вещество заполнило полость предельно равномерно и по возможности максимально плотно. После введения очередной порции трубу следует обстукивать киянкой – резиновой или деревянной. Недостаточно плотная набивка ведет к сморщиванию нижней поверхности трубы либо разрыву верхней.
- Когда заготовка будет доверху заполнена наполнителем, открытое отверстие закрывается второй заглушкой.
- Место изгиба размечается мелом.
- Сгибаемый элемент фиксируется тисками с шаблоном. Можно воспользоваться также трубным зажимом. Если на трубе имеется сварной шов, заготовка крепится таким образом, чтобы он был сбоку (не сверху или снизу). Это правило обязательно к соблюдению: сварные швы категорически не рекомендуется подставлять под растяжение либо сжатие.
- Размеченный мелом фрагмент трубы докрасна раскаляется газовой горелкой.
- Добившись нужной степени прогрева, трубу плавным движением, без резкости, сгибают в максимальном соответствии с шаблоном. Сделать это нужно одним движением, усилия во время сгибания руками прилагаются строго в определенной плоскости, либо горизонтальной, либо вертикальной. В противном случае будет нарушена соосность. Для сгибания на свободный конец заготовки надевается обрезок трубы с сечением большего размера. Находить на обрабатываемый элемент она должна свободно, но «сидеть» на нем должна плотно.
- Когда труба остынет, изгиб сравнивается с шаблоном. Если он соответствует задумке, можно убирать заглушки и избавляться от песка. Если наблюдаются серьезные отклонения от шаблона, процедуру нужно повторить. Желательно все же справиться с задачей с первой, максимум со второй попытки. Иначе заготовка будет безнадежно испорчена.
В процессе гибки трубы нужно следить за степенью ее нагрева. Избыточное перекаливание недопустимо; если все же это случилось, нужно немного охладить заготовку естественным путем.
Когда сгибание завершено, пробки выколачиваются. Если они сидят слишком плотно, заглушки выжигаются газовой горелкой.
Горячий метод сгибания профильной трубы вполне годится для реализации в домашних условиях. Однако его лучше применять в тех случаях, когда элементу нужно придать единичный изгиб. Неоднократное нагревание трубы влечет за собой утерю металлом прочности.
Метод пропилов
Придать профильной трубе необходимую криволинейную форму собственными руками можно и при участии болгарки в сопровождении сварочного аппарата. Для этого на намеченном участке делаются надрезы поперек элемента, не доходящие до конца. Затем труба изгибается под нужным радиусом, а места пропилов завариваются. Конечное изделии сохранит достаточно эстетичный вид (для этого будет достаточно тщательно зашлифовать сварные швы) без утери прочностных показателей. Единственное ограничение – наружная обшивка не должна иметь слишком значительный вес. Для оборудования тех же теплиц или навесов с тентовым покрытием такой способ получения изгиба может стать идеальным выбором. Преимущество методики в том, что профиль можно согнуть с любой степенью кривизны, чего другие методы обычно не позволяют.
Напоследок отметим: гнуть профиль руками, при отсутствии трубогиба, имеет смыл лишь в том случае, если намечено согнуть небольшое количество элементов. Когда обработке подлежит много заготовок, лучше все же немного потратиться и купить соответствующее приспособление: оно значительно сократит расход времени и сил мастера. Точно так же, если требуется всего один элемент с изгибом, имеет смысл подумать о его покупке – в особый расход он вас не введет, зато избавит от множества хлопот.
Посмотрите видео на данную тему:
Как согнуть и не сломать профильную трубу в домашних условиях без трубогиба?
С вопросом, как согнуть профильную трубу в домашних условиях без трубогиба, приходится сталкиваться практически всем дачникам и владельцам частных домов. Используются дуги из профильной трубы при строительстве теплиц, беседок, навесов и козырьков арочной формы. Приобретение специальных приспособлений для гибки или изготовление их своими руками экономически невыгодно. Они нужны для массового, а не для единичного производства. Рассмотрим, какие существуют методы придания профильным трубам изгиба нужного радиуса.
В чем проблема гибки профиля?
Суть этого процесса заключается в том, что одна сторона трубы подвергается растягиванию, а внутренняя часть сжимается. На заготовку оказывается давление, которое может сопровождаться нагреванием, чтобы сделать металл более податливым.
Гибка профильной трубы по радиусу своими руками связана с такими сложностями:
- смещение продольных осей и плоскостей детали, что приводит к перекосу;
- разрыв и появление трещин на внешней части заготовки под воздействием усилия разрыва;
- неравномерное сжимание внутренней части, приводящее к эффекту гофры;
- изменение диаметра или формы обрабатываемого изделия.
Чтобы знать, как правильно придавать стальным трубам форму арки, необходимо принимать в расчет ряд факторов.
Влияние материала на выбор способа сгиба
Профильные трубы сделаны в соответствии с требованиями ГОСТ 54157-2010 и обладают определенными свойствами.
Сгибать профильные трубы необходимо с учетом таких параметров:
- Минимальный радиус гиба облицовочного материала, который планируется уложить на арки. У сотового поликарбоната данные показатели зависят от толщины и структуры.
- Размер профиля и толщина стенок. Изделия с высотой стенки до 10 мм допускается изгибать с использованием мускульной силы. Профили от 20×40 мм и больше, изгибать нужно комплексно, давлением и нагревом или на станке.
- Упругость (пластический момент сопротивления). Его нужно вкладывать в предварительные расчеты, придавая заготовке меньший радиус гиба.
На основе анализа этих данных делается выбор способа выполнения задачи.
Способы сгибания и приспособления для гибки
Используя подручные средства и бытовые инструменты, можно сделать гибочное приспособление без дополнительных затрат.
Что касается профессиональных приборов, то их стоимость может в несколько раз превышать цену материала для изготовления арок.
Рассмотрим способы, с помощью которых можно сделать гнутые прямоугольные арки идеальной формы.
Нахолодную
Без нагревания холодный прокат гнут в том случае, если для этой процедуры достаточно мускульной силы мастера. Как правило, это квадратные трубы сечением 10×10 мм и прямоугольные 10×20 мм.
Если стенки заготовок толстые, то заполнение внутренней полости сопротивлением не проводится. Рассмотрим основные варианты создания арок из металлических заготовок.
Рычагом с насадкой
Сначала изготавливается лекало с определенной длиной полуокружности, соответствующей заданным параметрам. Делают его из ДСП, фанеры, гипсокартона или досок.
После этого необходимо:
- прочно закрепить тиски на тяжелом и устойчивом столе. В тисках прочно закрепляется отрезок трубы с большим размером, чем у заготовки;
- произвести изгибание в несколько этапов путем вставления профиля отверстие зажатого в тисках отрезка и приложения к нему усилия.
На сгибаемый фрагмент насаживается рычаг достаточной длины, чтобы создать нужное давление для деформации металла. В ходе работы кривизна контролируется лекалом.
По оправке
Оправка изготавливается на твердом основании, которым является бетонная или асфальтовая площадка, большой верстак. По сути — это специальный шаблон, по контурам которого будет изгибаться профильная труба.
С учетом степени упругости металла мастеру необходимо придать оправке меньший радиус.
Процедура проводится в такой последовательности:
- деталь надежно закрепляется на основании;
- к одному из его краев прикручивается проволокой или струбцинами конец заготовки;
- проводится сгибание профиля до тех пор, пока ему не будет придана желаемая форма.
Шаблон можно заменить арматурой, вбитой в грунт. По мере деформации трубы она последовательно приваривается к штырям. После окончания работы арка срезается с стопоров.
С применением средств внутреннего противодействия (песка, воды)
Такой способ применяется, когда параметры профиля меньше чем: высота 10 мм, ширина 20 мм толщина стенки 1 мм. Заполненные плотным веществом трубы лучше сохраняют форму, даже при сильном давлении на малую площадь изделия.
Использование песка и воды гарантирует качественный результат без брака. А данный фактор имеет значение, учитывая стоимость стального проката.
Наполнитель должен заполнить полость профильной трубы по всему объему. Намного проще этого добиться с помощью жидкости. Песок трамбуется вибрацией и проливается водой. Отверстия с обеих сторон завариваются или плотно забиваются деревянными пробками. Если применять нагрев, то важно одну из сторон оставить не закупоренной для выхода газов.
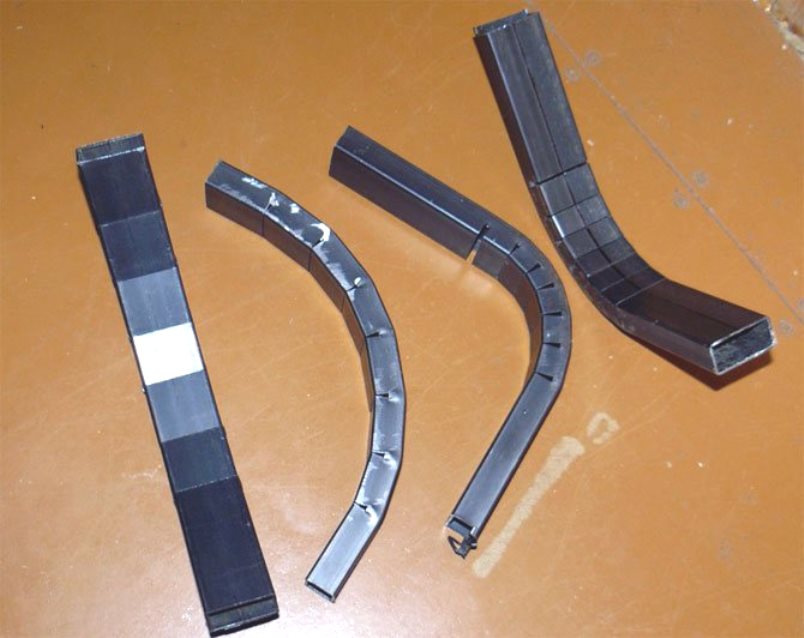
Резка болгаркой и сваривание (секторная сварка)
Резка болгаркой и сваривание не требует приложения значительных усилий. Мастеру нужно быть готовым к тому, что это мероприятие займет много времени. Плюс у этой технологии в том, что отсутствует вероятность повреждения профиля, его форму можно корректировать на протяжении всего процесса изгибания.
Работа проводится в такой последовательности:
- Составляется схема. На ней изображается расстояние между пропилами и их конфигурация.
- На профиль наносится разметка. По ней болгаркой делаются треугольные пропилы. Надрезанные фрагменты удаляются.
- Проводится сгибание заготовки. Если металл упругий и разгибается после сжатия, то стыки сразу фиксируются точечной сваркой.
- Оставшиеся после сжатия щели завариваются или запаиваются. После остывания металла швы шлифуются и закрашиваются.
- Грани на арке почти не заметны. При укладке поликарбоната небольшие перепады компенсируются толстым уплотнителем.
Нагорячую
Предварительное нагревание осуществляется в тех случаях, если профильная труба имеет крупное сечение или тонкие стенки. То есть — вручную ее согнуть либо невозможно, либо это чревато повреждением или поломкой заготовки. Остановимся на приемах, которые применяются для термического изгибания стального проката.
Использование пружины и паяльной лампы
Пружина нужна для того, чтобы предотвратить продавливание стенок профиля во время их изгибания. Кроме этого, упругая вставка придаст готовому изделию аккуратную и ровную форму. Она должна быть достаточно прочной, чтобы принять на себя и выдержать оказываемое на профиль давление.
Секция одним концом жестко фиксируется в земле или в тисках. Перед тем, как загнуть фрагмент, он разогревается, пока металл не станет красным.
Охлаждать согнутое место можно только теплым машинным маслом — от воды железо трескается и становится хрупким.
Использование пружины и паяльной лампы избавляет работника от прикладывания излишних усилий.
Горячая формовка
Придать желаемую форму профилю можно и без предварительного внутреннего наполнения. При нагреве сталь становится настолько мягкой и пластичной, что ее можно гнуть руками, без использования рычагов и сложных приспособлений.
Для этого изготавливается выпуклый упор полукруглой формы. Его нужно делать из материала, устойчивого к высокой температуре. Лучше всего для этого подойдет автомобильный диск или шамотный кирпич, обмазанный глиной. Нагретым местом деталь прикладывается к шаблону. После этого она сгибается одним медленным и точным движением. Через несколько минут можно продолжать процедуру.
Советы и рекомендации
Придание профильным трубам формы арки является сложным процессом, требующим наличия навыков обращения с бытовыми инструментами и металлом.
При изготовлении арок следует придерживаться таких правил:
- Работать легче и удобнее с короткими заготовками. Перед изгибом детали целесообразно разрезать на отрезки длиной 1,5-2 метра. Последующая сварка не ослабит прочность готовой арки.
- Нагрев металла следует производить медленно, чтобы не допустить неравномерного прогрева и деформации. Образовавшуюся окалину необходимо сразу счищать, так как она вызывает коррозию.
- Стальной прокат нельзя подвергать воздействию температуры выше + 800 ºС. Такое воздействие приводит к разрушению кристаллической решетки металла. Профиль становится мягким или хрупким.
- Все действия по изгибанию следует выполнять медленно, постепенно увеличивая нагрузку.
Сколько стоит погнуть профиль для теплицы
Стоимость услуг определяется статусом мастерской, ее географическим положением и применяемым оборудованием.
Средняя цена на сгибание профильного проката составляет (в рублях за погонный метр):
- 10×10 — 80;
- 20×20 — 100;
- 25×25 — 110;
- 30×30 — 120;
- 20×40 — 125;
- 20×45 — 130;
- 40×40 — 140;
- 50×50 — 150;
- 60×40 — 160;
- 50×50 — 180;
- 80×40 — 240;
- 80×80 — 360;
- 100×100 — 480.
Стоимость может отличаться в зависимости от рынка спроса и предложения.
Специальные устройства для гибки
Для того, чтобы достичь высокого качества готового продукта, можно воспользоваться заводскими и самодельными приспособлениями.
Трубогиб
Трубогибы состоят из станины, нескольких роликов, ограничителей и привода. Управление прибором осуществляется вручную, электромотором и гидравлическими цилиндрами. В частном строительстве используются профильные трубы с высотой стенки до 20 мм. С их сгибанием справляется ручной трубогиб.
Кондуктор
Этот инструмент предназначен для точного изготовления и соединения стыков профиля при резке болгаркой и соединения арок с вертикальными, поперечными и наклонными стойками.
Благодаря использованию кондуктора достигается максимально точное соединение деталей под прямым углом и аккуратный шов между ними.
Гибочная плита
Данное приспособление представляет собой съемную конструкцию, устанавливаемую на верстаке или на полу мастерской.
Для крепления используются закладные детали или анкерные болты. Кривизна опорной плиты регулируется болтами.
После завершения гибки оборудование снимаются, а закладные закрываются заглушками.
Изготовление гибочного станка своими руками
Про то, как самостоятельно собрать ручной трубогиб мы уже писали в прошлом материале. Это не самое простое устройство, но оно позволит быстро гнуть довольно большие объемы профиля. Для сборки вам понадобятся 3-5 заготовок для валов, швелер, двутавровая балка, болгарка, сварочный аппарат и дверь с набором крепежа. На фото ниже как раз те вальцы, о которых шла речь.
На сегодня это все, что мы для вас подготовили. Делитесь своими способами гибки в комментариях и рекомендуйте наши статьи своим знакомым. До встречи!



