Как происходит резка металла газом
Резка металла автогеном
Наиболее распространенный способ для осуществления резки металла сегодня – автогенный, его еще называют газовый или кислородный. Его суть сводится к тому, что под воздействием пламени газа, металл нагревается и начинает плавиться, а под воздействием струи кислорода происходит его сгорание, делая узкий паз.
Кислородно-флюсовая копьевая резка
В качестве подогревателя используют ацетилен, пропан-бутан, природный, коксовый газ.
Резка металла может классифицироваться в зависимости от необходимого конечного результата:
- поверхностная;
- разделительная;
- резка копьем.
Поверхностная газовая резка применяется в случаях, когда необходимо удаление слоев металла, чтобы образовались шлицы, канавки и другие конструктивные элементы.
Разделительный вид предусматривает выполнения сквозного реза, для получения необходимого количества металлических элементов, частей. Прожиг металла для получения глубоких или сквозных отверстий называется резкой копьем.
Технологический процесс
Таблица толщин реза и расхода газа для мундштуков типа NX
Строение режущего аппарата сконструировано таким образом:
- газовая горелка;
- два баллона;
- смеситель;
- регулятор давления;
- шланги.
Газовая горелка состоит из головки с несколькими соплами, в основном достаточно трех. Через два боковых подается горючее вещество, через третий, который размещается посредине, подается кислород. Баллоны предназначены непосредственно для газа и кислорода, в зависимости от объемов предполагаемой работы подбираются соответствующие по вместительности баллоны.
Газовая горелка
Для обеспечения одного часа непрерывной работы будет расходоваться в среднем 0,7 м 3 ацетилена (1 м 3 пропана) и 10 м 3 кислорода. В целом необходимое количество исходного сырья будет зависеть от плотности металла и необходимой температуры для его нагрева. Сократить расход пропана можно за счет специальных насадок на сопла, которые фиксируют подачу газа в определенном направлении, чем ближе будет подача к кислородной струе, тем возрастет расход топлива.
Регулятор давления необходим для обеспечения разных режимов и скоростей резки. Подавая меньшее количество топлива можно обеспечить низкую температуру, которая необходима для тонкой стали или металла невысокой прочности, а также сократить расход сырья.
Еще одной важной функцией редуктора является поддержание равномерного уровня давления. Если в процессе резки будет прервана подача газа, металл быстро охладеет и дальнейшая обработка станет невозможной.
Резка металла пропаном и кислородомНеобходимое оборудование
Резак Р101
Самым первым резаком было устройство Р1-01, его сконструировали еще в СССР, затем появились более модернизированные модели – Р2 и Р3. Отличаются аппараты размерами сопел и мощностью редуктора. Более современные ручные установки:
- Смена;
- Quicky;
- Орбита;
- Secator.
Они отличаются набором дополнительных функций и производительностью.
Quicky-Е может осуществлять фигурную резку, по заданным чертежам, скорость работы достигает 1000 мм в минуту, максимально допустимая толщина металла до 100 мм. Устройство имеет набор съемных сопел для обеспечения обработки металлических листов или труб различной толщины.
Машинка автогенной резки Messer
Этот аппарат может работать, используя различные виды горючего газа, в отличие от прототипа Р1-01,который работает только на ацетилене.
Ручной резак Secator имеет более улучшенные характеристики по сравнению с аналогами.
Резак Р2-01
С его помощью можно обрабатывать металл толщиной до 300 мм, это обеспечивают дополнительные насадки, входящие в комплект, они съемные и их можно приобрести дополнительно, по мере износа. Secator может производить следующие виды резки:
- фигурную;
- прямую;
- кольцевую;
- под скосом.
Скорость может регулироваться в диапазоне от 100 1200 мм в минуту, а с помощью встроенной муфты свободного хода обеспечивается плавное перемещение машины по листу металла. Редуктор с воздушным охлаждением обеспечивает более чистую работу и сокращает расход горючего вещества.
Вышеперечисленные модели относятся к ручным, то есть они компактные, управляются с помощью рук мастера. Но для больших объемов обрабатываемого металла работать с такими
Стационарная режущая установка
установками неудобно и не эффективно. Для промышленного производства применяются стационарные режущие установки — это, по сути, та же технология.
Они представляют собой станок со столешницей, в которую встроен режущий механизм. Работу его обеспечивает электрический
компрессор, для которого необходима электросеть с не менее 380 В и трехфазными розетками. Технология работы моделей стационарных режущих установок ничем, но отличается от ручных. Разница лишь в производительности, максимальной температуре нагрева, и способности обрабатывать металл, толщиной более 300 мм.
Условия для резки металла газом
Для качественной работы установки необходимо обеспечить постоянную подачу газа, поскольку кислороду необходимо постоянное количество теплоты, которая поддерживается в основном (на 70%) за счет сгорания металла и лишь 30% обеспечивает пламя газа. Если его прекратить, металл перестанет вырабатывать тепло и кислород не сможет выполнять возложенные на него функции.
Работа резака, обучение резки металлаМаксимальная температура ручных газовых резаков достигает 1300 о С, это достаточная величина для обработки большинства видов металла, однако, есть и такие, которые начинают плавиться при особо высоких температурах, например, окисел алюминия – 2050 о С (это почти в три раза больше чем температура плавления чистого алюминия), сталь с содержанием хрома – 2000 о С, никеля – 1985 о С.
Если металл достаточно не разогрет и не начат процесс плавления, кислород не сможет вытеснить тугоплавкие окислы. Обратная этой ситуация, когда металл имеет низкую температуру плавления, под воздействием горящего газа он может просто расплавиться, так, нельзя применять данный способ резки для чугуна.
Техника безопасности
Осуществление резки металла с помощью газовой установки лучше доверить опытному специалисту, поскольку при неаккуратном обращении последствия могут быть достаточно печальными.
Техника безопасности предполагает выполнения следующих условий:
- хорошая вентиляция в помещении, где будут осуществляться работы;
- на расстоянии 5 метров не должно быть баллонов с газом и прочими горючими веществами;
- работы должны вестись в защитной маске или специальных очках, а также в огнеупорной одежде;
- направлять пламя необходимо в противоположную сторону от источника газа;
- шланги в процессе эксплуатации прибора нельзя перегибать, наступать на них, зажимать ногами;
- если делается перерыв, то следует полностью погасить пламя у горелки и закрутить газовые вентили баллонов.
Соблюдение этих простых условий обеспечит безопасную и эффективную работу по резке металла газовой установкой.
Разрезать металл — воздухом? Почему бы и нет…

Во все времена, с самого момента своего появления, металл был окружён различными проблемами: начиная от его добычи и заканчивая последующей обработкой. Особенно эта проблема усугубилась в период промышленной революции, когда всё более возрастающий темп жизни побуждал производства подстраиваться под него и искать такие способы обработки, которые бы позволяли производству быть конкурентоспособным в условиях рыночной среды.
Многие, особенно те, кто имеет возраст достаточно немолодой, могли застать в изобилии встречающиеся в наших городах различные газовые резаки, которые, как правило, использовались водопроводчиками и коммунальными службами, для ремонта и подведения труб отопления.

Источник картинки: www.metistr.ru
Проблема резаков, однако, заключается в том, что для резки металлов с использованием такого способа, требуется использование дорогостоящих и опасных газов. Кроме того, эти газы необходимо каким-то образом транспортировать, определённым образом складировать.

Всё это делает процесс резки достаточно проблемным. Однако, есть способ гораздо более высокотехнологичный и экономичный, который широко распространился (особенно в бытовом плане), в последнее время. Именно о нём мы и поговорим в этой статье.
Газовые резаки, в своей сущности, работают по одному и тому же принципу: металл нагревается в струе пламени газового резака, после чего он частично сгорает/частично выдувается, из зоны резания.
Частным случаем этого способа резания является «резка кислородным копьём». Способ заключается в том, что кончик кислородного копья (которое представляет собой стальную трубку), разогревается горелкой, после чего открывается подача кислорода.
Кислород, поступающий прямо внутрь «копья», позволяет кончику копья активно гореть, благодаря чему идёт постоянное поддержание температуры в зоне контакта копья и разрезаемой заготовки. При использовании метода кислородного копья, возможно проделывать отверстия в металлических заготовках, толщиной до 2 метров. При этом, само копьё активно сгорает и его расход составляет до 25 диаметров того отверстия, которое проделывается с его помощью.
Кроме того, кислородное копьё часто используют не только для проделывания отверстий, но и для разрезания заготовок большого диаметра. Сам процесс выглядит более чем впечатляюще:
Однако, прочитав всё вышесказанное, у читателя возникнет закономерный вопрос: если любая работа по проделыванию отверстий, либо разрезанию металла является настолько энергоёмкой и затратной в плане расхода газов, каким же образом можно осуществлять эту работу без затрат драгоценного газа? Для этого и пригодится аппарат плазменной резки.
Несмотря на то, что бытовые аппараты плазменной резки распространились совсем недавно (отправной точкой можно считать 2006 год, когда и появились портативные аппараты), как средство обработки металла они известны достаточно давно. Отправной точкой своей истории они могут считать 1929 год, с момента открытие факта ионизации газов, в газоразрядных трубках, физиками из США — И.Ленгмуром и Л.Тонко.
А уже с середины прошлого века плазменная резка, базирующиеся на открытии этих двух физиков, широко распространилась для целей металлообработки.
Суть плазменной резки заключается в том, что в электрическую дугу подаётся сжатый газ, имеющий давление в несколько атмосфер. После продувки дуги – газом, он приобретает температуру до 30 000 градусов Цельсия (и более, если используется дополнительно водяной пар) и превращается в плазму.
 Источник картинки: www.srbu.ru
Источник картинки: www.srbu.ru

Такая огромная температура газа позволяет с лёгкостью резать металлы с достаточно большой скоростью.
Здесь мы подошли к самому главному: при работе аппаратов плазменной резки может быть использован обычный атмосферный воздух!
Именно это качество и делает плазморезы такими экономичными и малопроблемными, по сравнению с классическими газовыми резаками: ведь не используются никакие опасные газы, требующие аккуратного обращения и соответствующего хранения, и в качестве рабочего тела выступает обычный воздух!
Конечно, использование воздуха это только один из видов плазменной резки, в зависимости от целей могут применять как азот, так и аргон, и другие газы.
Одним из самых важных элементов аппарата для плазменной резки является плазмотрон — именно он отвечает за то, насколько эффективно и какие именно типы обрабатываемых изделий будут доступны конкретному устройству.
С электрической точки зрения (зажигания дуги плазмореза) плазмотроны бывают 2 типов: прямого действия и косвенного действия.
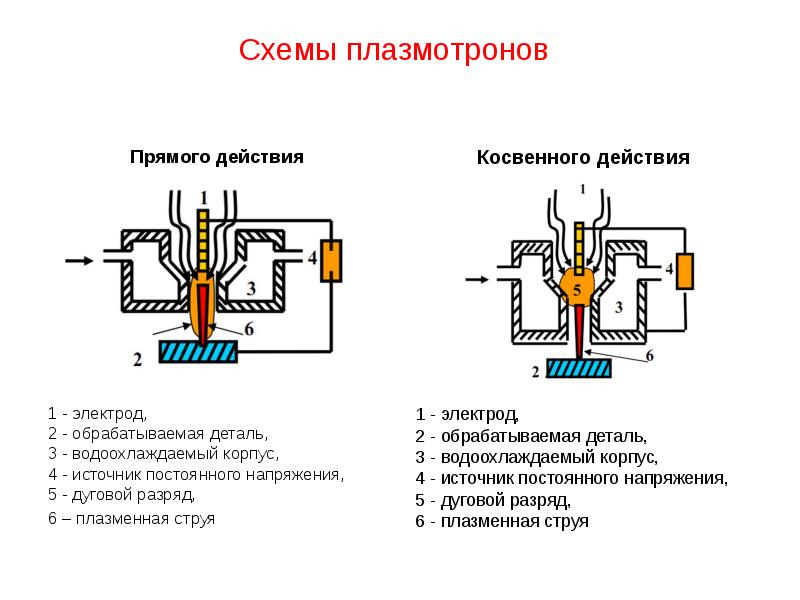 Источник картинки: www.purm.ru
Источник картинки: www.purm.ru
Плазморез прямого действия действует по принципу зажигания высокочастотной пилотной дуги, которая позволяет «выдуть» струю плазмы, которая касается обрабатываемой заготовки. После того, как плазма коснулась заготовки, пилотная (поджигающая) дуга погасает и зажигается основная, которая уже позволяет обрабатывать заготовку (плазма является проводником электричества, практически ничем не отличающимся от самого металла, поэтому дуга горит прямо «сквозь» плазму).
В плазмотронах же косвенного типа, поджигание дуги происходит за счёт разряда между катодом и соплом. Теоретически, плазмотроны такого типа позволяют обрабатывать заготовки неметаллического типа.
 Источник картинки: www.chipmaker.ru
Источник картинки: www.chipmaker.ru
Расходными деталями для плазмореза являются сопло и электрод. Ввиду того, что данные детали достаточно недороги, их замена не является какой-либо проблемой. Срок их службы достаточно индивидуален, — в сети фигурируют цифры в 500-600 резов, либо 1 комплекта на 150 метров реза и т.д.
 Источник картинки: www.24weld.ru
Источник картинки: www.24weld.ru
Для питания плазмореза рабочим газом обычно используют обычные бытовые компрессоры, обеспечивающие давление сжатого воздуха в 8-10 атмосфер.
По типу, плазморезы можно подразделить на инверторные и трансформаторные. Плазморезы 1 типа позволяют разрезать металл толщиной до 30 мм, в то время как 2 типа может резать металл и до 40 мм толщиной.
В любом случае, при работе с плазморезом следует смотреть на конкретные рекомендации в его паспорте, так как от плазмореза бытового типа требуется соблюдать определённые циклы работа/отдых, во избежание перегрева. Профессиональные же модели позволяют работать достаточно продолжительное время.
Ещё одним плюсом плазмореза, кроме экономичности работы, является чистый рез и высокая скорость работы. Согласно wiki, плазменная резка выигрывает у лазерной по скорости в 2-3 раза.
Если же говорить об экономической составляющей, в частности о стоимости входа в такое интересное занятие, то можно сказать, что цена большей части бытовых плазморезов находится в пределах суммы до 20000 руб.
Использование такого устройства позволяет существенно упростить любую работу, связанную с фигурным вырезанием из металла разнообразных декоративных изделий:
Виды газовой резки металла
Технологии современного мира шагнули далеко вперед. Теперь любой человек может справиться с процедурой резки газом, ведь это намного проще, чем газосварочные работы, поэтому для допуска не требуется почти никаких навыков. Основное, что нужно понять – технологию резки газом. Все чаще и чаще используются резаки с использованием пропана, а для работы с ними, требуется сочетать пропан и кислород. Подобная смесь обеспечивает нужную температуру, благодаря которой, осуществляется газовая резка металла.
Плюсы и минусы газовой резки
У этого способа резки много преимуществ:
- Газовая резка позволяет разрезать материал большой толщины. А также при помощи ее, можно сделать аккуратный разрез по трафарету. Достигнуть аккуратности выполнения работ при пользовании болгаркой просто невозможно, а уж если возникла необходимость прорезать отверстие на некоторую глубину, то с этим справится только резка газом.
- Для газовой резки требуется резак, который обладает малым весом и габаритами. Это позволяет достигнуть комфорта вовремя работы, а если сравнивать резак с бензиновыми аналогами, то разница колоссальна. Бензиновые резаки сильно шумят, ими сложно делать аккуратные разрезы из-за большого веса, сильные вибрации заставляют оператора прилагать усилия при резке. Давление кислорода позволяет не тратить сил.
- Газовая резка позволяет ускорить процесс резки почти в 2 раза, если сравнивать результатами, показываемыми бензиновыми аналогами.
- Аккуратность реза хуже чем у ацетиленового резака, но при этом гораздо лучше, чем у бензинового и болгарки.
- Пропан очень дешевый газ. Его использование выгодно в тех случаях, когда требуется выполнить большой объем работ.

Увы, но минусы тоже имеют место, однако, их намного меньше, а если быть точнее, то один – ограниченный спектр металлов, которые можно разрезать.
Например, газовая резка металла пропаном и кислородом не в силах разрезать сталь с высоким содержанием углерода. Поэтому применение этого вида резки оправдано лишь для низко- и среднеуглеродистый стали.
Такое ограничение возникает из-за того, что температура плавления высокоуглеродистых сталей равняется температуры горения газового резака, поэтому при резке материал плавится и не дает кислороду попасть внутрь.
Отсюда вытекает правило: для успешной резки, температура горения разрезаемого металла должна быть меньше, чем его температура плавления.
Как осуществляется резка?
Резка производится с одновременным подогревом. Именно для этой цели, наконечник резака имеет 3 сопла. Боковые служат для подачи подогревающей смеси, а по центру размещается самое тонкое сопло, через которое подается кислород под очень высоким давлением.
Если говорить о давлении, то оно может достигать 12 атмосфер, такой мощности достаточно для того, чтобы человек, подставивший руку под поток воздуха, повредил себе кожу. При поджигании этой струи, осуществляется резка металлических конструкций.
При таком способе резке образуется флюс, который разбрасывается пламенем в стороны, а если выполняется сквозная резка, то его прожигают через всю толщу материала. Благодаря этому, резка металла намного лучше электрической. Ведь шов, получающийся в итоге, очень аккуратный.
Если вернуться к металлам, температура плавления которых ниже 600 градусов Цельсия, то разрезать их не получится из-за удаления верхнего слоя металла, которое будет повторяться до самого конца резки. Для того чтобы все-таки осуществить резку требуется применять мобильные нагреватели. Это небольшие баллончики сжатого газа, на которые надето сопло.
Процесс резки
Перед началом резки нужно убрать ржавчину с металла.
При резке заготовка должна располагаться так, чтобы выходящая струя легко проходила сквозь нее.
В самом начале процедуры, поверхность материала разогревается до температуры горения металла. Используется кислород и горючий газ. После достижения нужной температуры, подается кислород, который будет воспламеняться, вследствие контакта с горячей поверхностью и именно он будет резать.
В этом моменте важно достигнуть непрерывности подачи кислорода, в ином случае, пламя погаснет и поверхность быстро остынет, а затем ее придется нагревать заново.
В процедуре резки прослеживается четкая корреляция – чем чище применяемый кислород, тем выше качество резки. А также иногда возникает ситуация, при которой струя кислорода резко врезается в металл и мощность резки падает, начинается искривление потока. Для того чтобы избежать такой ситуации, нужно немного наклонить струю.
Важно понимать, что струя имеет конусовидную форму, расширяется ближе к нижней части. Из-за этого ширина реза увеличивается при приближении к завершению резки и образовываются окалины.
Исправить ситуацию можно при помощи увеличения мощности резака, но не стоит слишком увлекаться, если перестараться, то окалины возникнуть на верхней части металла.
На качество резки сильно влияет давление кислорода. Высокое давление неизбежно приводит к плохому резу, да и расход кислорода становится просто огромным. Малое давление не даст прорезать металл и удалить окислости будет тяжело. Поэтому нужно соблюдать средние показатели, которые индивидуальны для каждого металла, и регулировать подачу кислорода из кислородного баллона.
Особые моменты в резке
Технология резки металла гласит, что не нужно спешить открывая вентиль пропанового резака, ведь в таком случае, вы подвергаете себя опасности, которая может возникнуть из-за взаимодействия кислорода с разогретым металлом. Для исключения обратного удара пламени, требуется выводить кислородную струю, строго следуя углу наклона горелки.
Сначала он равняется 90 градусов, после этого совершается малое отклонение, примерно на 6 градусов, в противоположную сторону движению. Если осуществляется резка толстого металла, то отклонение может увеличиваться вплоть до 70 градусов.
Важно помнить, что процесс резки по металлу должен происходить с одной и той же скоростью, которая подбирается визуальным методом, например, можно оценить скорость разлета искр.
При оптимальной скорости, поток искр вылетает под углом 90 градусов. Если искры летят в сторону, отличную от стороны движения резака, то скорость резки очень мала. О высокой скорости информирует угол вылета искр менее 80 градусов.
Толщина металла играет не последнюю роль, ведь если толщина металла довольно большая, то нельзя монотонно двигать резак до момента, когда лист будет разрезан по всей толщине. Ближе к концу резки требуется увеличить угол наклона примерно на 15 градусов.
Во время проведения процедуры не должно возникать никаких продолжительных пауз. Если работа все же была остановлена в какой-то точки, то резку нужно начинать с самого начала и выбрать новое место старта.
Конец резки должен сопровождаться следующими действиями, именно в этом порядке:
- прекращение подачи режущего кислорода;
- прекращение подачи регулирующего кислорода;
- отключение пропана.
Требуемое оборудование
Для того чтобы воспользоваться газовым резаком нужно иметь хоть один баллон пропана и кислорода, шланги, предназначенные для высокого давления, резак. Каждый баллон идет в комплекте с редуктором, при помощи которого можно осуществлять регулировку потока газа. Баллон с пропаном имеет обратную резьбу, поэтому невозможно использовать другой редуктор на нем.
Разные резаки для резки металлов не сильно различаются. Все имеют по 3 вентиля:
- один для подачи пропана;
- второй – регулирующего кислорода;
- третий – режущего кислорода.
Все кислородные вентили – синего цвета, а для пропана – красные.Металл разрезается при помощи струи пламени.
Газовым резаком можно разрезать металл с толщиной до 300 мм. Устройство очень легко ремонтируется, так как многие части аппарата сменные.
Техника безопасности
Нужно понимать, что резка металла газом – процесс, который может освоить даже новичок, но от этого процесс не становится менее опасным. Поэтому проводить обучение можно только под присмотром опытного специалиста.
Для проведения работ по резке металла следует придерживаться следующей техники безопасности:
- В помещении, где ведутся работы, должна обеспечиваться хорошая вентиляция.
- Следует убрать все горячие веществ на расстояние 5 метров от места, где будет вестись резка.
- Работу можно проводить только в специальной одежде: защитная маска, огнеупорная одежда.
- Нельзя направлять пламя на источник газа. Его направление должно быть диаметрально-противоположным.
- В процессе работы резака запрещается наступать на шланги, шевелить их, всячески физически воздействовать на них.
- Во время перерыва нужно погасить пламя у резака, закрутить вентили на баллонах с газом.
Эффективная и безопасная резка может быть достигнута лишь при соблюдении всех этих правил, которые сложны лишь на первый взгляд.