Принцип работы плазмореза
Плазменная резка осуществляется аппаратом под названием плазморез. Он создаёт поток высокотемпературного ионизированного воздуха (плазмы), который разрезает заготовку.
Принцип плазменной резки основан на свойстве воздуха в состоянии ионизации становиться проводником электрического тока.
Плазморез создаёт в плазмотроне плазму (ионизированный воздух, разогретый до высокой температуры) и сварочную дугу, которые осуществляют раскрой материала.
Устройство плазмореза
Плазморез состоит из нескольких блоков:
- источник электропитания;
- плазмотрон (резак);
- компрессор;
- комплект кабель-шлангов.
Источник электропитания
Источником электропитания может быть:
- трансформатор. Достоинством его является то, что он практически не чувствителен к перепадам напряжения электросети и позволяет резать заготовки большой толщины, а недостатком – значительный вес и низкий КПД;
- инвертор. Единственным его недостатком является то, что он не позволяет резать заготовки большой толщины. Достоинств много:
- при питании от него стабильно горит дуга;
- КПД на 30 % выше, чем у трансформатора;
- дешевле, экономичнее и легче трансформатора;
- его удобно использовать в труднодоступных местах.
Принцип работы
Принцип действия плазмотрона заключается в следующем.
Создаётся поток высокотемпературного ионизированного воздуха, электропроводность которого равна электропроводности разрезаемой заготовки (т.е. воздух перестаёт быть изолятором и становится проводником электрического тока).
Образуется электрическая дуга, которая локально разогревает обрабатываемую заготовку: металл плавится и появляется рез. Температура плазмы в этот момент достигает 25000 – 30000 °С. Появляющиеся на поверхности разрезаемой заготовки частички расплавленного металла будут сдуваться с нее потоком воздуха из сопла.
Технология
Плазменной обработке поддаются все виды металлов толщиой до 220 мм.
Эффект появляется после воспламенения плазмообразующего газа при образовании искры в контуре электрической дуги.
В выходном отверстии от сужения происходит ускорение потока плазмообразующего носителя. Высокоскоростная плазменная струя позволяет получить температуру на выходе около 20000 °С.
Узконаправленная струя в тысячи градусов буквально проплавляет материал в точечной области воздействия, нагрев вокруг места обработки незначительный.
Резка плазменной струей
Раскрой заготовок плазменной струей применяется для обработки материалов, не проводящих электрический ток.
При резке этим методом дуга горит между формирующим наконечником плазмотрона и электродом, а сам разрезаемый объект в электрической цепи не участвует.
Для разрезания заготовки используется струя плазмы.
Плазменно-дуговая резка
Плазменно-дуговой резкеподвергаются токопроводящие материалы.
При выполнении резки этим методом дуга горит между разрезаемой заготовкой и электродом, её столб совмещен со струей плазмы.
Последняя образуется за счет поступления газа, его нагрева и ионизации.
Газ, продуваемый через сопло, обжимает дугу, придает ей проникающие свойства и обеспечивает интенсивное плазмообразование.
Высокая температура газа создает высочайшую скорость истечения и увеличивает активное воздействие плазмы на плавящийся металл.
Газ выдувает из зоны реза капли металла. Для активизации процесса используется дуга постоянного тока прямой полярности.
Плазменно-дуговая резка применяется при:
- производстве деталей с прямолинейными и фигурными контурами;
- вырезании отверстий или проемов в металле;
- изготовлении заготовок для сварки, штамповки и механической обработки;
- обработке кромок поковок;
- резке труб, полос, прутков и профилей;
- обработке литья.
Виды плазменной резки
В зависимости от среды, существуют три вида плазменной резки:
- простой. Этот метод подразумевает использование только воздуха (или азота) и электрического тока;
- с защитным газом. Применяются два вида газа: плазмообразующий и защитный, который сохраняет зону реза от влияний окружающей среды. В результате повышается качество реза;
- с водой. В этом случае вода выполняет функцию, аналогичную защитному газу, охлаждает компоненты плазмотрона и поглощает вредные выделения.
Видео
Посмотрите ролики, где наглядно объясняется, как происходит плазменная резка.
Типы плазмотронов
Плазмотроны можно условно разделить на три типа:
- электродуговые;
- высокочастотные;
- комбинированные.
Возможности плазменной резки
Сфера применения плазменной резки очень разнообразна, благодаря своей универсальности и диапазону обрабатываемых металлов и металлических сплавов. Автоматизированная и ручная плазменная резка материалов широко применяется на предприятиях и во многих отраслях промышленности для выполнения обработки:
- труб;
- истового металла;
- чугуна;
- стали (в т.ч. нержавеющей);
- бетона;
- отверстий;
- фигурной и художественной резки.
Как работает аппаратная плазменная резка металла
- Источник тока выдает необходимое напряжение, а именно: 220 V для небольших устройств, 380 V для промышленных систем, позволяющих работать с материалами большой толщины.
- Ток по кабелям попадает в плазмотрон. Он оснащен катодом и анодом, роль которых играют электроды. Именно между ними загорается электрическая дуга.
- Компрессор нагнетает воздух и подает его в аппарат по предусмотренным для этого шлангам. Плазмотрон снабжен специальными завихрителями, которые направляют и закручивают воздух. Поток пронизывает электрическую дугу, при этом ионизирует ее и во много раз повышает температуру, создавая плазму.
- Когда сварщик-резчик подносит плазмотрон к изделию, получается рабочая дуга – она замыкается между электродом и поверхностью. За счет высокой температуры и давления воздуха образуется аккуратный разрез и небольшие наплывы, которые можно без труда удалить при помощи постукивания. Когда утрачивается контакт с поверхностью, дуга продолжает гореть в дежурном режиме.
- После того как раскрой завершен, кнопку на плазмотроне отпускают, выключая все виды электрической дуги. Далее систему некоторое время продувают воздухом, чтобы избавиться от мусора и позволить электродам остыть.
Роль режущего элемента при плазменной резке играет ионизированная дуга плазмотрона. Она позволяет как раскраивать материал, так и сваривать его. Во втором случае применяют присадочную проволоку, состав которой подбирается под конкретный вид металла, а подаваемый воздух заменяют инертным газом.
Как устроен плазморез
Этот аппарат состоит из следующих элементов:
- источник питания;
- воздушный компрессор;
- плазменный резак или плазмотрон;
- кабель-шланговый пакет.
Источник питания для аппарата плазменной резки осуществляет подачу на плазмотрон определенной силы тока. Представляет собой инвертор или трансформатор.
Компрессор требуется для подачи воздуха.
Кабель-шланговый пакет используется для соединения компрессора, источника питания и плазмотрона. По электрическому кабелю от инвертора или трансформатора начинает поступать ток для возбуждения электрической дуги, а по шлангу осуществляется подача сжатого воздуха, который требуется для возникновения внутри плазмотрона плазмы.
Что нужно знать о плазменной резке металла
Что такое плазменная резка? Это обработка металлических изделий, где резцом служит струя плазмы. На чем основана технология, виды оборудования — далее.
Резка металла — технологический процесс разделения монолитной детали на отдельные части. Операция выполняется механическим способом (рубка, распиливание), гидроабразивным (суспензия из воды и абразивного материала) или термическим (нагрев).
Последний вид — это газокислородная, лазерная и плазменная резка металла.
Плазменная резка — что это
Что такое плазменная резка? Это обработка металлических изделий, где резцом служит струя плазмы.
Плазма, представляет собой поток ионизированного газа, разогретого до нескольких тысяч градусов. Содержит частицы с положительным и отрицательным зарядом. Имеет квазинейтральные свойства. То есть, в бесконечно малом объёме, суммарный заряд уравновешивается и равен нулю.
Тем не менее, наличие свободных радикалов, означает, что плазма является проводником электричества. Сочетание высокой температуры, электропроводности и высокой скорости потока (больше скорости звука) позволило в прошлом веке разработать и создать для резки металла плазменное оборудование.
Принцип действия
- рез прямого действия, или плазменно-дуговая резка металлов;
- рез косвенным воздействием.
Резак прямого действия
Между резаком (катодный узел) и изделием (анод) зажигают электрическую дугу. Катод (электрод) помещён внутрь корпуса, имеющего сопло. Газ, под давлением, проходя мимо электрода, разогревается до высоких температур и ионизируется. Высокая скорость потока создаётся при прохождении сопла. Электродуга плавит металл. Раскалённый газ обеспечивает вывод из зоны нагрева.
Резак косвенного действия
Этот метод позволяет обрабатывать обычные металлы, но, и с малой электрической проводимостью, и диэлектрики. В отличие от предыдущей схемы, источник электроискры помещён в резаке. Поэтому, воздействие на обрабатываемые изделия оказывает только поток плазмы. Стоит такое оборудование значительно дороже, нежели модели прямого действия.
Плазмотрон прямого действия
Оба вида резаков имеют общее научно-техническое название, — плазматрон (буквально, — генератор плазмы).
Преимущества плазменной обработки
- возможность обработки заготовок из различных металлов, а также неметаллических изделий;
- скорость обработки небольших толщин (до 50 мм) в 25 раз выше, нежели посредством газопламенной резки;
- локальный разогрев детали происходит только в месте воздействия, что способствует отсутствию тепловых напряжений и деформации изделия;
- качественный и чистый распил метала, — в месте обработки малая шероховатость поверхности;
- отсутствие взрывоопасных веществ и предметов, — горючих газов, баллонов под давлением и т.п.;
- способ позволяет производить сложные геометрические резы.
Какое оборудование применяют
Для резки металла плазмой выпускаются агрегаты промышленного и бытового назначения. Первые представляют собой сложный многофункциональный комплекс с автоматизированным процессом (станки с ЧПУ). Вторые — небольшие аппараты, работающие от сети 220V или 380 V.
Источник плазменной резки в бытовых приборах, — инвертор (сварочный генератор) или трансформатор. Первый вид меньше по габаритам, удобнее в обращении. Второй — обладает высокой надёжностью, длительным сроком эксплуатации. Рабочее тело — подготовленный атмосферный воздух.
Мощности ручного агрегата хватает для распила металла толщиной до 15–20 мм. Отдельные модели оснащены функцией бесконтактного зажигания дуги. В комплектацию входит плазмотрон и устройство подготовки воздуха.
Используются в домашних мастерских, условиях профессионального производства и строительства:
- плазменная река листового металла;
- обработка цилиндрических изделий, в том числе стальных труб;
- вырезка сложных геометрических фигур, в том числе отверстий;
- обработка керамических и каменных изделий и другие виды промысла.
Этот вид оборудования существенно превосходит по своему функционалу и удобству пользования обычную газокислородную резку. Не только по габаритам, но и по технике безопасности.
Модель бытового плазматрона показана на фото.
Свойства технологии
- создание электродуги;
- образование ионизированного газа;
- создание высокоскоростного потока плазмы;
- воздействие этой активной средой на обрабатываемый материал.
Для плазменно-дуговой резки характерны:
- Температура потока. Величины находятся в диапазоне 5000–30000°C. Определяется видом обрабатываемого материала: нижние значения используют для цветных металлов, верхние — для тугоплавких сталей.
- Скорость потока. Значения в пределах 500–1500 м/с. Настраивается под определённый вид обработки:
- толщина заготовки;
- вид материала;
- тип распила (прямой или криволинейный);
- длительность работы плазматрона.
- толщина метала и его вид;
- диаметр сопла;
- сила тока;
- расход газа;
- скорость реза.
Качество обработки
Документами определяются основные критерии:
- Допуск на перпендикулярность или угловатость. Показывает отклонения от перпендикуляра и плоскости реза к поверхности обрабатываемого изделия.
- Оплавление верхнего края. Трещины в точках обработки не допускаются. Верхний край может быть острым, оплавленным, оплавленно-нависающим.
- Шероховатость. По ГОСТ делится на три класса, 1, 2 и 3.
Виды плазменнй резки
Технология плазменной резки металла — это набор нескольких способов. Плазменно-дуговая резка подразделяется:
- воздушно-плазменный способ резки металла;
- газоплазменная;
- лазерно-плазменный способ резки.
Первые два вида схожи по принципу действия, — электродуга плюс ионизированный поток раскалённого газа. Отличие в рабочем теле. В первом случае — воздух, во втором — какой-либо газ или водяной пар.
По способу обработки заготовок толщиной до 200 мм, применяется комбинированное оборудование. Современная промышленная установка сочетает термообработку газовой струёй или использование плазмотрона. Станки для резки оснащены модулем ЧПУ (числовое программное управление). Выполняют раскрой листового металла по прямой или криволинейной траектории.
Ручная плазменная резка — это классическая плазменно-дуговая резка. Переносные агрегаты (бытового уровня) режут чёрный металл с помощью воздушной ионизированной струи. Расширение ассортимента газов, влечёт значительное усложнение оборудования и рост его стоимости.
Лазерно-плазменная
Лазерная и пламенная резка, в сочетании на одном станке с ЧПУ, повышает производительность. Позволяют формировать различные линии раскроя, в том числе, рез отверстий.
Лазерная или плазменная резка, совмещённые на одном устройстве, значительно экономят производственные площади. Плазменно-дуговая резка используется на габаритных заготовках. Лазерная — при обработке мелких деталей с повышенными требованиями к точности раскроя.
Принципиальное отличие лазерного метода от плазменного, — источник нагрева. В лазере — это сфокусированный световой луч. Зона контакта чрезвычайно мала, поэтому удаётся получить локальное воздействие на деталь. Благодаря этому, ширина распила мала, качество раскроя выше, нежели плазматроном.
Из-за этого, плазменная резка труб постепенно сдаёт позиции там, где требуется высокая точность раскроя и предъявляется повышенное качество к краю изделия.
Обработка титана
Вследствие таких характеристик, его трудно подвергать механической и термической обработке. Режущий газовый резак применять нельзя, — металл сгорит. Отсюда, резка титана хорошо освоена на плазматроне и лазерным способом.
Кроме обычного прямого раскроя, плазменно-лазерный способ позволяет выполнять пространственную обработку сложных геометрических форм, например, сопряжение нескольких отверстий.
Пример плазменной резки металла, посредством плазматрона, можно увидеть на видео.
Принципы
2.1 Нечто большее, чем просто одно из состояний вещества?
Как правильно понимать источники плазменной резки? Плазма представляет собой нагретый до высокой температуры газ, обладающий электропроводимостью, который состоит из положительно и отрицательно заряженных частиц, а также возбужденных и нейтральных атомов и молекул. Между процессами диссоциации, ионизации и рекомбинации, присущими плазменному состоянию, устанавливается динамический баланс. В результате плазма электрически нейтральна. В физике плазму часто называют четвёртым состоянием вещества. В природе плазменное состояние вещества, обусловленное высокими температурами, имеет место внутри солнца и других звёзд. Молния также является примером перехода вещества в плазменное состояние, происходящий под действием сил электрического поля большой величины.
Рисунок 1: Плазма — четвертое состояние вещества 
Для того чтобы создать плазму для технических потребностей, газ либо сильно разогревается с помощью источника тепла, либо подвергается действию сильного электрического поля, так чтобы перевести его в ионизированное состояние.
2.2 Принцип плазменной резки
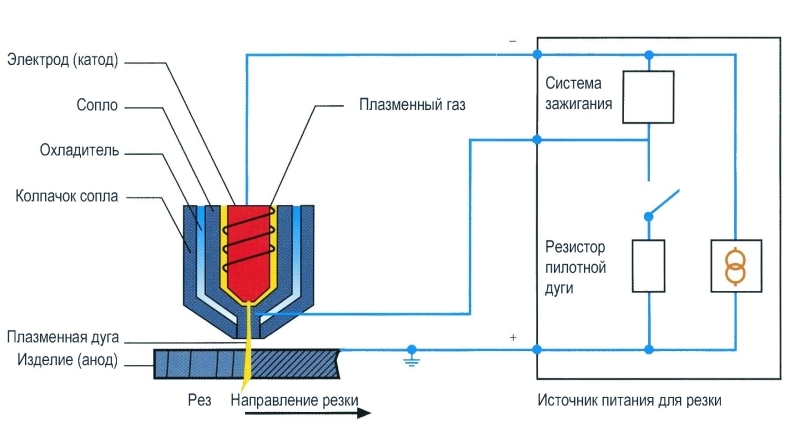
Плазменная резка – это процесс термической резки, при котором плазменная дуга обжимается, проходя через сопло. Дуга прямого действия, которая возникает, когда электрический ток протекает от неплавящегося электрода (катода) на изделие (анод), используется для резки материалов, обладающих электрической проводимостью. Эта форма плазменной резки является наиболее часто используемой. В случае дуги косвенного действия, она создаётся между электродом и соплом. Даже если используется режущий газ, в состав которого входит кислород, тепловой эффект плазменной дуги преобладает. Таким образом, данный метод не рассматривается как процесс кислородной резки, а скорее как резка путём плавки.
Плазменные газы в дуге частично подвергаются диссоциации и ионизации, что делает их электропроводящими. Благодаря высокой плотности энергии и температуре плазма расширяется и движется по направлению к изделию со скоростью, которая в три раза превышает скорость звука.
Благодаря рекомбинации атомов и молекул на поверхности изделия потреблённая энергия сразу же высвобождается и усиливает тепловой эффект воздействия плазменной дуги на изделие. В плазменной дуге температура доходит до 30 000 К. В сочетании с высокой кинетической энергией плазменного газа такая температура обеспечивает чрезвычайно высокую скорость резки всех материалов, обладающих электрической проводимостью, которая зависит от толщины материала.
Для начала процесса резки в первую очередь зажигается пилотная дуга между соплом и электродом путём подачи высокого напряжения. Эта низкоэнергетическая пилотная дуга подготавливает пространство между плазменным резаком и изделием, вызывая частичную ионизацию. Когда пилотная дуга контактирует с изделием (резка с лёта), благодаря автоматическому увеличению мощности зажигается основная плазменная дуга.
Рисунок 2: Принцип плазменной резки с помощью дуги прямого действия Металлический материал плавится и частично испаряется благодаря тепловой энергии дуги и плазменного газа. Расплавленный металл выдувается из реза под действием кинетической энергии плазменного газа. В отличие от кислородной резки, при которой около 70% тепловой энергии вырабатывается благодаря сгоранию железа, в процессе плазменной резки энергия, требующаяся, для того чтобы расплавить материал в резе создаётся только под действием электричества.
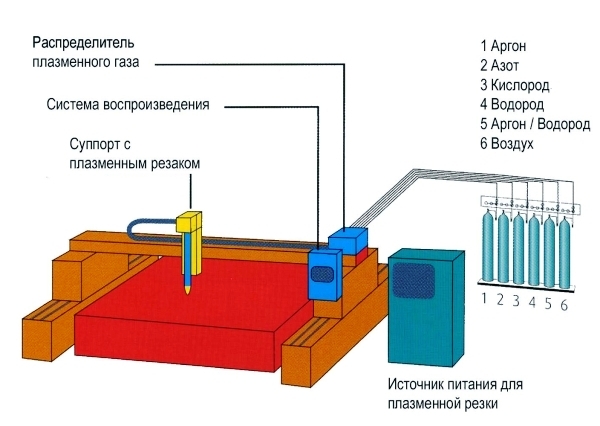
Выбор используемого плазменного газа зависит от того, какой материал требуется разрезать. Например, одноатомный газ аргон и/или двухатомные газы, такие как водород, азот, кислород и смеси этих газов, а также очищенный воздух, используются в качестве плазменного газа и режущего газа.
Резаки могут иметь как водяное, так и газовое охлаждение. В зависимости от того, где используются процессы плазменной резки, различают процессы, выполняемые над водой и на ней, а также такие, которые производятся под поверхностью воды.
2.3 Оборудование для плазменной резки
2.3.1 Источник питания для плазменной резки
Источник питания для плазменной резки подаёт рабочее напряжение и ток резки для основной и вспомогательной дуги. Напряжение источника питания для плазменной резки без нагрузки находится в диапазоне между 240 и 400 В. В состав источника питания входит система зажигания пилотной дуги (вспомогательной плазменной дуги), назначение которой состоит в возбуждении основной плазменной дуги. Для того чтобы это выполнить сначала зажигают плазменную дугу косвенного действия, используя импульсы высокого напряжения. Назначение данной дуги состоит в ионизации пространства между соплом и изделием, что позволяет возбудить основную плазменную дугу.
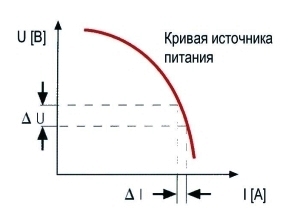
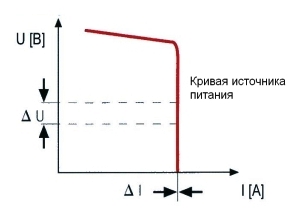
Рисунок 3: Пример установки для плазменной резки Источники питания для плазменной резки либо имеют круто падающую кривую вольтамперной характеристики (рис. 6), либо постоянную токовую характеристику (рис. 7), в связи с чем при удлинении дуги мощность резки изменяется незначительно или остаётся неизменной.
Рис.6: Источник питания
для плазменной резки с
крутоубывающей (крутопадающей характеристикой) кривой напряжения и токаРис.7: Источник питания для плазменной резки с постояноой токовой характеристикой (вертикальнок падение) 2.3.2 Электрод и сопло плазменного резака
Повышение эффективности плазменной резки в большой степени зависит от конструкции плазменного резака. Чем плотнее плазменная дуга обжимается, тем выше скорость резки и качество кромки реза.
Важнейшими деталями плазменного резака являются плазменное сопло и электрод. Как плазменное сопло, так и электрод являются быстроизнашивающимися деталями. Неправильный подбор, либо неверное использование сопла или электрода могут значительно сократить срок их службы и повредить резак.
Срок службы электрода в значительной степени определяется силой тока резки, количеством зажиганий, а также типом используемого плазменного газа. Кроме того, управление газом и мощностью вначале и в конце резки, а также рассеяние тепла от электрода также играет ключевую роль. Обычно используются электроды стержневой формы из вольфрама, а также имеющие форму пальца из циркония или гафния, которые можно сделать заострёнными или плоскими. Ввиду того, что они подвержены эрозии, электроды из вольфрама могут применяться только с инертными плазменными газами и их смесями, а также с газами с низкой реакционной способностью и восстановительными плазменными газами. При использовании чистого кислорода, либо плазменных газов, в состав которых входит кислород, электроды будут служить значительно дольше, если они будут изготовлены из циркония или гафния. Эти материалы естественным образом формируют защитный слой, плавящийся при более высокой температуре (табл. 1), и, к тому же, они заключены в основную оболочку, обладающую очень большой теплопроводностью, которая интенсивно охлаждается. Если в плазменной резке используется кислород, увеличения срока службы электрода можно добиться, подавая два газа: процесс зажигания проводится с использованием газа с низкой окислительной способностью, а сам процесс резки с использованием кислорода.
Ключевые факторы, влияющие на срок службы сопла:
- диаметр на выходе сопла
- масса и теплопроводность материала сопла
- выход (произведение силы тока резания на напряжение резания)
- время действия плазменной дуги
- количество зажиганий
- последовательность прожигания отверстий
- и интенсивность охлаждения.
Водяное охлаждение является более интенсивным. Воздушное охлаждение требует большего количества газа.
Таблица 1: Типовые величины для расходных деталей, применяемых с плазменными резаками