Как к стали припаять олово?
Пайка – это процесс при котором создается соединение металлических частей, за счет химической реакции, которая происходит между металлом и расплавленным припоем. При этом не происходит механического повреждения кристаллической структуры материала соединяемых частей.
Что к чему можно паять?
Не получится паять алюминий или ржавый металл, хромированные объекты, так как на поверхности элементов формируется оксидная пленка, которая будет препятствовать процессу соединения. Выполнять пайку подготовленных поверхностей можно из:
- железа и нержавеющей стали;
- меди, олова и латуни;
- цинка и никеля;
- серебра.
Как производится пайка стали?
Процесс любой пайки производится в три этапа: очистка соединяемых поверхностей от оксидных пленок, нагрев до температуры плавления припоя, нанесение припоя (пайка).
Так как к стали припаять олово? Что бы выполнить пайку стали необходимо выполнить следующие шаги:
- С поверхности соединяемых частей убрать посторонние материалы, стружку. Для этого можно использовать металлическую щетку или наждачную бумагу.
- В зоне соединения, на поверхности частей, необходимо нанести флюс (например, BS-35, при пайке обыкновенной стали, и BS-45, при пайке нержавеющей стали).
- Нагреть детали до требуемой температуры, соединить и нанести припой.
- С помощью воды или специального химического очистителя удалить остатки флюса. Если этого не сделать, то на месте пайки появится ржавчина, так как в состав флюса входит хлорид.
Типы нагревателей
Выбор типа нагревателя зависит от размеров и толщины запаиваемых стальных элементов. Если необходимо выполнить пайку стальной проволоки или тонких листов, то можно воспользоваться паяльником с хромоникелевым или керамическим нагревателем, подобрав соответствующую мощность, или же паяльником без нагревателя, который можно разогреть горелкой или на обычной газовой плите. Если необходимо выполнить пайку толстых листов стали, то для нагрева придется воспользоваться газовой или бензиновой горелкой. Во время работы паяльника, на жале будет образовываться окисление, которое будет снижать температуру паяльника.
Для очистки можно воспользоваться либо простой наждачной бумагой, либо специальным очистителем, например, ST-40. Если наконечник паяльника покрыть припоем, то это обеспечит более широкий диапазон теплопередачи и повысит эффективность пайки.
Выбор припоя
Припой – это сплав олова и свинца в определенном соотношении. Соотношение пропорций сплава определяет температуру плавления и вязкость получаемого сплава. Припой подбирается согласно требуемым характеристикам соединения и видам соединяемых материалов. При пайке стали следует использовать без флюсовые припои, а флюс наносить отдельно.
Лужение и пайка автомобильных кузовов. Часть 2. Оборудование и материалы.
По просьбам отписавшихся в комментариях к моему небольшому отчёту, пилю отдельный пост про технологию лужения и шпатлевания припоем.
Начну с материалов и оборудования. Для подобного ремонта нам понадобится:
1.Источник тепла
2.Припой
3.Флюс
4.Инструменты и расходники под мехобработку
Источников тепла огромное множество, условно разделю их на паяльники и горелки с фенами.
Почему именно так? Всё просто: паяльники (обычный, молотковый радиаторный, неэлектрический топориком) являются, по сути, точечными источниками тепла. Они концентрированно нагревают небольшую площадь, ограниченную размерами жала и полностью расплавляют припой на этой площади, не позволяя удерживать большое количество припоя в кашеобразном состоянии. Однако, для выравнивания горизонтальных поверхностей типа крыши или съёмных элементов типа передних крыльев, капота, багажника, дверей вполне подходят. Так же с помощью обыного паяльника можно просто лудить горизонтальные и вертикальные поверхности, например, рамки лобового или заднего стёкол. К достоинству следует отнести дешевизну этих инструментов — обычный 100вт паяльник, каким я сам пользуюсь, стоит в районе 300 рублей. Про недостатки я уже упомянул.
Молотковые и топориковые паяльники применяются, как правило, для пайки радиаторов, и вследствие их большей дороговизны и специфичности, применять для пайки кузова их я смысла не вижу, так как они обладают точно такими же недостатками.
Что касается различных горелок, то их тоже большое множество. Для удобства просмотра перечислю списком сразу с достоинствами и недостатками:
+Большой факел, позволяющий равномерно нагревать большую по площади поверхность
+ Относительно невысокая (900-1000 градусов) температура пламени, что облегчает удерживание припоя именно в кашеобразном, а не жидком состоянии
+Дешевизна самой лампы (порядка 700-800р), дешевизна и доступность топлива (бензин)
— Большой вес (порядка 1 кг вес лампы, плюс около кг плескающегося в ней бензина) и габариты лампы, что затрудняет длительную работу
— Лампе необходим довольно долгий прогрев, по хорошему не менее 15 минут, иначе в непрогретой лампе пламя перенасыщенно парами бензина, что приводит к мгновенному оседанию сажи на поверхности и делает пайку невозможной
Газовые горелки с одноразовыми сменными баллонами
+Компактность и малый вес
+Дешевизна (порядка 400 рублей за насадку)
— Ненадёжность и плохое качество исполнения дешевых горелок
— Одноразовость баллонов
— При долгом использовании одноразовые баллоны могут влететь в копеечку
— Затруднённая или невозможная работа при отрицательных температурах
Газовые горелки и резаки
+Наибольшая тепловая мощность и производительность
+Удобство и лёгкость
+Возможность подбирать мундштук и горелку под каждую конкретную вмятину
-Дороговизна оборудования
-Необходимость иметь газовые баллоны и периодически заправлять их
-При неаккуратном использовании очень легко перегреть основной металл
+Питание от электричества (впрочем, для кого то это может стать минусом)
+Равномерный нагрев по большой площади
+Полное отсутствие загрязнения поверхности
-Малая мощность
-Дороговизна
Если любую из горелок можно использовать как единственный самостоятельный источник тепла, то мощности фена хватит только на лужение, и то, довольно медленное, паять с одной лишь его помощью не получится. Лично я использую фен вместе с паяльником, вместе они дают хороший результат, но только вместе. Также иногда прибегают к помощи паяльной лампы, другими видами горелок не пользуясь так как не располагаю 
С источниками тепла разобрались, идём дальше. Самый главный расходный материал — припой.
Наиболее распространены марки припоя ПОС-60(61, 63), ПОС 40 и ПОС 30.
В чём их отличие для нас, как для кузовщиков? Обратимся к диаграмме состояния свинец-олово.
Как мы видим, сплав содержащий примерно 62 процента олова имеет не только наименьшую температуру плавления и кристаллизации, что для нас мало важно, но также имеет чёткую границу между твёрдым и жидким состоянием, на научном языке точки ликвидуса и солидуса совпадают. Для нас это значит то, что припой ПОС 60 при достижении температуры 183 градуса и выше мгновенно расплавится и потечёт. Припои ПОС 40 и ПОС 30 при температурах свыше 183 градусов сперва переходят в смешанное кашеобразное сотояние (Жидк+ a), и только после плавятся полностью, что нам, собственно и нужно.
Поэтому применяем припои ПОС 40 и ПОС 30. Ещё одним их плюсом является заметно меньшая стоимость, чем у припоя ПОС 60.
В продаже можно встретить припои в тонких прутках и в 8мм прутках. Первые предназначены для пайки электроники и почему то всегда стоят значительно дороже (в перечёте на вес) 8мм прутков. К тому же, в процессе заполнения неровностей припоя будет уходить очень много, 100 граммовые катушки нам не подойдут. Поэтому берём припой в прутках 8мм, я беру на Авито и иногда на одной местной барахолке, цена составляет от 90р/пруток (в прутке около 200 грамм) на Авито. Также на Авито можно встретить плиты, бруски, кубы из припоя массой от нескольки грамм до нескольких десятков килограмм.
Я примемняю обычную паяльную кислоту — хлорид цинка. Моё мнение, что со своими задачами справляется полностью. Отмечу лишь то, что довелось мне как то паять железо с флюсом ЗИЛ-2, лудилось и паялось немного лучше, однако ЗИЛ-2 я встречал только в маленьких баночках по 60р за 20мл, что совершенно небюджетно ибо уходит кислоты очень много. Я покупаю кислоту в Чип и Дипе — 300р за 0.5л бутылку и 500 за 1л.
Что касается канифоли и её нейтральности по отношению к железу, скажу, что железо с её помощью лудится и паяется довольно плохо, плюс она загрязняет поверхность, что дополнительно забирает время на очистку и мешает ориентироваться в количестве наплавленного припоя.
4.Инструмент для мехобработки.
Припой слишком мягкий, чтобы обрабатывать его как сталь и слишком твёрдый, чтобы обрабатывать как шпатлёвку. Шлифовальные (зачистные) абразивные круги на болгарке мгновенно забиваются и засаливаются, а бруском и наждачкой можно тереть до бесконечности. Поэтому основным инструментом мех.обработки является большой напильник с крупной риской.
Жаль, нет возможности сегодня сфотать свою коллекцию напильников, но, думаю, по фото понятно, какие они должны быть. Обратите внимание на величину рисок, она должна быть именно такая и не меньше, на крупном напильнике между двумя рисками должна помещаться спичка, на более мелком толстая иголка. Напильники с меньшей риской будут очень быстро забиваться и приходить в негодность.
Также неплохие результаты можно достигнуть с помощью шлифования абразивными кругами на липучке. Зерна P60-P90, подходят оптимально, я чаще всего использую P60. Шлифовать лучше всего полировальной машинкой, у неё как раз низкие обороты и большая мощность, можно болгаркой. Эксцентриковой машинкой шлифовать не советую так как её мощности тупо не хватит. И ещё — при механической шлифовке в воздухе витает свинцовая пыль, что для лёгких ни разу не полезно. Лучше сразу позаботиться о защите органов дыхания или вытяжке.
Чтобы не делать пост слишком длинным, о непосредственно технологии пайки кузова расскажу в следующей части.
Так как я человек хоть и знакомый с технологией и знающий много нюансов, но всё таки, по большому счёт, ещё новичок в этом деле, рад буду услышать дополнения и конструктивную критику от опытных паяльщиков.
Как правильно паять металл
Многие могут спаивать провода и радиодетали, но не каждый паял металл. В этой статье я максимально коротко и с примерами изложу принцип пайки металла.
Введение
Начнём с общих представлений о пайке. Пайка это физико — химический процесс получения соединения в результате взаимодействия припоя и спаиваемого металла. Она имеет сходство со сваркой плавлением, но всё же между ними имеются различия. При сварке в месте шва свариваемые детали плавятся, а при пайке паяемый материал не плавится. Так же в отличие от сварки пайка осуществляется при температурах ниже плавления спаиваемого металла. Формирование шва при пайке происходит путём заполнения припоем зазора между соединяемыми деталями, т.е. процесс происходит за счёт смачивания и капиллярного эффекта.
Встаёт вопрос, зачем же пользоваться пайкой, если сварка лучше скрепляет детали. На это есть свои плюсы:
- Пайка более доступна, чем сварка.
- При пайке соединения получается разъёмными.
- Сварке не поддаются маленькие детали.
Пайка — достаточно прочное соединение, если соблюдать технологию.
Оборудование
Для спаивания металла необходимо следующее основное оборудование:
♦ Паяльник. Мощность зависит от размера спаиваемых деталей. Для пайки небольших деталей (жесть, проволока, болтики) сойдёт паяльник ватт на 60, для более крупных — 100 ватт и выше. Я использую 2 паяльника — на 65 и 100 w, для домашних условий это вполне достаточно.
На том, как залудить паяльник я подробно останавливаться не буду, в интернете есть отдельные статьи про это. Скажу лишь основное:
— При первом включении паяльника ему нужно дать обгореть — выставить включённым его на улицу и подождать когда перестанет вонять и дымиться.
— Далее необходимо напильником зачистить жало до блеска, опустить кончик жала в канифоль, потом расплавить им олово.
— Олово должно равномерно покрыть жало. При нагреве жало будет выгорать, его нужно будет затачивать и заново лудить.
♦ Паяльная кислота и припой. Деревянная палочка используется для нанесения кислоты.
♦ Вспомогательные приспособления. К ним относятся напильник и наждак, необходимые для зачистки паяльника и деталей.
Так же паяльнику нужна подставка. Самое простое что можно использовать в качестве подставки — любой металлический предмет, с которого паяльник не будет скатываться.
Для удержания спаиваемых деталей используются различные инструменты, например тиски и плоскогубцы. Так же детали можно закрепить гвоздиками на доске.
Основы пайки
Давайте теперь разберемся, какие металлы легко поддаются пайке:
- Серебро
- Медь
- Латунь
- Цинк
- Никель
- Железо
- Нержавеющая сталь
Остальные металлы паяют при помощи специальных флюсов и другой технологии. В данной статье эта тема затрагиваться не будет.
С металлами разобрались, теперь приступаем к изучению процесса пайки:
- Зачищаем то место, где будет располагаться шов. Для этого я использую мини шлиф машинку.
- Обезжириваем место спайки, используя ацетон, бензин и т.д.
- Наносим на шов деревянной палочкой паяльную кислоту. Делаем это как можно ровнее, т.к. в дальнейшем ровно по этому место растечётся припой.
- С заранее залуженного паяльника удаляем окислы (если они имеются) и прикасаемся им к палочке припоя. Припой должен лечь на жало ровной каплей. Если этого не происходит, значит паяльник плохо залужен.
- Прикасаемся жалом к месту спайки. Нельзя ожидать, что при первом же прикосновении паяльника произойдет спайка. Для этого необходимо прогревать спаиваемые поверхности до температуры плавления припоя. Тепло от паяльника передается на спаиваемое место не сразу. Жесть, проволоки и другие тонкие части прогреваются довольно быстро, но не моментально. На прогрев толстых материалов нужно сравнительно много времени.
- Для спайки тонких частей надо довольно медленно вести паяльником, передвигая его дальше, когда припой растечется и зальет шов. При спайке толстых предметов приходится относительно долго держать паяльник на одном месте и ждать, пока прогреются спаиваемые поверхности и припой растечется по шву.
- Проведя паяльником на некоторое расстояние, двигают его немного назад, затем снова вперед и опять назад, до тех пор, пока припой не разольется ровной и чистой дорожкой. По мере израсходования припоя, его набирают с палочки. Набирать много припоя не следует, особенно, если спаиваемые поверхности ровно и плотно соединены; избыток припоя приведет к образованию натеков.
- По окончании пайки необходимо смыть остатки кислоты водой. Если кислота плохо смывается, используйте мыло. Не смытая кислота приведёт к окислению металла.
Лучше всего обучаться пайке на белой жести. Её не нужно зачищать, но необходимо обезжиривать. При наличии жира кислота не смачивает поверхность жести. Ниже рассмотрены примеры спаивания проволок и жести. Для обучения можно повторить всё это.
Спаивание жести / листового металла
Далее в добавок к фотографиям будут идти схематические изображения. Вот условные обозначения:
Соединение «Впритык»
Соединение «Внахлёст»
Соединение «В замок»
Качество: Очень прочно
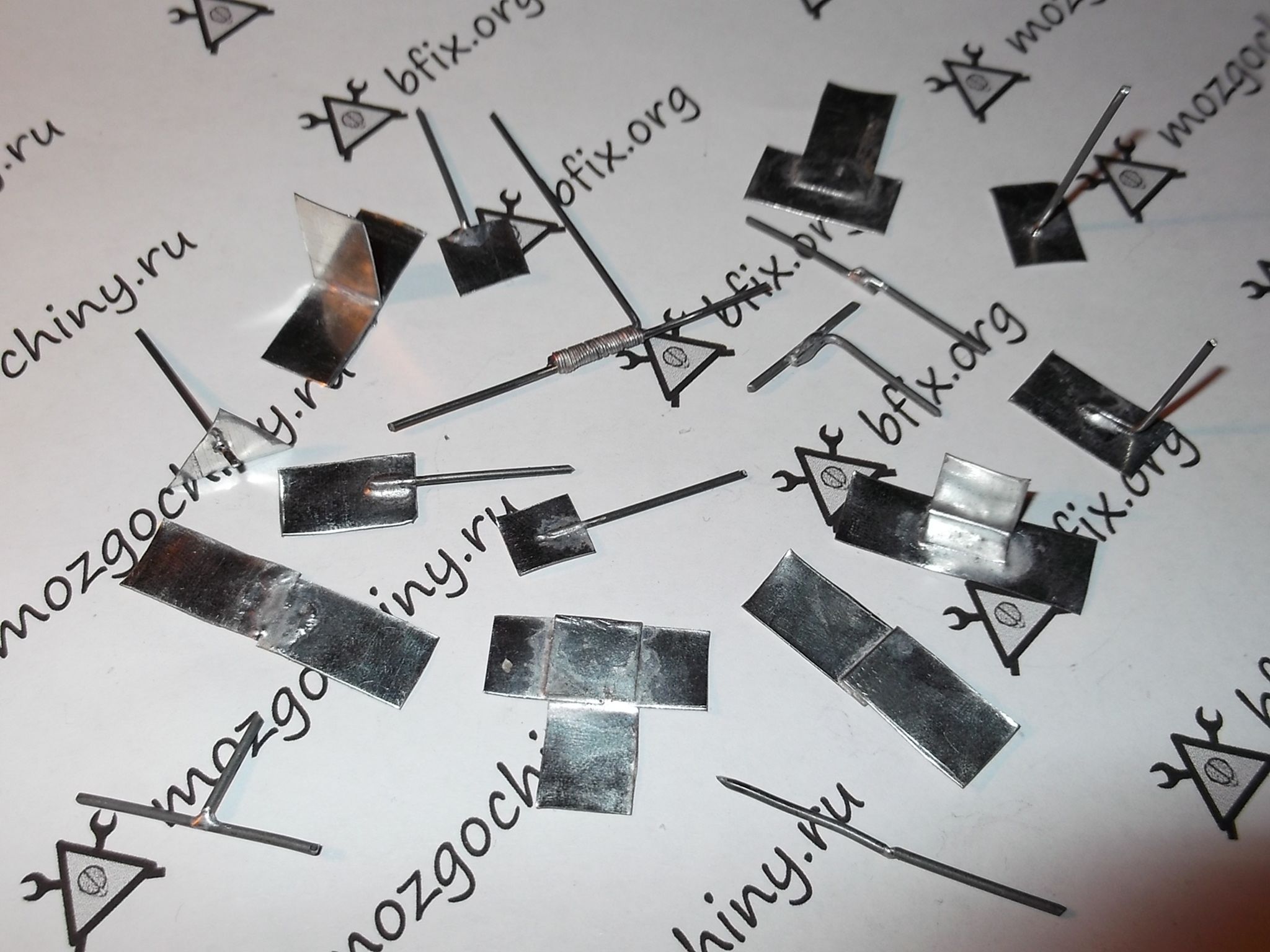
Спаивание проволоки
Соединение «Впритык»
Соединение «Внахлёст»
Соединение «С усилением»
Качество: Очень прочно
Для усиления на левом соединении используется намотанная виток к витку медная проволока, на правом — стержень и резьба обёрнуты полоской жести:
Спаивание проволоки и листового металла
Соединение «Впритык»
Соединение «Внахлёст»
Соединение «Насквозь»
Качество: Очень прочно
Заключение
Пайка — несомненно нужная вещь, использование которой решает многие проблемы с соединением деталей. Напоследок в качестве примера представлю несколько работ, в которых она использовалась: