1.7. Условное обозначение предельных отклонений и посадок
Предельные отклонения линейных размеров указывают на чертежах условными (буквенными) обозначениями полей допусков или числовыми значениями предельных отклонений, а также буквенными обозначениями полей допусков с одновременным указанием справа в скобках числовых значений предельных отклонений (рис. 1.4, а – в).
Посадки и предельные отклонения размеров деталей, изображенных на чертеже в собранном виде, указывают дробью: в числителе – буквенное обозначение или числовое значение предельного отклонения отверстия либо буквенное обозначение с указанием справа в скобках его числового значения, в знаменателе – аналогичное обозначение поля допуска вала (рис. 1.4, в). Иногда для обозначения посадки указывают предельные отклонения только одной из сопрягаемых деталей (рис. 1.4, г).
В условных обозначениях полей допусков нужно обязательно указывать числовые значения предельных отклонений в следующих случаях:
· для размеров, не включенных в ряд нормальных линейных размеров, например, 41,5 Н7( +0,025 );
· при назначении предельных отклонений, условные обозначения которых не предусмотрены ГОСТ 25347 – 82, например, для пластмассовой детали (рис. 1.4, д).
Предельные отклонения следует назначать для всех размеров, проставленных на рабочих чертежах, включая несопрягаемые и неответственные размеры. Если предельные отклонения для размера не назначены, возможны лишние затраты (когда стремятся получить этот размер более точным, чем нужно) или увеличение массы детали.
Для линейных размеров 1 – 10000 мм неуказанные предельные отклонения назначают по квалитетам IT12, IT13, IT14, IT15, IT16, IT17, либо по специально установленным классам точности: точному, среднему, грубому и очень грубому.

Допуски по классам точности обозначают на чертежах буквой t c индексом, например:
t1 точный класс (округление по 12 квалитету),
t2 средний класс (14 квалитет),
t3 грубый класс (16 квалитет),
t4 очень грубый класс (17 квалитет).
Неуказанные предельные отклонения для размеров валов назначают в «тело» материала, т.е. односторонними (от номинального размера в минус), например: –IT14 (минус IT14). Это соответствует предельным отклонениям основного вала 14-го квалитета (h14).
Аналогично для размеров отверстий неуказанные предельные отклонения назначают в «тело» материала тоже односторонними (от номинального размера в плюс), например: +IT14. Это соответствует основному отверстию указанного квалитета (Н14).
Для размеров элементов, не относящихся к валам или отверстиям (уступов, глубин, расстояний между осями, расстояний от торцов детали до осей отверстий и т.п.), назначают только симметричные неуказанные предельные отклонения, например: .
Все изложенное относится к размерам валов и отверстий, неуказанные предельные размеры которых заданы по классам точности. Например, для среднего класса точности предельные отклонения условно записывают:
для размеров элементов, не относящихся к валам или отверстиям.
Неуказанные предельные отклонения размеров металлических деталей, обработанных резанием, назначают по среднему классу точности или по 14-му квалитету.
Срочно?
Закажи у профессионала, через форму заявки
8 (800) 100-77-13 с 7.00 до 22.00
Допуски и посадки, основные понятия, обозначения
Нулевая линия — линия, соответствующая некоему размеру, от которой откладываются отклонения размеров при указании допусков и посадок. Все линии чертежа — нулевые. Размер этот называется номинальным размером.
Допуск — диапазон отклонения от нулевой линии. «Отверстие выполнено диаметром А с допуском +0,5» — это означает, что действительный диаметр отверстия находится между диаметром, заданным нулевой линией (номинальный размер=А) и диаметром А+0,5мм.
Предельное отклонение — разность между предельным (наиболее отклоняющимся) и номинальным размером.
Верхнее отклонение = верхнее предельное отклонение = разница между номинальным и наибольшим предельным размером.
Нижнее отклонение = нижнее предельное отклонение = разница между номинальным и наименьшим предельным размером.
Поле допуска — диапазон размеров, ограниченный верхним и нижним отклонением от нулевой лини. Положение поля допуска обозначают:
Для отверстия: Прописные (большие) буквы латинского алфавита. A, B, C, CD, D.
Для вала: строчные (маленькие) буквы латинского алфавита. a,b,c,cd.
Отклонение, используемое для указания поля допуска допуска называют основным отклонением — это отклонение поля допуска ближайшее к нулевой линии.
| Основное отклонение | |
| Для отверстия от A до H | EI (нижнее) |
| Для отверстия J до ZC | ES (верхнее) |
| Для вала a до h | es (верхнее) |
| Для вала j до zc | ei (нижнее) |
Отверстие, нижнее отклонение которого равно нулю (не может быть меньше) — называют основным и обозначают английской буквой H.
Вал, верхнее отклонение которого равно нулю (не может быть больше) — называют основным и обозначают английской буквой h.
На рисунке ниже — положение полей допусков (заштриховано) относительно нулевой линии. Слева указаны отрицательные или положительные отклонения.
Посадка — характер соединения узлов (деталей), определяемый величиной существующих в нем зазоров или натягов. Различают посадки с зазором, посадки с натягом и переходные (промежуточные) посадки.
Посадки в системе отверстия — предпочтительнее на практике (исторически) , см. рисунок ниже:
Посадки в системе вала, смотри рисунок ниже:
Квалитет — установленная совокупность допусков, определяющая допуск для данного линейного размера (одинаковая степень точности для всех номинальных размеров). Величнины полей допусков обозначают буквами IT и порядковым номером квалитета.
Черчение
Любая операция сборки деталей заключается в необходимости соединить или, как говорят, «посадить» одну деталь на другую — отсюда и условно принятое в технике выражение «посадка» для обозначения характера соединения деталей. Одни соединения допускают определенную свободу движения деталей относительно друг друга. Другие, наоборот, обеспечивают неподвижность соединенных деталей. Так, например, рабочий шкив ременной передачи должен быть плотно (неподвижно) насажен на вал, а холостой шкив может свободно вращаться на неподвижной оси.
Применение тех или иных посадок соответствует замыслу конструктора при проектировании машины. Таким образом, под словом «посадка» понимается не конструкция самого соединения, а степень подвижности собранных деталей относительно друг друга. Сборку двух деталей можно осуществить с зазором (одна деталь свободно входит в другую) или с натягом (для соединения таких деталей необходимо применить усилие).
Зазором (рис. 119,I) называется разность размеров отверстия D и вала d, если размер отверстия больше размера вала. Зазор обеспечивает свободу относительного перемещения деталей. Чем больше зазор, тем больше свобода движений в соединении.
Натягом (рис. 119, II) называется разность размеров вала и отверстия до сборки, если размер вала больше размера отверстия.
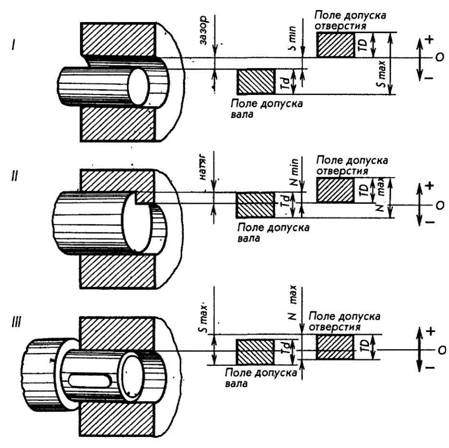
Посадки разделяют на три группы: посадки с зазором (подвижные посадки). Для этих посадок диаметр отверстия больше диаметра вала, благодаря этому детали в собранном состоянии обладают свободой взаимного перемещения.
При конструировании машин подвижные посадки выбирают по условиям, в которых будет работать проектируемое соединение. При этом определяется такой зазор при котором коэффициент трения минимален. Подвижные посадки разделяются между собой установленной величиной зазора. Каждая следующая посадка в приведенной в табл. 10 последовательности характеризуется относительно меньшим зазором по сравнению с предыдущей;
Посадки с натягом (неподвижные посадки). Для этих посадок диаметр отверстия меньше диаметра вала, что обеспечивает соединение с натягом. Посадки этой группы характеризуются неразъемностью соединений. Такие соединения осуществляется под прессом, при нагреве охватывающей детали (отверстия) или охлаждения охватываемой (вала).
Неподвижные посадки применяют в том случае, когда возникает необходимость исключить возможность относительного перемещения соединенных деталей или передавать крутящий момент без дополнительных средств крепления (шпонки, винты установочные, штифты и т. п.);
Переходные посадки. Переходными эти посадки названы потому, что до сборки вала и отверстия нельзя сказать, что будет в соединении — зазор или натяг. Это означает, что в переходных посадках диаметр отверстия может быть меньше, больше или равен диаметру вала (рис. 119, III).
Группа переходных посадок предназначается для соединений, которые подвергаются разборке и сборке под легкими ударами деревянного или свинцового молотка.
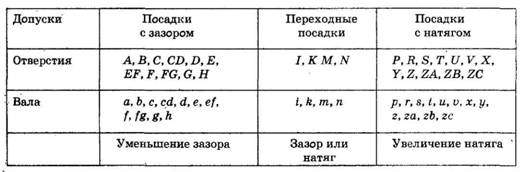
Система ИСО содержит 27 обозначений полей допусков для отверстия, столько же — для валов. Путем сочетания разноименных полей допусков можно получить свыше 700 различных посадок, в которых отверстие и вал будут обозначаться не только одинаковыми, но и разными буквами. Однако одновременное применение всех возможных полей допусков неэкономично, так как это затруднило бы унификацию изделий, размерных инструментов и калибров. Для практического применения рекомендуется ограниченное число предпочтительных посадок (27 посадок в интервалах размеров от 1 до 500 мм).
Ниже в табл. 10 приводится обозначение полей допусков по группам. Сопоставляя каждую пару одинаковых по значению букв и читая эти ряды слева направо, можно получить 11 посадок с последовательно уменьшающимися зазорами до нулевого, далее 4 переходные посадки и 12 посадок с увеличивающимся натягом. Указанные поля допусков определенным образом сгруппированы по квалитетам.
Поле допуска в ЕСДП образуется сочетанием основного отклонения (характеристика расположения) и квалитета (характеристика допуска). Соответственно условное обозначение поля допуска состоит из буквы основного отклонения и числа — номера квалитета, например: поля допусков валов h6; d10; s7; поля допусков отверстий Н6,D10, S7.
Посадка образуется сочетанием полей допусков отверстия и вала. Условное обозначение посадки выполняется в виде дроби или в одну строку, причем в числителе или на первом месте указывается обозначение поля допуска отверстия, а в знаменателе или на втором месте — вала, например: H8/f7; H8—f7.





