Как пользоваться штангенциркулем правильно
Для точных работ по металлу, при проектировании различного рода самодельных конструкций не обойтись без точных измерений. Самым удобным инструментом для определения линейных размеров с достаточной точностью является штангенциркуль. Они производятся на специализированных инструментальных заводах (по ГОСТ 166-89) при тщательном соблюдении технологии, а потому надёжны и непритязательны в обращении.
Разновидности штангенциркулей
Рассматриваемый мерительный инструмент может быть классифицирован по следующим признакам:
- По количеству мерительных поверхностей – на односторонние и двухсторонние.
- По выполняемым функциям – с глубиномером и без него (бытует также сленговое обозначение первого типа инструмента – «колумбик»).
- По материалу измеряющих плоскостей – стальные и твердосплавные.
- По диапазону проведения линейных измерений. Определённые стандартом диапазоны измерений находятся в пределах от 1-125 до 800-2000 мм.
- По конструкции отсчётного устройства – механические с плоской шкалой, механические с круглым измерительным диском и цифровые (электронные).
- По точности полученного результата – выпускаются изделия первого класса (с точностью 0,05 мм) и второго класса (точность отсчёта 0,1 мм).
Колумбик Штангенциркуль часового типа Цифровой штангенциркуль
Стандартное обозначение включает в себя информацию обо всех его основных возможностях. Например, обычный ручной двухсторонний штангенциркуль, предназначенный для линейных измерений в диапазоне от 0 до 150 мм, при точности 0,1 мм, имеющий глубиномер/»колумбик» будет именоваться так: ШЦ-I-0-150-0,1-II-ГОСТ166-89.
Скачать ГОСТ 166-89 «Штангенциркули. Технические условия»
Выбор оптимального исполнения определяется поставленными задачами. Например, при оценке линейного размера детали, изготовленной из высокопрочной стали, используемый инструмент должен иметь измерительные поверхности, выполненные из твёрдого сплава (требования к материалу твёрдого сплава при этом должны соответствовать условиям ГОСТ 3882). У цифровой техники точность отсчётного электронного устройства всегда составляет 0,01 мм, а потому с их помощью можно производить более точные измерения. Для питания таких приборов необходимо использовать встроенную аккумуляторную батарею.
Устройство инструмента
Как научиться пользоваться штангенциркулем? Для начала – ознакомиться с его устройством. Более всего востребуемый производством ручной штангенциркуль двухстороннего типа, с линейной измерительной системой состоит из следующих конструктивных элементов:
- Измерительной штанги, где имеется шкала с делениями, точность которых соответствует классу инструмента.
- Измерительной рамки, скользящей в направляющих штанги. Как пользоваться нониусом штангенциркуля? На нижней контрольной поверхности рамки нанесены деления нониуса, по которому определяется мантисса измеряемой величины: значение размера после запятой. Например, при замере длины в 13,9 мм при точности II класса, показание «13» будет снято с основной шкалы, а показание «0,9» — с нониуса. Для удобства использования рамка снабжена рифлёным выступом в своей нижней правой части.
Все контактные кромки штанги, направляющих, рамки и нониуса тщательно шлифуются в размер, с точностью, на порядок выше той, с которой действует штангенциркуль.
При особых требованиях к конструкции могут предусматриваться и другие элементы. Вспомогательные измерительные поверхности (а, следовательно, и узлы) необходимы, если выполняются разметочные операции, определение размеров уступов, ступенчатых частей конструкций и пр. Иногда в инструмент встраивается микрометрическая подача рамки.
Процесс измерений
Как пользоваться штангенциркулем? При всей своей кажущейся простоте он является высокоточным прибором. Его следует хранить и использовать в определённых условиях температуры и относительной влажности. Заявляемая точность гарантируется, если температура при которой производятся измерения, находится в пределах 20±10 °С, при относительной влажности 65±5%. Рабочие кромки не должны иметь следов загрязнения, деформации, и прочих дефектов. То же касается и рук, работающих со штангенциркулем.
Пример: перед началом измерения губки сводят до полного соприкосновения, и устанавливают степень их прилегания друг к другу: основная и нониусная отсчётные шкалы должны совпадать. При вводе изделия в зазор между губками до плотного контакта, микрометрическим винтом фиксируют рамку и считывают результат. Сначала по верхней рамке определяют основное число, а затем, по нониусу – его мантиссу.
Как пользоваться шкалой штангенциркуля? Характерная особенность нониуса – то, что количество делений на нём всегда на единицу меньше. Недостающее деление и определяет точность инструмента.
После окончания всех измерений кромки следует тщательно очистить, протереть мягкой фланелью, а, при хранении – смазать маслом малой вязкости.
Как пользоваться штангенциркулем с циферблатной отсчётной головкой? Здесь результат мантиссы считывается по показаниям стрелки, а основной – как и в предыдущем случае – по основной шкале штанги.
Как использовать измерительный инструмент электронного типа? На корпусе измерительной головки имеются две кнопки: для сброса нуля предыдущих показаний, и для начала/окончания проведения замера. Поочерёдно оперируя этими кнопками, выполняют требуемые измерения. Перед началом использования следует проверить уровень напряжения, т.к. при разряженной батарее прибор либо ничего не будет показывать, либо давать недостоверный результат.
Процедура измерения не зависит от точности нониуса: как пользоваться штангенциркулем 0,1 мм, так и применять шкалу 0,05 мм – приёмы однотипны. То же касается вопросов: как пользоваться штангенциркулем 0,05 мм, и как пользоваться штангенциркулем 0,02 мм. Главное здесь – своевременно выполнять поверки, и хранить инструмент в требуемых условиях.
Как правильно пользоваться штангенциркулем
Штангенциркуль – высокоточный инструмент, используемый для измерения наружных и внутренних линейных размеров, глубин отверстий и пазов, разметки. Свое название этот универсальный прибор получил от линейки-штанги, которая служит основой его конструкции.
- Определение показаний по нониусу
- Устройство штангенциркуля
- Порядок проведения измерений
Определение показаний по нониусу
Для определения показаний штангенциркуля необходимо сложить значения его основной и вспомогательной шкалы.
- Количество целых миллиметров отсчитывается по шкале штанги слева направо. Указателем служит нулевой штрих нониуса.
- Для отсчета долей миллиметра необходимо найти тот штрих нониуса, который наиболее точно совпадает с одним из штрихов основной шкалы. После этого нужно умножить порядковый номер найденного штриха нониуса (не считая нулевого) на цену деления его шкалы.
Результат измерения равен сумме двух величин: числа целых миллиметров и долей мм. Если нулевой штрих нониуса точно совпал с одним из штрихов основной шкалы, полученный размер выражается целым числом.
На рисунке выше представлены показания штангенциркуля ШЦ-1. В первом случае они составляют: 3 + 0,3 = 3,3 мм, а во втором — 36 + 0,8 = 36,8 мм.
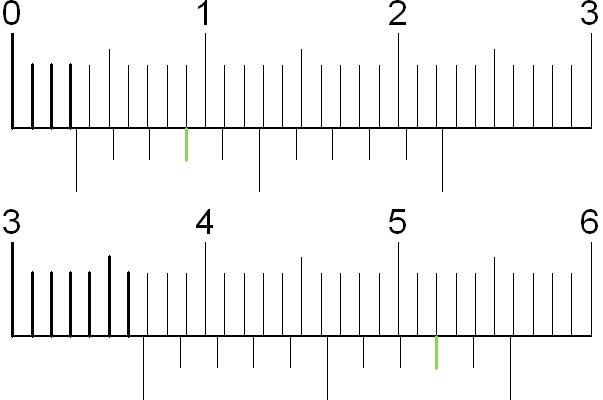
Нониус с ценой деления 0,05 мм
Шкала прибора с ценой деления 0,05 мм представлена ниже. Для примера приведены два различных показания. Первое составляет 6 мм + 0,45 мм = 6,45 мм, второе — 1 мм + 0,65 мм = 1,65 мм.
Аналогично первому примеру необходимо найти штрихи нониуса и штанги, которые точно совпадают друг с другом. На рисунке они выделены зеленым и черным цветом соответственно.
Устройство механического штангенциркуля
Устройство двустороннего штангенциркуля с глубиномером представлено на рисунке. Пределы измерений этого инструмента составляют 0—150 мм. С его помощью можно измерять как наружные, так и внутренние размеры, глубину отверстий с точностью до 0,05 мм.
Основные элементы
- Штанга.
- Рамка.
- Губки для наружных измерений.
- Губки для внутренних измерений.
- Линейка глубиномера.
- Стопорный винт для фиксации рамки.
- Шкала нониуса. Служит для отсчета долей миллиметров.
- Шкала штанги.
Губки для внутренних измерений 4 имеют ножевидную форму. Благодаря этому размер отверстия определяется по шкале без дополнительных вычислений. Если губки штангенциркуля ступенчатые, как в устройстве ШЦ-2, то при измерении пазов и отверстий к полученным показаниям необходимо прибавлять их суммарную толщину.
Величина отсчета по нониусу у различных моделей инструмента может отличаться. Так, например, у ШЦ-1 она составляет 0,1 мм, у ШЦ-II 0,05 или 0,1 мм, а точность приборов с величиной отсчета по нониусу 0,02 мм приближается к точности микрометров. Конструктивные отличия в устройстве штангенциркулей могут быть выражены в форме подвижной рамки, пределах измерений, например: 0–125 мм, 0–500 мм, 500–1600 мм, 800–2000 мм и т.д. Точность измерений зависит от различных факторов: величины отсчета по нониусу, навыков работы, исправного состояния инструмента.
Порядок проведения измерений, проверка исправности
Перед работой проверяют техническое состояние штангенциркуля и при необходимости настраивают его. Если прибор имеет перекошенные губки, пользоваться им нельзя. Не допускаются также забоины, коррозия и царапины на рабочих поверхностях. Необходимо, чтобы торцы штанги и линейки-глубиномера при совмещенных губках совпадали. Шкала инструмента должна быть чистой, хорошо читаемой.
- Губки штангенциркуля плотно с небольшим усилием, без зазоров и перекосов прижимают к детали.
- Определяя величину наружного диаметра цилиндра (вала, болта и т. д.), следят за тем, чтобы плоскость рамки была перпендикулярна его оси.
- При измерении цилиндрических отверстий губки штангенциркуля располагают в диаметрально противоположных точках, которые можно найти, ориентируясь по максимальным показаниям шкалы. При этом плоскость рамки должна проходить через ось отверстия, т.е. не допускается измерение по хорде или под углом к оси.
- Чтобы измерить глубину отверстия, штангу устанавливают у его края перпендикулярно поверхности детали. Линейку глубиномера выдвигают до упора в дно при помощи подвижной рамки.
- Полученный размер фиксируют стопорным винтом и определяют показания.
Работая со штангенциркулем, следят за плавностью хода рамки. Она должна плотно, без покачивания сидеть на штанге, при этом передвигаться без рывков умеренным усилием, которое регулируется стопорным винтом. Необходимо, чтобы при совмещенных губках нулевой штрих нониуса совпадал с нулевым штрихом штанги. В противном случае требуется переустановка нониуса, для чего ослабляют его винты крепления к рамке, совмещают штрихи и вновь закрепляют винты.
Как пользоваться штангенциркулем: пошаговая инструкция
Штангенциркуль используется для определения наружных и внутренних диаметров, линейных размеров, глубин канавок и отверстий, а также расстояний между уступами. Некоторые модификации позволяют наносить разметку на поверхности заготовок. Инструмент применяется для измерения обрабатываемых деталей на механических и слесарных производственных участках, контроля выработки изнашиваемых поверхностей при проведении ремонта оборудования, благодаря простоте в освоении используется в домашних мастерских.
Конструкция штангенциркуля
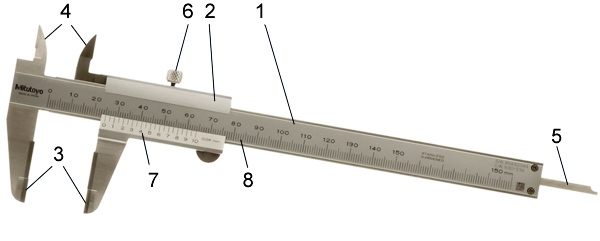
Представленный на рис. 1 штангенциркуль типа ШЦ-1 состоит из:
- Штанги.
- Рамки.
- Измерительной шкалы.
- Верхних губок.
- Нижних губок.
- Глубиномера.
- Шкалы нониуса.
- Зажимного винта.
Выбор штангенциркуля для конкретной задачи определяется габаритами, конструктивными особенностями детали и требованиями к точности размеров. Инструменты различаются следующими параметрами:
- Диапазоном измерений. Длина шкалы на штанге составляет от 125 до 4000 мм.
- Точностью. Распространенные модификации имеют погрешность 0.1, 0.05, 0.02 и 0.01 мм.
- Функционалом. Существуют штангенциркули с глубиномером и без него.
- Количеством и формой мерительных поверхностей. Губки односторонних и двухсторонних инструментов бывают плоскими, заостренными или закругленными.
- Конструкцией отсчетного устройства. Оно бывает нониусным, механическим часового типа или электронным.
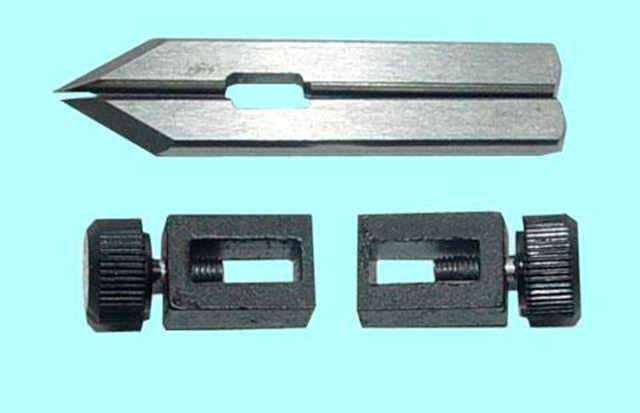
Штангенциркули изготавливаются из износостойких инструментальных сталей, а их мерительные поверхности могут быть усилены твердосплавными напайками. Для разметки деталей на незаостренные губки устанавливают резцы (рис. 2), комплектующиеся державками и зажимными винтами.
Порядок измерений
Инструмент и деталь нужно подготовить к работе: удалить загрязнения, свести губки вплотную и убедиться в том, что показания соответствуют «0». Для измерения наружного диаметра или линейного размера необходимо:
- развести губки путем передвижения рамки;
- сдвинуть до плотного прилегания к контрповерхостям;
- зафиксировать положение рамки стопорным винтом;
- вывести штангенциркуль для оценки полученных результатов.
Чтобы измерить внутренний размер, губки сводят в «0», а затем раздвигают до соприкосновения с контрповерхностями. Если конструктивные особенности детали позволяют увидеть шкалу, то показания считывают без фиксации и выведения.
Для измерения глубины отверстия:
- перемещением рамки выдвигают глубиномер;
- опускают его в отверстие до дна и прижимают к стенке;
- перемещают штангу до упора в торец;
- фиксируют стопорным винтом и выводят.
Точность результатов зависит от правильности позиционирования губок относительно детали. Например, при определении диаметра цилиндра штанга должна пересекаться или скрещиваться с его продольной осью под прямым углом, а при измерении длины – располагаться параллельно. В штангенциркулях типа ШЦ-2 и ШЦ-3 есть дополнительная рамка, которая подвижно соединяется с основной микрометрическим регулировочным винтом (рис.3). Такая конструкция упрощает позиционирование инструмента. При проведении замеров дополнительную рамку фиксируют на штанге, а положение основной регулируют вращением микрометрического винта.
Считывание результатов
По нониусной шкале
Количество целых миллиметров отсчитывается от нулевого деления на рейке до нулевого деления нониуса. Если они не совпадают, то размер содержит доли миллиметра, соответствующие точности инструмента. Чтобы определить их, необходимо на нониусе отсчитать от нуля до штриха, совпадающего с риской на штанге, а затем умножить их количество на цену деления.
На рисунке 4 показаны размеры: а – 0.4 мм, б – 6.9 мм, в – 34.3 мм. Цена деления нониуса 0.1 мм
По часовому индикатору
Количество целых миллиметров отсчитывают на штанге от нуля до последней риски, не скрытой под рамкой. Доли определяют по индикатору: номер деления, на котором остановилась стрелка, умножают на его цену.
На рисунке 5 показан размер 30.25 мм. Цена деления индикатора 0.01 мм.
По цифровому табло
Здесь считать не нужно, размер отображается на дисплее.
Для определения внутреннего размера, снятого инструментом с радиусными мерительными поверхностями (нижние губки на рис. 3), к показаниям на шкале добавляют их толщину, которая указана на неподвижной губке. Чтобы посчитать наружный размер, снятый штангенциркулем с резцами (рис. 2), их толщину отнимают от показаний на шкале.
Разметка
Обычный штангенциркуль с заостренными мерительными поверхностями справляется с базовыми разметочными операциями. Упирая одну губку в боковину детали, кончиком второй можно нанести черту на перпендикулярную ей поверхность. Линия получается равноудаленной от торца и копирует его форму. Чтобы начертить отверстие, нужно накернить его центр: углубление служит для фиксации одной из губок. Подобным образом можно использовать любой прием начертательной геометрии.
Твердосплавные напайки и резцы оставляют заметные царапины на деталях из сталей твердостью выше 60 HRC. Существуют также узкопрофильные штангенциркули, разработанные исключительно для разметки.
Почему возникают ошибки при измерениях
Наиболее распространенные ошибки, снижающие точность результатов измерений исправным инструментом:
- Чрезмерное давление на рамку вызывает перекос относительно штанги. Такой же эффект получается, если при измерении нижними губками сводить штангенциркуль за верхние.
- Установка губок на галтели, фаски и скругления.
- Перекосы при позиционировании.
- Нарушение калибровки инструмента.
Первые три ошибки чаще всего возникают от недостатка опыта, и уходят с практикой. Последнюю нужно предотвратить на этапе подготовки к измерениям. Проще всего выставить «0» на электронном штангенциркуле: для этого там предусмотрена кнопка (на рис. 6 кнопка «ZERO»). Часовой индикатор обнуляется вращением винта, расположенного в его нижней части. Чтобы откалибровать нониус, отпускают винты крепления к рамке, передвигают его в нужное положение и снова фиксируют.
Деформации элементов штангенциркуля и износ мерительных поверхностей делают инструмент непригодным к использованию. Для снижения количества брака на производстве штангенциркули проходят периодическую поверку в метрологических службах. Для проверки точности инструмента и приобретения навыков в бытовых условиях можно измерять детали, размеры которых заранее известны: например, хвостовики сверл или кольца подшипников.
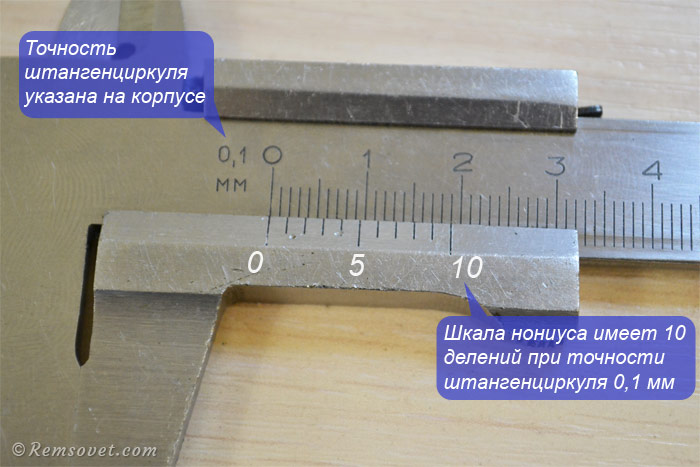
Как пользоваться механическим штангенциркулем?
Штангенциркуль — довольно популярный и распространённый инструмент для высокоточных измерений. Многие его видели, но мало кто применял в работе, в связи с отсутствием необходимости в очень точных измерениях, ограничиваясь простой рулеткой. В этой статье мы рассмотрим устройство механического штангенциркуля, его возможности и разберём, как считывать показания с точностью до десятых долей миллиметра.
Устройство штангенциркуля
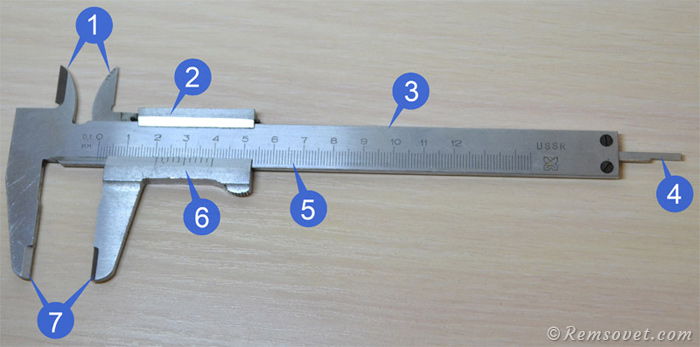
1 – губки для внутренних измерений; 2 – рамка; 3 – штанга; 4 – линейка глубиномера; 5 – шкала штанги; 6 – нониус (шкала нониуса); 7 – губки наружного измерения.
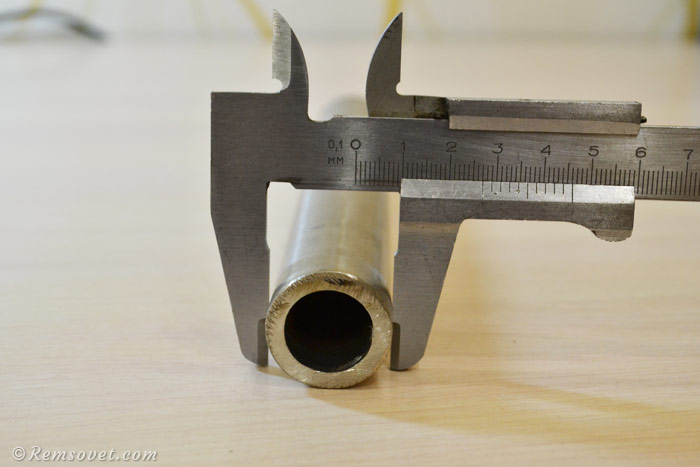
Что можно измерить штангенциркулем?

1) Внешний размер детали (предмета)
Например, с помощью губок для наружных измерений можно измерить наружный диаметр трубы:
2) Толщину детали (предмета)
Например, точно также с помощью губок для наружных измерений можно измерить толщину стенки трубы:

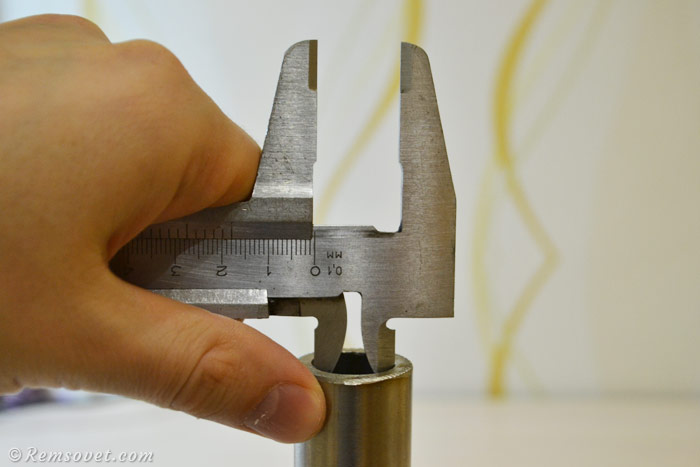
3) Внутренний размер детали (предмета)
Например, с помощью губок для внутренних измерений можно измерить внутренний диаметр трубы:
4) Глубину детали (предмета)
Штангенциркуль имеет специальный глубиномер, который позволяет измерить глубину детали:


Как снимать показания?
Наиболее интересным вопросом, касаемо работы со штангенциркулем является снятие полученных в результате измерения значений.
В этой статье рассматривается штангенциркуль с точностью 0,1 мм. То есть он может измерить габариты детали с точностью до десятой доли миллиметра.
Рассмотрим процесс чтения показаний штангенциркуля при измерении наружного диаметра трубы, которое мы выполнили выше (см. п.1).
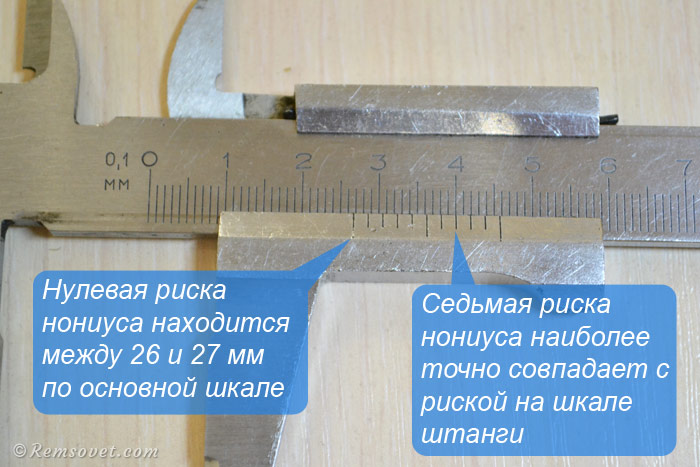
Для того, чтобы определить целое число миллиметров, мы должны посмотреть какому значению на шкале штанги соответствует нулевая риска на шкале нониуса. Мы видим, что нулевая риска находится между 26 и 27 мм по основной шкале. То есть наружный диаметр трубы составляет 26 мм, но нужно ещё определить десятые доли.
Для этого нам необходимо посмотреть какая из рисок на шкале нониуса, наиболее точно совпадает с рисками на шкале штанги. Мы видим что именно седьмая риска нониуса наиболее точно совпадает с риской на основной шкале (в данном случае с четырёх сантиметровой, но значение основной шкалы неважно), поэтому число долей составляет 0,7 мм.
Таким образом наружный диаметр трубы равен 26 + 0,7 = 26,7 мм, что абсолютно верно, так как это импортная труба диаметром ¾ дюйма, что соответствует полученному нами значению в миллиметрах.
Правило определения размера по штангенциркулю можно сформулировать следующим образом:





