Расчет размеров глухих резьбовых отверстий
Глухое резьбовое отверстие выполняется в следующем порядке: сначала высверливается отверстие диаметра d1 под резьбу, затем выполняется заходная фаска Sx45º (рис. 8,а) и, наконец, нарезается внутренняя резьба d (рис. 8,б). Дно отверстия под резьбу имеет коническую форму, а угол при вершине конуса φ зависит от заточки сверла. При проектировании принимается φ = 120º (номинальный угол заточки сверл). Вполне очевидно, что глубина резьбы должна быть больше длины ввинчиваемого резьбового конца крепежной детали. Между окончанием резьбы и дном отверстия тоже остается некоторое расстояние а, называемое «недорез».
Из рис. 9 становится ясен подход к назначению размеров глухих резьбовых отверстий: глубина резьбы h определяется как разница стяжной длины L резьбовой детали и суммарной толщины H притягиваемых деталей (может
быть одна, а может быть их и несколько), плюс небольшой запас резьбы k, обычно принимаемый равным 2-3 шагам Р резьбы
h = L – H + k,
где k = (2…3) Р.


Рис. 8. Последовательность выполнения глухих резьбовых отверстий
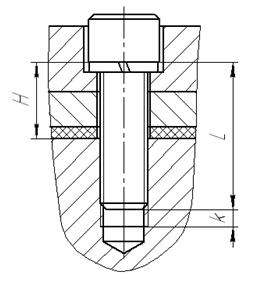
Рис. 9. Крепление винтом в сборе
Стяжная длина L крепежной детали указывается в ее условном обозначении. Например: «Болт М6х20.46 ГОСТ 7798-70» – его стяжная длина L = 20 мм. Суммарная толщина притягиваемых деталей H высчитывается из чертежа общего вида (в эту сумму следует добавить и толщину шайбы, подложенной под головку крепежного изделия). Шаг резьбы Р также указывается в условном обозначении крепежной детали. Например: «Винт М12х1,25х40.58 ГОСТ 11738-72» — его резьба имеет мелкий шаг Р = 1,25 мм. Если шаг не указывается, то по умолчанию он основной (крупный). Катет заходной фаски S обычно принимают равным шагу резьбы Р. Глубина N отверстия под резьбу больше значения h на размер недореза а:
Некоторое отличие расчета размеров резьбового отверстия под шпильку состоит в том, что ввинчиваемый резьбовой конец шпильки не зависит от ее стяжной длины и толщин притягиваемых деталей. Для представленных в задании шпилек ГОСТ 22032-76 ввинчиваемый «шпилечный» конец равен диаметру резьбы d, поэтому
Полученные размеры следует округлить до ближайшего большего целого числа.
Окончательное изображение глухого резьбового отверстия с необходимыми размерами приведено на рис. 10. Диаметр отверстия под резьбу и угол заточки сверла на чертеже не указывают.

Рис. 10. Изображение глухого резьбового отверстия на чертеже
В таблицах справочника [12] приведены значения всех расчетных величин (диаметры отверстий под резьбу, недорезы, толщины шайб и пр.).
Необходимое замечание: применение короткого недореза должно быть обосновано. Например, если деталь в месте расположения в ней резьбового отверстия недостаточно толстая, а сквозное отверстие под резьбу может нарушить герметичность гидравлической или пневматической системы, то конструктору приходится «ужиматься», в т.ч. укорачивая недорез.
ДЕТАЛИ, ПОДВЕРГАЕМЫЕ СОВМЕСТНОЙ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ
При изготовлении машин некоторые поверхности деталей обрабатываются не индивидуально, а совместно с поверхностями ответных деталей. Чертежи таких изделий имеют особенности. Не претендуя на полный обзор возможных вариантов, рассмотрим две разновидности таких деталей, встречающиеся в заданиях по теме.
Штифтовые соединения
Если в сборочном узле две детали стыкуются по общей плоскости и есть необходимость точно зафиксировать их взаимное положение, то применяется соединение деталей штифтами. Штифты позволяют не только фиксировать детали, но и легко восстанавливать прежнее их положение после разборки с ремонтными целями. Например, в сборе двух корпусных деталей 1 и 2 (см. рис. 11) необходимо обеспечить соосность расточек Ø48 и Ø40 под подшипниковые узлы. Прижатие фланцев осуществляется болтами 3, а настроенная один раз соосность расточек обеспечена двумя штифтами 6. Штифт – это точный цилиндрический или конический стержень; отверстие под штифт также выполняется весьма точным, с шероховатостью поверхности не хуже Ra 0,8. Очевидно, что полное совпадение штифтового отверстия, половины которого расположены в разных деталях, проще всего выполнить, если две детали предварительно выставить в необходимом положении, скрепить болтами и изготовить отверстие под штифт одним проходом инструмента сразу в обоих фланцах. Это называется совместной обработкой. Но такой прием должен быть оговорен в проектной документации, чтобы технолог его учел при формировании технологического процесса изготовления узла. Указание совместной обработки отверстий под штифт выполняется в конструкторской документации следующим способом.
На СБОРОЧНОМ чертеже задаются размеры отверстий под штифт, размеры их расположения и указывается шероховатость обработки отверстия. Названные размеры помечаются «*», а в технических требованиях чертежа делается запись: «Все размеры для справок, кроме обозначенных *». Это означает, что размеры, по которым на собранном узле выполняются отверстия, исполнительные и они подлежат контролю. А на чертежах ДЕТАЛЕЙ отверстия под штифт не показываются (а значит, и не выполняются).
Расточки с разъемом
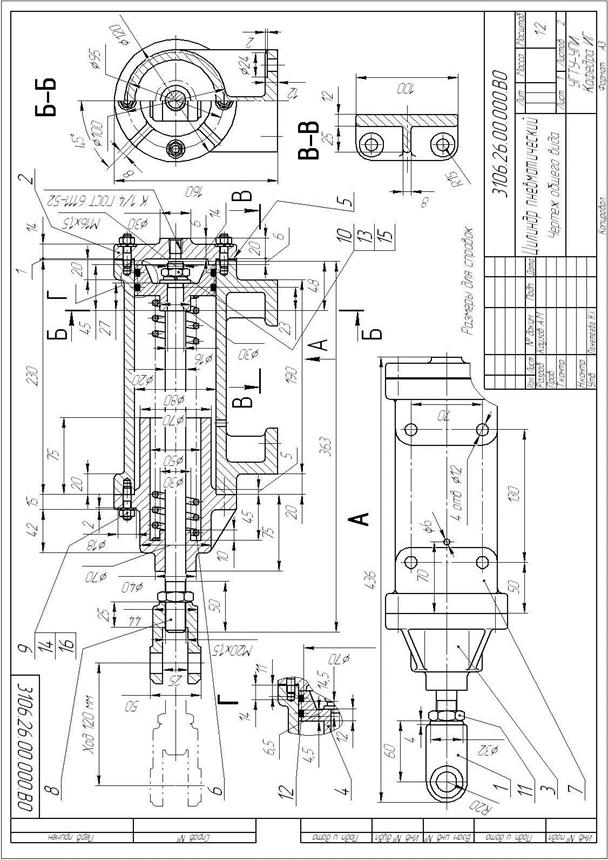
В некоторых машинах расточенные отверстия под подшипники располагаются одновременно в двух деталях с размещением плоскости их разъема по оси подшипника (чаще всего встречается в конструкциях редукторов – соединение «корпус-крышка»). Расточки под подшипники – точные поверхности с шероховатостью не хуже Ra 2,5, изготавливаются они совместной обработкой, а на чертежах это задается следующим образом (см. рис. 12 и 13).
На чертежах КАЖДОЙ из двух деталей числовые значения размеров поверхностей, обрабатываемых совместно, указываются в квадратных скобках. В технических требованиях чертежа делается запись: «Обработку по размерам в квадратных скобках производить совместно с дет. № …». Под номером понимается обозначение чертежа ответной детали.
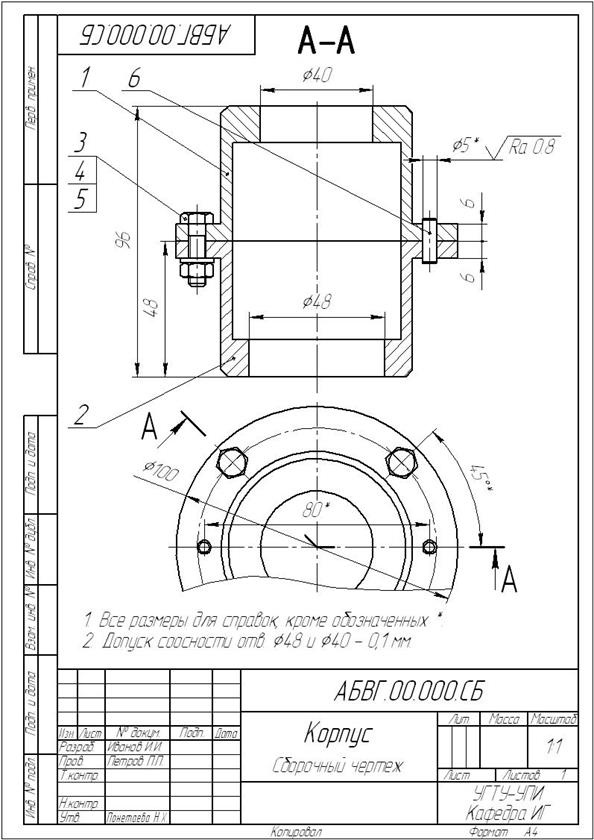
Рис. 11. Задание на чертеже отверстия под штифт

Рис. 12. Расточка с разъемом. Сборочный чертеж


Рис. 13. Задание расточки с разъемом на чертежах деталей
ЗАКЛЮЧЕНИЕ
После прочтения описанного выше процесса создания чертежа детали может возникнуть сомнение: неужели профессиональные конструкторы так тщательно прорабатывают каждую мелкую детальку? Смею заверить – именно так! Просто при выполнении чертежей простых и типовых деталей все это делается в голове конструктора мгновенно, но в сложных изделиях — только так, пошагово.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. ГОСТ 2.102-68 ЕСКД. Виды и комплектность конструкторских документов. М. : ИПК Издательство стандартов, 2004.
2. ГОСТ 2.103-68 ЕСКД. Стадии разработки. М. : ИПК Издательство стандартов, 2004.
3. ГОСТ 2.109-73 ЕСКД. Основные требования к чертежам. М. : ИПК Издательство стандартов, 2004.
4. ГОСТ 2.113-75 ЕСКД. Групповые и базовые конструкторские документы. М. : ИПК Издательство стандартов, 2004.
5. ГОСТ 2.118-73 ЕСКД. Техническое предложение. М. : ИПК Издательство стандартов, 2004.
6. ГОСТ 2.119-73 ЕСКД. Эскизный проект. М. : ИПК Издательство стандартов, 2004.
7. ГОСТ 2.120-73 ЕСКД. Технический проект. М. : ИПК Издательство стандартов, 2004.
8. ГОСТ 2.305-68 ЕСКД. Изображения – виды, разрезы, сечения. М. : ИПК Издательство стандартов, 2004.
9. Левицкий В. С.Машиностроительное черчение : учеб. для вузов / В. С. Левицкий. М. : Высш. шк., 1994.
10. Машиностроительное черчение / Г. П. Вяткин [и др.]. М. : Машиностроение, 1985.
11. Справочное руководство по черчению / В. И. Богданов. [и др.]. М. :
12. Каузов А. М. Выполнение чертежей деталей : справочные материалы
/ А. М. Каузов. Екатеринбург : УГТУ-УПИ, 2009.
Приложение 1
Задание по теме 3106 и пример его исполнения
Задание № 26

Пример исполнения задания № 26






Приложение 2
Типичные ошибки студентов при выполнении деталировки

Что делать, если нет взаимности? А теперь спустимся с небес на землю. Приземлились? Продолжаем разговор.

ЧТО ПРОИСХОДИТ ВО ВЗРОСЛОЙ ЖИЗНИ? Если вы все еще «неправильно» связаны с матерью, вы избегаете отделения и независимого взрослого существования.

ЧТО ТАКОЕ УВЕРЕННОЕ ПОВЕДЕНИЕ В МЕЖЛИЧНОСТНЫХ ОТНОШЕНИЯХ? Исторически существует три основных модели различий, существующих между.

ЧТО И КАК ПИСАЛИ О МОДЕ В ЖУРНАЛАХ НАЧАЛА XX ВЕКА Первый номер журнала «Аполлон» за 1909 г. начинался, по сути, с программного заявления редакции журнала.
Диаметр отверстия под резьбу / Tap drill sizes
Диаметр сверла под стандартную метрическую резьбу ISO с крупным и мелким шагом Справочная таблица Метрические и дюймовые размеры сверлильного инструмента _ Макс. Внутренний Сверло Сверло Шаг Диам. Диам. Диам. M mm Дюйм 1.6 0.35 1.321 1.25 3/64 1.8 0.35 1.521 1.45 54 2 0.4 1.679 1.6 1/16 2.2 0.45 1.833 1.75 50 2.5 0.45 2.138 2.05 46 3 0.5 2.599 2.5 40 3.5 0.6 3.010 2.9 33 4 0.7 3.422 3.3 30 4.5 0.75 3.878 3.8 27 5 0.8 4.334 4.2 19 6 1 5.153 5 9 7 1 6.153 6 15/64 8 1.25 6.912 6.8 H 9 1.25 7.912 7.8 5/16 10 1.5 8.676 8.5 Q 11 1.5 9.676 9.5 3/8 12 1.75 10.441 10.3 Y 14 2 12.210 12 15/32 16 2 14.210 14 35/64 18 2.5 15.744 15.5 39/64 20 2.5 17.744 17.5 11/16 22 2.5 19.744 19.5 49/64 24 3 21.252 21 53/64 27 3 24.252 24 61/64 30 3.5 26.771 26.5 1.3/64 33 3.5 29.771 29.5 1.5/32 36 4 32.270 32 1.1/4 39 4 35.270 35 1.3/8 42 4.2 37.799 37.5 45 4.5 40.799 40.5 48 5 43.297 43 52 5 47.297 47 D = Диаметр сверла (мм) Dnom = Номинальный диаметр метчика (мм) P = Шаг метчика (мм) РЕКОМЕНДУЕМЫЕ ДИАМЕТРЫ ПРИ СВЕРЛЕНИИ СВЕРЛАМИ СЕРИЙ ADX И CDX В таблицах приведены диаметры для обычных стандартных сверл. При сверлении современными сверлами, такими как Dormer ADX и CDX, получается отверстие меньшего диаметра и более точной формы, поэтому для предотвращения поломки метчика следует использовать сверло большего диаметра. См. маленькую таблицу справа. Метрическая резьба с мелким шагом согл. ISO МЕТЧИК Макс. Сверло Сверло МЕТЧИК Макс. Сверло Внутренний Внутренний Диам. Диам. Диам. Диам. Диам. MF mm Дюйм MF mm 3×0.35 2.721 2.65 37 25X1 24.153 24 3.5×0.35 3.221 3.2 1/8 25X1.5 23.676 23.5 4×0.5 3.599 3.5 29 25×2 23.210 23 5×0.5 4.599 4.5 16 26×1.5 24.676 24.5 5.5×0.50 5.099 5 9 27×1.5 25.676 25.5 6×0.75 5.378 5.3 5 27×2 25.210 25 7×0.75 6.378 6.3 D 28×1.5 26.676 26.5 8×0.75 7.378 7.3 9/32 28×2 26.210 26 8×1 7.153 7 J 30×1.5 28.676 28.5 9×1 8.153 8 O 30×2 28.210 28 10×0.75 9.378 9.3 U 32×1.5 30.676 30.5 10×1 9.153 9 T 32×2 30.210 30 10×1.25 8.912 .8 8 11/32 33×2 31.210 31 11×1 10.153 10 X 35×1.5 33.676 33.5 12×1 11.153 11 7/16 36×1.5 34.676 34.5 12×1.25 10.912 10.8 27/64 36×2 34.210 34 12×1.5 10.676 10.5 Z 36×3 33.252 33 14×1 13.153 13 17/32 38×1.5 36.676 36.5 14×1.25 12.912 12.8 1/2 39×3 36.252 36 14×1.5 12.676 12.5 31/64 40×1.5 38.676 38.5 15×1 14.153 14 35/64 40×2 38.210 38 15×1.5 13.676 13.5 17/32 40×3 37.252 37 16×1 15.153 15 19/32 42×1.5 40.676 40.5 16×1.5 14.676 14.5 9/16 42×2 40.210 40 18X1 17.153 17 43/64 42×3 39.252 39 18X1.5 16.676 16.5 41/64 45×1.5 43.676 43.5 18X2 16.210 16 5/8 45X2 43.210 43 20X1 19.153 19 3/4 45X3 45.252 42 20X1.5 18.676 18.5 47/64 48X1.5 46.676 46.5 20X2 18.210 18 45/64 48X2 46.210 46 22X1 21.153 21 53/64 48X3 45.252 45 22X1.5 20.676 20.5 13/16 50X1.5 48.686 48.2 22X2 20.210 20 25/32 50X2 48.210 48 24X1 23.153 23 29/32 50X3 47.252 47 24X1.5 22.676 22.5 7/8 24X2 22.210 22 55/64 Метрическая резьба с крупным шагом согл. ISO для сверл ADX/CDX МЕТЧИК Сверло МЕТЧИК Сверло Шаг Диам. Шаг Диам. M mm M mm 4 0.70 3.40 10 1.50 8.70 5 0.80 4.30 12 1.75 10.40 6 1.00 5.10 14 2.00 12.25 8 1.25 6.90 16 2.00 14.25 76 Нарезание резьбы метчиками ДИАМЕТРЫ СВЕРЛ ДЛЯ ОТВЕРСТИЙ ПОД НАРЕЗАНИЕ РЕЗЬБЫ Диаметр сверла может быть рассчитан из: D = D — P Метрическая резьба с крупным шагом согл. ISO МЕТЧИК
77 Руководство DORMER 2008 Обработка металлов резанием на металлорежущих станках Стр.77
Диаметр сверла под дюймовую резьбу с мелким и крупным шагом (UNC UNF), Whitworth с крупным шагом (BSW), трубную цилиндрическую (G) Справочная таблица
Диаметр сверла под дюймовую резьбу с мелким и крупным шагом (UNC UNF), Whitworth с крупным шагом (BSW), трубную цилиндрическую (G) Справочная таблица _ Сверло Внутренний Диам. Диам. Диам. UNC mm Дюйм nr 2-56 1.872 1.85 50 nr 3-48 2.146 2.1 47 nr 4-40 2.385 2.35 43 nr 5-40 2.697 2.65 38 nr 6-32 2.896 2.85 36 nr 8-32 3.513 3.5 29 nr 10-24 3.962 3.9 25 nr 12-24 4.597 4.5 16 1/4-20 5.268 5.1 7 5/16-18 6.734 6.6 F 3/8-16 8.164 8 5/16 7/16-14 9.550 9.4 U 1/2-13 11.013 10.8 27/64 9/16-12 12.456 12.2 31/64 5/8-11 13.868 13.5 17/32 3/4-10 16.833 16.5 21/32 7/8-9 19.748 19.5 49/64 1-8 22.598 22.25 7/8 1.1/8-7 25.349 25 63/64 1.1/4-7 28.524 28 1.7/64 1.3/8-6 31.120 30.75 1.7/32 1.1/2-6 34.295 34 1.11/32 1.3/4-5 39.814 39.5 1.9/16 2-41/2 45.595 45 1.25/32 Дюймовая резьба с мелким шагом согл. ISO МЕТЧИК Макс. Внутренний Сверло Сверло Диам. Диам. Диам. UNF mm Дюйм nr 2-64 1.913 1.9 50 nr 3-56 2.197 2.15 45 nr 4-48 2.459 2.4 42 nr 5-44 2.741 2.7 37 nr 6-40 3.023 2.95 33 nr 8-36 3.607 3.5 29 nr 10-32 4.166 4.1 21 nr 12-28 4.724 4.7 14 1/4-28 5.580 5.5 3 5/16-24 7.038 6.9 I 3/8-24 8.626 8.5 Q 7/16-20 10.030 9.9 25/64 1/2-20 11.618 11.5 29/64 9/16-18 13.084 12.9 33/64 5/8-18 14.671 14.5 37/64 3/4-16 17.689 17.5 11/16 7/8-14 20.663 20.4 13/16 1-12 23.569 23.25 59/64 1.1/8-12 26.744 26.5 1.3/64 1.1/4-12 29.919 29.5 1.11/64 1.3/8-12 33.094 32.75 1.19/64 1.1/2-12 36.269 36 1.27/64 Резьба Whitworth с крупным шагом МЕТЧИК BSW Number of t.p.i. Макс. Внутренний Диам. mm Сверло Диам. mm 3/32 48 1.910 1.85 1/8 40 2.590 2.55 5/32 32 3.211 3.2 3/16 24 3.744 3.7 7/32 24 4.538 4.5 1/4 20 5.224 5.1 5/16 18 6.661 6.5 3/8 16 8.052 7.9 7/16 14 9.379 9.2 1/2 12 10.610 10.5 9/16 12 12.176 12 5/8 11 13.598 13.5 3/4 10 16.538 16.5 7/8 9 19.411 19.25 1 8 22.185 22 1.1/8 7 24.879 24.75 1.1/4 7 28.054 28 1.3/8 6 30.555 30.5 1.1/2 6 33.730 33.5 1.5/8 5 35.921 35.5 1.3/4 5 39.098 39 1.7/8 4.1/2 41.648 41.5 2 4.1/2 44.823 44.5 Цилиндрическая трубная резьба Whitworth МЕТЧИК Number Макс. Внутренний Сверл of Диам. Диам. G t.p.i. mm 1/8 28 8.848 8.8 1/4 19 11.890 11.8 3/8 19 15.395 15.25 1/2 14 19.172 19 5/8 14 21.128 21 3/4 14 24.658 24.5 7/8 14 28.418 28.25 1 11 30.931 30.75 1.1/4 11 39.592 39.5 1.1/2 11 45.485 45 1.3/4 11 51.428 51 2 11 57.296 57 2.1/4 11 63.342 63 2.1/2 11 72.866 72.5 2.3/4 11 79.216 79 3 11 85.566 85.5 Метрическая резьба с крупным шагом согл. ISO для резьбовых вставок МЕТЧИК Сверло Диам. EG M mm 2.5 2.6 3 3.2 3.5 3.7 4 4.2 5 5.2 6 6.3 8 8.4 10 10.5 12 12.5 14 14.5 16 16.5 18 18.75 20 20.75 22 22.75 24 24.75 Дюймовая резьба с крупным шагом согл. ISO для резьбовых вставок МЕТЧИК Сверло Диам. EG UNC mm nr 2-56 2.3 nr 3-48 2.7 nr 4-40 3 nr 5-40 3.4 nr 6-32 3.7 nr 8-32 4.4 nr 10-24 5.1 nr 12-24 5.8 1/4-20 6.7 5/16-18 8.4 3/8-16 10 7/16-14 11.7 1/2-13 13.3 77 Нарезание резьбы метчиками ДИАМЕТРЫ СВЕРЛ ДЛЯ ОТВЕРСТИЙ ПОД НАРЕЗАНИЕ РЕЗЬБЫ Дюймовая резьба с крупным шагом согл. ISO МЕТЧИК Макс. Сверло Whitworth
78 Руководство DORMER 2008 Обработка металлов резанием на металлорежущих станках Стр.78
Диаметры свёрл под дюймовую резьбу для нарезания метчиками Цилиндрическая и коническая американская трубная резьба (NPSM NPT) Коническая трубная резьба (Rc)
Диаметры свёрл под дюймовую резьбу для нарезания метчиками Цилиндрическая и коническая американская трубная резьба (NPSM NPT) Коническая трубная резьба (Rc) _ Цилиндрическая американская трубная резьба “DRYSEAL” Коническая трубная резьба Whitworth МЕТЧИК Min Макс. Rec. Rec. МЕТЧИК Min Recommended МЕТЧИК DRILL Внутренний Внутренний Drill Drill Внутренний Drill Number Диам. Диам. Диам . Диам. Диам. Диам. of Диам. NPSM mm Дюйм NPSF mm Rc t.p.i. mm 1/8”-27 9.039 9.246 9.10 23/64 1/8”-27 8.651 8.70 1/8 28 8.4 1/4”-18 11.887 12.217 12.00 15/32 1/4”-18 11.232 11.30 1/4 19 11.2 8 /8” 3/ 15.316 15.545 15.50 39/64 8 /8” 3/ 14.671 14.75 3/8 19 14.75 1/2”-14 18.974 19.279 19.00 3/4 1/2”-14 18.118 18.25 1/2 14 18.25 14 /4” 3 24.333 24.638 24.50 31/32 3/4”-14 23.465 23.50 5/8 14 20.25 1’-11.1/2 30.506 303.759 30.50 1.13/64 1”-11.1/2” 29.464 29.50 3/4 14 23.75 1.1/4”-.11.1/2 39.268 39.497 39.50 1. 9/16 7/8 14 27.5 1.1/2”-.11.1/2 45.339 45.568 45.50 1.51/64 1 11 30 2”-11.1/2 57.379 57.607 57.50 2. 1/4 1.1/8 11 34.5 2.1/2”-8 68.783 69.266 69.00 2.23/32 1.1/4 11 38.5 3”-8 84.684 85.166 85.00 3.3/8 1.3/8 11 41 1.1/2 11 44.5 1.3/4 11 50 2 11 56 2.1/4 11 62 2.1/2 11 71.5 2.3/4 11 78 3 11 84 Коническая американская трубная резьба метчик Сверло Сверло Number of Диам. Диам. NPT t.p.i. mm Дюйм 1/16 27 6.3 D 1/8 27 8.5 R 1/4 18 11 7/16 3/8 18 14.5 37/64 1/2 14 18 23/32 3/4 14 23 59/64 1 14 29 1.5/32 1.1/4 11.1/2 38 1.1/2 1.1/2 11.1/2 44 1.47/64 2 11.1/2 56 2.7/32 2.1/2 8 67 2.5/8 3 8 83 3.1/4 Коническая американская трубная резьба “DRYSEAL” метчик Сверло Number of Диам. NPTF t.p.i. mm 1/8 27 8.4 1/4 18 10.9 3/8 18 14.25 1/2 14 17.75 3/4 14 23 1 11.1/2 29 1.1/4 11.1/2 37.75 1.1/2 11.1/2 43.75 2 11.1/2 55.75 2.1/2 8 66.5 3 8 82.5 Трубная резьба ARMOUR PG 7 9 11 13.5 16 21 29 36 42 48 Макс. Сверло Number Внутренний of Диам. Диам. t.p.i. mm 20 11.45 11.4 18 14.01 13.9 18 17.41 17.25 18 19.21 19 18 21.31 21.25 16 27.03 27 16 35.73 35.5 16 45.73 45.5 16 52.73 52.5 16 58.03 58 МЕТЧИК 78 Нарезание резьбы метчиками ДИАМЕТРЫ СВЕРЛ ДЛЯ ОТВЕРСТИЙ ПОД НАРЕЗАНИЕ РЕЗЬБЫ Коническая американская трубная (NPT)
79 Руководство DORMER 2008 Обработка металлов резанием на металлорежущих станках Стр.79
Диаметры отверстий под накатку внутренней резьбы бесстружечными метчиками — раскатниками Метрические и дюймовые стандартные резьбы Таблица размеров
Диаметры отверстий под накатку внутренней резьбы бесстружечными метчиками — раскатниками Метрические и дюймовые стандартные резьбы Таблица размеров _ с крупным шагом согл. ISO МЕТЧИК Макс. Внутренний Сверло Сверло Диам. Диам. Диам. M mm Дюйм 2 1.679 1.8 2.5 2.138 2.3 3 2.599 2.8 35 3.5 3.010 3.2 30 4 3.422 3.7 5 4.334 4.6 14 6 5.153 5.5 7/32 8 6.912 7.4 10 8.676 9.3 12 10.441 11.2 7/16 14 12.210 13.0 16 14.210 15.0 D = Диаметр сверла (мм) Dnom = Номинальный диаметр метчика (мм) P = Шаг метчика (мм) 65 в формуле стоит для желаемой высоты резьбы в % Метрическая резьба с мелким шагом согл. ISO МЕТЧИК Макс. Сверло Внутренний Диам. Диам. MF mm 4×0.50 3.599 3.8 5×0.50 4.599 4.8 6×0.75 5.378 5.7 8×0.75 7.378 7.7 8×1.00 7.158 7.5 10×1.00 9.153 9.5 10×1.25 8.912 9.4 12×1.00 11.153 11.5 12×1.25 10.9912 11.4 12×1.50 10.676 11.3 14×1.00 13.153 13.5 14×1.25 12.912 13.4 14×1.50 12.676 13.3 16×1.00 15.153 15.5 16×1.50 14.676 15.25 Дюймовая резьба с крупным шагом согл. ISO МЕТЧИК Макс. Внутренний Сверло Сверло Диам. Диам. Диам. UNC mm Дюйм nr 1-64 1.582 1.7 51 nr 2-56 1.872 2 47 nr 3-48 2.148 2.3 nr 4-40 2.385 2.6 39 nr 5-40 2.697 2.9 33 nr 6-32 2.896 3.2 1/8 nr 8-32 3.513 3.8 25 nr 10-24 3.962 4.4 11/64 nr 12-24 4.597 5 9 1/4-20 5.268 5.8 5/16-18 6.734 7.3 3/8-16 8.164 8.8 11/32 7/16-14 9.550 10.3 Y 1/2-13 11.013 11.9 .463 Дюймовая резьба с мелким шагом согл. ISO МЕТЧИК Макс. Внутренний Сверло Сверло Диам. Диам. Диам. UNF mm Дюйм nr 1-72 1.613 1.7 51 nr 2-64 1.913 2.0 nr 3-56 2.197 2.3 nr 4-48 2.459 2.6 37 nr 5-44 2.741 2.9 33 nr 6-10 3.023 3.2 1/8 nr 8-36 3.607 3.9 24 nr 10-32 4.166 4.5 16 nr 12-28 4.724 5.1 7 1/4-28 5.588 6 A 5/16-24 7.038 7.5 .293 3/8-24 8.626 9.1 7/16-20 10.030 10.6 Z 1/2-20 11.618 12.1 .476 79 Нарезание резьбы метчиками ДИАМЕТРЫ СВЕРЛ ДЛЯ ОТВЕРСТИЙ ПОД РАСКАТЫВАНИЕ РЕЗЬБЫ СПРАВОЧНЫЕ ТАБЛИЦЫ Диаметр сверла может быть рассчитан из: D = D — 0,0068 P 65
926 Каталог WALTER 2012 Режущий инструмент и инструментальная оснастка Стр.
Красочная иллюстрация работы машинного метчика по нарезанию метрической резьбы в глухом отверстии заготовки из металла Промышленные каталоги Германии
Красочная иллюстрация работы машинного метчика по нарезанию метрической резьбы в глухом отверстии заготовки из металла Промышленные каталоги Германии _ Общий каталог инструмента WALTER на русском языке за 2012 год Токарная обработка Сверление Резьбонарезание Фрезерование Инструментальная оснастка Walter
ГОСТ 27148-86 Изделия крепежные. Выход резьбы, сбеги, недорезы и проточки. Размеры
Как уже говорилось выше, перед началом работы надо просверлить отверстие, диаметр которого должен точно подходить под резьбу определенного размера. Следует иметь в виду: если диаметры отверстий, предназначенных под нарезание метрической резьбы, выбраны неверно, это может привести не только к ее некачественному выполнению, но и к поломке метчика.
Читать также: Ламельный фрезер макита pj7000
Учитывая тот факт, что метчик, формируя резьбовые канавки, не только срезает металл, но и продавливает его, диаметр сверла для выполнения резьбы должен быть несколько меньше, чем ее номинальный диаметр. Например, сверло под выполнение резьбы М3 должно иметь диаметр 2,5 мм, под М4 – 3,3 мм, для М5 следует выбирать сверло диаметром 4,2 мм, под резьбу М6 – 5 мм, М8 – 6,7 мм, М10 – 8,5 мм, а для М12 – 10,2.
Таблица 1. Основные диаметры отверстий под метрическую резьбу
Таблица 2. Диаметры отверстий под дюймовые резьбы
Все диаметры сверл под резьбу ГОСТ приводит в специальных таблицах. В таких таблицах указаны диаметры сверл под выполнение резьбы как со стандартным, так и с уменьшенным шагом, при этом следует иметь в виду, что для этих целей сверлятся отверстия разных диаметров. Кроме того, если резьба нарезается в изделиях из хрупких металлов (таких, например, как чугун), диаметр сверла под резьбу, полученный из таблицы, необходимо уменьшить на одну десятую миллиметра.
Ознакомиться с положениями ГОСТ, регламентирующими нарезание метрической резьбы, можно, скачав документ в формате pdf по ссылке ниже.
Диаметры сверл под метрическую резьбу можно рассчитать самостоятельно. От диаметра резьбы, которую требуется нарезать, необходимо вычесть значение ее шага. Сам шаг резьбы, размер которого используется при выполнении таких вычислений, можно узнать из специальных таблиц соответствия. Для того чтобы определить, какого диаметра отверстие необходимо выполнить с помощью сверла в том случае, если для резьбонарезания будет использоваться трехзаходный метчик, надо воспользоваться следующей формулой:
До = Дм х 0,8, где:
До – это диаметр отверстия, которое надо выполнить с помощью сверла,
Дм – диаметр метчика, которым будет обрабатываться просверленный элемент.
Схема нарезания внутреней резьбы метчиком
Воротки, в которые вставляется резьбовой метчик, могут иметь простейшую конструкцию или оснащаться трещоткой. Работать такими приспособлениями с зафиксированными в них инструментами следует очень аккуратно. Чтобы получить качественную и чистую резьбу, вращение метчика по часовой стрелке, совершаемое на пол-оборота, необходимо чередовать с его проворачиванием на одну четвертую оборота против хода резьбы.
Резьба будет нарезаться значительно легче, если в процессе выполнения этой процедуры использовать смазку. Роль такой смазки при нарезании резьбы в изделиях из стали может играть олифа, а при обработке алюминиевых сплавов – спирт, скипидар или керосин. Если таких технических жидкостей нет под рукой, то для смазки метчика и нарезаемой резьбы можно использовать обычное машинное масло (однако оно обладает меньшим эффектом, чем перечисленные выше вещества).
Применение метчика
Прежде чем приступить к резьбонарезанию, надо определить диаметр подготовительного отверстия и выполнить его сверление. Для облегчения этой задачи был разработан соответствующий ГОСТ, который содержит таблицы, позволяющие точно определить диаметр отверстия под резьбу. Эти сведения позволяют легко подобрать размер сверла.
Читать также: Как посчитать класс точности прибора
Для нарезания резьбы метрического типа на внутренних стенках сделанного сверлом отверстия используется метчик – винтообразный инструмент с режущими канавками, выполненный в виде стержня, который может иметь цилиндрическую или коническую форму. На его боковой поверхности есть специальные канавки, расположенные вдоль его оси и разделяющие рабочую часть на отдельные сегменты, которые называются гребенками. Острые края гребенок как раз и являются рабочими поверхностями метчика.
Метчик: конструкция и параметры
Чтобы витки внутренней резьбы получились чистыми и аккуратными, а ее геометрические параметры соответствовали требуемым значениям, ее надо нарезать постепенно, путем поэтапного снятия тонких слоев металла с обрабатываемой поверхности. Именно поэтому с данной целью используют либо метчики, рабочая часть которых по длине разделена на участки с различными геометрическими параметрами, либо наборы таких инструментов. Единичные метчики, рабочая часть которых имеет одинаковые геометрические параметры по всей своей длине, нужны в тех случаях, когда необходимо восстановить параметры уже имеющейся резьбы.
Минимальным набором, при помощи которого можно достаточно качественно выполнить обработку отверстий под резьбу, является комплект, состоящий из двух метчиков – чернового и чистового. Первый срезает со стенок отверстия под нарезание метрической резьбы тонкий слой металла и формирует на них неглубокую канавку, второй не только углубляет сформированную канавку, но и зачищает ее.
Разновидности метчиков для резьбы и их отличия
Минимальный комплект метчиков
Комбинированные двухпроходные метчики или наборы, состоящие из двух инструментов, используются для резьбонарезания в отверстиях небольших диаметров (до 3 мм). Для обработки отверстий под метрическую резьбу большего диаметра необходимо использовать комбинированный трехпроходной инструмент или набор, состоящий из трех метчиков.
Для манипуляций с метчиком применяется специальное приспособление – вороток. Главным параметром таких приспособлений, которые могут иметь различное конструктивное исполнение, является размер посадочного отверстия, который должен точно совпадать с размером хвостовика инструмента.
Некоторые разновидности воротков для метчиков
При использовании набора из трех метчиков, отличающихся как своей конструкцией, так и геометрическими параметрами, следует строго соблюдать последовательность их применения. Отличить их друг от друга можно как по специальным рискам, нанесенным на хвостовики, так и по конструктивным особенностям.
- Метчик, которым отверстие под нарезание метрической резьбы обрабатывается в первую очередь, отличается минимальным диаметром среди всех инструментов набора и режущими зубьями, верхняя часть которых сильно обрезана.
- Второй метчик имеет более короткую заборную часть и более длинные гребни. Его рабочий диаметр занимает промежуточное значение между диаметрами остальных инструментов из набора.
- Третий метчик, которым отверстие под нарезание метрической резьбы обрабатывается в последнюю очередь, характеризуется полными гребнями режущих зубцов и диаметром, который должен точно соответствовать размеру формируемой резьбы.
Комплект из трех метчиков
Метчики используются преимущественно для нарезания резьбы метрического типа. Значительно реже, чем метрические, применяются метчики, предназначенные для обработки внутренних стенок труб. Они в соответствии со своим назначением называются трубными, а отличить их можно по букве G, присутствующей в их маркировке.





