Как научиться паять паяльником с нуля
Любому начинающему радиолюбителю, так или иначе связанным с электроникой, приходится решать задачу, как научиться паять паяльником с нуля. На первый взгляд в этом нет ничего сложного, но, это распространенное заблуждение всех начинающих электронщиков, поскольку без практических навыков невозможно обеспечить надежное и качественное соединение методом пайки.
Что такое пайка и в чем суть процесса
Конечным результатом пайки является соединение между собой двух металлических элементов. Сам процесс спаивания обеспечивается независимым металлом с гораздо более низкой температурой плавления. Именно этот металл выполняет функцию припоя.
Каждый способ пайки основывается на принципе прогрева металлических элементов в точке соединения. Температура прогрева должна превышать температуру, при которой плавится металл, используемый для припоя. В подобном режиме металл припоя, будучи расплавленным, свободно затекает в промежутки и щели между деталями, проникая частично даже в саму металлическую структуру. После застывания в данном месте происходит образование механической связи и электрического контакта.

Существует два основных условия, без соблюдения которых решение задачи, как правильно паять будет просто невозможно:
- В точке спаивания элементы должны быть максимально чистыми. Соединение с поверхностью осуществляется на молекулярном уровне, и даже небольшая грязь или пленка окисла значительно снизит надежность контакта. Вполне возможно, что детали вообще не соединятся.
- Соблюдение температурного режима, о котором говорилось ранее. В случае недостаточной разницы температур, кристаллическая решетка припоя не сможет нормально сформироваться из-за термической усадки во время застывания.
Медь и ее сплавы хорошо соединяются традиционными припоями. Они годятся для стали, алюминия и других металлов. Единственным серьезным ограничением считается пайка крупных металлических деталей из-за невозможности их прогрева до нужных температур.
Чаще всего припой состоит из оловянно-свинцового сплава, в котором может содержаться различное количество олова. Процент содержания отображается в маркировке, например, ПОС-40 или ПОС-60. От этого показателя зависит и температура плавления, составляющая для первого припоя 235 градусов, а для второго 183 градуса. Еще ниже температура плавления припоя ПОСВ-33, состоящего из олова, свинца и висмута. Для соединения алюминиевых деталей требуются специальные припои с высокой температурой плавления.

Другим важным компонентом являются флюсы, с помощью которых металлические поверхности очищаются от окисей в виде пленок. Наибольшее распространение получила канифоль, защищающая нагретый металл от соприкосновения с воздухом.
Выбор флюсов и припоев
Поскольку качество соединений при пайке во многом зависит от правильного выбора флюсов и припоев, эти материалы следует рассмотреть более подробно. В настоящее время существует большое количество этих компонентов, подходящих практически для всех видов пайки.
Основной функцией флюсов является протравливание металлических деталей, удаление оксидной пленки и последующая защита поверхности от коррозии. Покрытие флюсом гарантирует ее чистоту, хорошее смачивание и растекание олова.

Флюсы подбираются в соответствии с металлами и сплавами, которые требуется соединить. В состав любого флюса входят металлические соли, щелочи и кислоты, активно реагирующие на повышение температуры. В связи с этим, существует условное деление этих материалов на два типа.
Первый из них является активным, его основой служат соляная, хлорная и другие неорганические кислоты. Их агрессивное воздействие на металл требует быстрой смывки по окончании работы. Это единственный недостаток таких флюсов, зато с их помощью можно соединять практически любые металлы. Они выпускаются в жидком виде и считаются более удобными для нанесения. В них добавляются спирт или глицерин, которые полностью испаряются при нагревании.
Второй тип флюсов состоит из канифоли и применяется для соединения цветных металлов. Для стальных деталей они считаются менее эффективными. По окончании работы канифоль необходимо смыть, поскольку со временем она вызывает коррозию и становиться проводников электротока при длительном нахождении во влажной среде.
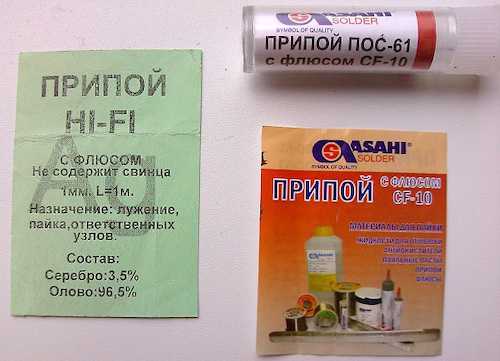
Припой для работы подбирается легче. В основном используются соединения из свинца и олова с маркировкой ПОС. Процент содержания олова обозначается цифрами, идущими после букв. Большее содержание олова в припое обеспечивает более высокую механическую прочность и электропроводность соединений. Одновременно снижается и температура плавления припоя с высокой долей олова. Добавление свинца нормализует застывание и не дает олову растекаться.
Некоторые современные припои выпускаются без свинца (БП), вместо которого добавляется цинк или индий. Они отличаются более высокой температурой плавления, но соединения получаются более прочными и устойчивыми к коррозии. И, наоборот, существуют припои из легких сплавов, способные растекаться, начиная от 90-110 градусов. С их помощью выполняется соединение компонентов, обладающих повышенной чувствительностью к перегреву.
Выбор паяльника
Существует несколько типов паяльников, используемых в домашних условиях. Они рассчитаны на разное напряжение и могут работать от 12, 220 и 380 вольт.

Мощность того или иного паяльника выбирается исходя из выполняемых работ:
- Пайка электронных деталей и компонентов 40-60 Вт.
- Детали, толщиной до 1 мм 80-100 Вт.
- Элементам, толщиной 2 мм требуется мощность 100 Вт и более.
Как правило, у домашних мастеров имеется два паяльника малой и средней мощности, способные решать практически все задачи. Обучение можно проходить на любом из них. Толстостенные детали рекомендуется паять на профессиональном оборудовании.
Подготовка к пайке
При самом первом подключении паяльника к сети, он будет обязательно дымить. В этот момент происходит выгорание заводской смазки. После того как выделение дыма прекратится, паяльник надо выключить и дать ему остыть. Затем перед тем как паять, нужно выполнить заточку жала.
Жало паяльника изготовлено в виде стержня цилиндрической формы. Материалом служит медный сплав. Фиксация осуществляется прижимным винтом. В большинстве случаев жало идет без заточки, и поэтому его следует подготовить. Изменить форму можно с помощью молотка, напильника или наждачной бумаги.
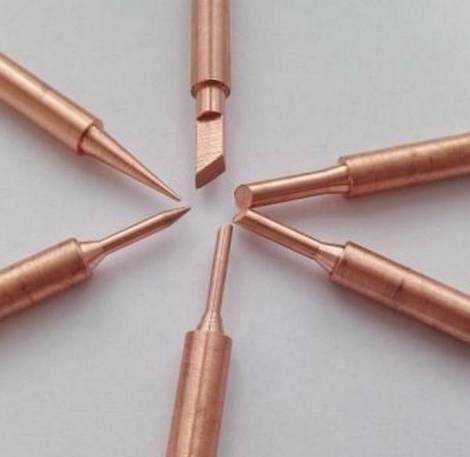
ля каждого типа работ необходима своя конфигурация кончика:
- Форма плоская или в виде лопатки придается путем сплющивания. Плоская угловая заточка может потребоваться для соединения массивных деталей.
- Заточка в форме острого конуса или пирамидки требуется для того чтобы припаять мелкие детали.
- Менее острый конус нужен для спаивания толстых проводников и больших деталей.
При отсутствии защитного покрытия жало инструмента необходимо подвергнуть лужению. На поверхность рабочей части наносится тонкий слой олова. Эта процедура выполняется во время первого включения, когда уже нет выделения дыма. После того как инструмент готов учимся паять.
Способы пайки деталей и компонентов
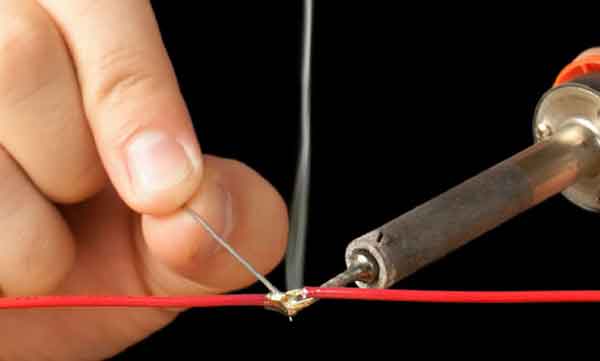
Пайка проводов считается самой легкой процедурой. В растворенный флюс окунаются концы каждого провода, после чего по ним необходимо пройтись паяльником, жало которого также хорошо смочено флюсом.
Во время самого лужения весь лишний припой рекомендуется стряхивать. В процессе соединения постепенно формируется скрутка. Она прогревается, а все свободное место заполняется оловом.

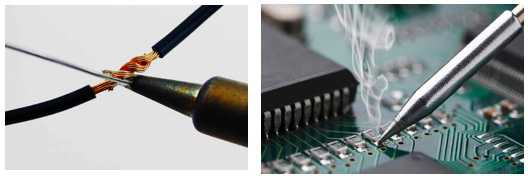
В другом случае концы вымачиваются во флюсе, а пайка производится сразу же, без лужения. Данный способ часто применяется в соединениях тонких проводников или много проволочных жил. При хорошем флюсе и мощном паяльнике обеспечивается качественное и надежное соединение.
Работа с электроникой значительно сложнее. Здесь уже требуются определенные знания и практические навыки. Однако, несложные действия по ремонту схемы может выполнить и начинающий мастер:
Как научиться паять паяльником?
Радиолюбители рано или поздно сталкиваются с пайкой. Это ответственный процесс, к проведению которого нужно подойти с особой тщательностью, чтобы добиться действительно качественного результата. Пайка является тем делом, мастерство в котором приходит с опытом, и здесь нужно не только знать основы, но и тренироваться в выполнении различных соединений. Работа будет сложнее, если она ведется с тонкими соединениями. Рассматривая методику «как научиться паять паяльником», начинайте с самых простых способов.
Подготовка к пайке
Для подготовки к процессу купите все необходимые материалы, которые пригодятся в дальнейшем. Для каждой отдельной пайки потребуется свой набор инструментов и расходных материалов. Для обучения не рекомендуется брать слишком дорогие вещи. Достаточно стандартных припоев и обыкновенного инструмента, чтобы освоить основы данного дела. Если смотреть на уроки «как научиться паять паяльником с нуля», там все будет объясняться на предельно простых и общедоступных материалах.
Ответственным моментом как для любительской, так и для профессиональной пайки является подготовка материалов. Жало паяльника необходимо зачистить от следов предыдущего использования, также оно должно иметь подходящую форму. Если эти условия не будут соблюдены, то качество соединения сильно пострадает, не говоря уже о том, что спаять детали не получится вообще.
Выбор паяльника и зачистка жала
Зачистка места пайки и обработка участков от окисления – важные элементы подготовки. Хоть это и не имеет прямого отношения к технологии «как правильно паять паяльником провода с канифолью», но без предварительной подготовки не удастся добиться даже удовлетворительных результатов. Если говорить о более сложных соединениях, там все сопутствующие процессы займут больше времени и окажутся более важными, чем сама пайка. Главной задачей подготовительного процесса является создание условий, в которых соединению не будет мешать ничего лишнего.
Минимальный набор для пайки
Главный инструмент здесь – паяльник. Более продвинутые мастера могут использовать паяльные станции, но принцип проведения процедуры от этого не меняется. Для обучения подойдут практически любые модели достаточной мощности. Если инструмент будет с возможностью регулировки температуры – это станет дополнительным преимуществом. В ином случае – нужно подбирать подходящий паяльник с номинальной мощностью.
Минимальный набор для пайки микросхем
Вторым обязательным элементом минимального набора является припой. Рассматривая самые простые уроки на тему «как научиться паять паяльником для чайников», можно отметить указания по выбору припоя и советы, как с ним обращаться. На рынке предложено много универсальных вариантов, которые подойдут для начинающих. Они не сильно дорогие, поэтому можно сразу взять несколько для пробы. Иногда приходится постигать все на собственном опыте, а не по таблицам подбора. Припой служит для непосредственного соединения проводов. Он расплавляется и наносится на нужный участок. После остывания образуется прочное неразъемное соединение.
Флюсы становятся завершением набора, но они не менее важны для работы с паяльником. С их помощью происходит защита от окисления и других негативных для пайки вещей. Без флюса не удастся ровно покрыть поверхность проводников. При пайке приходится учитывать некоторые особенности флюса. Есть специальные руководства по тому, как правильно паять паяльником провода с кислотой, канифолью и прочими видами флюса. Все это касается уже более сложных операций, тогда как для начала все особенности будут выглядеть практически одинаково.
Выбор флюса и припоя для пайки
Технология пайки паяльником
Вопросами «как правильно паять паяльником провода на наушниках» и «как создавать прочие виды соединений» задаются многие, кто столкнулся с необходимостью простого ремонта проводов. В таких случаях действительно проще обойтись своими силами, чем обращаться к мастеру. Первым делом нужно убедиться в чистоте поверхности и наличии подходящей заточки.
Следующим шагом является лужение жала. Для этого инструмент нужно включить в сеть и прогреть до максимальной температуры. После этого зачищенное жало погружается в канифоль. Затем, пока оно еще не остыло, его погружают в припой. Материал должен обволакивать основную рабочую часть инструмента.
Лужение жала паяльника
«Важно!
Далее нужно убедиться, что на проводах нет ржавчины, грязи, лака, жира и других лишних веществ.»
Соединяемые детали должны быть полностью чистыми. На поверхность соединяемых проводов наносится выбранный флюс. Разогретым паяльником нужно взять небольшое количество припоя, помещающееся на жале, и переместить его на участок соединения. Несмотря на кажущуюся простоту, здесь требуется навык, чтобы сделать это ровно и четко. Припой не всегда нормально берется и растекается. Проблемы с температурой, неподходящим флюсом и прочими компонентами всегда усложняют работу.
Жало паяльника с припоем подносится к месту соединения и прикладывается всей лопаткой. Новички часто стараются сделать это слишком аккуратно и переворачивают жало над проводами, чтобы припой стек, или подносят жало боком, что не позволяет материалу нормально стекать вниз.
Нанесение припоя на провод
После нанесения припоя инструмент нужно сразу же убрать от места пайки. У профессионалов процесс проходит достаточно быстро. Просматривая уроки и обучаясь, как правильно паять паяльником для чайников, можно не спешить, так как опыт приходит со временем. Качественно выполненная пайка не имеет трещин, наплывов и шероховатостей. Это ровные блестящие контакты.
Советы по пайке
Новичкам нужно усвоить несколько основных советов, которые помогут повысить качество работы:
- Не стоит начинать обучение с алюминиевых деталей. Они одни из самых сложных, так как на их поверхности очень быстро образуется окислительная пленка. Чтобы избежать проблем, нужны тщательная подготовка и обработка.
- Рекомендовано внимательно следить за температурой разогрева, так как у каждого припоя своя отметка плавления. Если жало будет слабо разогрето, то соединения не получится, а слишком высокая температура приводит к закипанию припоя, что также негативно влияет на общий результат.
- Вне зависимости от вида металла, с которым ведется работа, флюс наносится непосредственно перед пайкой, чтобы он не высох и не растекся.
- Чтобы повысить качество, для каждого металла подбирается свой флюс, максимально схожий по свойствам с соединяемыми проводами. Это увеличит крепость и долговечность соединения.
Заключение
На первых этапах обучения важно понять сам принцип создания соединения. Он практически одинаков во всех случаях. Для мастера главным моментом является подбор подходящей температуры и прочих режимов. Освоив начальные этапы на самых простых вещах, потом уже можно рассматривать особенности, как правильно паять паяльников провода к плате, как заменять контакты на микросхемах и как запаивать трещины на металлических изделиях.
С самого начала нужно усвоить принципы качественного соединения, чтобы потом на основе этого развиваться. Только усвоив основу, сколько бы времени это не заняло, стоит продвигаться дальше.
КАК ПРАВИЛЬНО ПАЯТЬ ПАЯЛЬНИКОМ
Пайка — это постоянное соединение металлических деталей с присадочным металлом, так называемым припоем. Важно при этом чтоб температура пайки была выше точки плавления припоя и ниже точки плавления соединяемых элементов.
Аксессуары необходимые для пайки и распайки
Паяльник — инструмент, используемый для пайки. Паяльник состоит из ручки и жала, нагревающего припой. Наконечник очень горячий, будьте осторожны чтобы не обжечься и не поджечь случайно окружающие предметы!

Припой чаще всего делается на основе олова и свинца, который плавится при 185 С. Но в последнее время из-за ограничительных бессвинцовых стандартов по защите окружающей среды, используется сплав на основе олова с примесью серебра, меди, висмута или сурьмы, что привело к значительному повышению температуры плавления до 220 C, и поэтому стало труднее паять его «обычным» паяльником. К счастью, оловянные и свинцовые припои все еще есть в продаже.

Канифоль — это легко плавящаяся смола, благодаря которой легче паять, потому что олово лучше растекается по поверхностям. Канифоль хорошо растворяется в спирте, например в салициловом спирте — можно использовать его и растворить смолу, а затем аккуратно нанести кистью на плату, которую будете паять, и тем самым значительно облегчите работу.

Всасывающее устройство для олова (также известное как оловоотсос или экстрактор) — используется для отсасывания излишков расплавленного припоя. Это простой шприц-инструмент, состоящий из поршня, пружины и приемника для отсасываемого припоя. Он имеет сменный всасывающий наконечник с одной стороны, ручку с другой и кнопку разблокировки сбоку.

Оплетка для паяния — это плетеные медные провода, которые при наложении на горячее олово на распаянных элементах убирают на себя излишки.

Плоскогубцы — ими срезаются ножки спаянных элементов (можно использовать обычные косметические кусачки, но они довольно быстро повреждаются).

Кусачки: а) обычные; b) косметические
Прочие принадлежности для пайки:
Флюс — упрощает пайку за счет удаления примесей с паяемой поверхности, облегчает плавление, увеличивает текучесть олова. Флюс, в отличие от канифоли, не оставляет коричневых следов, но остатки флюса необходимо удалить (например, ацетоном), поскольку они могут вызвать коррозию.

Пинцет — облегчает удержание небольшого припаиваемого элемента, так как если держать рукой, то можно обжечься.

Очиститель — для очистки горячего кончика паяльника от остатков олова и других загрязнений.

Далее представлены фото различных видов универсальной монтажной платы — односторонней и двусторонней:

Универсальные платы: а) односторонние — точки пайки только с одной стороны; b) двусторонние — точки пайки с двух сторон
Безопасность при пайке
- Наконечник горячего паяльника имеет очень высокую температуру, что позволяет легко поджечь что-либо, расплавить пластмассовые предметы или обжечься самому.
- Положено естественно держать нагретый паяльник только за предназначенную для этого ручку.
- Не разбирайте паяльник — это может привести к поражению электрическим током, так как при сборке не гарантируется надёжная изоляция проводов нагревательных (под напряжением 220 В) от металла корпуса.
- Паяльные пары токсичны независимо от используемого присадочного металла. Будьте осторожны, не вдыхайте их. Убедитесь что помещение, в котором паяете, хорошо вентилируется.
Кроме того, при пайке рекомендуется защитить глаза, например надев защитные очки — попав случайно на жидкость раскалённый припой может брызнуть в стороны. Помните чем кончается выливание свинца в воду?
Пайка электродеталей на универсальной плате
Итак, хватит теории, переходим к практике. Подберите подходящую универсальную монтажную плату. Она сделана из стекловолокна и в ней просверлено множество отверстий. Данная печатная плата двусторонняя, а это значит, что можем припаивать к ней элементы с обеих сторон. В односторонних универсальных платах припаиваем компоненты только с одной стороны, со стороны точек пайки — серебристые кольца вокруг отверстий.
Паяльник следует подключить к источнику питания (USB, станции или сети 220 В) и положить в безопасное место, жало должно находиться в воздухе, чтобы ничего не расплавить и не обжечься случайно коснувшись его (обожгётесь всё-равно, и не раз).

Паяльник на тарелке
Наконечник прогревается некоторое время. Пока просуньте ножки паяемого элемента через соответствующие отверстия в печатной плате. Также подготовьте канифоль.

Ножки резистора продеты через отверстия в универсальной плате
Теперь поднесите жало паяльника ближе к плате и припаянной ножке.

Использование паяльника для нагрева паяемых ножек резисторов
Затем коснитесь кончиком детали. Делайте это быстро, так как если удерживать жало слишком долго, расплавится слишком много всего. Весь процесс пайки одного припоя должен занимать от 2 до 3 секунд.

Припаяйте ножку резистора, одновременно приложив жало горячего паяльника и олово

Уберем олово, чтобы излишки не остались на месте пайки

Припаиваем вторую ножку резистора к плате
Правильная (слева) и неправильная (справа) пайка:

Ножки резистора припаяны к плате: левая — правильная; правильно — неверно (слишком много припоя)

а) правильно; b) неправильно (слишком много олова, припой похож на шарик); c) неправильно (слишком мало)
Используйте плоскогубцы, чтобы отрезать слишком длинные ножки припаянных компонентов.

Резка плоскогубцами возле торца слишком длинной ножки резистора

Паяный резистор с обрезанным выводом (левая сторона); длинный вывод (справа)
Чистка паяльника
Губку для чистки паяльника следует смочить водой. Жало горячего паяльника осторожно протереть несколькими быстрыми движениями. Если слишком долго держать наконечник на одном месте, можно повредить губку.

Чистка (протирание) кончика грязного паяльника влажной губкой
Жало паяльника не нужно очищать после пайки отдельного элемента. Это следует делать при заметном загрязнении наконечника.
Использование оловоотсоса
Если во время пайки расплавилось слишком много олова (припой выглядит как шарик) или олово выгорело, часть может быть отсосана. Для этого воспользуемся соответствующим устройством. Работает экстрактор аналогично шприцу.
Нажмите на поршень в верхней части всасывающего устройства. Подносим наконечник ближе к тому месту, с которого хотим удалить излишки олова. При этом нагреваем припой горячим паяльником.

Припой нагревается паяльником. Рядом с ним кончик всасывающего устройства, готового всасывать расплавленное олово
Осторожно отпустите поршень (с кнопкой разблокировки), собрав излишки олова. Будьте осторожны, чтобы не повредить жало (на всякий случай эти жала заменяемы).
Удалите скопившийся излишек олова из всасывающего устройства, снова нажав и отпустив поршень.

Удалите излишки олова из всасывающего устройства, нажав и отпустив поршень
Или можно вынуть его прямо из оловохранителя.

Удаление олова из всасывающего устройства путем его раскручивания
Еще один способ убрать слишком много олова — просто тщательно очистить паяльник, а затем использовать этот паяльник, чтобы собрать излишки олова (нужно наловчиться).
Если припой будет тусклым (не блестящим), это может быть признаком перегрева.

В такой ситуации нагретое паяльное жало нужно аккуратно и быстро погрузить в канифоль.

Жало паяльника, погруженное в канифоль
Затем быстро нанесите кончик канифоли на исправленное место. Делать это нужно очень быстро, потому что канифоль выгорает и может оказаться, что к моменту прикосновения к припою канифоли на жале уже не останется!

Устранение перегретого припоя проканифоленным паяльником
Если при пайке близко находящихся элементов олово из двух разных точек пайки соприкасается друг с другом, его необходимо удалить. В противном случае это может привести к короткому замыканию или повреждению отдельных компонентов или даже всего устройства. В такой ситуации используется специальная оплетка для удаления излишков олова. Нагреваем припой между этими точками пайки паяльником, а затем прикладываем оплётку.

Избыток олова, соединяющий две точки пайки рядом друг с другом
Эти плетеные медные провода образуют губку, которая и собирает излишки олова.

а) Отдельные точки пайки; b) излишки олова собранные оплеткой
Холодная пайка — ненадежное соединение электронных компонентов. Образуется при неправильном нагреве и применении олова. Такие точки соединяются иногда, а иногда нет (причём на глаз почти незаметно). Их ремонтируют, прогрев такое место паяльником и перепаяв по-новой.
В принципе для основы паяльного дела этой информации хватит с головой, дальше идёт только практика и так сказать «набивание руки». Опыт обязательно придёт со-временем. И поверьте, опыт этот ещё много раз в жизни пригодится!
Форум по обсуждению материала КАК ПРАВИЛЬНО ПАЯТЬ ПАЯЛЬНИКОМ
 Чип-антенны на печатных платах — особенности конструкции, установка и согласование с волноводом.
Чип-антенны на печатных платах — особенности конструкции, установка и согласование с волноводом.
 Схема регулируемого таймера цикличного включения-отключения любой нагрузки через реле.
Схема регулируемого таймера цикличного включения-отключения любой нагрузки через реле.
 Модуль простого транзисторного металлоискателя из Китая — схема принципиальная и испытание этого МД.
Модуль простого транзисторного металлоискателя из Китая — схема принципиальная и испытание этого МД.
 Предусилитель со стерео темброблоком для усилителя мощности, собранный на ОУ 4558.
Предусилитель со стерео темброблоком для усилителя мощности, собранный на ОУ 4558.
Как научиться паять паяльником — мастер-класс

Искусство пайки нужно постигать постепенно. Начиная от спаивания проводов и переходя к печатным платам — каждый из способов имеет свои тонкости как в подборе расходников для пайки, так и в технике. Сегодня мастер сантехник поделится с читателями азами паяльного дела и базовыми навыками работы.
Как работает паяльник
Излучающие тепло приспособления для пайки называют паяльниками. В зависимости от способа нагрева они бывают электрическими, газовыми, термовоздушными, индукционными. Чаще всего используются электрические приборы, мощность которых выбирается для пайки определенных материалов:
- Для соединения электронных компонентов мощность паяльника должна быть до 40 В;
- Для деталей с тонкими стенками до 1 мм необходима мощность в 80-100 Вт;
- Заготовки с толщиной стенок от 2 мм и более требуют мощность приспособления выше 100 Вт.
К самым энергоемким паяльникам относятся молотковые устройства, мощность которых может достигать до 550 Вт. Они могут разогреваться до температуры в 600С. Применяются молотковые паяльники для соединения массивных деталей.
Акустический паяльник небольших размеров пригодится для электротехника. Приспособление отличается низкой теплоемкостью, поэтому его используют для тонкой паечной работы.
Кроме массивности металлических изделий, на требуемую мощность паяльника влияет теплопроводность самого обрабатываемого материала. Так, например, для медных изделий прибор следует нагревать намного сильнее, чем для работы с деталями из стали.
Оптимально необходимая температура жала приспособления для пайки может поддерживаться как вручную, так и автоматически. Используются для этого тиристорные регуляторы.
Подготовка к процессу пайки

Перед началом работ необходимо подготовить паяльник, материалы, инструменты и рабочее место.
Рабочий участок рекомендуется снабдить:
- Подставкой , на которой будет располагаться разогретый прибор. На ней же нужно будет расположить флюс, «крокодил» и кусочки поролона, которые нужны для чистки жала;
- Штативом, на котором будут размещены: держатель для паяльника, ванночка с канифолью, зажимы.
В набор необходимых инструментов входит:
- Напильники;
- Круглогубцы;
- Кусачки; ;
- Пинцеты;
- Наждачная бумага;
- Нож.
Подготовка паяльника
Перед работой с паяльником, его жалу придают определенную форму. Делается это с помощью напильника. Наиболее используемые формы – на срез и угловая. Ножевидная применяется для выпаивания выводов разъема или нескольких контактов микросхем.
Жало рабочего инструмента должно быть равномерно покрыто припоем. С «грязным» жалом паять будет затруднительно. Поэтому холодный паяльник с помощью напильника нужно почистить до меди, из которой изготовлено жало.
После этого прибор следует нагреть и последовательно касаться им то канифоли, то припоя. Делать так следует несколько раз, добиваясь равномерного покрытия жала припоем. После этого можно начинать пайкой соединять металлические детали.
Подготовка флюса
Выбор нужного флюса является решением одной из важных задач пайки. Необходим он для того, чтобы спаиваемые поверхности во время нагрева не окислялись. В противном случае спайка получится неустойчивой и рыхлой. Ее можно будет очень легко повредить. Поэтому качество флюса определяет трудность или легкость процесса пайки, и то, как прочно будет соединяться обрабатываемый материал.
Флюсы должны быть подобраны под подготовленный для пайки материал:
- Для соединения проводов и микросхем применяется широко известная канифоль. Внешне это кристаллическое прозрачное вещество красно-коричневого, красного, желтого или оранжевого оттенка похоже на янтарь;
- Для пайки труднодоступных или неудобно расположенных деталей используется канифольно-спиртовый флюс. Для его получения канифоль нужно раздробить до состояния песка и растворить в денатурате или техническом спирте. Наносится он на заготовки кистью, а хранится в плотно закрытой емкости;
- Для оцинкованного железа применяется флюс ЛК-2, который состоит из хлористого аммония, хлористого цинка, этилового спирта и канифоли;
- Для нержавейки используется ортофосфорная кислота;
- Хорошо подготавливают поверхность стойких металлов активные кислые флюсы на основе хлорида цинка;
- Для пайки стали эффективными флюсами считаются паяльные кислоты и водные растворы на основе хлористого цинка.
Следует знать, что для пайки нержавеющих сталей необходимы более активные флюсы, чем для обработки низколегированных и углеродистых материалов. Чугун нужно паять высокотемпературной пайкой, поэтому электрический паяльник с ним не справится.
Припои для пайки
Для электротехнических паек и радиомонтажных работ применяются легкоплавкие оловянно-свинцовые сплавы. Наиболее популярны припои — ПОС-61, ПОС-50, ПОС-40, ПСр-2, ПСр-2,5.
С помощью чистого олова соединять детали очень дорого, так как это ценный материал, поэтому используют его довольно редко.
Самое лучшее качество пайки получается после применения припоев, которые содержат свинец. Однако этот материал является вредным.
Чтобы во время работы не держать в руке горячий припой, его удерживают плоскогубцами или размещают на специальном приспособлении.
Как правильно паять паяльником
Поверхности обрабатываемых деталей перед пайкой очищают наждачной бумагой и обезжиривают бензином или ацетоном. Затем их нужно установить и закрепить в исходном положении. После этого можно разогреть паяльник и приступать к пайке одним из двух основных способов:
- При подаче припоя на детали с паяльника, на приборе сначала нужно расплавить некоторое количество припоя, а затем поднести жало к соединяющим заготовкам и прижать его. В это время флюс должен начать вскипать и испаряться. В это время наконечником прибора следует распределить припой по стыку;
- При подаче припоя на соединяемые детали, сначала с помощью паяльника разогреваются сами заготовки. После того как они достигнут необходимой температуры, нужно будет подать припой в стык между деталью и паяльником или на деталь. Расплавляющийся припой начнет заполнять стык.
Выбор способа соединения зависит от характера выполняемой работы. Первый способ подойдет для пайки мелких деталей, а второй для соединения крупных изделий.
Во время работы с паяльником необходимо соблюдать некоторые требования:
- Хорошо прогревать прибор и соединяемые детали. Если припой размазывается, а не течет, значит нужно увеличить температуру нагрева паяльника;
- Остатки кислотных флюсов следует обязательно смывать после пайки. Иначе через некоторое время соединение может быть разрушено коррозией. В качестве моющего средства можно применить щелочные вещества;
- Нельзя во время процесса пайки вносить много припоя. Шов должен получиться слегка вогнутым. Лишний припой удаляется оплеткой или отсосом. Если жало прибора приобрело металлический блеск, значит припоя достаточно. О том, что припоя много, говорит измененная форма жала.
Качественный спай должен ярко блестеть. Пережженный припой выглядит матовым, однако в некоторых случаях он допустим. Губчатая зернистая структура спая говорит о недостаточной температуре и о явном браке.
Как паять провода
На подготовительном этапе провода следует зачистить, скрутить и залудить:
- Провод опускается в ванночку с канифолью;
- Капля припоя с помощью паяльника распределяется по медным жилам;
- Чтобы покрытие было со всех сторон, в процессе лужения провод необходимо поворачивать и прогревать;
- Залуженный конец провода окунается в разогретый припой, излишки которого удаляются.
Одножильные провода перед спайкой очищаются до блеска. После этого их нужно окунуть в канифоль, соединить, несколько секунд прогреть и нанести припой.

Для обеспечения надежной изоляции на оголенный провод надевается термоусадочная трубка, которая должна быть большего диаметра. Под воздействием высокой температуры она уменьшится и образует изоляцию проводов.
Если из-за наличия эмали или лака проводник не хочет лудиться, то можно применить обычный аспирин. Для этого таблетку нужно положить на дощечку и, прижав к ней проводник, прогреть его несколько секунд. Таблетка должна начать плавиться, а выделяемая кислота разрушать лак.
Препятствовать лужению на старых проводах могут окислы, которыми они бывают покрыты. Справиться с ними поможет та же таблетка аспирина.
Для лужения провода из алюминия необходим «Флюс для пайки алюминия». Он является универсальным, поэтому использовать его можно для соединения металлов с химически стойкой окисной пленкой. При этом во избежание коррозии не нужно забывать после пайки очищать изделия от остатков флюса.
Следует знать, что недопустимо скручивать вместе алюминиевый и медный провода. Фиксировать их можно только через промежуточный элемент, в качестве которого можно применить другой металл, клеммный зажим, разделение шайбами.
Для правильной пайки с помощью паяльника требуется тщательная подготовка деталей и инструментов. Во время самого процесса слой припоя всегда должен быть защищен флюсом. Для различных материалов подбирается соответствующей мощности прибор и необходимой формы жало. При выдерживании оптимального температурного режима и правильном соединении деталей пайка получится надежной и будет долго служить.
Видео
В сюжете — Как паять паяльником, обучение
В сюжете — Вы узнаете о типах и уходе за разными типами паяльников, как залудить жало паяльника и как очистить его от следов припоя, канифоли и оксидов, как заточить жало паяльника и что с ним делать дальше