Pereosnastka.ru
Материалы, применяемые для изготовления фрез, должны обладать следующими свойствами: высокой твердостью, превышающей твердость обрабатываемого материала, высокой износостойкостью и теплостойкостью, высокой механической прочностью. Для изготовле-
ния режущих инструментов и, в частности, фрез применяют углеродистые легированные инструментальные стали, быстрорежущие инструментальные стали, твердые сплавы, минерало-керамику, сверхтвердые материалы, синтетические и естественные алмазы.
Для изготовления режущего инструмента применяют инструментальные углерод-истые стали следующих марок: У7, У8, У9, У10, У11, У12, У13 (буква У указывает на то, что сталь углеродистая, а цифры показывают среднее содержание углерода в десятых долях процента). Инструментальные стали повышенного качества, имеющие минимальное количество вредных примесей, отмечают буквой А: У10А, У8А и т. д. Углеродистая инструментальная сталь обладает низкими режущими свойствами. Режущие инструменты, изготовленные из такой стали, позволяют вести обработку при температуре в зоне резания до 200—250 °С и при скоростях резания в пределах 10— 15 м/мин.
Легированная инструментальная сталь по химическому составу отличается от углеродистой инструментальной стали лишь наличием одного или нескольких легирующих элементов: хрома, вольфрама, молибдена, ванадия. Чаще всего для изготовления прорезных, фасонных и концевых фрез малых диаметров применяют следующие марки стали: ХГ, ХВ5, 9ХС и ХВГ . Легированная инструментальная сталь обладает более высокими режущими свойствами, чем углеродистая инструментальная сталь (температура в зоне резания 300—350 °С, скорость резания 20— 25 м/мин).
Быстрорежущая инструментальная стальв отличие от углеродистой и легированной инструментальной стали обладает большим сопротивлением износу и большой теплостойкостью. Она обладает красностойкостью, т. е. не теряет своих свойств при температуре красного каления (550—600 °С)
В СССР установлены единые условные обозначения (из букв и цифр) химического состава стали. Первые две цифры показывают среднее содержание углерода, буквами обозначают легированные элементы (В — вольфрам, Ф — ванадий, К — кобальт, М — молибден и т. д.), а цифрами справа от буквы — их среднее содержание (в процентах). Буквой Р обозначают быстрорежущую сталь.
В настоящее время наибольшее применение для изготовления всех видов цежущего инстру-. мента при обработке обычных конструкционных материалов применяются следующие марки стали: Р6М5, Р6МЗ и Р12. В последнее время УкрНИИспецсталь разработал новую марку быстрорежущей стали 11АРЗМЗФ2 с пониженным содержанием вольфрама (1,1% углерода, азот, ванадий, молибден).
Для обработки высокопрочных нержавею-щих сталей и сплавов в условиях повышенного j разогрева режущих кромок, а также для обработки сталей и сплавов повышенной твердости и вязкости при работе с ударами применяют I следующие марки стали: Р18КФ2, Р10К5ФЗ, Р9К5, Р6М5К5, Р12Ф2К8МЗ, Р9М4К8 и др. Эти марки часто применяются также для изготовления зуборезного инструмента.
Твердые сплавы допускают работу со скоростями резания, превышающими в 5— 10 раз скорости обработки быстрорежущими I инструментальными сталями, и не теряют режущих свойств при температуре до 80 °С и выше. Металлокерамические твердые сплавы I состоят из карбидов вольфрама, титана или тантала и кобальта, связывающего эти вещества. Различают вольфрамо-кобальтовые металлокерамические сплавы (ВК2, ВКЗ , ВКЗМ , ВК6, ВК6М, ВК5Н, ВК10, ВК10М, ВК15М, ВК8, ВК6-ОМ, ВК8-ОМ, ВКЮ -ОМ, ВК15-ОМ и др.) и титаново-вольфрамо-кобальтовые (Т5К10, Т14К8, Т15К6, Т30К4, Т60К6 и др.). Цифры после букв указывают процентное содержание в сплаве кобальта и титана.
Например, сплав Т14К8 состоит из 14% карбида титана, 8% кобальта и 78% карбида вольфрама.
Выпускают трехкарбидные твердые сплавы, состоящие из кобальта (связки) и карбидов вольфрама, титана, тантала. Эти сплавы характеризуются высокой прочностью. Твердый сплав марки ТТ7К12 допускает работу в 1,5—2 раза большими подачами на зуб, чем сплав Т5К10. Твердые сплавы выпускаются в виде пластинок стандартных форм и размеров.
Вольфрамо-кобальтовые сплавы применяют для обработки хрупких материалов: чугуна, бронзы, закаленной стали, пластмасс, фарфора и т. п. Твердые сплавы титано-вольфрамовой группы предназначены главным образом для обработки сталей. Сплав ТТ20К9 специально предназначен для фрезерования стали (например, для фрезерования глубоких пазов). Он отличается повышенным сопротивлением тепловым и механическим циклическим нагрузкам. Наиболее прочными сплавами при черновой обработке стали являются сплавы марок ТТ7К12 и Т5К12Б.
С уменьшением размеров зерен карбидов вольфрама износостойкость и твердость сплава увеличиваются. Эту закономерность используют при создании сплавов различного назначения с требуемыми свойствами. Первыми мелкозернистыми сплавами были сплавы марок ВКЗМ и ВК6М. В последнее время разработаны твердые сплавы с особо мелкозернистой (ОМ) структурой — ВК6-ОМ, ВКЮ -ОМ и ВК15-ОМ.
Стойкость твердосплавного инструмента повышается при нанесении на его поверхность изностойких слоев (5—15 мкм) карбидов (титана, ниобия), боридов, нитридов и др.
Минерал о керамическ ие спла-в ы приготовляют на основе окиси алюминия А/203 (корунда) путем тонкого размола, прессования и спекания. Выпускают их, как и твердые сплавы, в виде пластинок стандартных форм и размеров. В настоящее время промышленное применение имеют две марки минеральной керамики: ЦМ-332 и ВЗ. Минеральная керамика марки ВЗ обладает большей (в 1,5—2 раза) прочностью по сравнению с керамикой марки ЦМ-332. В состав керамики марки ВЗ помимо окиси алюминия входят сложные карбиды тугоплавких металлов.
Минералокерамические пластинки обладают большей теплостойкостью и износостойкостью, чем некоторые твердые сплавы. Однако они имеют пониженную по сравнению с твердыми сплавами прочность и повышенную хрупкость. Минералокерамика находит применение при чистовом и тонком фрезеровании торцовыми фрезами (головками) с неперетачиваемыми пластинками.
Сверхтвердые материалы ( СТМ ) являются поликристаллическим образованием на основе кубического нитрида бора. В эту группу входят композит 01 (эльбор-Р), композит 05 и композит 10 (гексанит-Р), ПТНБ (поликристалл твердого нитрида бора), «зубр», «бел-бор» и др.
Сверхтвердые материалы значительно превосходят минеральную керамику и твердые сплавы по термоусталостной прочности. Эль-бор-Р, гексанит-Р, ПТНБ и др. применяют для оснащения резцов, фрез, а также при изготовлении абразивного инструмента для заточки металлического (лезвийного) инструмента.
Сверхтвердые материалы для металлического инструмента выпускаются в виде цилиндрических вставок диаметром от 4 до 8 мм и длиной от 4 до 8 мм.
Сверхтвердые материалы на основе нитрида бора химически инертны к черным металлам, а материалы на основе углерода (алмазы) к ним химически активны. Это различие и определяет область их применения: сверхтвердые материалы применяются для обработки сталей, чугу-нов, ряда труднообрабатываемых сплавов; поликристаллические алмазы — для обработки цветных металлов, титановых сплавов, стеклопластиков и др. Для обработки сверхтвердых материалов можно применять только алмазы, которые превосходят их по твердости.
Синтетические алмазы (типа «карбонадо» и «баллас») выпускаются в виде порошков и кристаллов. Из синтетических
алмазных порошков изготовляют алмазно-абразивные инструменты. Круги из синтетических алмазов успешно применяются при заточке и доводке твердосплавных режущих инструментов (в том числе и фрез), а также для шлифования и доводки драгоценных камней, в том числе и самого алмаза. Алмазные резцы и фрезы применяют в основном в качестве чистового (отделочного) инструмента при резании цветных металлов, сплавов и неметаллических материалов.
Обзор и характеристики твёрдых сплавов для производства фрез в Китае
В России и странах бывшего СНГ среди пользователей китайских фрез присутствует полное незнание о типах твёрдых сплавов, выплавляемых в поднебесной. Но китайцы славятся великолепными способностями «химичить», и нахимичили целый ряд нестандарных эконом твёрдых сплавов. В этой статье мы рассмотрим материалы, из которых китайские производители изготавливают фрезы для станков с ЧПУ.
Классификация сплавов китайских фрез
Часто маркируется на копусе фрезы или на наклейке коробочки фрезы в виде цифры с кружочком справа вверху возле цифры — похоже на написание температуры или угла в градусах. Обычно это цифры 35, 40, 45, 50, 55, 60, 65. Это указана максимальная допустимая твёрдость разрезаемого материала в HRC, при котором фреза будет убиваться напрочь. Чем больше эта цифра — тем дольше фреза прослужит, тем дольше будет производить качественную фрезеровку без ворса и визгов.
HRC 35
Худший китайский сплав, годится только для проб и экспериментов. Самый импортируемый отечественными бизнесменами сплав для хорошей прибыли за фрезу с «никакими параметрами». Часто эти фрезы для полного заблуждения и замыливания глаз покупателям покрывают титан-алюминий-нитридом (чёрное покрытие). Но от этого качество фрезы не становится лучше, она также быстро тупится хоть на дереве, хоть на пластиках. Распространён на аукционах, где продают фрезы. Из-за необычайно низкой стоимости сплава, заточка фрезы нерентабельна с применением ЧПУ станка, и затачиваются вручную, что приводит к отклонениям при заточке и сильным погрешностям при заточке конусных фрез и граверов. У этого сплава только один плюс — много всякой ерунды намешано в составе, и фреза не такая хрупкая — для начинающих ЧПУ-шников с трясущимися руками это важно. Попадаются образцы из самопального твёрдого сплава, сделанного без вакуумной установки. Внутри прутков обнаруживаются пузырьки воздуха. Фрезы в этом месте обычно обламываются.
HRC 45
Та же самая дешовка, а не твёрдый сплав. Распространён в Китае на мелких фирмах, производящих фрезы, и применяемых при изготовлении эконом изделий. При шлифовке 3D рельефов твёрдых пород древесины также быстро умирает и потом даёт ворс. Отличается повышенной хрупкостью при боковых нагрузках. Очень распространён на аукционах, где продают фрезы, как привлечение покупателей низкой ценой фрезы. Подделки встречаются редко, часто это именно то, что написано на фрезе.
HRC 50
Чуть лучше, по металлам и сплавам лучше не работать, т.к. цифры обычно завышены производителем от действительности. Если не думать о сроке службы, то можно работать по алюминию и латуни сыпучке, но не нагружая фрезу на излом, т.к. обломится. При шлифовке 3D рельефов твёрдых пород древесины также быстро умирает и потом даёт ворс.
HRC 55
Более-менее приемлемый китайский твёрдый сплав, но он хуже в два раза по сравнению с фирменным немецким, американским или Sandvik H10F сплавом. Производство этого сплава на полную ногу налажено в Тайвани. Основная масса тайваньских фрез именно из этого сплава. Многие отечественные покупатели «путают» этот сплав с фирменным немецким K55, до которого этому сплаву далеко по параметрам. Нечистые на руку китайские производители фрез, по просьбе отечественных импортёров-оптовиков, могут приклеивать наклейку HRC55 (или наносить лазерную гравировку) на фрезы с ниже качеством. Если Вам повезло, и Вы не нарвались на подделку, то можно сказать и так- Вы имеете настоящую китайскую народную фрезу.
HRC 60
Дорогой фирменный сплав, в Китае не производится, а импортируется из Германии или Японии. Часто это немецкий сплав K40UF. В последнее время китайцы заменяют его на сплав UF15, который меет чуть хуже параметры чем немецкий. Фрезы из этого сплава, но произведённые в Китае могут оказаться дороже, чем произведённые в других развитых странах. Существует на аукционах масса подделок, с несоответствующими параметрами.
HRC 65
Дорогой фирменный, один из самых крутых сплавов, в Китае не производится, а импортируется из Германии, Швеции или Японии. Фрезы из этого сплава, но изготовленные в Китае могут оказаться дороже, чем сделанные в других развитых странах. Параметры сплава также идентичны фирменным американским фрезам. Сплав подходит для всех материалов, пластиков, твёрдых пород древесины, металлов, сплавов стали и никеля, а также для фрезеровки мрамора. Сплав отличается лучшим балансом твёрдость/хрупкость/ударопрочность. Это может быть немецкий сплав K55SF, шведский сплав Sandvik H10F (содержание кобальта 10%) или американский класса Premium (как микрогранула, так и сабмикрогранула). При обработке 3D рельефов на твёрдых сортах древесины служит дольше всего до появления ворса. При обработке алюминия, меди и латуни — срок службы довольно внушительный, что реально позволит покупателю сделать вывод о «крутом» сплаве у него в руках. Покупка на аукционе или у мелкого или у неизвестного китайского производителя — это практически 99.9% вероятности подделки. Только крупные китайские фирмы могут самостоятельно импортировать для своего производства эти сплавы. Мелкие производители фрез не могут позволить себе такой роскоши.
HRC 68
Редкий фирменный, специального назначения с низким содержанием кобальта (7-8%), применяется только для обработки сверхтвёрдых металлов, графитов и сплавов, в Китае не производится, а импортируется из Германии, Швеции или Японии. Обычно это сплав PN90 Sandvik или подобный. Покупка с аукциона — 100% вероятность подделки.
Примечание: в Китае изготавливается недорогой твёрдый cплав HRC65. HRC70 (он тёмного серого цвета) применяемый при изготовлении боров, но из него не изготавливаются прямые и конусные фрезы из-за высокой хрупкости сплава на большой длине ножа. Китайские боры, если Вас не обманул продавец или производитель, это действительно классные боры, и к ним нет даже самых малейших нареканий, и Китай может гордиться своими недорогими борами.
По просьбе отечественных импортёров, мелкие неграмотные китайские производители фрез могут для Вас изготовить из этого сплава фрезу, приклеить красивую наклейку с заманчивой надписью о твёрдости, но такая фреза будет трескаться и лопаться от боковой нагрузки.
Материалы, применяемые для изготовления фрез
Материалы, применяемые для изготовления фрез, должны обладать следующими свойствами: высокой твердостью, превышающей твердость обрабатываемого материала, высокой износостойкостью и теплостойкостью, высокой механической прочностью.
Для изготовления режущих инструментов и, в частности, фрез применяют углеродистые легированные инструментальные стали, быстрорежущие инструментальные стали, твердые сплавы, минералокерамику, эльборы, синтетические и естественные алмазы.
Для изготовления режущего инструмента применяют инструментальные углеродистые стали следующих марок: У7, У8, УО, У10, У11, У12, У13 (буква У указывает на то, что сталь углеродистая, а цифры показывают среднее содержание углерода в десятых долях процента). Инструментальные стали повышенного качества, имеющие минимальное количество вредных примесей, отмечают буквой А: У10А, У8А и т. д.
Углеродистая инструментальная сталь обладает низкими режущими свойствами. Режущие инструменты, изготовленные из такой стали, позволяют вести обработку при температуре в зоне резания до 200 — 250°С и при скоростях резания в пределах 10 — 15м/мин.
Легированная инструментальная сталь по химическому составу отличается от углеродистой инструментальной стали лишь наличием одного или нескольких легирующих элементов: хрома, вольфрама, молибдена, ванадия.
Чаще всего для изготовления прорезных, фасонных и концевых фрез малых диаметров применяют следующие марки стали: ХГ, ХВ5, ОХС и ХВГ.
Легированная инструментальная сталь обладает более высокими режущими свойствами, чем углеродистая инструментальная сталь (температура в зоне резания 300 — 350°С, скорости резания 20 — 25 м/мин).
Быстрорежущая инструментальная сталь в отличие от углеродистой и легированной инструментальной стали обладает большим сопротивлением износу и большей теплостойкостью. Она обладает красностойкостью, т. е. не теряет своих свойств при температуре красного каления (550 — 600°С).
Быстрорежущие стали делятся на стали нормальной производительности (Р18, Р12, РО, Р18М, РОМ, Р6М5, Р18Ф2) и стали повышенной производительности (Р18Ф2К5, РОФ2К5, РОФ2К5, РОФ2К10, РОФ5, Р14Ф4, Р6МЗ, Р10Ф5К5 и др ), легированные кобальтом (К), ванадием (Ф) и молибденом (М).
Из быстрорежущих сталей нормальной производительности лучшей является сталь Р18, которая легко обрабатывается шлифованием и малочувствительна к прижогам.
Стали повышенной производительности обладают более высокими красно- стойкостью и режущими свойствами. Быстрорежущая сталь нормальной производительности может работать при скоростях резания до 60 м/мин и выше, а повышенной производительности до 100 м/мин и выше.
Термическая обработка быстрорежущей стали. Закалка применяется для повышения твердости и сопровождается уменьшением вязкости.
Оптимальная температура при закалке быстрорежущей стали Р18 для тонких изделий (5 — 8 мм) — 1260°, для изделий толщиной более 10 — 15 мм — 1280°. Быстрорежущая сталь медленно прогревается, высокий нагрев приводит к обезуглероживанию и образованию трещин, поэтому изделия из быстрорежущей стали медленно нагревают при закалке до температуры 820 — 850°. Окончательный нагрев лучше всего производить в соляных ваннах, так как это позволяет избежать обезуглероживания стали. Выдержка при температуре закалки измеряется долями минуты. Быстрорежущая сталь после закалки обязательно должна быть подвергнута многократному отпуску. Оптимальная температура отпуска для стали Р18 — 580°, а для стали P9 — 560°.
Быстрорежущие стали повышенной производительности требуют тщательного соблюдения режимов термообработки. Отступление от рекомендуемых режимов (особенно при обработке кобальтовых сталей) может привести к понижению твердости и сильному обезуглероживанию).
Твердые сплавы допускают работу со скоростями резания, превышающими в 5 — 10 раз скорости обработки быстрорежущими инструментальными сталями, и не теряют режущих свойств при температуре до 850°С и выше.
Металлокерамические твердые сплавы состоят из карбидов вольфрама, титана или тантала и кобальта, связывающего эти вещества. Различают вольфрамо-кобальтовые металлокерамические сплавы (ВК2, ВКЗ, ВК6, ВК4В, ВК6В, ВК6М, ВК8, ВК10, ВК10М, ВК15М и др.) и титано-вольфрамо-кобальтовые (Т5К10, Т14К8, Т15К6, ТЗОК4, Т60К6 и др.). Цифры после буквы К указывают процентное содержание в сплаве кобальта, после буквы Т — карбидов титана; остальное составляют карбиды вольфрама. Например, сплав Т14К8 состоит из 14% карбида титана, 8% кобальта и 78% карбида вольфрама.
В настоящее время выпускают трех-карбидные твердые сплавы марок Т5К12В, ТТ7К12, ТТ7К5, ТТ10К8Б и др., состоящие из карбидов вольфрама, титана, тантала, кобальта. Эти сплавы характеризуются высокой прочностью. Твердый сплав марки ТТ7К12 допускает работу с 1,5 — 2 раза большими.
подачами на зуб, чем сплав Т5К10. Твердые сплавы выпускаются в виде пластинок стандартных форм и размеров
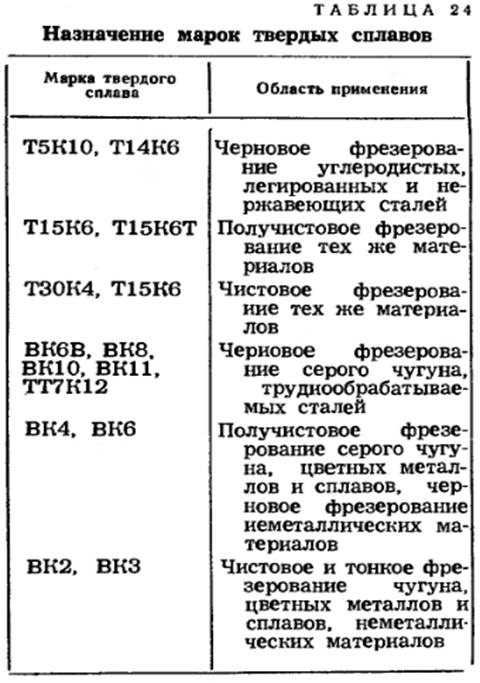
Вольфрамо-кобальтовые сплавы применяют для обработки хрупких материалов: чугуна, бронзы, закаленной стали, пластмасс, фарфора и т. п. Твердые сплавы титано-вольфрамовой группы предназначены главным образом для обработки сталей. При выборке марок твердого сплава можно руководствоваться данными табл. 24.

В настоящее время фрезы все чаще оснащают пластинками твердого сплава. Выпускаются также цельные твердосплавные фрезы.
Минералокерамические сплавы приготовляют на основе окиси алюминия (А120а) = корунда путем тонкого размола, прессования и спекания. Выпускают их, как и твердые сплавы, в виде пластинок стандартных форм и размеров.
Минералокерамические пластинки марок ЦМ-332 (микролит), ЦВ-13 и ЦВ-18 (термокорунд) обладают большей теплостойкостью и износостойкостью, чем некоторые твердые сплавы. Однако они имеют пониженную по сравнению с твердыми сплавами прочность и повышенную хрупкость. Минеральная керамика находит применение при чистовом и тонком фрезеровании торцовыми фрезами (головками).