Основные части сверла

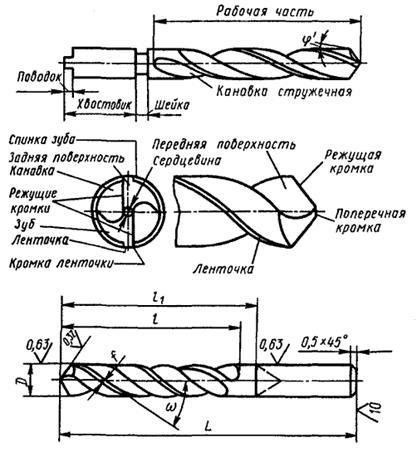
Основные части сверла.Режущая часть (рис.1). Калибрующая (направляющая, транспортирующая) часть. Эти две части образуют рабочую часть сверла. Соединительная часть (шейка). Хвостовая часть.
Рабочая частьсовместно с режущей и калибрующей частями образует две винтовые канавки и два зуба (пера), обеспечивающих процесс резания.
Калибрующая частьсверла, предназначенная для удаления стружки из зоны резания. Калибрующая часть по всей своей длине имеет ленточку и совместно с ней служит для направления сверла в отверстии.
Шейкау сверл служит для выхода шлифовального круга, а также для маркировки сверл.
Хвостовая частьбывает цилиндрической или конической с конусом Морзе. На конце хвостовой части имеется поводок или лапка.
Конструктивные элементы сверла
Сверло имеет сложную конструкцию и характеризуется диаметром и длиной сверла, шириной и высотой ленточки, диаметром спинки, центральным углом канавки, шириной зуба (пера) и диаметром (толщиной) сердцевины.
Диаметр сверла (d).Выбор диаметра сверла зависит от технологического процесса получения данного отверстия.
Ленточка сверла.Обеспечивает направление сверла в процессе резания, уменьшает трение об поверхность отверстия и уменьшает теплообразование.
Ш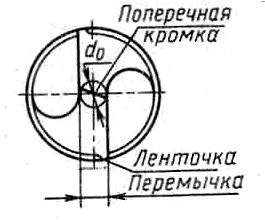 ирина ленточки бывает от0,2–2мм в зависимости от диаметра сверла. Ширину ленточки выбирают:
ирина ленточки бывает от0,2–2мм в зависимости от диаметра сверла. Ширину ленточки выбирают:
при обработке легких сплавов равной
при обработке других материалов
f=(0,1…0,5)d 1/3 .
Высота ленточки обычно составляет 0,025dмм.
Для уменьшения трения при работе на ленточках делают утонение по направлению к хвостовику, т.е. обратную конусность по диаметру на каждые 100 мм длины. Для быстрорежущих сверл обратная конусность по диаметру составляет 0,03-0,12 мм. Для твердосплавных сверл – 0,1-0,12 мм.
С ердцевина сверлавлияет на прочность и жесткость, характеризуется диаметром сердцевины –dо. Величина диаметра сердцевины выбирается в зависимости от диаметра сверла. Для повышения жесткости и прочности сверла его сердцевина утолщается к хвостовику на 1,4-1,8 мм на каждые 100 мм длины.
ердцевина сверлавлияет на прочность и жесткость, характеризуется диаметром сердцевины –dо. Величина диаметра сердцевины выбирается в зависимости от диаметра сверла. Для повышения жесткости и прочности сверла его сердцевина утолщается к хвостовику на 1,4-1,8 мм на каждые 100 мм длины.
Перемычка сверла оказывает влияние на процесс резания.
Режущие элементы сверла. Рабочая часть сверла (см. рис.) имеет шесть лезвий (режущих кромок). Двеглавные режущие кромки(1-2, 1’-2’). Двевспомогательных кромки(1-3, 1’-3’) расположенных на калибрующей части и служащие для направления сверла в процессе работы. Двепоперечные кромки(0-2, 0-2’) образующие перемычку. Все эти лезвия расположены на двух зубьях и имеют непрерывную пространственную режущую кромку, состоящую из пяти разнонаправленных отрезков (3-1, 1-2, 2-2’, 2’-1’, 1’-3’).
Геометрические параметры сверла
Угол при вершине сверла — 2.Для быстрорежущих сверл 118-120 о , для твердосплавных 130-140 о . Угол влияет на производительность и стойкость сверла, на силы резания, длину режущей кромки и элементы сечения стружки.
Угол наклона поперечного лезвия(перемычки)-(=50-55 о ).
Угол наклона винтовых канавок сверла оказывает влияние на прочность, жесткость сверла и стружкоотвод.
Рекомендуется для хрупких материалов =10-16 о , для обработки материалов средней прочности и вязкости —=25-35 о , для обработки вязких материалов —=35-45 о .
Угол наклона винтовой канавки в данном сечении х определяется по формуле
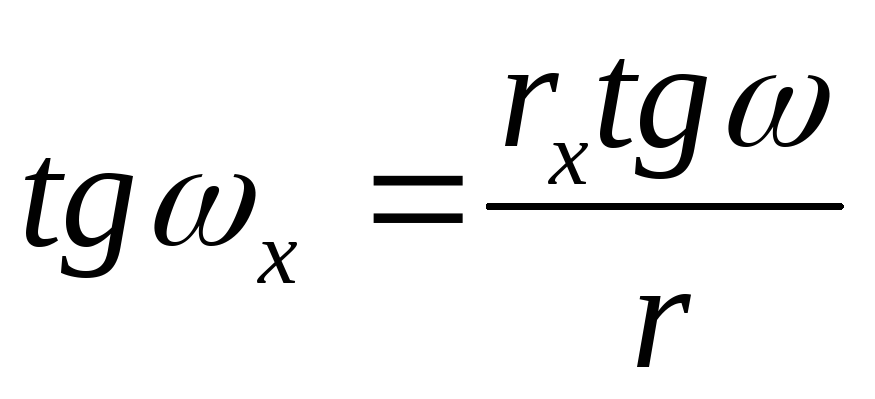
где r– радиус сверла;
rх– радиус сверла в рассматриваемой точке.
Шаг винтовых канавок р.
где D– диаметр сверла.
Диаметр сердцевины сверла – do или К принимают равнымК=(0,125…0,145)D.
Для упрочнения инструмента диаметр Кувеличивается к хвостовику сверла на 1,4 – 1,8 мм на 100 мм длины.
Диаметр спинки зуба сверлаqвыбирают по зависимостиq= (0,99…0,98)D.
П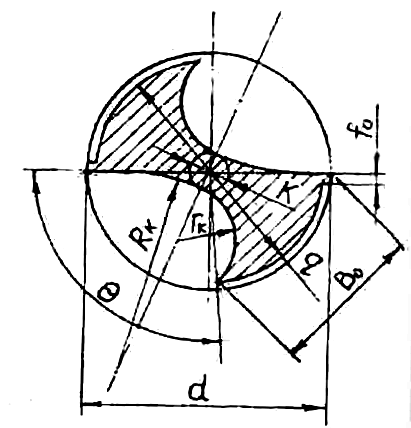 рофиль стружечных канавок.
рофиль стружечных канавок.
Угол стружечной канавкиθпри обработке легких сплавов равен 116 о , других материалов 90…93 о .
Радиусы дуг, образующих профиль винтовой канавки сверла принимаются равнымиRк=(0,75…0,9)D, rк=(0,22…0,28)D, а центры дуг лежат на прямой, проходящей через центр поперечного сечения сверла.
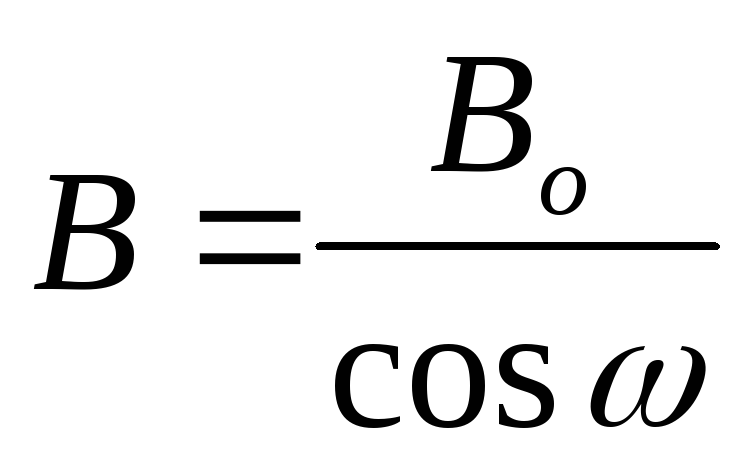
Ширина пера.Различают ширину пера в нормальном к оси сечениюВои в сечении, нормальном направлению стружечной канавкиВ, которую указывают на чертеже инструмента. Ширину пераВоопределяют в нормальном к оси сверла сечении по формуле:
Передний угол главных режущих кромок .Угол является величиной переменной, наибольшее его значении на периферии сверла, а наименьшее – в центре. Угол может быть определен в нормальномN—N(N)сечении. Максимальное значение находится по формуле
Передние углы на поперечной режущей кромкеимеют большие отрицательные значения (могут достигать -60 о ). Меняются по длине кромки. Наибольшее значение в центре сверла.
Это приводит к следующему: режущая кромка не режет, а вдавливается в металл. На это тратится 65% осевой силы резания и 15% крутящего момента. Для уменьшения осевой силы уменьшают угол при вершине сверла, при этом крутящий момент возрастает и улучшаются его режущие свойства.
Задний угол главных режущих кромок —образуется на режущей части сверла на главных и поперечных режущих кромках. Является переменным и измеряется в нормальном и цилиндрическом сечениях.
Минимальное значение принимает на периферии сверла, максимальное – в центре. Эпюра углов показана на рисунке. Для сверл из быстрорежущих сталей принимается =8-15 о . Для твердосплавных=4-6 о .
Изменение передних и задних углов в процессе резания. В процессе резания передние и задние углы меняются и отличаются от углов заточки. Их называют кинематическими или действительными углами резания. Наибольшее значение при сверлении имеет кинематический задний угол.
Кинематический задний угол кизменяется вдоль главной режущей кромки сверла. Зависит от подачи и радиуса рассматриваемой точки режущего лезвия. Для обеспечения достаточного значения заднего угла в процессе резания его делают переменным вдоль режущей кромки. На периферии 8-14 о , а у сердцевины 20-25 о в зависимости от диаметра сверла.
Ф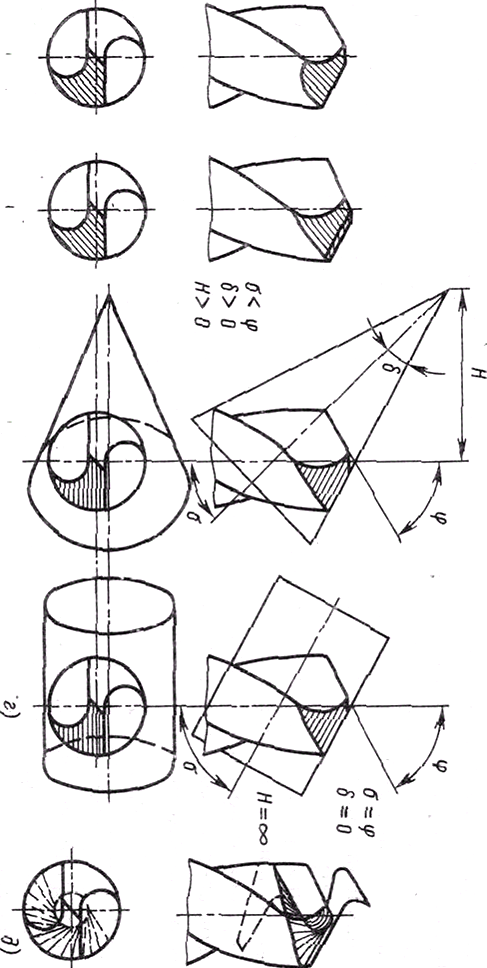 ормы задней поверхности сверл.Различают одноплоскостные и двухплоскостные формы задней поверхности.
ормы задней поверхности сверл.Различают одноплоскостные и двухплоскостные формы задней поверхности.
Оформление задней поверхности по плоскости. Это наиболее простой одноплоскостной способ заточки сверл, при нем необходимо иметь задние углы не менее 20 — 25°. При этом способе заточки значения заднего углаи угла наклона поперечной кромки зависят от угла при вершине сверла2 и заднего угла на периферии.
Недостатком таких сверл является прямолинейная поперечная кромка, которая при работе без кондуктора не обеспечивает правильного центрирования сверла.
К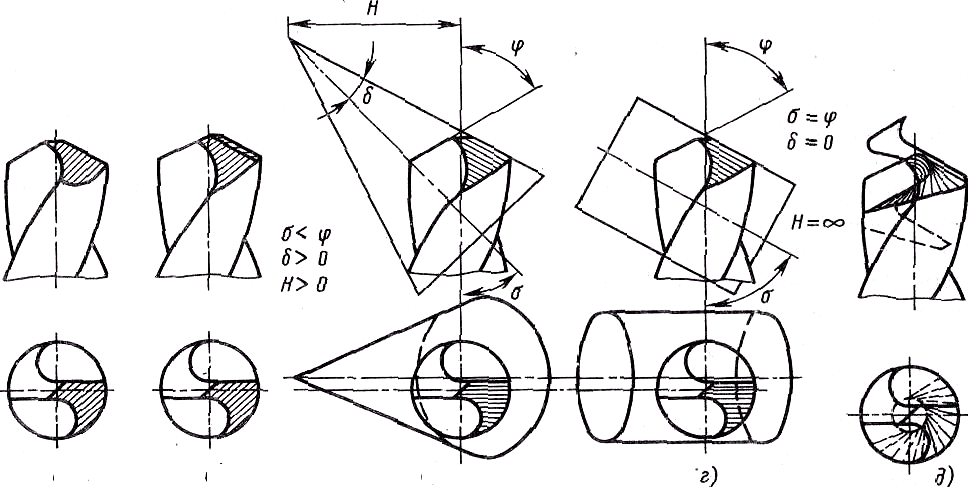 двухплоскостной форме задней поверхности сверл относится коническая, цилиндрическая и винтовая форма задней поверхности.
двухплоскостной форме задней поверхности сверл относится коническая, цилиндрическая и винтовая форма задней поверхности.
Такая форма задней поверхности позволяет получить независимые значения заднего угла на периферии , угла при вершине2 и угла наклона поперечной кромки.
Коническая форма задней поверхности сверлаявляется участком конической поверхности.
Для образования задних углов вершина конуса смещается относительно оси сверла на величину Н, равную или больше радиуса перемычки, и ось конуса наклонена к продольной оси сверла под углом.
Цилиндрическая форма задней поверхности сверла является участком цилиндрической поверхности. Этот метод применяют редко.
Винтовая форма задней поверхности сверлаявляется развертывающейся винтовой поверхностью. Она позволяет получить рациональное распределение значений задних углови более выпуклую поперечную кромку сверла, что улучшает самоцентрирование сверла при работе.
У таких сверл увеличиваются значения задних углов на поперечной режущей кромке, что приводит к уменьшению осевых нагрузок. Большим преимуществом винтовой заточки является возможность автоматизации процесса заточки.
Сверла, их конструкция и назначение
По конструкции и назначению сверла подразделяются на ряд видов: спиральные и специальные (перовые или плоские, для кольцевого сверления, ружейные, комбинированные с другими инструментами, центровочные И Др.).
Для сверления отверстий чаще применяют спиральные сверла и реже специальные.
Сверла перовые представляют собой простой режущий инструмент (рис. 94, а). Они применяются главным образом в трещотках и ручных дрелях для сверления неответственных отверстий диаметром до 25 мм.
Сверла спиральные с цилиндрическим и коническим хвостовиками (рис. 94, б, в) используются как для ручного сверления, так и при работе на станках (сверлильных, револьверных и др.).
Сверла для глубокого сверления используются на специальных станках для получения точных отверстий малого диаметра. Под глубоким сверлением обычно понимают сверление отверстий, длина которых превышает их диаметр в 5 и более раз.
Центровые сверла (рис. 94, г) служат для получения центровых углублений на обрабатываемых деталях.
Сверла комбинированные позволяют производить одновременную обработку одноосных отверстий (рис. 94, д), а также для одновременного сверления и зен — кования или развертывания отверстий (рис. 94, ё).
Для изготовления сверл, как правило, применяют следующие инструментальные материалы: углеродистую инструментальную сталь марок У10А и У12А, легированные стали: хромистую марки 9Х и хромокремнистую 9ХС; быстрорежущую сталь марок Р9 и
Рис. 94. Различные конструкции сверл
Задняя поверхность ^ Ленточка
Главные режущие кромки
Спинка зуба ‘Передняя поверхность ‘ Поперечная кромка
Рис. 95. Элементы спирального сверла
Р18, а также металлокерамические твердые сплавы марок ВК6, ВК8 и Т15К6.
Сверла из быстрорежущих сталей делают сварными: рабочую часть — из быстрорежущей стали, а остальную часть — из менее дорогой конструкционной стали. Наиболее распространенными являются спиральные сверла из быстрорежущих сталей.
Элементы и геометрические параметры спирального сверла. Спиральное сверло имеет рабочую часть, шейку, хвостовик для крепления сверла в шпинделе станка и лапку, служащую упором при выбивании сверла из гнезда шпинделя (рис. 95, а). Рабочая часть, в свою очередь, разделяется на режущую и направляющую.
Основной для процесса резания является режущая часть, на которой расположены все режущие элементы сверла. Она состоит из двух зубьев (перьев), образованных двумя канавками для отвода стружки (рис. 95, б); перемычки (сердцевины) — средней части сверла, соединяющей оба зуба (пера); двух передних поверхностей, по которым сбегает
стружка, и двух задних поверхностей; двух ленточек, служащих для направления сверла и уменьшения его трения а стенки отверстия; двух главных режущих кромок, образованных пересечением передних и задних поверхностей и выполняющих основную работу резания; поперечной кромки (перемычки), образованной пересечением обеих задних поверхностей. На наружной поверхности сверла между краем ленточки и канавкой расположена идущая по винтовой линии несколько углубленная часть, называемая спинкой зуба.
Уменьшение трения сверла о стенки просверливаемого отверстия достигается также тем, что рабочая часть сверла имеет обратный конус, т. е. диаметр сверла у режущей части больше, чем на другом конце, у хвостовика. Разность в величине этих диаметров составляет 0,03—0,12 мм на каждые 100 мм длины сверла.
У сверл, оснащенных пластинками твердых сплавов, обратная конусность принимается от 0,1 до 0,3 мм на каждые 100 мм длины.
К геометрическим параметрам режущей части сверла (рис. 96) относятся: угол при вершине сверла, угол наклона винтовой канавки, передний и задний углы, угол наклона поперечной кромки (перемычки).
Угол при вершине сверла 2ф расположен между главными режущими кромками. Он оказывает большое влияние на работу сверла. Величина этого угла выбирается в зависимости от твердости обрабатываемого материала и колеблется в пределах от 80 до 140°; для сталей, чугунов и твердых бронз 2ср = 116— 118°, для латуней и мягких бронз 2(р = 130°; для легких сплавов дуралюмина, силумин, электрона и баббита 2ф = 140°; для красной меди 2ср = 125°; для эбонита и целлулоида 2<р = 80—90°.
Рис. 96. Геометрические параметры спирального сверла
В целях повышения стойкости сверл диаметром от 12 мм и выше применяют двойную заточку сверл; при этом главные режущие кромки имеют форму не прямой, Как при обычной заточке (рис. 96, а), а ломаной линии (рис. 96, б). Основной угол 2ф = 116—118° (для сталей и чугунов), а второй угол 2ф = 70—75°
Угол наклона винтовой канавки обозначается греческой буквой со (омега) (рис. 96, а). С увеличением этого угла процесс резания облегчается, улучшается выход стружки. Однако сверло (особенно малого диаметра) с увеличением угла наклона винтовой канавки ослабляется. Поэтому у сверл малого диаметра этот угол делается меньшим, чем у сверл большого диаметра.
Угол наклона винтовой канавки должен выбираться в зависимости от свойств обрабатываемого металла. Для обработки, например, красной меди и алюминия этот угол нужно делать равным 35—40° а для обработки стали со = 25° и меньше.
Если рассечь спиральное сверло плоскостью, перпендикулярной главной режущей кромке, то мы увидим передний угол у (см. рис. 96, в, сечение Б—Б).
Передний угол у (гамма) в разных точках режущей кромки имеет разную величину: он больше у периферии сверла и заметно меньше у его оси. Так, если у наружного диаметра передний угол у = 25— 30°, то у перемычки он близок к 0° Непостоянство величины переднего угла относится к недостаткам спирального сверла и является одной из причин неравномерного и быстрого его износа.
Задний угол сверла а (альфа) предусмотрен для уменьшения трения задней поверхности о поверхность резания. Этот угол рассматривается в плоскости А— А, параллельной оси сверла (рис. 96, в). Величина заднего угла также изменяется по направлению от периферии к центру сверла: у периферии он равен 8— 12°, а у оси а = 20—26°
Угол наклона поперечной кромки у (пси) для сверл диаметром от 1 до 12 мм колеблется от 47 до 50° (рис. 96, в), а для сверл диаметром свыше 12 мм V = 55°
Рис. 97. Геометрические параметры спирального сверла
Сверла, оснащенные пластинками твердых сплавов, по сравнению со сверлами, изготовленными из сталей, имеют меньшую длину рабочей части, больший диаметр сердцевины и меньший угол наклона винтовой канавки. Эти сверла обладают высокой стойко
стью и обеспечивают более высокую производительность. Особенно эффективно применение сверл с пластинками твердых сплавов при сверлении и рассверливании чугуна, твердой стали, пластмасс, стекла, мрамора и других твердых материалов.
Сверла, оснащенные пластинками твердых сплавов, выпускаются четырех типов: спиральные с цилиндрическим хвостовиком (рис. 97, а); спиральные с коническим хвостовиком (рис. 97, б), с прямыми канавками и коническим хвостовиком (рис. 97, в) и с косыми канавками и цилиндрическим хвостовиком (рис. 97, г).
В процессе сверления под влиянием силы резания режущие поверхности сверла сжимают прилегающие к ним частицы металла. Когда давление, создаваемое сверлом, превышает силы сцепления частиц металла, происходит отделение и образование элементов стружки.
При сверлении вязких металлов (сталь, медь, алюминий и др.) отдельные элементы стружки, плотно сцепляясь между собой, образуют непрерывную стружку, завивающуюся в спираль. Такая стружка называется сливной. Если обрабатываемый металл хрупок, как, например, чугун или бронза, то отдельные элементы стружки надламываются и отделяются друг от друга. Такая стружка, состоящая из отдельных разобщенных между собой элементов (чешуек) неправильной формы, носит название стружки надлома.
В процессе сверления различаются следующие элементы резания: скорость резания, глубина резания, подача, толщина и ширина стружки (рис. 98).
Рис. 98. Элементы резания: а — при сверлении; б — при рассверливании
Главное рабочее движение сверла (вращательное) характеризуется скоростью резания.
Скорость резания — это путь, проходимый в направлении главного движения наиболее удаленной от оси инструмента точкой режущей кромки в единицу времени. Принято скорость резания обозначать латинской буквой V и измерять в метрах в минуту. Если известны число оборотов сверла и его диаметр, нетрудно определить скорость резания. Она подсчитывается по общеизвестной формуле
Где О — диаметр инструмента (сверла) в мм; п — число оборотов сверла в минуту; я — постоянное число, примерно равное 3,14. Если известны диаметр сверла и скорость резания, то число оборотов п можно вычислить по формуле
Подачей при сверлении называется перемещение сверла вдоль оси за один его оборот. Она обозначается через 50 и измеряется в ии/об. Сверло имеет две главные режущие кромки. Следовательно, величина подачи на одну режущую кромку вычисляется по формуле
Правильный выбор подачи имеет большое значение для увеличения стойкости инструмента. Величина подачи при сверлении и рассверливании зависит от заданной чистоты и точности обработки, твердости обрабатываемого материала и прочности сверла.
Глубиной резания / при сверлении отверстий является расстояние от стенки отверстия до оси сверла (т. е. радиус сверла). Определяется глубина резания путем деления диаметра просверливаемого отверстия пополам.
При рассверливании (рис. 98, б) глубина резания / определяется как половина разности между диаметром — О сверла и диаметром с1 ранее обработанного отверстия.
Толщина среза (стружки) а измеряется в направлении, перпендикулярном режущей кромке сверла. Ширина среза в измеряется вдоль режущей кромки и равна ее длине (рис. 98, а).
Площадь поперечного сечения стружки /, срезаемая обеими режущими кромками сверла, определяется по формуле:
Где 5о — подача в мм/об; t — глубина резания в мм.
Таким образом, площадь поперечного сечения стружки становится больше с увеличением диаметра сверла, а для данного сверла — с увеличением подачи.
Обрабатываемый материал оказывает сопротивление резанию и удалению стружки. Для осуществления процесса резания к инструменту должны быть приложены сила подачи Р0, превосходящая силы сопротивления материала осевому перемещению сверла, и крутящий момент Мкр, необходимый для преодоления момента сопротивления М и для обеспечения главного вращательного движения шпинделя и сверла.
Сила подачи Ро при сверлении и крутящий момент зависят от диаметра сверла Д величины подачи и свойств обрабатываемого материала: например, при увеличении диаметра сверла и подачи они также увеличиваются.
Мощность, необходимая для резания при сверлении и рассверливании, складывается из мощности, потребляемой на вращение инструмента, и мощности, потребляемой на подачу инструмента. Однако мощность, необходимая для подачи сверла, чрезвычайно мала по сравнению о мощностью, расходуемой на вращение сверла в процессе резания, и для практических целей ее можно не учитывать.
Стойкостью сверла называется время его непрерывной (машинной) работы до затупления, т. е. между двумя переточками. Стойкость сверла обычно измеряется в минутах. На стойкость сверла влияют свойства обрабатываемого материала, материал сверла, углы заточки и форма режущих кромок, скорость резания, сечение стружки и охлаждение.
Увеличение твердости обрабатываемого материала понижает стойкость сверла. Объясняется это тем, что твердый материал оказывает большее сопротивление сверлению; при этом возрастают сила трения и количество выделяемого тепла.
На стойкость сверла оказывают влияние также и его размеры: чем массивнее сверло, тем лучше отводит оно тепло от режущих кромок и, следовательно, тем больше его стойкость. Стойкость сверла значительно возрастает при его охлаждении.
В процессе резания при сверлении выделяется большое количество тепла вследствие деформации металла, трения выходящей по канавкам сверла стружки, трения задней поверхности сверла об обрабатываемую поверхность и т. п. Основная часть тепла уносится стружкой, а остальная распределяется между деталью и инструментом. Для предохранения от затупления и преждевременного износа при нагреве сверла в процессе резания применяют смазывающе-охлаждающую жидкость, которая отводит тепло от стружки, детали и инструмента.
Смазочно-охлаждающая жидкость, смазывая трущиеся поверхности инструмента и детали, значительно уменьшает трение и облегчает тем самым процесс резания. При работе сверлами из инструментальных сталей смазывающе-охлаждающие жидкости применяются в процессе сверления сталей, стального литья, цветных металлов и сплавов, а также частично чутунов. Обычно подача жидкости производится на переднюю поверхность режущего инструмента, в зону стружкообразования, в обильном количестве.
К охлаждающим жидкостям, которыми пользуются при сверлении металлов, относятся мыльная и содовая вода, масляные эмульсии и др.
Выбор режимов резания при сверлении заключается в определении такой подачи и скорости резания, при которых процесс сверления детали оказывается наиболее производительным и экономичным.
Классификация и геометрия инструмента для сверления
Сверло́– режущий инструмент, с вращательным движением резания и осевым движением подачи, предназначенный для выполнения отверстий в сплошном слое материала. Свёрла могут также применяться для рассверливания, то есть увеличения уже имеющихся, предварительно просверленных отверстий, и засверливания то есть получения несквозных углублений.
Сверла по металлу относятся к группе осевых инструментов и предназначены для обработки отверстий. Существует несколько типов конструкций сверл: спиральные, перовые, кольцевые– в зависимости от конструкции рабочей части. Сверла с цилиндрическим хвостовиком относятся к типу спиральных сверл. Их основные конструктивные элементы можно увидеть на рисунке:
Рисунок Сверло
Спиральное сверло имеет рабочую часть и хвостовик, который служит для закрепления сверла в рабочем приспособлении станка и выполняется цилиндрическим или коническим.
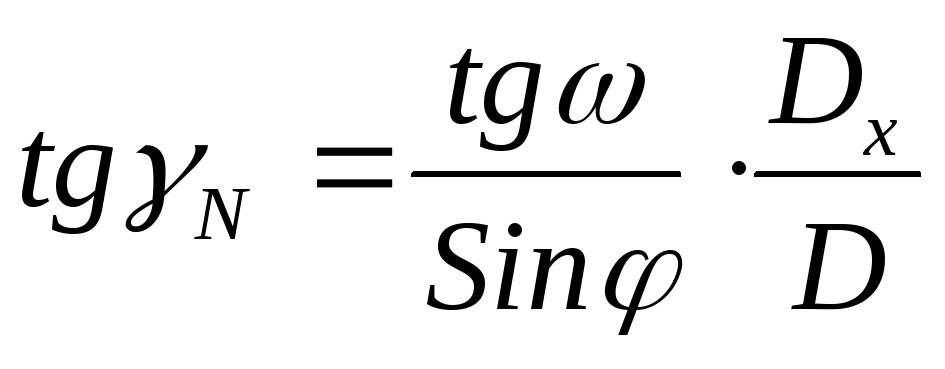
Конический хвостовик снабжен лапкой (поводком), предохраняющей его при выбивании сверла из шпинделя станка. Рабочая часть сверла выполняется из инструментальной стали или с напаянными пластинками твердого сплава. Она осуществляет процесс резания, формирует поверхность обрабатываемого отверстия, отводит стружку из зоны резания и направляет сверло при обработке. Рабочая часть состоит из режущей кромки и направляющей части. Направляющая часть имеет две винтовые канавки, необходимые для отвода стружки из зоны резания, и две ленточки, необходимые для направления сверла. Режущая часть имеет две главные режущие кромки, образованные передними и главными задними поверхностями. Главные режущие кромки соединяются под углом 2φ поперечной кромкой. От значения угла 2φ зависят толщина и ширина срезаемого слоя, соотношение между радиальной и осевой составляющих силы резания и температура в зоне резания. С увеличением угла 2φ возрастает осевая Рх и уменьшается радиальная Ру составляющие силы резания. Ширина срезаемого слоя при этом уменьшается, температура в зоне резания повышается.
Геометрия режущей кромки характеризуется передним (γ) и задним углами (α) резания. Передний угол γ измеряют в главной секущей плоскости, проходящей перпендикулярно главной режущей кромке. Задний угол α измеряют в плоскости, проходящей через точку главной режущей кромки параллельно оси сверла. Значения этих углов изменяются от центра сверла к его периферии.
Ленточка служит для центрирования сверла по обработанной поверхности отверстия и обеспечивает возможность многократной переточки сверла. Ширина ленточек промышленных сверл 0,2…3мм. По ленточке сверло имеет обратную конусность 0,03… 0,12 мм на 100 мм длины.
Наиболее напряженными участками сверла являются точки перехода главной режущей кромки в ленточку. В этих точках скорость резания и температура максимальны. Для улучшения теплоотвода, и соответственно, повышения стойкости сверла, применяют двухконусную заточку сверл диаметром более 10мм. На периферии сверла формируют переходные режущие кромки под углом 2φ, равным 70…75°.
Сверла спиральные с цилиндрическим хвостовиком разделяются на следующие серии:
· Короткая – ГОСТ 4010-77; диаметром D = 0,3 — 20 мм, общей длиной L = 20 — 131мм
· Средняя – ГОСТ 10902-77; диаметром D = 0,3 — 20 мм, общей длиной L = 19 — 205мм
· Длинная – ГОСТ 886-77; диаметром D = 1 — 20 мм, общей длиной L = 56 — 254мм
Свёрла в зависимости от свойств обрабатываемого материала изготавливаются нужных типоразмеров из следующих материалов:
· Углеродистые стали (У8, У9, У10, У12 и др.): Сверление и рассверливание дерева, пластмасс, мягких металлов.
· Низколегированные стали (Х, В1, 9ХС, 9ХВГ и др.): Сверление и рассверли-вание дерева, пластмасс, мягких металлов. Повышенная по сравнению с углеро-дистыми теплостойкость (до 250°C) и скорость резания.
· Быстрорежущие стали (Р9, Р18, Р6М5, Р9К5 и др.): Сверление всех конструкци-онных материалов в незакалённом состоянии. Теплостойкость до 650 О C.
· Свёрла, оснащенные твёрдым сплавом, (ВК3, ВК8, Т5К10, Т15К6 и др.): Сверление на повышенных скоростях незакалённых сталей и цветных металлов. Теплостойкость до 950°C. Могут быть цельными, с напайными пластинами, либо со сменными пластинами (крепятся винтами)
· Свёрла, оснащённые боразоном: Сверление закалённых сталей и белого чугуна, стекла, керамики, цветных металлов.
· Свёрла, оснащённые алмазом: Сверление твёрдых материалов, стекла, керамики, камней.
Некоторые виды сверл представлены на рисунке:
 Сверла:
Сверла:
 A –по металлу; B –по дереву; C –по бетону;
A –по металлу; B –по дереву; C –по бетону;
D –перовое сверло по дереву;
E –универсальное сверло по металлу или бетону;
F –по листовому металлу;
G –универсальное сверло по металлу, дереву или пластику;
Н –центровочное
Хвостовики: 1, 2 –цилиндрический;
3 –SDS-plus;
4 –шестигранник;
5 –четырёхгранник;
6 –трёхгранник;
7 – для шуруповёртов.
Геометрия спирального сверла
Сверление является одним из самых распространённых методов получения отверстия. Режущим инструментом служит сверло, с помощью которого получают отверстие в сплошном материале или увеличивают диаметр ранее просверленного отверстия (рассверливание). Движение резания при сверлении — вращательное, движение подачи — поступательное. Режущая часть сверла изготовляется из инструментальных сталей (Р18, P12, P6M5 и др.) и из твердых сплавов. По конструкции различают свёрла: спиральные, с прямыми канавками, перовые, для глубоких отверстий, для кольцевого сверления, центровочные и специальные комбинированные. К конструктивным элементам относятся: диаметр сверла D, угол режущей части (угол при вершине), угол наклона винтовой канавки w, геометрические параметры режущей части сверла, т.е. соответственно передний g и задний a углы и угол резания d, толщина сердцевины d (или диаметр сердцевины), толщина пера (зуба) b, ширина ленточки f, обратная конусность j1, форма режущей кромки и профиль канавки сверла, длина рабочей части lo, общая длина сверла L.

Части и элементы спирального сверла
Диаметр сверла следует всегда брать немного меньше, чем диаметр просверливаемого отверстия, так как диаметр отверстия при сверлении увеличивается.
Как и резец, сверло имеет передний и задний углы. Передний угол — угол между касательной к передней поверхности в рассматриваемой точке режущей кромки и нормалью в той же точке к поверхности вращения режущей кромки вокруг оси сверла. Передний угол рассматривается в плоскости, перпендикулярной к режущей кромке.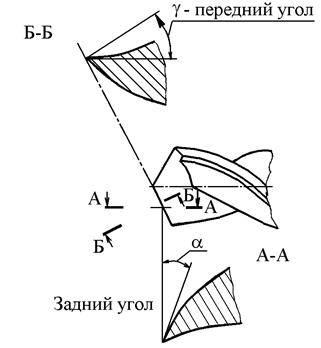
Рис.Передний и задний углы сверла
Наибольшее значение угол g имеет на периферии сверла, где в плоскости, параллельной оси сверла, он равен углу наклона винтовой канавки w. Наименьшее значение угол g имеет у вершины сверла. На поперечной кромке угол g имеет отрицательное значение, что создаёт угол резания больше 90°, а, следовательно, и тяжелые условия работы. Такое резкое изменение переднего угла вдоль всей длины режущей кромки является большим недостатком сверла, так как это вызывает более сложные условия образования стружки. На периферии сверла, где небольшая скорость резания и наибольшее тепловыделение, необходимо было бы иметь и наибольшее тело зуба сверла. Большой же передний угол уменьшает угол заострения, что приводит к более быстрому нагреву этой части сверла, а, следовательно, и к наибольшему износу.
Задний угол a — угол между касательной к задней поверхности в рассматриваемой точке режущей кромки и касательной в той же точке к окружности ее вращения вокруг оси сверла. Этот угол принято рассматривать в плоскости, касательной к цилиндрической поверхности, на которой лежит рассматриваемая точка режущей кромки.
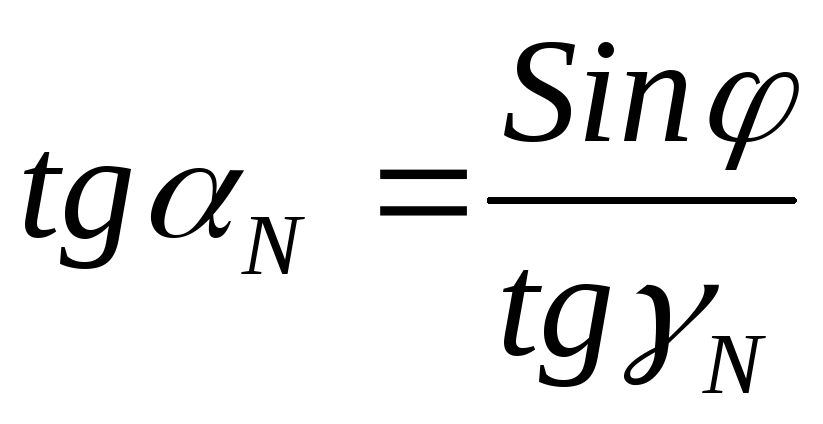
Для точки, находящейся на периферии сверла, задний угол в нормальной плоскости Б-Б может быть определён по формуле
Действительное значение заднего угла во время работы иное по сравнению с тем углом, который мы получили при заточке и измерили в статическом состоянии. Это объясняется тем, что сверло во время работы не только вращается, но и перемещается вдоль оси. Траекторией движения точки будет не окружность (как это принимают при измерении угла), а некоторая винтовая линия, шаг которой равен подаче свёрла в миллиметрах за один его оборот. Таким образом, поверхность резания, образуемая всей режущей кромкой, представляет собой винтовую поверхность, касательная к которой и будет действительной плоскостью резания.
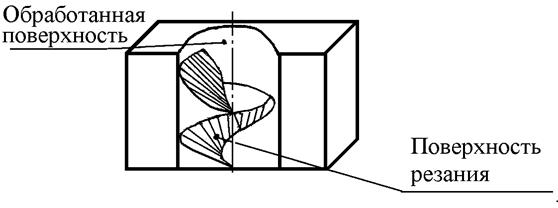
Рис. Поверхности заготовки при сверлении
Действительный задний угол в процессе резания a’ заключен между этой плоскостью и плоскостью, касательной к задней поверхности сверла.
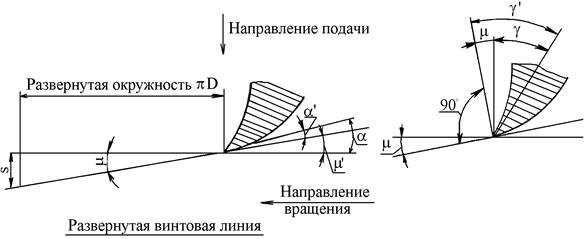
Рис. Углы режущих кромок сверла в процессе резания
Он меньше угла, измеренного в статическом состоянии, на некоторую величину m:
tgm =s/pD (5.17)
Чем меньше диаметр окружности, на которой находится рассматриваемая точка режущей кромки, и чем больше подача s тем больше угол m и меньше действительный задний угол a’.
Действительный же передний угол в процессе резания g’ соответственно будет больше угла g измеренного после заточки в статическом состоянии:
Чтобы обеспечить достаточную величину заднего угла в процессе резания в точках режущей кромки, близко расположенных к оси сверла, а также для получения более или менее одинакового угла заострения зуба вдоль всей длины режущей кромки, задний угол заточки делается: на периферии 8 -14°, у сердцевины 20 — 27°, задний угол на ленточках сверла 0°.
Кроме переднего и заднего углов, сверло характеризуется углом наклона винтовой канавки w, углом наклона поперечной кромки y, углом при вершине 2j, углом обратной конусности j1. Угол w = 18-30°, y=55°, j1 = 2-3°, у свёрл из инструментальных сталей 2j = 60-140°.
Спиральное сверло имеет ряд особенностей, отрицательно влияющих на протекание процесса стружкообразования при сверлении:
а) уменьшение переднего утла, в различных точках режущих кромок по мере приближения рассматриваемой точки к оси сверла,
б) неблагоприятные условия резания у поперечной кромки (так как
угол резания здесь больше 90°),
в) отсутствие заднего угла у ленточек сверла, что создает большое
трение об обработанную поверхность.
Для облегчения процесса стружкообразования и повышения режущих свойств сверла производят двойную заточку сверла и подточку перемычки и ленточки.
При двойной заточке сверла вторая заточка производится под углом 2jо=70° на ширине В=2,5-15 мм.
Такая заточка повышает стойкость сверла, а при одной и той же стойкости позволяет увеличить и скорость резания.
Подточка перемычки (сердцевины) производится на длине l=3-15мм.
От такой подточки уменьшается длина поперечной кромки (размер А=1,5-7,5 мм) и величина угла резания в точках режущих кромок, расположенных вблизи перемычки сверла. Для уменьшения трения ленточек об обратную поверхность (о стенки отверстия) производится подточка ленточек под углом a1=6-8° на длине l1= 1,5-4 мм, что приводит к повышению стойкости сверла.





