Из чего состоит напильник
Toggle navigation
Ремонт в регионах
Работа напильника (опиловка) производится повторными движениями напильника по обрабатываемому материалу, причем движение от себя — рабочее, а возвратное — холостое.
Формы сечения, назначение и род насечки весьма разнообразны, но в связи с механизацией целого ряда работ, производимых ранее опиловкой, большое количеств специальных видов напильников вышло из употребления. Все же и в настоящее время номенклатура довольно значительна.
Содержание
Виды напильников
По форме сечения самыми распространенными являются следующие:
- плоские тупоносые, ОСТ 20167 (рис. 1, а);
- плоские остроносые, ОСТ 20168 (рис. 1, б);
- трехгранные, ОСТ 20171 (рис. 1, в);
- квадратные, ОСТ 20169 (рис. 1 , г);
- полукруглые, ОСТ 20176 (рис. 1, д);
- круглые, ОСТ 20177 (рис. 1, е).
Менее распространены ножевочные, ОСТ 20172 (рис. 1,ж), мечевидные, или ромбические, ОСТ 20173 (рис. 1,г), и овальные, ОСТ 20175 (рис. 1, и).
Сечения напильников подбираются в соответствии с формой подлежащей опиловке поверхности.
Отдельную группу составляют напильники, которые применяются для заточки ручных пил по дереву. Эта группа напильников имеет также большую номенклатуру как по форме сечения, так и по виду насечки в зависимости от назначения напильников.
Наиболее распространенными и применяемыми в настоящее время являются следующие три формы сечения:
- круглые,
- трехгранные и
- ромбические напильники (рис. 2).
Для мелких работ в инструментальных цехах и на предприятиях точной индустрии применяются тонкие напильники, имеющие специальное наименование — надфили, ОСТ 7016—7027 (рис. 3), изготовляемые тех же сечений, что и напильники.
Отличительной особенностью надфилей является помимо их размеров сечения и то, что надфиль отковывается из круглой проволоки, причем половина длины является профилированной рабочей частью, а другая половина круглого сечения ручной.
В часовом производстве при меняют специальные надфили с укороченной рабочей частью и ручкой квадратного сечения. Для обработки штампов, а чаще в ювелирном деле и скульпторами применяются изогнутые двусторонние и односторонние, называемые рифлуарами (рис. 4). Количество видов рифлуаров очень значительное, зависящее от разнообразия форм, подлежащих обработке ими.
Все перечисленные виды являются ручным инструментом. Отдельную группу составляют напильники, служащие машинным инструментом. К этой группе относятся:
- 1) Напильники для напилочных станков (рис. 5), изготовляемые тех же профилей, что и ручные;
- 2) бор-напильники (или турбо-напильники) (рис. 6) для станков с гибким валом типа Варио-Флекс.
Напильники изготовляются размером (по длине) от 75 до 450 мм. Длина надфилей 60 — 220 мм, наиболее распространены надфили 80—160 мм. Н. для напилочных станков изготовляются длиной 100— 250 мм. Длина бор-напильников вместе с хвостовиком 60—80 мм.
Насечки напильников
В зависимости от количества зубьев насечки, приходящихся на единицу длины (1 см), считая по оси, напильники подразделяются на 6 основных видов или классов причем бархатные насечки делятся в свою очередь на классы или номера в зависимости от частоты насечки.
Остированы насечки драчевая — I класс, личная—II класс и бархатные III, IV, V и VI классы.
Количество насечек на 1 см.
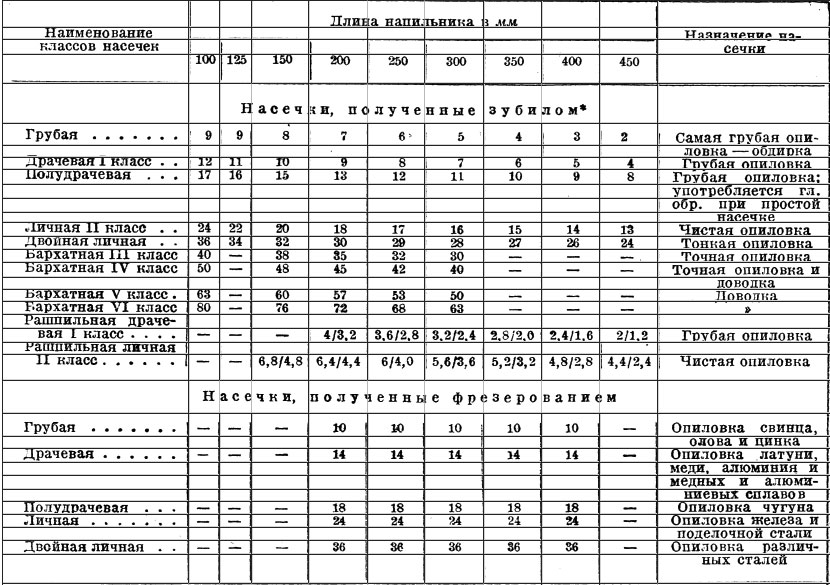
В числителе указано количество рашпильных насечек на 1 см, а в знаменателе рашпильных насечек на 1п.см ширины. Колличествонасечек указанодля нижнего зуба, для верхнего зуба количество насечек для первых четырех классов на 1-2 больше , чем на нижнем, а для остальных классов на 3-5 больше.
Количество насечек на единицу длины в зависимости от длины напильника и назначение напильника в зависимости от насечки показаны в таблице.
Отдельную группу напильников занимают так называемые рашпили (рис. 7), у которых в отличие от напильников, имеющих один зуб по ширине (линейные зубья), имеется по ширине несколько зубьев (точечные зубья). В отличие от напильников, в основном применяемых для опиловки металлов, рашпили предназначены для опиловки более мягких материалов (дерева, кости, рога и т. п.).
Рашпили изготовляются в основном 3 профилей:
- а) плоские тупоносые (ОСТ 2006),
- б) плоские остроносые (ОСТ 2007), полукруглые (ОСТ 2008), круглые (ОСТ 2009), плоские — конные рашпили (ОСТ 2011) и сапожные рашпили полукруглые (ОСТ 2010).
Помимо насеченных в целях получения более правильного угла резания изготовляют напильники с фрезерованным зубом (рис. 8а, 8б, 8в,). Они обладают высокой производительностью в особенности эффективны при обработке цветных металлов.
Изготовление напильников
Изготовление состоит в основном из следующих операций:
- отрезка заготовок,
- отковка хвоста и носка напильника,
- отжиг,
- правка (рихтовка),
- обточка, или шлифовка, плоскостей,
- опиловка для личных и бархатных напильника,
- снятие фаски,
- наседка, или нарезка, зубьев,
- обрезка носка,
- заправка (заточка носка),
- закалка,
- очистка,
- отпуск хвоста,
- смазка
- упаковка.
Сталь напильника
Материалом для напильников служит углеродистая сталь с содержанием 0,8—1,5% С; 0,10—0,30% Si; 0,25—0,45% Мп; < 0,04% S и < 0,05% Р. Для изготовления рашпилей применяется углеродистая сталь с содержанием 0,7% С.
Некоторые виды, особенно бархатные и специального назначения для работы по металлу после термической обработки, изготовляются из легированной стали с присадкой хрома от 0,3 до 0,7%. Содержание углерода в стали берется тем больше, чем меньше размер изготовляемого напильника.
Сталь для изготовления поступает в виде полос определенного профиля и размера в соответствии с профилем и размером . Твердость стали д. б. не выше 300 по Бринелю. Первая операция — отрезка заготовок — производится обыкновенно на прессах-ножницах, причем обрезается одновременно несколько заготовок, количество которых зависит от размеров сечения разрезаемых прутков.
Следующей операцией является оковка носка напильника (его конечной части). Эта операция производится или на приводном пружинном молоте с весом падающей части (бабы) от 15 до 45 в зависимости от размеров сечения отковываемого напильника или в бойках с ручьями с соответствующими сечению и размеру отковываемой части. Оковку плоских, трехгранных и полукруглых более рационально производить на ковочных вальцах, что дает более гладкую поверхность кованной части. Нагрев перед ковкой производится в пламенных печах очкового типа, работающих как на нефти и на кменном угле.
Диаграмма испытания ряда напильников на машинах Герберта приведена на рис. 19, она изображает объем спиленного материала в функции числа ходов напильника; таким образом высота подъема каждой индивидуальной кривой данного напильника до перехода ее в горизонтальное направление (что обозначает окончательное затупление напильника) характеризует стойкость напильников, а тангенс угла наклона кривой к горизонтальной оси пропорционален остроте.
Необходимо однако отметить, что результаты испытания на машине Герберта только тогда сравнимы друг с другом, когда испытуемые напильник находятся в абсолютно тождественных условиях как в отношении шага насечки прижимающего веса, так и в смысле равномерной структуры и твердости пробных брусков.
Способы восстановления напильников
Помимо пересечки существует еще ряд способов восстановления Н.: химический, электрохимический и пескоструйный.
Химический способ восстановления
Химический способ восстановления заключается в следующем: старые сработанные напильники освобождаются от грязи, масла, ржавчины и опилок промывкой в ваннах с каустической содой и водном 5—10%-ном растворе соляной кислоты, затем погружаются в ванну с раствором серной и азотной кислот. В этой ванне происходит восстановление путем травления зубьев. После этого они промываются, нейтрализуются, сушатся и смазываются для предохранения от ржавления.
Электрохимический способ
Электрохимический способ отличается от химического тем, что травление происходит в электролитической ванне, содержащей раствор серной и азотной кислот, причем напильник служат анодом, а катодом — угли или алюминевые пластины. Плотность тока 3—3,5 А 1 dм2. Н., напряжение 3—6 V. При химическом и электрохимическим способах восстановления предварительная перед восстановлением и следующая очистка Н. вместо промывки в содовой и кислотной (соляная кислота) ваннах могут очищаться пескоструйными аппаратами.
Пескоструйный способ
Пескоструйный способ восстановления заключается в заточке зубьев на пескоструйных аппаратах. При этом способе струя должна быть направлена под углом не более 15° к плоскости напильника и нормально в затылок верхней насечке.
Из всех указанных способов наиболее распространенным является химический способ, при котором удается достигнуть восстановления в пределах 60—70% первоначальной работоспособености напильника.
Что такое напильник и для чего он нужен
Напильник – универсальный ручной инструмент, который точно пригодится в работе по металлу, дереву, пластмассе, стеклу или костям.
Универсальным его можно назвать не только благодаря широкому списку материалов, для обработки которых он нужен. Напильник нужен в шлифовании, заточке, зачистке, опиливании, подгонке размеров, выпиливании фасок и т.д. То есть его функционал настолько широк, что исключить данный инструмент из списка необходимого в мастерской невозможно.
Конструкция напильника до невозможности проста. Он состоит из рабочей части с рифленой поверхностью, деревянной или пластиковой ручки и хвостика, который соединяет поверхность и ручку.
Некоторые виды напильников могут не иметь хвостик. Тогда либо рабочая часть будет врезана в ручку, либо они будут слиты, если рукоять выполнена из того же сплава, что и поверхность.
Главное в напильнике – это его насечка и форма. Если насечка крупная – ей можно проводить быструю грубую обработку. На заготовке могут оставаться заусеницы, так что если вам нужна гладкая поверхность, лучше провести повторную обработку самыми мелкими гранями.
По форме напильники такие:
• Напильник в форме плоского прямоугольника. Обрабатывают ими, в основном, плоскую либо же выпуклую поверхности.
• Круглой формы. Ими обрабатываются пазы и отверстия, затачиваются пилы, цепи для них.
• Квадратной формы. Их острым носом распиливают квадратные отверстия.
• Ромбовидной. Используются для изделий сложных форм.
• Полукруглой. Подходят для ровных поверхностей и для отверстий.
• В форме треугольника. Ими обрабатываются внутренние углы, отверстия разных форм. Также треугольной формой затачивают пилы по дереву.
Разновидности напильников

Несмотря на видимую простоту инструмента, классификаций напильников и его видов множество.
По номерному разделению напильники могут быть:
• Драчевыми – № 0-1. Предназначены для обдирки ржавчины. Благодаря крупным зубцам (до 12 насечек на 1 сантиметр рабочей поверхности), драчевым инструментом легко сцарапывать ржавчину, оставляя ровную зачищенную поверхность.
• Личными и полуличными – № 2-3. Нужны для снятия лишних слоев заготовки. У них на один см поверхности приходится 13-44 насечек. Благодаря этому, можно быстро снять лишнюю толщину на металлической, пластмассовой или деревянной деталях.
• Бархатными – № 4-5. Нужны для финальной обработки. Этот вид за счет насечки (от 80 шт. на 1 см) идеально шлифует поверхность, убирая мелкие сколы и заусеницы.
Помимо видов напильника также важно разбираться и в типе их насечек. Всего существует пять видов:
1. Простое одинарное абразивное покрытие. Нужно для мягкого металла.
2. Двойное покрытие. Усиленной насечкой обрабатывают сталь, бронзу и чугун.
3. Крестовое. Насечка имеет перекрестный вид. Такой напильник выпускается с зубьями для грубой обработки и мелкими зубьями для шлифовки.
4. Точечное. Насечка из заусенец, которыми удобно обрабатывать дерево, резину, кожу и др.
5. Фрезерное дуговое. Для твердых пород дерева и цветных металлов. Благодаря такому абразивному покрытию, обработанная поверхность имеет хорошее качество и легко шлифуется мелким абразивом.
Как выбрать напильник

Чтобы правильно выбрать такие слесарные приспособления для ручной работы, нужно отталкиваться от материала для обработки. Напильники с грубой насечкой, предназначенные для металлов, могут легко повредить кость или пластмассу; напильники для обработки дерева не справятся с чугуном и т.д. Если вам постоянно приходится работать с разными материалами, лучше купить набор напильников, чем обрабатывать одним все, что можно.
Огромное значение при выборе играет и размер насечки. Если первичное шлифование вы делаете при помощи шлифовальных кругов, то драчевые напильники вам вряд ли пригодятся. Купите инструмент с мелкой насечкой и вручную проводить конечное шлифование. Если же шлифовальных кругов нет, тогда придется приобрести напильники и с крупной и с мелкой засечкой. Очень важно проводить шлифование от большего к меньшему. Если вы возьмете грубую необработанную заготовку, и начнете шлифовать ее сразу самым мелким абразивными покрытием, вы попросту убьете зря время.
Также мы рекомендуем покупать напильники преимущественно с деревянными ручками. Они гораздо надежнее, их сложнее сломать или повредить. В остальном же отталкивайтесь от вида своей работы, материала и желаемого конечного результата.
Напильник: назначение, устройство, классификация и разновидности. Подробно о том, что такое напильник и для чего нужен
Напильник представляет собой разновидность ручного инструмента, который используют для обрабатывания металлических поверхностей.

Разные виды инструмента позволяют осуществлять различные манипуляции в труднодоступных местах. Благодаря ему удаётся зачистить металлические поверхности от коррозии, исправить деформацию.

Содержание
Для чего предназначен напильник
Напильник относится к универсальному инструменту, который используют для обработки и зачистки металлических деталей. Конструкция изделия выполнена в виде небольшого бруска. Для его изготовления выбирают металлический сплав.

По периметру присутствуют насечки разного размера и толщины. На конце имеется хвостовик, благодаря которому фиксируют ручку. Она может быть выполнена из пластика или древесины.

Где используют напильник? Выделяют несколько областей, в которых применяют данный инструмент:
- Обработка граней у металлической заготовки. В процессе удаётся достичь необходимых размеров детали;
- Удаление ржавчины, лакокрасочных покрытий и грязи;
- Заточка режущих граней;
- Шлифование.

Как работает инструмент? Для осуществления шлифовки металлической части мастер оказывает незначительное усилие на рифленую часть напильника. Зубья, которые расположены по всему периметру металлического бруска контактирует с обрабатываемой поверхностью, тем самым удаляя тонкий слой металла.

Напильники производятся учётом требований ГОСТ 1465 -59. Для этого предусмотрено использование определенного вида стали, которые применяют для разных типов поверхностей.









Технические особенности напильника
Перед покупкой напильника важно учитывать несколько требований. Они заключаются в следующем:
- Размер изделия. Параметры инструмента должны выбираться с учетом области, в которой его будут применять. Например, для обработки небольших железных площадей понадобятся компактные модели изделия;
- Материал рукояти. Пластиковые модели при длительном напряжении скользят в руке. Деревянная основа приятнее на ощупь;
- Материал наконечника. Для частого использования рекомендуют подбирать модели, рабочая часть которых выполнена из стали категории ШХ 15, 13Х, У10А;
- Размер насечек. Металлическая часть может быть выполнена в виде тонких полос, толстых рёбер или с чередованием.

Если учесть эти рекомендации, удается приобрести инструмент, который будет соответствовать всем требованиям. Компактные и миниатюрные изделия не стоит использовать для обработки больших деталей. Для этого размер напильника должен быть не менее 15 см.

Виды современных напильников
Сегодня выделяют несколько видов изделий. Они делятся на несколько групп в зависимости от следующих признаков:
- Разновидность насечки. Они могут располагаться по всему периметру металлического бруска или присутствовать в нескольких частях инструмента;
- Форма изделия. Модели напильников могут быть круглыми, треугольными, четырёхугольными;
- Область применения.

Особенности напильников
Для изготовления напильников используют твердые виды металлических материалов. Дело в том, что при оказании физического воздействия на рабочую поверхность возможно появление деформации изделия.









Напильником осуществляют точение, фрезерование, протягивание и нарезание деталей разного размера. В свою очередь они делятся на:
- Одинарные. Их применяют для работы с изделиями, которые изготовлены из мягкого металла, пластика или дерева;
- Двойные. Эти варианты изделия имеют форму треугольника, прямоугольника или круга. Насечки нанесены под определённым углом, что позволяет быстро стирать металлические границы. При контакте с твердой основой образуется тонкая стружка. Такие модели делятся между собой по размер зубцов. Существует 5 категорий напильников.

Специалисты рекомендуют приобретать все модели изделий, чтобы осуществлять разные виды работ в домашних условиях.

Типы напильников
По своему предназначению напильники подразделяются на несколько видов. К ним относят:
- Ручной. Его можно применять в любой сфере деятельности. Чаще всего такой инструмент выбирают слесари и токари. На поверхности металлического бруска присутствует определённая насечка двойного вида. Подбор зубьев должен осуществляться в зависимости от качества желаемого результата;
- Модели спецназначения. Их выбирают на промышленных предприятиях, которые занимаются изготовление деталей разного размера. При их помощи можно быстро удалить дефекты, образующиеся после станка. Они обладают высоким качеством;
- Надфили. Данный тип относится к распространенной группе, в составе которой присутствует 10 подгрупп инструмента. Они делятся в зависимости от формы и размера. По периметру модели присутствует круговая насечка. Размер зазубрин варьируется от 1 до 5. Данная категория инструмента была разработана для аккуратной и точной обработки мелких элементов;

Рашпили. Изделие отличается большой длиной и наличием крупных зубьев по периметру металлического бруска. Стих выбираются для создания грубой черновой обработки.

Осуществлять выбор инструмента необходимо с учетом его размера, категории, типа и толщины зубьев.









Форма напильника
Сегодня в спецотделах можно встретить напильники разной длины и формы.
Они делятся на несколько видов:
- Плоские. Такие модели считаются классическими. Они используются для создания канавок, отверстий и пазов;
- Трехгранный или треугольный. На поверхности используют зазубрины, нанесенные под определенным углом;
- Квадратные. Их выбирают для создания сложных отверстий;
- Круглые. Они предназначены для обработки больших отверстий;
- Ромбовидные. Изделия такой формы выбирают для сознания шестерёнок.

При выборе необходимо учитывать несколько факторов. Они заключаются в следующем:
- Материал рабочей поверхности должен быть выполнен из плотной стали. Насечки могут быть созданы в виде алмазного покрытия. Благодаря этому удается быстро шлифовать железные заготовки;
- Параметры изделия. Длина и ширина напильника должна подбираться с учетом области его применения. Например, для миниатюрных отверстий и канавок лучше выбирать модели компактных размеров;

Размер зубьев подбирается с учётом типа обработки. Например, напильники с большими зубьями подходят для проведения грубых работ, в ходе которых не учитывают точность.





