2 способа, как сделать экструдер для пластика своими руками

Несколько лет назад заинтересовался 3D принтерами и захотел приобрести его себе. Недавно накопил нужную сумму и заказал его. После вспомнил, что во время поиска думал о том, чтобы собрать самодельный экструдер для изготовления пластиковой нити, чтобы сэкономить на расходниках. Далее расскажу про два проверенных способа, как сделать экструдер для пластика своими руками.
Способы изготовления самодельного экструдера
Способ №1 – самодельный экструдер из металлических трубок
Для того, чтобы выдавливать пластик необходим поршень.
Поэтому первый этап в изготовлении данного самодельного экструдера – создание поршня.
Его я делал из торцевой головки, которую подобрал по диаметру трубки и установил её на удлинитель.
Дальше приварил эту торцевую головку к удлинителю, а торцевое отверстие головки заварил при помощи сварочного аппарата.
Получилась следующая конструкция:
Вторым этапом необходимо было сделать саму камеру.
Камера экструдера будет сделана из металлической трубки толщиной 20 миллиметров.
Для этого я взял трубку, на одном конце которой была резьба, и на противоположном конце сделал загрузочное окно.
Все края после вырезания зачистил напильником.
А на второй конец трубки, что с резьбой, накрутил переходную муфту.
Третьим этапом я изготовил нагревательный элемент.
Я использовал два элемента для нагрева мощностью по 400 Вт каждый.
А из перфорированных уголков сделал крепление для элементов.
Далее закрепил нагреватели при помощи металлических хомутов, а между уголками установил медную трубку для того, чтобы в неё же установить термодатчик.
Получилась следующая конструкция:
Четвёртым этапом необходимо было провести термоизоляцию.
Для этого я обмотал устройство стекловолокном, а поверх уже самого стекловолокна намотал металлический скотч.
Данная термоизоляция защитит пользователя от ожогов в случае случайного соприкосновения с работающим разогретым устройством, а также она сократит теплопотери экструдера.
Пятым этапом я собрал экструдер.
А шестым этапом я сделал сопло для выдавливания расплава.
В моей конструкции роль сопла играл латунный переходник, который я вкрутил в переходную муфту, что установлена на одном из концов трубки-корпуса экструдера.
Седьмым этапом необходимо было изготовить рычаг.
Сначала я удлинил толкатель поршня, а дальше закрепил уголки на раме.
К этим уголкам прикрепил поперечную трубку.
Собственно, к этой поперечной трубке необходимо было подсоединить трубку с прорезью, после этого я взял ещё один отрезок трубы.
Один её конец сплющил для того, чтобы прикрепиться в прорези собранной ранее конструкции, ну а второй конец соединил со штоком самого поршня.
Восьмой этап – испытания.
Ну и в конце, как и полагается, необходимо провести испытания самодельного устройства экструдера для пластика.
Для этого нужно первым делом нагреть камеру экструдера немного выше, чем температура плавления полимеров.
Затем в саму камеру необходимо засыпать подготовленный измельчённый пластик.
Работать с таким приспособлением, как экструдер, необходимо в хорошо проветриваемом помещении, используя при этом средства защиты.
Способ №2 – экструдер в виде пистолета для герметика
А теперь рассмотрим, как изготовить самодельный экструдер из пистолета для герметика.
Первым делом необходимо на отрезок стальной трубки, чья длина равна длине тубы для герметика, намотать асбестовый шнур.
При этом необходимо торец этой трубки заварить при помощи сварки и куска металла такой же толщины, а в центре полученной окружности сделать отверстие.
Дальше сверх асбестового шнура нужно намотать нихромовую нить.
Далее берётся сам пистолет для герметика и на нём закрепляется механический терморегулятор от старой духовки.
Затем из обычной пластиковой бутылки от моющего средства отрезается дно и горловина.
После необходимо распустить её вдоль.
Далее заготовку необходимо подогнуть с одной стороны, а в месте изгиба вырезать зазубрины.
Полученный лист нужно намотать на любую трубку, диаметр которой должен быть равен примерно 5-и сантиметрам.
После чего всю заготовку стоит закрепить при помощи скотча.
Следующим шагом сбоку изготовленной формы необходимо сделать отверстие, чей диаметр равен диаметру термодатчика.
В это отверстие вставляется заготовленная трубка, что сделана из листового пластика.
Затем нужно будет поместить сделанную ранее стальную трубку.
Следующим шагом нужно заполнить пустое пространство.
Для этого нужно засыпать термостойкий раствор.
Отличной подойдёт смесь, сделанная из песка с гипсовой штукатуркой.
В боковое отверстие следует установить термодатчик.
Концы нити из нихрома нужно подключить к электрокабелю с вилкой, после чего можно засыпать пластик.
Выходящий расплав из данного экструдера не подходит для обычных работ с филаметом.
Поэтому для решения этой проблемы можно установить на конец трубки тонкий носик.
Рекомендую следующее видео, в котором автор самостоятельно изготавливает экструдер:
Как итог.
Самодельный экструдер для пластика готов. Если у вас есть дома 3D принтер, то его наличие можно отнести к категории Must Have, чтобы производить филамент для печати. Я рассказал про два способа, как можно сделать экструдер самостоятельно, так что выбирайте, какой больше подойдёт для ваших нужд.
Напишите в комментариях то, как вы думаете какая из рассмотренных сегодня моделей самодельных экструдеров качественнее?
Экструдер филамента для 3Д принтера. Начало.
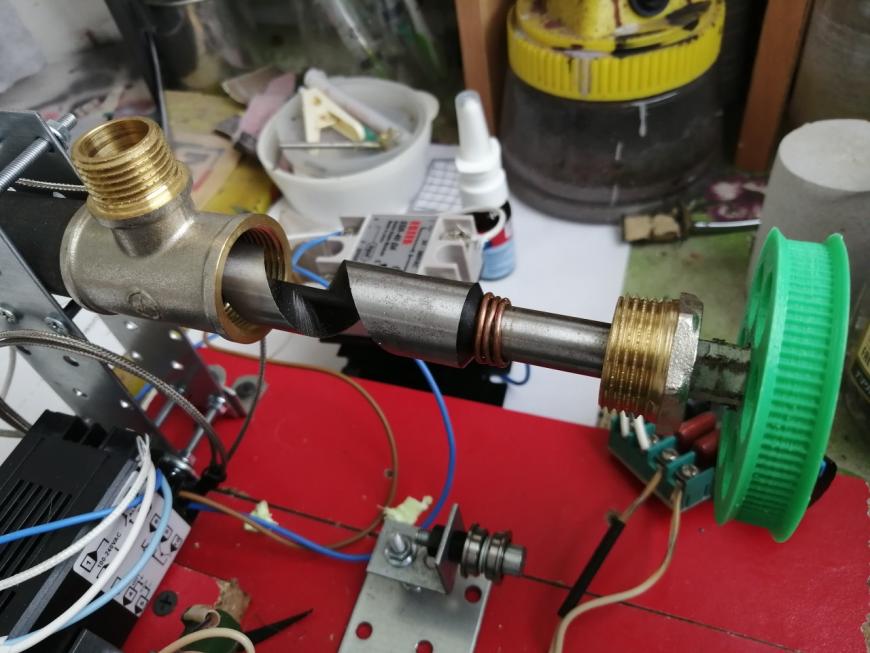
Решили мы собрать некий девайс, который из гранул пластика (пока АБС, т.к. другого найти сложно) при расплаве оных в шнеке будет выдавливаться в калиброванное сопло в диаметре 1.75 мм сверлом по дереву. Стандартная катушка филамента для 3Д принтера из магазина.
Именно этот некий проект был последней каплей покупки токарника.
Началось все с малого: маленькая дрочепотка, похожая на флюненгехаймен была собрана из алюм. профиля 20х20, на 3Дпринтере были рассчитаны и распечатаны шестерни в редуктор для вращения шнека, на трубу была намотана грелка, при этом перематывалось все там раз 5, для оптимальной длины намотки катушки, диаметра нихрома, мощности и температуры разогрева.
Мозги сделали на дуйне (плата на ардуино. Мозги от 3Д принтера). Прикрутили на него 2 термодатчика, написали ПИД регулятор что бы правильно дрыгать грелкой (1 термо на конце, второй на самом нагревателе). Ну и экран с простяцкой менюшкой (температуру там подрегулировать и что б вообще видеть что такм как.).
Но когда пришло время опробовать выдавить пластик, наш редуктор послал нас в пешее эротическое, заклинив намертво из за очень вязкого расплавленного пластика между трубой и сверлом. В общем очень мало мощности. Далее купили редуктор стеклоподъемника для жигулей, довольно дорогой кстати. Момент у него вроде аж 6 Нм. Но… нет. Так же он заклинил, потом еще и задымился от перегрева, хотя начало было очень бодрое.
Намотка грелки еще пока вручную
В общем психанули и купили на авито старый ГДРовский редуктор для коневеера (1982 год вроде). На валу 36 об.мин. Момент 80 Нм. Это реально жесткая штука. А немецкое качество позволило оставаться этому чугунному монстру внутри и снаружи как новому. Очень крутая штука. Сделана качественно.
Пора переходить на более взрослую и капитальную систему. Купили профиль, резанули, сварили каркас.
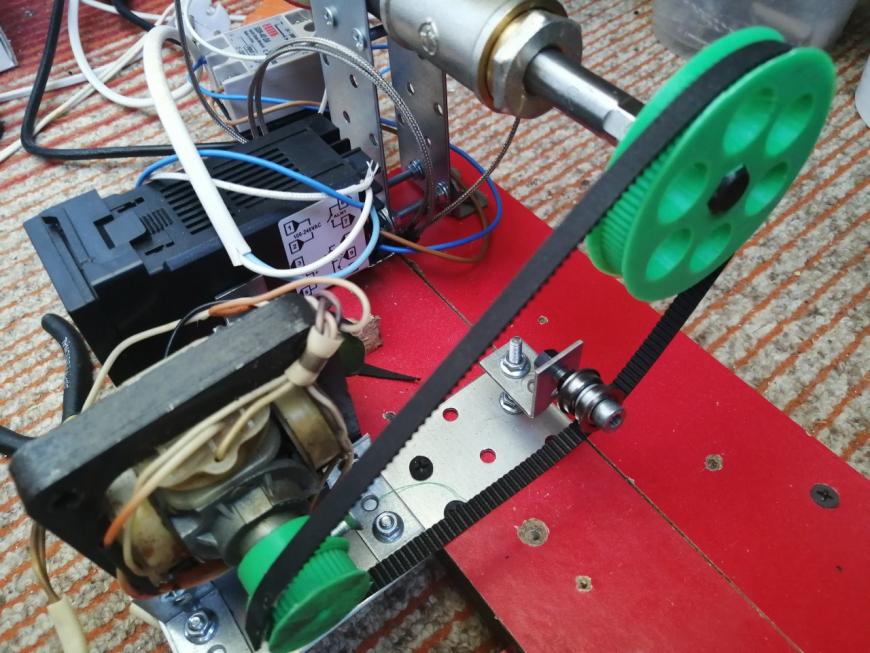
На станке проточили 2 здоровенные гайки на 30 для посадки подшипников. Была найдена в загашнике болванка, выточили вал. Все это приделали и получилась задуманная нами концепция самого аппарата. Привод ремнем ГРМ от жигулей. Направляющий ролик, тож ГРМ. Передаточное число на ремне 2:1. Но рулиться будет частотником, т.к. нужна регулировка оборотов, ибо даже при этом раскладе скорость мотора нада понижать раза в 4.
На автоподаче винтом на станке намотали грелку. Нихром 0.5 мм. Мощность 750 ватт. Шаг 1мм. Ну типа резьба, но не резьба. (как я вообще раньше что-либо рукожопил без токарника? Он одним своим видом показывает полезность, не говоря уж о том, когда его включить и начать работать. Любое, относительно круглое железное говно, которое лежало годами, зажав в патрон в один момент превращается в заготовку для переточки в охренительно полезную приблуду.)))
Мозги- та же дуйня на меге с 2 датчиками температуры на грелке. Но ПИД регулятор надо ковырять. Инерционность грелки (скорость перетекаемости тепла от центра грелки к соплу сильно заторможена, и если нагреть центр катушки скажем, до 400 градусов, дождаться пока на сопле будет 240 отрубить грелку, то темп с середины плавно перейдет на сопло.) А пластик греть до 300-400 это уже кощунство. Его оптимальная рабочая темп около 240. На видео пластик перегрет и он весь прыщавый и нифига не однородный.
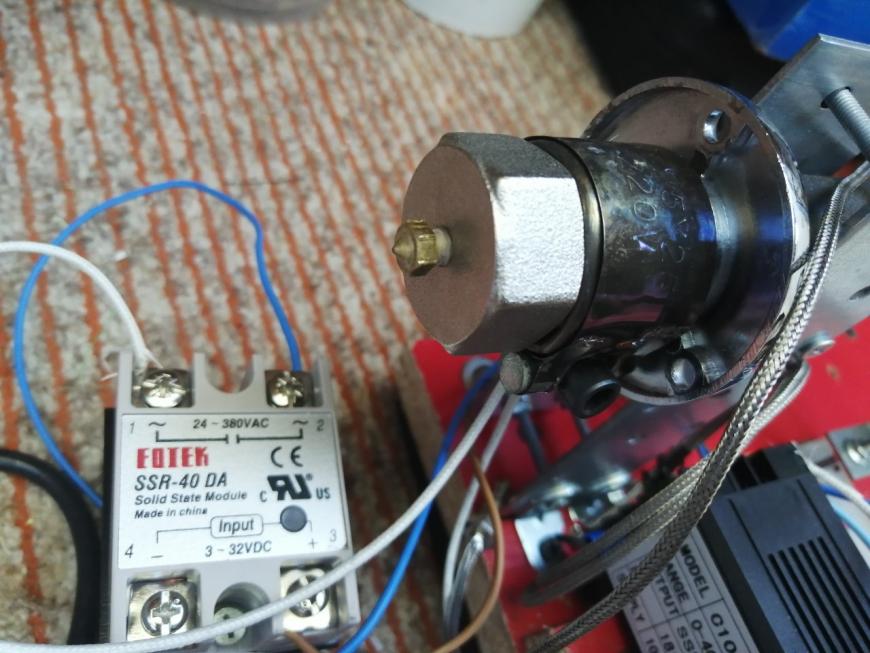
Коммутация грелки — твердотельное реле с опторазвязкой на 5А.
Сопло считаю нужно сделать длинным из латунной шпильки. С равномерным отверстием длиной около 30-50 мм, и охлаждением (водянка или радиатор с обдувом), что бы на выходе сопла формировался калиброванный немного остывший филамент нужного диаметра.
Так же нужен термобарьер в середине шнека, в сторону воронки.
Пока вот так. Сегодня был первый запуск этого франкенштейна (за полчаса до закрытия гаражей). Ну и пара кривых видосов бонусом.
В общем получается довольно интересное неизведанное устройство. Будем рукожопить далее)
Производительность экструдера кстати получается очень на уровне.
Как собрать экструдер своими руками?
Печатающая головка – это термин, который мы привыкли слышать при работе с бумажным принтером. Когда говорят о трехмерной печати пластиком, применяют определение «экструдер». Это электромеханический узел, который можно купить в виде запасной детали. Либо сделать самому, имея на руках соответствующие чертежи и компоненты.
Экструдер для 3д-принтера: особенности конструкции
3D-принтер имеет свои особенности, как и любой девайс. Если говорить об экструдере, то его конструкцию можно разделить на два основных компонента:
- Cold-end. Проталкивающий механизм. Он состоит из шестерни и прижимного ролика, которые захватывают и подталкивают филамент вперед. Шестеренка приводится в движение небольшим двигателем, через специальный вал. Прижимной валик подпружинен. Такая компоновка узла позволяет работать с прутками разной толщины.
- Hot-end. Нагревающая часть. Она состоит из: сопла, нагревателя, датчика нагрева и термоизолятора. Последний играет роль отсекающего мостика. Он задерживает излишки тепла, чтобы филамент не начал плавиться в подающей трубке. На нагреватель ставят нихромовую проволоку или специальную пластину с двумя резисторами.
Узел может иметь цельную конструкцию, когда оба компонента установлены друг за другом. Данная компоновка именуется Direct Extruder. Эта схема встречается в большом количестве современных принтеров. Второй вариант экструдера – Bowden Extruder. Здесь cold-end и hot-end разнесены по разным частям принтера. Горячая часть закреплена в каретке оси Z, а подающий узел установлен на раме. Между собой они соединены тефлоновой трубкой. Такая компоновка значительно облегчает саму печатную головку. Она меньше забивается. Но есть и минусы. Пруток может просто запутаться или обломиться, проходя путь от подающего узла до нагревателя.
Схема работы экструдера
Интересно! Существуют более сложные конструкции со спаренными печатными головками. Они позволяют работать сразу с двумя нитями филамента. В рамках данной статьи мы будем говорить о простом экструдере с одним нагревателем и подающим механизмом.
Как выбрать хотэнд?
Стоит отметить, что экструдер – это довольно дорогая деталь. В сборе данная запчасть может обойтись в $80–150. Причем стоимость в розничных российских магазинах не сильно отличается от таковой в Китае. Получается, это один из самых дорогих узлов во всем устройстве печати.
Поэтому многие 3D-мейкеры делают самодельные принтеры. В том числе они самостоятельно собирают экструдер, пользуясь открытыми чертежами в сети. Чтобы собрать узел печати правильно, нужно изначально рассчитать, какие задачи он будет решать. Для этого необходимо оценить несколько параметров будущего принтера:
- Мощность двигателя. Она напрямую зависит от размера сопла. Если 3D-мейкер собирается делать проекты большей детализации, ему потребуется небольшое сопло и мощный двигатель. Иначе пластик может просто застрять.
- Сопло. Как было сказано выше, диаметр отверстия сопла подбирают исходя из поставленных задач.
- Подающий ролик. Это слабое место в принтере. Часто ролик проскальзывает, филамент не поступает. Появляются дефекты печати. Например, ролики для PLA и ABS очень плохо взаимодействуют с нейлоновой нитью.
- Конструкция экструдера. Все компоненты можно скрепить в один узел, напечатав их на 3D-принтере. Или выпилить из фанеры. Оба варианта несложно сделать. Однако монолитная конструкция из пластика будет прочнее, чем коробок из фанеры.
- Тип экструдера. Тут все зависит от опыта печатника и тех задач, которые он будет решать. Считается, что экструдер типа Bowden более точный, но его немного сложнее делать. И в самодельных конструкциях начального уровня его преимущества пропадают. Direct печатает не так точно, но его проще изготовить.
Немного сложнее обстоит дело с hot-end. Здесь можно пойти двумя путями. Первый: купить готовую запчасть в интернете, что также недешево. Второй: сделать его своими руками. Для этого нужно запастись терпением и нужными компонентами. Более подробную инструкцию по сборке хот-энда мы расскажем ближе к концу данного материала.
Внимание! Если вы не хотите делать хот-энд своими руками, можно заказать его на E-bay. Например, модель фирмы E3D. Правда, одна эта деталь обойдется вам в цену нового экструдера в сборке.
Как сделать экструдер для 3d-принтера своими руками?
По сути, нужно отдельно собрать cold-end, затем присоединить к нему hot-end. Полученную конструкцию закрепить на каретке оси Z и подвести питание к полученной конструкции. Но перед этим стоит заранее выписать все компоненты, которые пригодятся в работе.
Что нужно?
Для сборки экструдера потребуется изготовить или купить механические компоненты, электрические детали, а также сделать части корпуса, в котором будут находиться все составляющие экструдера. Из инструментов понадобится: наждачная бумага, сверла, отвертки, паяльник и принадлежности для пайки.
Интересно! Некоторые продавцы на AliExpress предлагают экструдеры в разборе, по частям. Этот вариант также можно рассмотреть.
Основные механические компоненты для сборки:
- основные детали каркаса экструдера (напечатанные на другом 3D-принтере, сделанные из фанеры);
- металлические направляющие;
- шестеренки для электропривода;
- основная шестерня и прижимной ролик с пружиной;
- крепежные винты и болты;
- рабочая площадка.
Вся механическая часть экструдера – это cold-end. Устройство подачи собирают как конструктор. Здесь мы предлагаем общую схему механики. Она может немного видоизменяться, в зависимости от выбранного чертежа и метода изготовления.
Схема для печати рамы
Электрические компоненты
К электрическим компонентам можно отнести три вещи: провода, моторчик и нагревательный элемент. Про мощность моторчика мы расскажем подробнее чуть позже. Пока что ознакомимся со схемой сборки нагревательного элемента.
На самодельных экструдерах часто используют алюминиевую пластину. Не обязательно брать цельный брусок, можно обойтись пластинкой толщиной не менее 4 мм. Ее продают в магазинах стройматериалов. Схема построения нагревателя:
- Соедините две металлические пластины между собой, просверлите между ними отверстие для hot-end. Закрепите полученный «сендвич» в тиски, зафиксируйте болтом.
- На стыке пластин проделайте отверстия под: два резистора, терморезистор и скрепляющий болт. Разъемы под нагревательные резисторы должны подходить без зазоров. Малейшая воздушная прослойка может привести к неравномерной зоне расплавления филамента.
- Установите все компоненты в пластины, скрепите их между собой болтом.
- Смонтируйте нагревательный элемент на хот-энд. Припаяйте провода.
В качестве нагревательных элементов можно использовать два резистора по 5–10 Ом. Подбирайте нужное сопротивление исходя из показателей блока питания.
Важно! Для контроля нагрева можно использовать NTS-термистор 100 кОм (B57560G104F). Не стоит использовать термисторы с меньшим сопротивлением. На высоких температурах они дают большую погрешность.
Пошаговая инструкция по сборке экструдера 3d-принтера
На данном этапе мы уже имеем собранный каркас для экструдера с установленным роликом, а также с прижимной шестеренкой. Остается только выбрать подходящий моторчик, отрегулировать прижимной ролик и прикрутить хот-энд с установленным нагревательным элементом. Рассмотрим каждый шаг по отдельности.
Выбор двигателя
Для домашних нужд потребуется шаговый двигатель по типу Nema17. Но можно поступить проще: найти рабочий элемент в старом принтере или сканере. Это самый «слабый» вариант двигателя. Для принтера берут биполярный двигатель на 4 вывода.
Интересно! Для прутков диаметром до 1.75 мм можно поискать двигатель от принтера Epson «EM-257». Он выдает крутящий момент на валу до 3.2 кг/см.
Если моторчик не справляется, нужно поставить дополнительный редуктор. Например, от старого шуруповерта. Полученной конструкции хватит для прутков до 3 мм в диаметре.
Регулировка прижимного ролика
Силу зажима можно проверить опытным путем, когда в экструдере уже собран cold-end. Аккуратно вставьте пруток между роликом и шестерней. Подайте напряжение на моторчик. Саму конструкцию cold-end можно аккуратно зафиксировать в тисках.
Если филамент не захватывается или проскальзывает: нужно растянуть или заменить пружину. Нить не проталкивается внутрь, шестеренка скребет по прутку? Прижмите или откусите виток пружины. Пробуйте найти оптимальное соотношение длины и зажима.
Создание хот-энда
Для самостоятельного создания hot-end вам потребуется:
- Ствол хот-энда. Можно сделать запчасть в токарной мастерской. Такое решение будет оптимальным, так как вы получите цельнометаллический hot-end, который нужно будет дорабатывать по минимуму.
- Радиатор. Желательно снабдить его активным охлаждением в виде небольшого кулера. Можно купить дешевый обдув в компьютерном магазине.
- Нагревательный элемент. Сборка расписана выше в статье. Также можно купить готовый вариант на AliExpress.
Схема для выточки ствола представлена на чертеже. На него крепят нагревательный элемент и радиатор. Подводят электрику. К полученному hot-end прикручивают сопло нужного диаметра.
Сборка
Весь процесс сборки можно разделить на несколько этапов:
- Изготовление механической части cold-end. Сборка всех механических частей в единый каркас.
- Выбор подходящего двигателя. Установка моторчика в механическую часть. Сборка нагревательного элемента.
- Калибровка прижимного ролика.
- Сборка хот-энда. Подключение к нему нагревательного элемента.
- Монтаж hot-end к cold-end.
- Установка сопла нужного диаметра.
Провода можно частично припаять в моменте сборки разных узлов или заняться ими в последний момент. Принципиальной разницы нет.
Ошибки и способы их избежать
Во время сборки можно допустить ряд ошибок, которые позже отразятся на качестве печати:
- Выбор маломощного моторчика. Отсутствие редуктора. Ошибка в проектировании электрики может привести к частым засорам экструдера, а также к дефектам печати.
- Неверный расчет электрики. Еще на этапе разработки нужно просчитать всю нагрузку по мощности и сопротивлению на бумаге. Иначе некоторые компоненты просто сгорят или будут плохо работать.
- Воздушная прослойка в нагревательном элементе. Делайте аккуратные отверстия в алюминиевых пластинах, чтобы резисторы плотно вставали по месту.
- Отсутствие калибровки прижимного ролика. Стоит заранее решить этот момент, иначе можно испортить большое количество филамента.
Косвенная ошибка, которая может аукнуться в будущем – это некрепкая рама экструдера. Еще раз повторимся, делайте раму из наименьшего количества деталей. Отдавайте предпочтение пластику, а не фанере. Конструкция должна быть крепкой. Иначе могут появиться люфты. Качество печати заметно упадет.
Собрать экструдер несложно, но в некоторых моментах нужно проявить терпение. Например, при изготовлении ствола hot-end. Также стоит держать в голове все ошибки, которые могут возникнуть во время сборки данного узла.
Экструдер для переработки пластика своими руками
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Статья относится к принтерам:
Нужны советы по созданию экструдера, для переработки пластика
Печатаю много такого


(отечественная техника тоже есть не волнуйтесь)
Остается брак и поддержки , хотелось бы и их пустить в дело !
Начну с того что имею на данный момент:
— Доступа к сварочному аппарату у меня нет , использую то что можно купить в магазине и на Алиэкспрес
1) кусок трубы с резьбой + нагревательный элемент + заглушка (в заглушке резьба под сопло от 3д принтера с отверстием 1,7 мм) для универсальности процесса



Нагреватель (в комплекте 2 , но 1 я угробил )
Заказал еще такой вариант
Мозги нагрева + термопара + реле
— В ходе экспериментов оказалось что 1 нагревательный элемент мало , 2 много . Во общем минимум 2 , иначе провернуть шнек (сверло ) становиться тяжело во всех смыслах.
выход пластика нормальный, шнек крутил руками, качество пластика . ну неплохое , ожидал хрупкость и ломкость , но получилось что то похожее на PLA , хотя перерабатывал ABS.
А теперь к главному
По задумке вращать шнек должен двигатель (от старого патифона) но силы ему явно не хватает
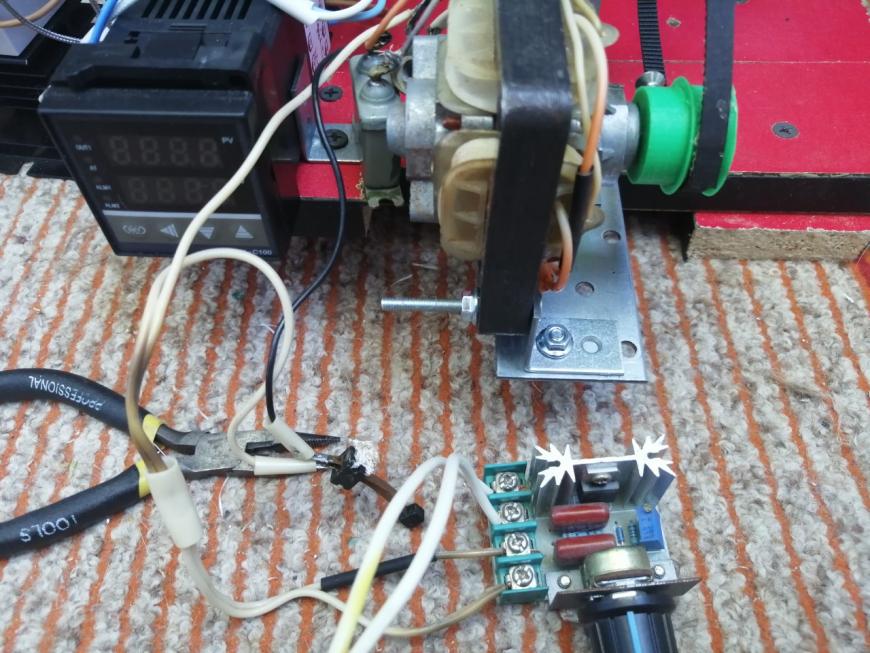
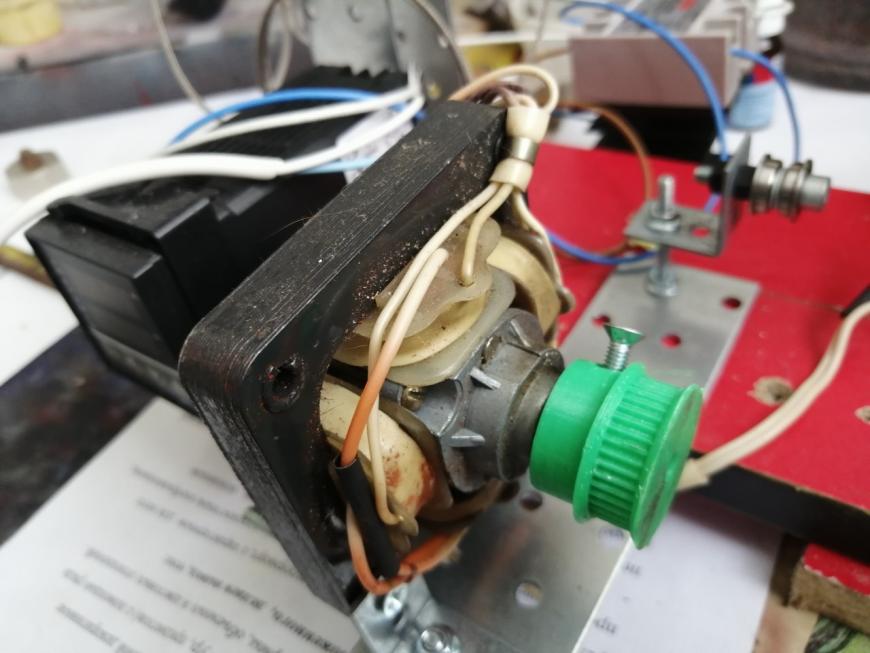
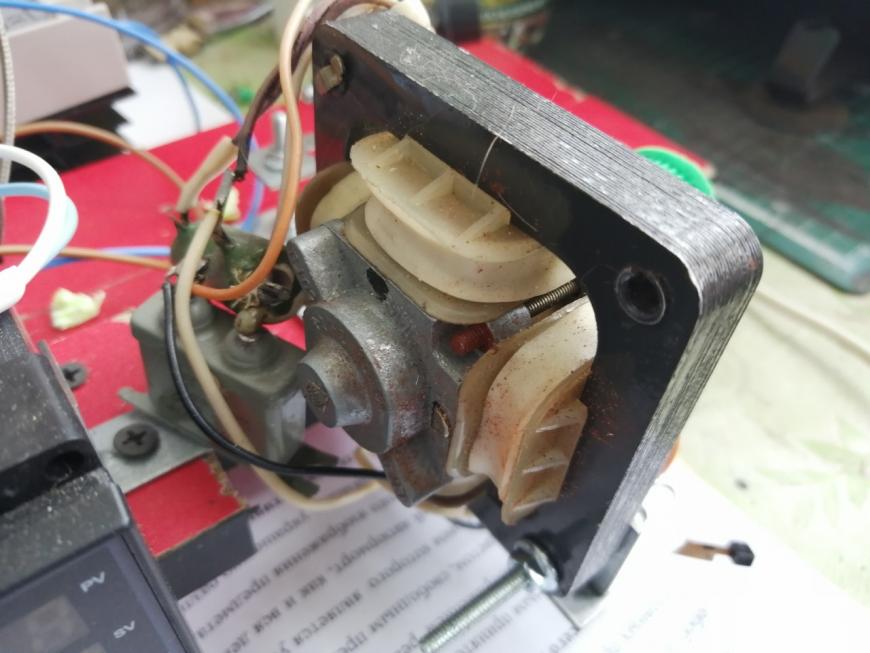
+ перегрев шнека диформирует АБС колесо по которому идет ремневая передача (хотя от этой идеи я пожалуй откажусь , все очень не надежно)
В общем Вопросы следующие :
Стоит ли использовать шаговый двигатель? и какой ? (вместо того что я вам показал)
Как и чем его питать и регулировать обороты ?
В электронике я почти 0 , нужны готовые решения (типо с алика )
Буду рад если поделитесь опытом и идеями !
( Об узлах контроля и протяжки прутка пока не будем, не хочу загадывать далеко )





