Сварочные аппараты Линкор

Сварочная технология широко применяется в производственной деятельности и для проведения работ в быту. А когда есть спрос, то всегда присутствует предложение. При этом существует достаточно много различных методов сварки. Поэтому большое количество российских и зарубежных компаний конкурируют на отечественном рынке. «Линкор» – отечественный производитель сварочного оборудования с производственной базой на заводе «АЛНА-С» в городе Ставрополь.
Виды оборудования для сварки
Компания специализируется на выпуске следующей продукции:
- сварочные выпрямители инверторного типа;
- сварочные полуавтоматы инверторного типа;
- устройства, подающие проволоку в зону сварки;
- устройства водяного охлаждения сварочной горелки.
Все конструкции аппаратов собственного производства, постоянно создаются более совершенные виды моделей.
Полуавтоматы
Линейка моделей инверторных полуавтоматов состоит из отличающихся по мощности и, соответственно, по размерам и функционалу аппаратов. Так, например, полуавтомат ПДГ-170 потребляет мощность 3,5 кВт и имеет массу всего 12 кг., что при наличии ремня делает удобной его переноску. Применяется в бытовых условиях, работает от сети 220 В. Устройство размотки в одном корпусе с электронным блоком (с внешней стороны источника питания).

Сварочный полуавтомат ПДГ-170МП+MMA. Фото Сварочные Технологии
ПДГ-500 потребляет мощность 17,3 кВт, имеет массу 35 кг. Это промышленное оборудование, работает от сети 380 В. Компоновка аппарата двухкорпусная — разматывающее устройство имеет отдельный корпус и может выноситься на значительное удаление от источника питания.
MIG 161
ПДГ-161 относится к более ранним моделям производителя. Настроен на взаимодействие с присадочной проволокой 0,6-1,2 мм. в атмосфере защитного газа или самозащитной порошковой проволокой тех же сечений. Диапазон в величинах по сварочному току от 30 до 160 А. На корпусной конструкции смонтировано разматывающее устройство. Используются катушки весом не более 5 кг. Невысокий показатель (ПВ-20%) длительности цикла работы.
Аппарат очень чувствителен к атмосферным осадкам, присутствию песка и пыли. Предпочтительно работать полуавтоматом в хорошо проветриваемом помещении.
ПДГ-100: схема и другая информация
Одной из первой моделью производителя является ПДГ-100. Сваривает стали толщиной от 0,4 до 4,0 мм. сварочной проволокой диаметром от 0,6 до 1,0 мм. в защитной атмосфере углекислого газа. Электронная схема управления через кнопку на ручке горелки включает полуавтомат.
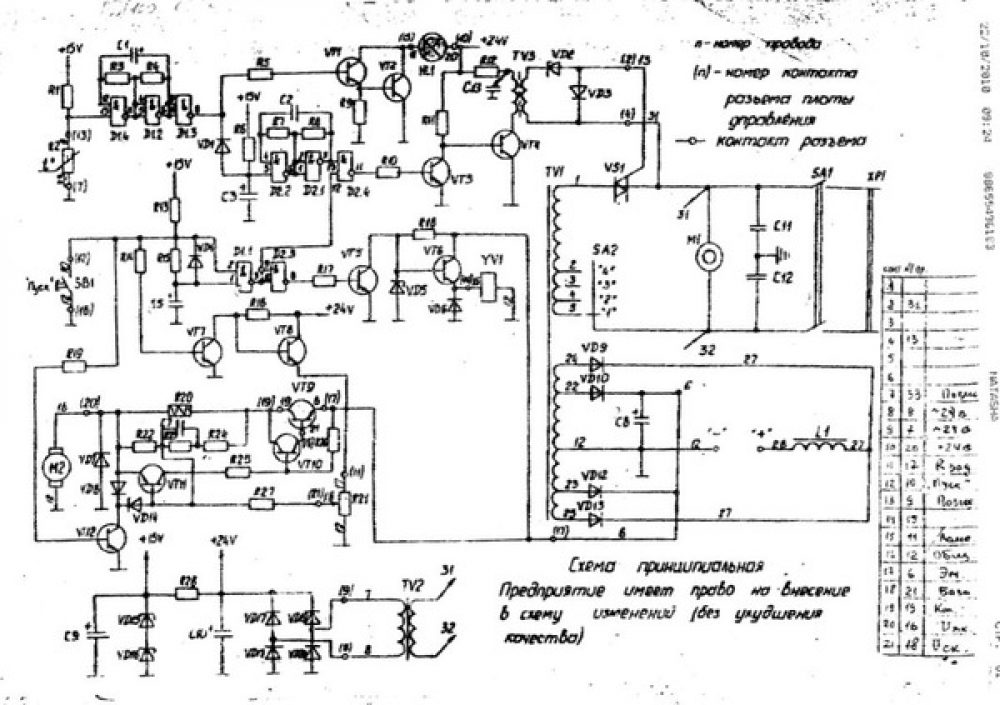
Схема сварочного аппарата Линкор ПДГ-100
Тем самым дается сигнал на подачу проволоки, начинает работать силовой трансформатор и газовый клапан открывается на подачу. Если кнопку отпустить, электронная схема прекращает движение проволоки. С небольшим запаздыванием прекращается подача газа и функционирование источника питания. В схеме имеется тепловое сопротивление, которое сигнализирует о перегреве устройства (контрольная лампочка мигает).
ПДГ-250МП+MMA
Аппарат используется для сварки с длительным промежутком времени до включения термодатчика защиты от перегревания. Таким образом, непрерывный шов получается длиннее, чем у аналогичного устройства без обозначения «П». Опция ММА дает возможность применения этого источника для ручной дуговой сварки.

Сварочный полуавтомат Линкор ПДГ-250МП+MMA. Фото Сварочные Технологии
Величины сварочных токов от 30 до 250 А. При работе на малых величинах тока, сменив полярность, можно сваривать очень тонкий металл до 0,3 мм. На больших токах полуавтомат варит металл до 10 мм. Проволока от 0,6 до 1,2 мм. подается с помощью германского механизма, состоящего из двух роликов. Низкое входное напряжение до 150 В (полуавтомат спроектирован на 220 В) не является препятствием в работе. Стабилизатор сохраняет работоспособность аппарата. Во время холостого хода использует минимальное количество электроэнергии. Компактный и легкий по весу (12,5 кг) отличается мобильностью в работе.
ПДГ-191
Эта модель выпускалась заводом ориентировочно в 1998-1999 г.г. В однокорпусном полуавтомате проблемы возникали с размещением устройства для размотки проволоки. После этой модели размещать его стали с внешней стороны корпуса источника питания. В ПДГ-191 «Линкор» применялись две схемы подачи газа. В первом варианте аппарат выпускался без газового клапана. При включении пусковой кнопки открывалась пережатая в горелке трубка из пластичного материала. Во втором варианте полуавтомат снабдили газовым клапаном, применявшемся в карбюраторе автомобиля.
Инверторы
Сварочные инверторы «Линкор» значительно дешевле своих зарубежных аналогов. В зависимости от модели могут работать от напряжения питающей сети 220/380 В. Значения сварочного тока: от 30 А min-160 А max (ПДГ-170) до 60 А min-510 А max (ПДГ-520).
ВД-200И
Предназначен для ручной дуговой сварки электродами диаметром от 1,6 до 4,0 мм. Параметры электронного блока позволяют применять аппарат для аргонодуговой сварки неплавящимися электродами. Большие перепады напряжения (от 150 до 260 В) не являются проблемой в работе. Устойчиво производит сварку при подсоединении к передвижным электростанциям (генераторам). Толщины свариваемых материалов от 1,0 до 10 мм, при сварочном токе от 30 до 190 А.

Аппарат инверторный ВД-200И. Фото Сварочные Технологии
ВД-201: схема и не только
Инвертор выпускается в двух исполнениях ВД-201И и ВД-201ИП. Аппарат ВД-201ИП имеет настройку тепловой защиты, позволяющей ему работать более длительный период времени и получать за один проход удлиненный сварочный шов.

Аппарат инверторный Линкор ВД-201ИП. Фото Сварочные Технологии
Отличительной чертой всех инверторных аппаратов компании «Линкор» является принцип построения электронной схемы. Это мостовой двухконтурный резонансный преобразователь с частотным управлением. Введенная резонансная цепь нивелирует различные коммутационные процессы, что позволяет не предъявлять слишком высоких требований к полупроводниковым элементам схемы. Схема может быть построена на базе недорогих диодов и транзисторов. Это является одной из причин, почему стоимость устройств производителя значительно ниже, чем зарубежных аналогов.

Схема сварочного аппарата Линкор ВД-201И. Фото с официального сайта производителя
ВД-201И
Инвертор отличается возможностью устойчиво работать на пониженном токе и сваривать тонколистовой металл (от 0,7 мм.). Стабильная и устойчивая дуга позволяет качественно проводить сварку корневых швов, что является основой для сварных швов, получаемых за несколько проходов. Вследствие малого веса (6,5 кг.) и габаритов (380х130х220 мм.) аппарат мобилен и функционирует в походных условиях при подсоединении к маломощным (не менее 3 кВт) генераторам.

Аппарат инверторный Линкор ВД-201И. Фото Сварочные Технологии
ВД-230И
Этот агрегат обладает большей мощностью, чем аппараты, представленные выше по тексту. Толщина свариваемых материалов от 1,0 до 12,0 мм. Диаметры используемых электродов от 1,6 до 5,0 мм. Для защиты от пыли и влажности, которые являются основной причиной выхода инверторов из строя, применяется покрытие аппарата специальным составом. Вольтамперная характеристика практически исключает прилипание электродов. Сварочные работы в домашних условиях может проводить человек не имеющий опыта сварщика.

Аппарат инверторный Линкор ВД-230И. Фото Сварочные Технологии
Ремонт: у специалистов или своими руками
Наиболее часто встречающиеся у сварочников неполадки:
- при подключении к сети аппарат не работает;
- происходит постоянное залипание электрода, одновременно «гудит» преобразователь;
- аппарат самопроизвольно отключается (например при перегреве).
После внешнего осмотра: проверки целостности контактов, наличия требуемого напряжения в питающей сети, нарушения изоляции, превышения длины сварочных проводов, определение дефектов по местам наличия сажи (образуется при замыкании), нужно принимать решение о методах ремонта.
Если это неисправности в электронной схеме аппарата, то лучше сразу обратиться к специалистам сервисной службы. Здесь надо разбираться в схеме инверторного источника и иметь под рукой минимум мультиметр и осциллограф, включая опыт работы с ними.
Где купить
В отдельном разделе нашего сайта представлены компании, предлагающие различное оборудование. Оснащение для сварки торговой марки Линкор и других брендов реализуется несколькими предприятиями.
Нужна схема Линкор вд 200 иу2
Нужна схема блока питания.на нем 2релюшки и дросель.аппарат зеленого цвета.есть с таким же названием серого цвета там схема другая.от 200 201 схемы есть но по блоку питанию не совпадает.
Сообщение отредактировал ромман: 26 Январь 2016 12:48
#2 tehsvar
- Город: Нижний Новгород
Есть вот такая. По ней можно всё доделать. Это предыдущая либо эта версия аппарата. Зелёного!
Прикрепленные файлы
- Линкор200.bmp491,47К 1391 скачиваний
#3 ромман
- Участник
- Cообщений: 126
- Город: сочи.лазаревское
Сообщение отредактировал ромман: 26 Январь 2016 18:31
#4 tehsvar
- Город: Нижний Новгород
#5 ромман
- Участник
- Cообщений: 126
- Город: сочи.лазаревское
#6 tehsvar
- Город: Нижний Новгород
По лету был в Лазаревском. Тепло там у вас. Хорошо. Я как раз попал, когда жара начала спадать. Но нам и этого хватило.
Я в курсе, как там в этом аппарате всё собирается. И как прикручивается. Это довольно неудобно. В этой плате питания ничего хитрого не придумали, всяко. Если сложно понять, то забейте на все зарядные реле и резисторы. Включите всё напрямую. Естественно через мост. Ёмкостей там немного, он вполне выдержит заряд. Это проверено, т.к. Александр Ильич было дело по-началу и без плавной зарядки эти аппараты выпускал.
Для своего дома и дачи аппарат вполне нормален. И ХХ высокий и дуга мягкая.
Сила там почти неубиваемая. Если и мрёт, то менять транзиля, кондёры и немного в управе мультивибратора.
#7 ромман
- Участник
- Cообщений: 126
- Город: сочи.лазаревское
#8 tehsvar
- Город: Нижний Новгород
Прежде чем жечь так всё, нужно сигнал посмотреть на транзилях. Для этого транс вольт на сто берём, выпрямляем с кондёром и соблюдая полярность впаиваем к плате управы. Там есть спец перемычки к силе, вот их отпаять нужно, что бы транзиля были не нагружены. Схема работает в автоколебательном режиме. И осциллографом смотрим сигнал на транзисторах. Далее проверяем кондёры, что рядом с транзилями, в виде бочёнков, выходные диоды, внешне на всяк. И включаем через лампочку. И вуаля ! Он начинает потихоньку пищать. Выкидываем лампочку и включаем в сеть. Можно и сократить немного, если уверенность есть.
ПС. Кстати, посмотрите вот этот резистор. Обвёл красным на схеме. Если другой, то лучше замените на такой. Меньше намагничивание транса на ХХ будет. Точнее влияние регулятора уменьшится.
Ремонт инвертора Telwin 165 своими руками
В данной статье немного приоткроем завесу над буднями обычного сервисного центра по ремонту сварочной техники. Сегодня вашему вниманию представляем ремонт сварочного инвертора Telwin Force 165. Возможно, ознакомившись с предоставленной информацией, вы сможете устранить некоторые неисправности своими руками. И помните, не беритесь за ремонт, если не уверены в своих действиях, в результате, это всегда обходится дорого.
Как ни банально это звучит, ремонт начинается с разборки аппарата. Для начала снимается ручка, которая зафиксирована на 4 винтах. Затем откручиваются 2 винта, расположенные на пластмассовой части (держат переднюю и заднюю панель) и 2 винта, которыми зафиксирован корпус по бокам). Также не забудьте снять ручку регулятора тока, потянув ее на себя, потому что она не позволит передней панели инвертора отделиться от общего корпуса.
Диагностика начинается с поверхностного осмотра платы. Нужно внимательно посмотреть, нет ли перегоревших дорожек, поврежденных элементов и тому подобного. При беглом осмотре сразу видно, что вышел из строя зарядный резистор, который отвечает за плавный заряд конденсаторов.
Без него будет большой удар в сеть. То, что сгорел зарядный конденсатор говорит о 3 вещах:
- Битый диодный мост
- Пробиты электролитические конденсаторы;
- Силовые ключи – IGBT транзисторы.
Приступаем к прозвонке
Начать прозвонку лучше с выходных клемм, таким образом проверяется годность выходного диодного моста.
- входной мост с обратной стороны платы;
- диодный мост на предмет КЗ;
- конденсаторы по высокой стороне;
- силовые транзисторы IGBT нужно замерять меду стоком и истоком, то есть между коллектором и эмиттером.
В данном конкретном случае ремонта Telwin Force 165 вышли из строя именно транзисторы.
Обычно, при выгорании транзисторов выгорают и драйверы. В таком случае транзисторы нужно демонтировать. После демонтажа транзисторов нужно проверить исправность драйверов. Для этого находят сопротивления 15 Ом и звонят их в режиме прозвонки тестера. Если они целы, большая вероятность, что драйвер годный. Если же эти резисторы в обрыве, тогда придется полностью проверить драйвер. Рядом расположены диоды и транзисторы, их проверяют на пробой.
Перед включением нужно убедиться, что у нас по высокому нет замыкания (что замыкание было действительно в транзисторах). Проверяем на конденсаторах.
Топология данного инвертора, Telwin 165, это косой полумост. Выходной трансформатор включен между транзисторами. Почему так называется, косой полумост? Транзисторы включены как бы наискось. В другом косом плече моста стоят разрядные диоды. Их нужно прозвонить заранее, потому что при пробое транзисторов очень часто эти диоды тоже пробивает.
Проверяют также супрессоры – снабберы транзисторов. Они вылетают редко.
Если КЗ нет, нужно подать питание и осциллографом посмотреть, какой сигнал приходит на транзисторы. Многие ремонтники смотрят на форму сигналов на затворах, но мы рекомендуем от эмиттера до затвора впаивать конденсатор 220 -1000 пФ. Тем самым имитируется емкость затвора и нагружается цепочка драйвера. Таким образом, весь драйвер выходного транзистора думает, что он работает на затвор транзистора. Осциллограмма будет примерно такой, как при работе с реальным транзистором. Без нагрузки все может хорошо показывать, под нагрузкой – мы увидим, какая будет форма.
Перед подключением питания в обязательном порядке понадобится стоваттная лампочка с двумя проводами. Если вы не опытный ремонтник, вам нужно обрезать дорожку на плате. Дело в том, что вы можете не заметить замкнутый трансформатор, битый снаббер, диоды и т.д. Разрез питающей дорожки вас спасет от дорогостоящего выхода всей силы из строя.
После любой манипуляции, когда вы включили питание, а потом выключили его, нужно на лампочку разрядить конденсаторы. Напряжение на них смертельное, 310В, может быть даже летальный исход.
В процессе наладки, между двумя разрезанными дорожками впаивается лампочка, которая ограничивает ток, идущий через выходную часть. И даже если где-нибудь что-то будет не так (занижена частота, пробиты трансформаторы, выход и т.д.), лампочка просто загорится в полный накал, а все остальное останется целым.
В Telwin Force 165 схема построена следующим образом: как таковая отсутствует дежурка, но … через резистор от сетевого напряжения (310В) заряжаются конденсаторы, которые дают подпитку ШИМу и он короткими импульсами пытается запустить силовую часть. В момент запуска силовой части отвод из силового трансформатора через диод и кренку начинает питать всю схему. Вся схема «заводится» — в этот момент щелкает реле и включается вентилятор. Таким образом производится запуск инвертора, т.е он работает на самоподпитке (не от дежурки). Если вы включили инвертор и щелкнуло реле, завращался вентилятор – это значит, что сила «завелась».
В конкретной рассматриваемой плате при подаче питания на указанных на фото выводах между эмиттером и затвором должны быть короткие «пачки» импульсов – попытки запуска — примерно раз в одну секунду.
Для проверки нужно подпаять минусовой щуп осциллографа на эмиттер.
Важный момент! Напряжение, которое вы подаете, должно быть развязано от сети гальванически, чтобы осциллограф и все остальные приборы, которые вы подключаете, не попали попали под фазу (включая человека, который ремонтирует инвертор).
Другой щуп осциллографа ставится на затвор и подается питание.
На экране осциллографа должны появится серия запускающих импульсов. Значит, драйвер, ТГР, и управляющий ТГРом транзистор – все в рабочем состоянии.
Затем, отключается питание, разряжаются конденсаторы на лампочку и производится переключение на другое плечо.
Проверяются импульсы на другом плече. С помощью осциллографа вы можете измерить размах посчитать их длительность.
Запаиваем весь конечный каскад и пробуем его запустить, потому что все работает в штатном режиме, о чем свидетельствует описанная проверка.
При установке новых силовых IGBT –транзисторов все поверхности алюминиевых радиаторов, к которым они будут прилегать, должны быть идеально чистыми: очищены от любых загрязнений и промыты спиртом.
Проведите пальцем по радиатору в месте установки транзисторов: не должно быть вкраплений, отверстия под резьбу без заусениц и не должны возвышаться (когда откручивают винт, бывает как-бы «вытаскивают» резьбу из алюминия – получается бугор).
Нужно убедиться, что на IGBT-транзисторах нет вкраплений, потому что любая песчинка сделает зазор между транзистором и радиатором, соответственно, функция теплоотвода не будет выполняться в полной мере.
Пасту КПТ-8 (Кремнийоргани́ческая Па́ста Теплопрово́дная) ГОСТ 19783-74, используемую для улучшения теплообмена между мощными электронными компонентами и радиатором, нужно наносить на транзистор исключительно из тюбика. Не нужно выковыривать пасту лопатками из банок.
Пасту нужно мазать как можно меньшим слоем и только на металлическую часть. При затяжке транзистора она должна едва выйти из-под корпуса. Толстый же слой приводит к деформации транзистора.
Радиаторы с транзисторами обратно устанавливаются на плату и запаиваются. В технологический разрез дорожки платы, о котором говорилось ранее, впаивается лампочка, после чего подается питание. Должно щелкнуть реле и включиться вентилятор, это значит, что силовая часть запустилась. Если лампочка не горит, это говорит о том, что все работает нормально и ток покоя в норме.
Нужно проверить выход. На выходных клеммах инвертора должно появиться напряжение. Проводите все работы очень аккуратно, потому что схема в момент проверки находится под высоким напряжением 310В по постоянному току!
К выходным клеммам подключается небольшая лампочка 40 Вт и если все в норме, она должна загореться – силовая часть в рабочем состоянии.
Далее плата промывается изопропиловым спиртом от паяльного флюса, восстанавливается «разорванная» дорожка и нагружается на реостат (проверяется выходной ток).
Регулятор тока выводится на минимум и подключается реостат. Ставятся щупы и снимается напряжение холостого хода. Подключается нагрузка и регулируется ток ручкой инвертора. В данном конкретном случае ремонта ток не регулировался, т.е. был постоянно на максимальном своем значении. Если бы в качестве нагрузки был бы подключен не реостат, а реальный сварочный электрод, при первом же касании о металл этим электродом, вся силовая часть сгорела бы снова, так как инвертор постоянно работает на максимальной своей мощности! Оказывается, изначальная проблема, приведшая к поломке, заключалась в отсутствии регулировки тока. Это говорит о том, что неисправность находится где-то в задающем генераторе. Следствие выбитой силы уже было отремонтировано, а причину – нужно искать.
За регулировку тока отвечает трансформатор, через который проходит первичная обмотка силового трансформатора. Нужно проверить целостность вторичной обмотки этого регулировочного трансформатора. Операционник LM324 проводит сравнение между установленным положением ручки регулятора тока в одном плече и полученными данными с указанного на фото транса в другом плече.
Результаты, полученные операционником, подаются на микросхему ШИМ (задающий генератор работы всей силовой части) и от длительности его импульсов зависит выходной ток. Длительность же импульсов задается операционной микросхемой на основании полученных данных между установленной ручкой и тем, что пришло с трансформатора. В данном случае ремонта данная схема не работает. Нужно устанавливать причину.
Заменой микросхемы компаратора LM324 проблема была решена, а ремонт инвертора завершен. Дальнейшее испытание на реостате показали, что аппарат полностью исправен, а ручка регулировки тока работает, как и положено.