Нарезание внутренней резьбы
На этапах, предшествующих сборке резьбовых соединений с применением крепежных деталей, часто возникает необходимость нарезания внутренней резьбы в готовых изделиях и заготовках. Для болтов, винтов и шпилек в них предварительно сверлят отверстие требуемого диаметра, затем выполняется нарезание внутренней резьбы с заданными параметрами.
Инструмент для нарезания резьбы
В просверленных сквозных или глухих отверстиях внутреннюю резьбу нарезают специальным инструментом – метчиками . По назначению такой инструмент подразделяют на ручные, машинно-ручные, машинные и гаечные метчики. Метчик включает в свое конструктивное исполнение рабочую часть и хвостовик, торец которого имеет квадратное сечение для крепления воротка. Ручные метчики для нарезания метрической и дюймовой резьб производят наборами (комплектами) из двух или трех изделий. Для нарезания внутренней резьбы с шагом не более 3 мм применяют наборы из двух метчиков, а для резьб с шагом более 3 мм – наборы из трех. В комплектацию из трех инструментов входят черновые , средние и чистовые метчики , отличающиеся между собой длиной заборного конуса. Черновой и средний – имеют меньшие диаметры, чем чистовой, который изготавливают с полным профилем. На хвостовике каждого метчика нанесены одна, две или три риски, определяющие очередность использования каждого из них при нарезании внутренней резьбы в одном отверстии.
Отверстия для нарезания резьбы
Для сверления отверстия под нарезание внутренней метрической резьбы. выбирают сверло, диаметр которого приближенно рассчитывается по формуле: D = d – P , где d – диаметр внутренней резьбы, P – ее шаг. Например, нарезание метрической резьбы М10 с шагом 0.5, 0.75, 1.0, 1.25 и 1.5 миллиметра (для болтов, винтов или шпилек ) потребует применения сверла с диаметром, соответственно, 9.5, 9.25, 9.00, 8.80 и 8.50 мм. А сверление отверстий для нарезания трубной резьбы в ¼ дюйма цилиндрической формы классов точности А и В выполняют сверлами с наружным диаметром 11,5 мм. В глухих отверстиях сверление выполняют на глубину, превышающую длину резьбовой части крепежной детали на 5-6 мм.
Нарезание внутренней резьбы выполняют следующим образом. Деталь с готовым отверстием жестко закрепляют, например, в тисках. Затем рабочую часть чернового метчика покрывают смазкой, вставляют инструмент заборной частью в отверстие и плавным поворотом воротка начинают нарезать резьбу внутри детали. После одного-двух оборотов по часовой стрелке делают пол-оборота в обратную сторону для измельчения стружки и затем продолжают нарезание до полного входа метчика в отверстие. Такую же операцию выполняют средним и чистовым инструментом.
Нарезание резьбы
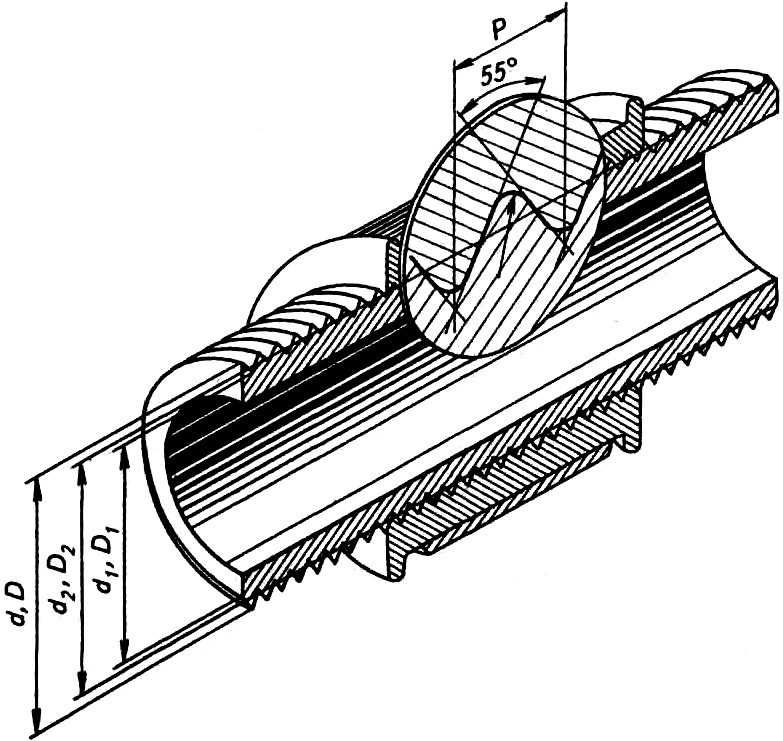
Даже если вам редко приходится нарезать резьбу, все же полезно уметь отличить метрическую резьбу от дюймовой, а правую от левой. Видов резьб довольно много, но чаще всего мы имеем дело с треугольной резьбой — метрической и дюймовой. Отличие их не только в том, что все элементы метрической резьбы измеряются в миллиметрах, а дюймовой — в дюймах.
Эти резьбы отличаются еще профилем: метрическая резьба имеет профиль равностороннего треугольника, а дюймовая — равнобедренного, с углом 55 градусов при вершине. А еще резьбы отличаются шагом, и у дюймовой резьбы шаг больше, поэтому профиль ее крупнее, а резьба получается более прочная.
В отечественной практике крепежные изделия выполняются преимущественно в метрической системе, а дюймовая осталась для водопроводных труб. В последние годы появилось много импортной бытовой аппаратуры с крепежными элементами дюймовой системы малого размера.
Для нарезания резьбы используются специальные режущие инструменты — метчики (нарезание резьбы в отверстиях), плашки, лерки и клуппы (нарезание резьбы снаружи детали).
Плашка. Для изготовления винтовой нарезки на болтах служат плашки, которые можно рассматривать как крепко закаленную стальную гайку с прорезями, образующими режущие кромки.
Метчик — это цилиндрический режущий инструмент с нанесенным на внешней поверхности профилем резьбы с канавками для отвода стружки. Пересечение канавки с витками резьбы образует режущую кромку метчика, которая и снимает стружку при нарезании резьбы.
Метчики, в зависимости от назначения, бывают слесарные, машинные, раздвижные и целый ряд специальных, но дома мы обычно используем простые слесарные метчики для нарезания резьбы вручную. Слесарные метчики, в свою очередь, бывают цилиндрические и конические — у цилиндрических метчиков в наборе 3 метчика одного размера, они имеют разный наружный диаметр, и полный профиль резьбы можно получить только чистовым метчиком, а у конических метчиков наружный диаметр в наборе одинаковый, а отличаются они длиной заборной части.
Набор метчиков для нарезания резьбы вручную обычно состоит из трёх (реже — из двух) инструментов — для черновой, промежуточной и чистовой обработки. Отличаются эти метчики метками рядом с обозначением резьбы -это либо цифры I, II и III или горизонтальные риски (одна, две или три).
Метчики для нарезания резьбы на станках называются машинными и имеют более полный профиль, иной профиль канавок и режущей кромки и иную форму хвостовика для крепления на станке.
Резьба может быть правой — когда гайка на болт наворачивается по часовой стрелке — и левой — гайка наворачивается вращением против часовой стрелки. В соответствии с этим резьбонарезный инструмент предназначен для нарезания правой или левой метрической или дюймовой резьбы.
Хорошая, полная резьба получится только тогда, когда правильно подобран диаметр стержня или сверла для подготовки отверстия. Установлено, что для получения качественной резьбы на стержне диаметр его должен быть на 0,3—0,4 мм меньше наружного диаметра резьбы. В помещенной ниже таблице 1 приведены рекомендуемые диаметры стержней для метрической резьбы, нарезаемой плашками.
| Диаметр резьбы в мм | М 6 | М 8 | М 10 | М 12 | М 14 | М 16 | М 18 | М 20 |
| Диаметр стержня в мм | 5,8 | 7,8 | 9,8 | 11,8 | 13,7 | 15,7 | 17,7 | 19,8 |
Конец стержня нужно подготовить, сняв фаску, — немного сточив край.
Нарезка делается так. Зажимают в тиски стержень соответствующего диаметра и длины, со снятой на конце фаской. Затем ставят клупп с плашками или лерку и начинают навинчивать с некоторым нажимом; при этом плашки вырежут на поверхности стержня винтовую канавку. Проходят по стержню несколько раз, постепенно сжимая плашки, пока не получат хорошей, полной резьбы. Клупп и винтовальную доску надо вращать осторожно. Пытаться сразу получить полную нарезку нельзя, так как от чрезмерных усилий крепко закаленные плашки или винтовальная доска могут лопнуть. Вращают нарезной инструмент на один-полтора оборота вперед, а затем дают обратный ход, для того чтобы удалить стружку и обеспечить смазку. Плашки и метчики смазывают вареным маслом (можно машинным маслом и мыльной водой).
Нарезка отверстий обычно выполняется двумя или тремя метчиками. Сначала берется метчик с неполной нарезкой (1), у которого резьба конически срезана. Этот метчик делает в отверстии неглубокую лентообразную нарезку, которую углубляют более полным метчиком (2), а иногда проходят и третьим (3), почти цилиндрической формы. Метчики имеют четырехгранную головку, которую вставляют в рукоятку с соответствующими отверстиями, или вороток.
Перед нарезкой резьбы надо просверлить отверстие несколько меньше диаметра метчика.
В таблице 2 приведены диаметры отверстий в металле под резьбы метрические, причем для мелкой резьбы (с более мелким шагом) диаметры отверстий будут меньше.
В таблице 3 приведены значения диаметров отверстий под нарезание дюймовой резьбы.
| Обозначение резьбы, дюйм | Нар. диаметр, мм | Шаг резьбы | Диаметр отверстия, мм | |
| Ниток на дюйм | мм | |||
| 1/8″ | 2,095 | 24 | 1,058 | 0,74 |
| 3/16″ | 4,762 | 24 | 1,058 | 3,41 |
| 1/4″ | 6,350 | 29 | 1,270 | 4,72 |
| 5/16″ | 7,938 | 18 | 1,411 | 6,13 |
| 3/8″ | 9,525 | 16 | 1,588 | 7,49 |
| 7/16″ | 11,112 | 14 | 1,814 | 8,79 |
| Обозначение Как и метчики, плашки и лерки для нарезания наружной резьбы не имеют сплошной режущей поверхности, и нарезание резьбы производится секторами. Для начала первого витка имеется неполный профиль на краю инструмента. Плашки бывают цельные и разрезные — цельная плашка нарезает полный профиль резьбы за один проход, а для более крупной по диаметру резьбы снять стружку за один проход трудно, и плашку делают разрезной и по мере работы поджимают. Плашки вставляются в плашкодержатели, где их закрепляют зажимными винтами по коническим углублениям на корпусе плашки. Лерка, или винтовая доска,- это набор резьбонарезных гнезд в одном инструменте (в одной пластине). Как плашка, так и отверстие в лерке предназначены для нарезания только одного размера резьбы, а вот с помощью клуппов можно нарезать резьбы на деталях разного диаметра, но с одним и тем же шагом. Оставляя комментарий Вы соглашаетесь с Политикой конфиденциальности Оптимальный диаметр сверла под резьбуНи одно разъемное соединение не может существовать без резьбового сочленения деталей. Надо сказать, что любые метизы, имеющие наружную резьбу, например болты, можно купить в любом специализированном магазине. С внутренней все намного сложнее. Она нарезается вручную или на специальных станках. Чтобы ее получить, необходимо сначала просверлить в заготовке отверстие, которое должно соответствовать диаметру инструмента, предназначенного для нарезки. Каждое такое отверстие требует определенного размера инструмента. Именно для этого подбирается диаметр сверла под резьбу. Промышленность выпускает диаметры сверл совершенно разного размера. Он может начинаться с минимума, равного 0,5 мм, и заканчиваться большими коническими сверлами, размеры которых равны, как правило, 0,05 мм. Следовательно, сверлением можно получить самые разные отверстия, необходимые для выполнения технологического процесса. Основные характеризующие параметрыКогда требуется сделать отверстия, имеющие большой диаметр, применяются специальные станки, в которых сверла сделаны с конусным хвостом. Все обыкновенные сверла имеют цилиндрический хвост. Конус большого сверла соответствует пятому размеру. Размеры конуса находятся в прямой зависимости от размера сверл. Большой диаметр сверл требует наличия большого конуса. Вот ориентировочные данные: Диаметр: 6-10 мм, конус: 11-22 2 мм. Таблица подбора диаметра сверла под рузьбу. Самые большие сверла обязательно имеют пятый конус. Когда необходимо сделать внутреннюю резьбу, диаметр отверстия подбирается по диаметру резьбы и величине резьбового шага. В инженерных чертежах такие данные показываются надписью М8×1. В этом случае буква «М», показывает метрическую резьбу, цифра обозначает шаг резьбы. Когда просто пишут «М8», без цифр, подразумевается применение стандартного крупного шага. Такой резьбовой шаг наиболее предпочтителен, так он стандартизован для большинства размеров. Каждый диаметр требует наличие определенного размера отверстия. Для определения применяется специальная таблица, в которой указаны самые ходовые размеры. С ними сталкивается любой слесарь или домашний умелец. Нарезание резьбы: рекомендацииСвоим внешним видом резьба напоминает винтовую канавку, имеющую постоянное сечение. Резьба имеет два вида:
Резьбовые соединения применяются практически везде. С их помощью можно придать вращению детали поступательное движение. Любой механизм, любая сложная машина не могут обойтись без резьбовых сочленений. Она подразделяется на несколько групп:
Направление движения направляющих влияет на разделение резьбы на два вида:
Нарезание резьбы метчиком. Имеется также подразделение резьбы на несколько видов согласно имеющейся системе размеров:
Характеризует метрическую резьбу своеобразный профиль, имеющий вид треугольника. Его угол достигает 60°. Все измерения размеров проводят в миллиметрах. При большом шаге она маркируется цифрами с добавлением буквенного обозначения. Обычно цифры демонстрируют величину наружного диаметра. Каждый технический чертеж обязательно показывает характеристику резьбы типа “М6” или ее аналог. Когда хотят метрическую резьбу показать с нестандартным мелким шагом, специально добавляют число, показывающее шаг. Маркировка выглядит следующим образом: М6×0,6. Другая величина угла профиля отличает специальную дюймовую резьбу. Он обычно достигает 55°. Величина отверстия показывается в дюймах, количеством ниток измеряется шаг. Основным отличием трубной резьбы считается ее первоначальный диаметр, который базируется на размере трубного отверстия. В этом случае нарезка делается только снаружи. Чтобы выполнить операцию нарезки, пользуются самым разным оборудованием, таким как:
Кроме механизированных способов, нарезка очень часто делается вручную. Чтобы получить внутреннюю резьбу, слесаря используют особые резьбовые метчики. Нарезка снаружи делается с помощью плашек. Таблица выбора метчиков для нарезания резьбы. Метчики также подразделяются на несколько групп:
В большинстве случаев ручные метчики выпускаются в комплекте, куда входит три предмета. Первые два предназначены для предварительной операции, последний считается доводочным. Он создает окончательную резьбовую форму и нужные размеры. Абсолютно каждый метчик имеет свой номер, который маркирован на хвосте инструмента. Иногда метчиков бывает только два. Тогда один считается предварительным, а другой – чистовым. Материалом для метчиков служит высоколегированная сталь. Применяя плашку, получают наружную резьбу. По своей конструкции этот инструмент делится на:
Для абсолютно круглых плашек применяется специальный вороток, получивший название плашкодержатель. Как можно получить внутреннюю резьбу?Необходимо сначала подобрать нужный размер сверла, чтобы проделать отверстие в том месте, где требуется нарезка. Чтобы пользоваться метчиком, отверстие обрабатывают зенкером до получения определенной чистоты. Когда выполняется нарезка, происходит небольшое выдавливание материала. Поэтому размер сверла нужно подбирать немного больше, чем его внутренний резьбовой диаметр.
Однако, когда материал имеет невысокую твердость, размер отверстия сильно меняется. Если величина отверстия совпадет с внутренним резьбовым диаметром, то начнет происходить выдавливание материала во время нарезки. Его излишки начнут воздействовать на зубья метчика. Они начнут нагреваться, начнет прилипать стружка. Такая резьба будет иметь рваные нитки, не исключена поломка метчика. Чтобы определить диаметр сверла, необходимо обратиться к помощи специальных таблиц, в которых указаны все необходимые параметры. Удачи! 1.10. Особенности обозначения трубной резьбыОсновным параметром для конструктивного расчета трубопровода служит величина условного прохода. Условный проход труб примерно равен размеру внутреннего номинального диаметра трубы. Трубная цилиндрическая резьба по ГОСТу 6357—81 (рис.1.11) применяется на водогазопроводных трубах, частях для их соединения (муфтах, угольниках, тройниках и т.д.), трубопроводной арматуре (вентилях, клапанах, задвижках и т.д.).
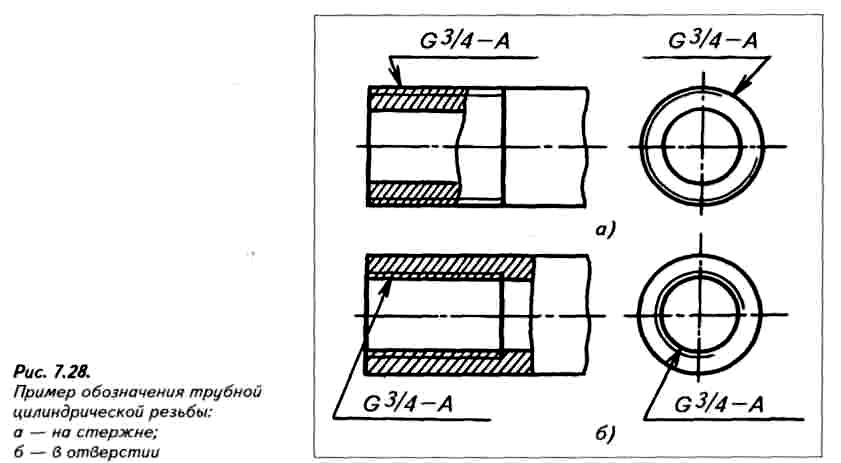
Рис. 1.11. Профиль и основные размеры трубной цилиндрической резьбы Профиль общий для наружной и внутренней резьбы имеет скругления вершин и впадин, что делает резьбу более герметичной, чем метрическая. В условное обозначение трубной цилиндрической резьбы входит буква G, размер резьбы в дюймах (без знака «), класс точности среднего диаметра резьбы — А или В (менее точный) и длина свинчивания, если она больше нормальной, установленной стандартом. Примеры обозначения трубной цилиндрической резьбы (рис. 1.7): G 3/4 — A; G 3/4 LH — A; G 3/4 — А — 20; G 3/4 LH — В — 40, где числа 20 и 40 — длина свинчивания. На чертеже детали с трубной резьбой обозначение ее размера отличается от метрической. Обозначение размера трубной резьбы наносят на полке линии-выноски, как показано на рис. 1.12.
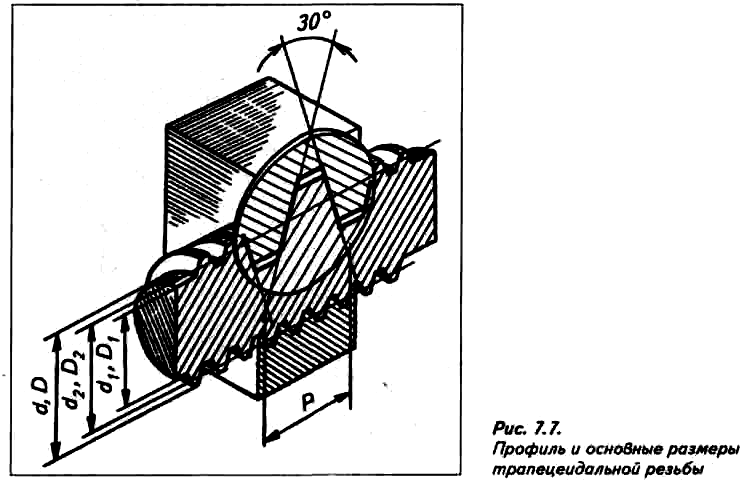
Рис. 1.12. Пример обозначения трубной цилиндрической резьбы: а – на стержне; б – в отверстии 1.5.3. Кинематические (или ходовые) резьбыТрапецеидальная резьба (рис. 1.13). Профиль резьбы — равнобочная трапеция с углом α = 30°. Резьба применяется для передачи осевых усилий и движения в ходовых винтах. Симметричный профиль резьбы позволяет применять ее для реверсивных винтовых механизмов. В настоящее время действуют следующие стандарты на трапецеидальную резьбу: профиль резьбы по ГОСТу 9484—81; основные размеры однозаходной резьбы — ГОСТ 24737—81; диаметры и шаги однозаходной резьбы — ГОСТ 24738—81; диаметры, шаги, ходы и допуски многозаходной резьбы — ГОСТ 24739—81; допуски для однозаходной резьбы — ГОСТ 9562—81. Примеры обозначений однозаходной трапецеидальной резьбы: Тr 40 х 6 — 8е (Tr — трапецеидальная, 40 — номинальный диаметр резьбы на стержне; 6 — ход; 8е — поле допуска); Tr 40 х 6 LH — 8e (та же резьба, но левая).
Рис. 1.13. Профиль и основные размеры трапецеидальной резьбы Примеры обозначений многозаходной трапецеидальной резьбы (рис. 1.14): Тr 40 х 9 (Р3) — 6е (Тr — трапецеидальная, 40 — номинальный диаметр резьбы на стержне, 9 — ход, 3 — шаг в мм, 6е — поле допуска).
Рис. 1.14. Пример обозначения трапецеидальной резьбы Упорная резьба (рис. 1.15. Профиль резьбы по ГОСТу 10177—82 — неравнобочная трапеция с углом рабочей стороны 3° и нерабочей — 30°. Этот же стандарт регламентирует и основные размеры резьбы. Допуски — по ГОСТу 25096—82.
Рис. 1.15. Профиль и основные размеры упорной резьбы Упорная резьба характеризуется высокой прочностью. Винтовая пара с упорной резьбой обладает высоким КПД. Резьба применяется в грузовых винтах для передачи больших усилий, действующих в одном направлении (в мощных домкратах, прессах и т.д.). Примеры обозначений упорной резьбы (рис. 1.16): S 80 х 16 — 7h (S — упорная; 80 — номинальный диаметр; 16 — шаг; 7h — поле допуска); S 80 х 16 LH — 7h (для стержня, LН — для отверстия, левая); S 80 х 20 (Р5) — 7h (80 — номинальный диаметр, 20 — ход, 5 — шаг у четырёхзаходной резьбы).
Рис. 1.16. Пример обозначения упорной резьбы Прямоугольная (квадратная) резьба (рис. 1.17) имеет высокий КПД и дает большой выигрыш в силе, поэтому подобные резьбы применяют для передачи осевых усилий в грузовых винтах и движения в ходовых винтах. Прямоугольные (квадратные) резьбы не стандартизованы, так как имеют следующие недостатки: а) в соединении (типа «болт — гайка») трудно устранить осевое биение; б) они обладают меньшей прочностью, чем трапецеидальная резьба, так как основание витка у трапецеидальной резьбы при одном и том же шаге шире, чем у прямоугольной резьбы; в) их труднее изготовить, чем трапецеидальную. В ответственных соединениях эти резьбы заменены трапецеидальной. Так как профиль и шаги этой резьбы не стандартизованы, на чертеже изделия с подобной резьбой приводят все данные, необходимые для ее изготовления.
Рис. 1.17. Профиль и основные размеры прямоугольной (квадратной) резьбы Специальная резьба. Имеет стандартный профиль, но нестандартный шаг или диаметр. В обозначении специальной резьбы перед буквенным указанием профиля (М, Tr, S) добавляют сокращенное слово Сп, например: Сп М34 х 2 — 6 d. К нам поступает огромное количество вопросов относительно размеров труб и фитингов, так как существует Сколько в ампере ватт, как перевести амперы в ватты и киловатты. Таблица перевода силы Блог пользователя slavarespekt на DRIVE2. Четырехтактный двигатель – самый распространенный тип ДВС современного легкового Постоянно сталкиваюсь с болтами, из-за качества которых у них срываются грани. Инструмент сейчас также Изготовление поделок из моторчика от игрушки или бытовой техники. Интересные идеи для игрушечных самоделок Adblock detector Для любых предложений по сайту: tribolgarki@cp9.ru |