Пайка медных труб: чем паять медь, разновидности флюса и припоев для меди
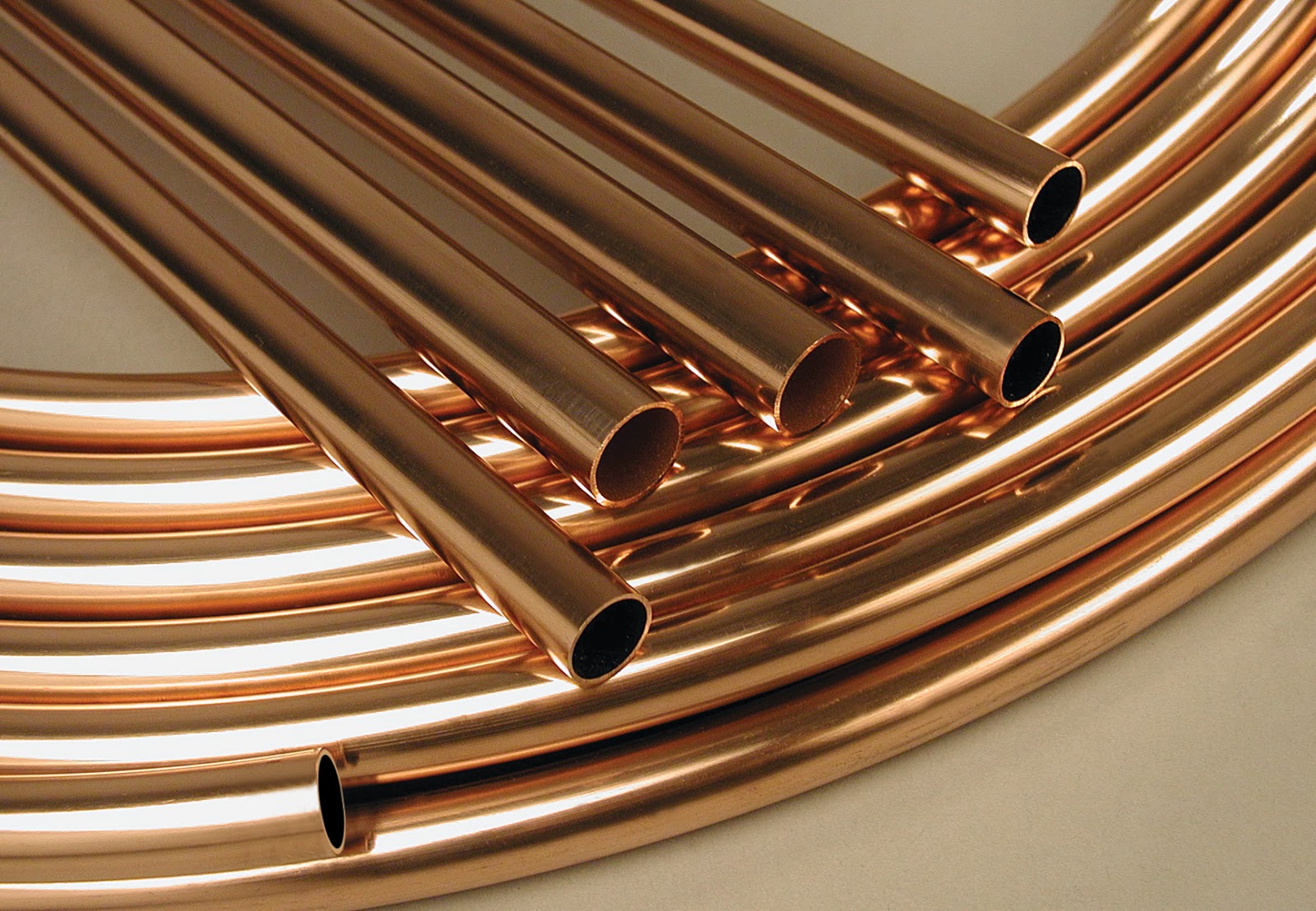
Да, на стальные и пластиковые (металлопластиковые) трубы приходится практически 80 % продаж трубопроводных коммуникаций. Остальной объем проката припадает на медные трубы. Низкая популярность медных коммуникаций обусловлена лишь их высокой стоимостью, в остальном же медные трубы значительно превосходят аналоги из стали и пластика. В обзоре будет рассказано как паять медные трубы.
Профессионально смонтированный медный трубопровод не имеет срока годности. Время службы медных коммуникаций сопоставимо со сроком эксплуатации самого здания.
Сборка и монтаж медного трубопровода может осуществляться несколькими способами:
- При помощи резьбовых соединений
- Методом пайки
Если говорить за медные трубы для бытовых коммуникаций, то практически всегда используется тонкостенный трубопровод. Такой прокат является пластичным и гибким, по этой причине к нему практически не применяются соединители под резьбу. Для монтажа медного трубопровода принято использовать пайку. В обзоре пойдет речь о том, как и чем паять трубы из меди.
Можно ли соединять медные трубы сваркой
Касательно сварки меди, традиционная электродуговая сварка не подходит для соединения медных деталей. Для сварки меди используются следующие методы:
- Газосварка
- Аргоновая сварка
Разумеется, соединение труб методом сварки применимо далеко не к любому виду медного проката. Сварка медных труб актуальна лишь для толстостенных коммуникаций, которые используются в промышленности. При помощи сварки соединяются медные трубы диаметром от 100 (мм) и более того.
Между газосваркой и пайкой медных труб есть много общего. И тот, и другой метод использует нагрев труб и припой.
Теперь подробнее о том, как паять медные трубы.
Какие методы пайки медных труб существуют
Различают несколько основных способов пайки меди:
- Горячий
- Холодный (капиллярный метод)
Горячая пайка отличается от холодной не толь ко температурой, а еще и типами припоя и флюса. Отличаться будет и технология подготовки медных соединений.
Горячая пайка медных труб
Горячий способ пайки подразумевает использование нагрева свыше 450 С. В данном случае припоем будет выступать тугоплавкий материал. Обычно это сплав меди (BCuP) или серебра (BAg). Конечно, для бытовых нужд вполне подойдет медный припой. Он недорого стоит и обеспечивает приличные прочностные характеристики соединений.
Метод горячей пайки применим к трубам диаметром от 12 до 150 (мм). Ключевым преимуществом горячего метода является получение шовного соединения повышенной твердости. Горячий метод еще называют «твердой пайкой».
Горячая пайка медных труб имеет допуск на создание даже газопроводных коммуникаций.
Паянные горячим способом медные трубы можно использовать в следующих сферах:
- Водопровод (горячий, холодный)
- Отопление
- Газопровод
- Кондиционирование
- Холодильные и морозильные камеры
Разумеется, у горячей пайки имеются и некоторые недостатки. Основным из них является появление эффекта отжига меди. При нагреве свыше 450 С структура меди становится более мягкой. То есть при использовании горячего метода пайки снижается прочность труб в месте пайки.
При пайке меди горячим методом обычно используют трубы со стенками потолще, чтобы отжиг был не так заметен.
Холодная или капиллярная пайка медных труб
Холодный метод пайки предусматривает нагрев коммуникаций до 450 С. При такой температуре можно использовать лишь припои начального класса: олово или свинец. По этой причине на высокие прочностные характеристики шовных соединений можно не рассчитывать.
Низкотемпературная (холодная) пайка применима для медных труб толщиной от 6 до 100 (мм). Ключевое преимущество холодного способа заключается в том, что при нагреве меди до температуры менее 450 С не происходит отжига. Это значит, что медные трубы останутся после пайки такими же жесткими и прочными, как и были изначально.
Холодный способ хорошо себя зарекомендовал при пайке медных труб с тонкой стенкой. Кстати, для бытовых нужд применяется в основном тонкостенный прокат.

Да, шовные соединения после капиллярной (холодной) пайки испытывают недостаток прочностных характеристик. Данный метод пайки медных труб не используется при создании газопроводных коммуникаций.
Дополнительно холодную пайку не используют и в том случае, когда коммуникации предназначены для транспортировки или циркуляции жидкости с температурой свыше 130 С.
Но несмотря на имеющиеся недостатки холодный метод пайки активно используется при установке труб в жилищных, административных и даже коммерческих объектах. Низкотемпературная пайка имеет допуск на использование в тех местах, где есть риск воспламенения находящихся рядом предметов.
Чем паять трубы из меди.
Что потребуется для пайки медных труб
При установке трубопроводных коммуникаций из меди мастеру будет сложно обойтись без следующего инвентаря:
- Газовая горелка – речь идет о компактных баллончиках с насадкой-резаком. Горелка должна обеспечивать тонкое направленное пламя длиной 50-100 (мм). Разумеется, можно обойтись и полоноразмерным газовым резаком, если он есть в наличии. Но резак достаточно опасно использовать на территории жилищных объектов.
Для работы с медными трубами существует специальный паяльник. Но специализированный нагреватель сможет себе позволить лишь специалист по установке медных коммуникаций, который занимается этим делом на коммерческой основе.
- Труборез – приспособление для порезки труб. Главным преимуществом трубореза перед ножовкой или болгаркой является возможность получения аккуратной кромки. При этом срез получается цилиндрической формы, без появления конуса и овала.
Конечно, при обработке труборезом тонкостенных коммуникаций срез может получаться не цилиндрическим, а овальным. Чтобы предотвратить деформацию торцевой части трубы, рекомендуется использовать специальные вставки. Этот же совет применим и к другим методам порезки труб.
Многие мастера при порезке медных труб отдают предпочтение ножовке по металлу. Помимо деформации торца в этом случае на стенках останутся заусенцы, которые впоследствии нужно будет аккуратно убирать.
Работа с медными трубами является деликатной. Даже мелкие заусенцы на торце коммуникаций могут стать препятствием для качественной пайки соединений.
- Наждак – перед нагревом труб и нанесением флюса контактные поверхности нужно зачистить от оксидной пленки. Если этого не сделать, то существенно снизится адгезия припоя.
Некоторые мастера используют вместо наждака щетку для зачистки металла. Для медных труб подходит лишь щетка с мягким металлическим ворсом. Такие щетки в народе называют «ведьмой».
- Расширитель труб – данный инструмент применим лишь к медным трубам с толщиной стенки не выше среднего. Благодаря расширителю появляется возможность увеличить диаметр торцевой части. В данном случае можно вставляются трубки одна в одну.
Для качественной пайки медных труб величина зазора между диаметрами торцевых частей соединения должна находиться в пределах 0,1-0,4 (мм). Это достаточно плотная посадка, которая при этом пропустит внутрь расплавленный припой.
Под действием флюса расплавленный припой становится неимоверно текучим.
Если не пользоваться расширителем и не увеличивать диаметр торца, то коммуникации придется соединять фитингом (штуфера, муфты, уголки, тройники и пр.). Негативным моментом использования фитинга является то, что пайку придется осуществлять с двух сторон для каждого соединения. Это лишняя трата сил и времени.
Дополнительно фитинги не растут на деревьях, их нужно покупать. Ударить по карману может приобретение медного фитинга. Если же работать с разнородными материалами, медь плюс нихром, есть вероятность, что в один прекрасный день какое-то из соединений даст течь.
Что еще нужно знать о том, как паять медные трубы.
Чем паять трубы из меди, разновидности припоев и флюса
Припой и флюс выбираются в зависимости от метода пайки. Для соединения медных коммуникаций холодным методом следует применять мягкие виды припоя (свинец или олово) и специальный флюс, предназначенный для нагрева до 450 С.
Низкотемпературный флюс желательно брать с наличием порошка в консистенции. Порошок является индикатором, который плавится при достижении нужной температуры нагрева.
Если медные коммуникации соединяются горячим способом, в этом случае следует применять твердые виды припоя. Для таких труб хорошо подходят припои на основе меди и серебра.
Обычно флюс для пайки медных труб фасуется в специальные баночки с кисточкой на крышке. Такой флюс очень удобно дозировать, его просто и безопасно хранить. Наличие кисточки позволяет наносить флюс точно и быстро. Это очень важно, если мастер рассчитывает получить соединения высокого качества.
Припои для горячей пайки чаще всего представлены стержнями диаметром 2-3 (мм). Касательно холодного метода пайки, в этом случае обычно используется тонкая проволока на основе припоя.
Как правильно паять медь?
Перед тем как паять медь, нужно учитывать, что она относится к хорошо поддающимся пайке металлам. Связано это с тем, что поверхность меди можно легко очистить, не прибегая при этом к веществам агрессивным. Медь является металлом слабо корродирующим. Хорошую адгезию с медью имеют многие легкоплавкие сплавы и металлы, к примеру, латунь. Когда во время пайки происходит нагрев меди на воздухе, реакций с кислородом не происходит и не требуются для пайки сложносоставные дорогостоящие флюсы.
Схема аргонодуговой сварки меди.
К примеру, водопроводные трубы из меди обладают значительно большей гибкостью, чем трубы из стали, они долговечны и устойчивы к химическим элементам, но обладают более высокой стоимостью. Системы водопровода и отопления из меди имеют такой же срок эксплуатации, как и все строение, и могут быть замурованы или залиты бетоном, обшиты различными стеновыми панелями. Требованием к монолитному размещению медных труб коммуникации является использование таких прокладочных материалов, как гофра или изоляция на основе ПВХ. Они предотвратят механические воздействия различного роди при сменах климатического режима зимой и летом.
Инструменты и материалы для пайки меди
- труборез;
- фаскосниматель;
- труборасширитель;
- металлическая шерсть;
- тиски;
- пассатижи;
- пинцет;
- паяльник;
- припой;
- флюс;
- бура;
- паяльное масло;
- газовая горелка.
Схема электросварочного аппарата.
Труборез требуется для того, чтобы нарезать трубы по длине. Принцип работы у труборезов один и тот же, хотя моделей в продаже можно встретить очень много. Труба для ее обрезки зажимается между роликами и лезвием, затем труборез вращают вокруг, подтягивая на треть оборота нижний болт. Чтобы получить ровный край, трубу держат строго перпендикулярно по отношению к инструменту. Труба, как правило, разрезается за 5-6 оборотов. Газовой горелкой возможно произвести низкотемпературную пайку меди, так как ее температура не превышает 450°. Не все конструкции горелок, имеющихся в продаже, подходят для пайки.
Перед тем как выбрать горелку для того, чтобы паять медь, нужно обратить внимание на инструкцию, так как те горелки, пользование которыми начинается с разжигания мангала, не подходят для этих целей. Как правильно паять медь? Нужно делать это паяльником или горелкой с узконаправленным пламенем. Трубу такая горелка нагреет за считаные секунды, и газового баллончика хватит при экономном использовании надолго. При выборе горелки нужно смотреть и на состав газа в баллоне. Как правило, это смесь пропана и бутана, но при этом чем выше содержание бутана, тем выше температура пламени.
Металлическая шерсть используется для очистки меди перед работой горелкой и паяльником. Ею плотно обжимают конец трубы или проволоки и совершают с усилием несколько вращательных движений. Для проволоки этого достаточно, а трубу следует зачистить еще и изнутри. Узкие трубки (фитинги) можно очищать специальными предназначенными для этого ершиками, при этом категорически запрещено пользование наждачной бумагой, особенно крупных фракций, и тем более напильника. Медь является мягким металлом, и при использовании наждачной бумаги компоненты наждака останутся на поверхности, препятствуя адгезии и хорошему соединению.
Схема точечной сварки меди.
Припой можно приобрести смотанным для удобства использования в катушки. Это оловянная проволока, диаметр которой около 3 мм. Желательно обращать внимание на отсутствие в припое свинца, о чем должна сообщать специальная надпись на катушке. Важным для пайки компонентом является и флюс, который смачивает основной металл (в данном случае медь) перед пайкой, проникая во все капилляры. Растекается по поверхности флюс под действием капиллярных сил. Перед тем как правильно паять, поверхность должна быть совершенно чистой и лишенной окислов. Шов будет прочен только в том случае, если компоненты будут защищены от кислорода, присутствующего в воздухе. Использование флюса повышает адгезию припоя наравне с механической зачисткой поверхностей.
При использовании флюса не играет большой роли, предназначен ли он для припоя с содержанием свинца или без, эти разновидности являются взаимозаменяемыми. Непригодны для использования с медью флюсы для пайки нержавеющей стали. Обыкновенная канифоль также может быть использована, но возможны проблемы с ее нанесением.
Правила пайки меди
При потребности спаять медное изделие или изделие, содержащее медные компоненты, нельзя дать однозначный ответ, как и чем лучше всего это сделать. Выбор способа и инструментов зависит от множества факторов, таких как размер и масса деталей, их состав. Учитывается и нагрузка, которой должны подвергаться уже спаянные изделия. Способов пайки несколько, и лучше знать их все, чтобы при необходимости выбрать наиболее подходящий.
Пайка крупных деталей
Схема капиллярной пайки меди.
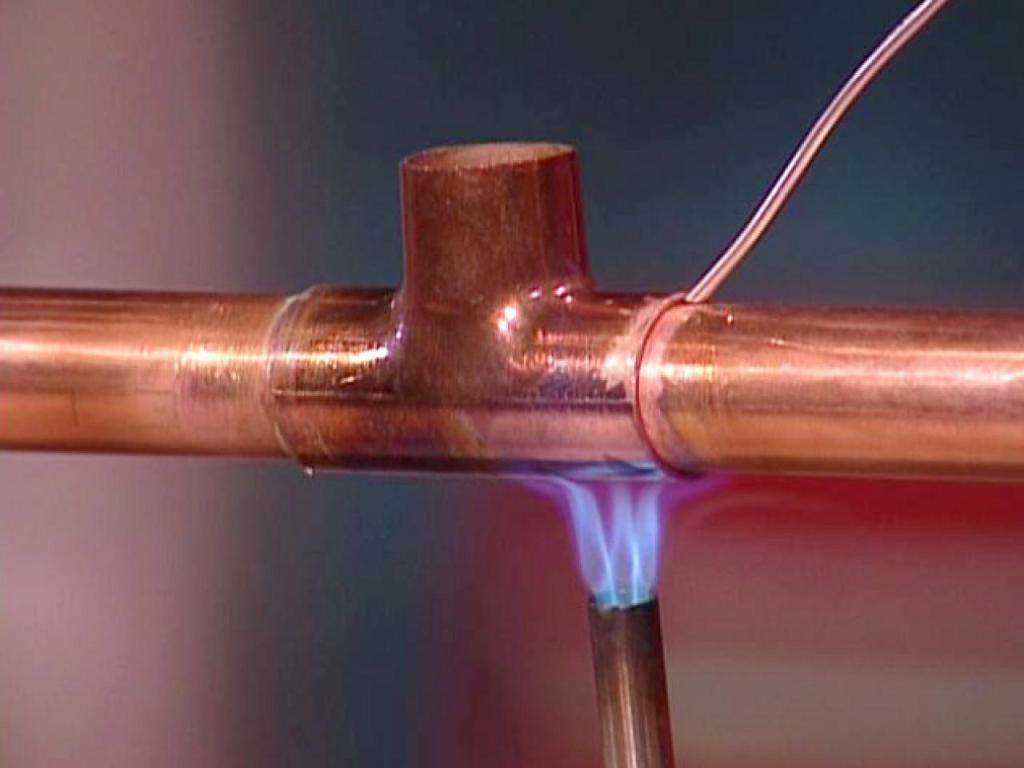
Если паять нужно массивные или крупные детали, которые нельзя прогреть до нужной температуры при помощи паяльника, используется горелка и медный припой. Флюсом в этом случае служит бура. Прочность медно-фосфорного припоя выше, чем у стандартного оловянного.
На механически зачищенную трубу или проволоку наносится тонкий слой флюса. На трубу после этого надевается фитинг, также механически зачищенный. При помощи газовой горелки место соединения греется до тех пор, пока медь, покрытая флюсом, не поменяет цвет. Флюс должен стать серебристого цвета, после этого можно вносить припой. Расплавляется припой мгновенно и проникает в щель между трубой и фитингом. Когда капли припоя начнут оставаться на поверхности труб, припой убирают.
Не следует перегревать трубы, так как это не способствует появлению большего капиллярного эффекта. Напротив, медь, нагретая до черноты, хуже поддается пайке. Если металл начал чернеть, нагрев следует прекратить.
Пайка проводов или проволоки
Чтобы спаять тонкие медные провода, нельзя использовать припой на основе хлорида цинка, так как он разрушит медь. Если никакого флюса в наличии нет, можно в этом случае растворить в 10-20 мл воды таблетку аспирина.
Схема сварки меди в среде инертных газов.
Медный же провод или детали из проволоки различного сечения могут быть с легкостью прогреты для нужной температуры при помощи паяльника. Температурный режим должен быть тот, при котором плавится припой, оловянный или свинцово-оловянный, им же и производится спайка. Флюсы должны содержать канифоль или быть изготовленными на ее основе, может быть использовано паяльное масло или даже сама канифоль.
Поверхность провода очищается от грязи и оксидной пленки, после чего детали пролуживают. Этот процесс включает в себя нанесение на разогретую медь тонким слоем флюса или канифоли, а затем и припоя, который при помощи паяльника распределяется по поверхности как можно ровнее. Детали, требующие соединения, соединяют и еще раз прогревают паяльником до тех пор, пока уже застывший припой снова не начнет плавиться. Когда это происходит, паяльник убирают и соединение остывает.
Детали можно зажать в тисках так, чтобы расстояние между ними составляло 1-2 мм. На детали наносят флюс и нагревают их. К зазору между раскаленными деталями подносят припой, который расплавится и заполнит собой зазор. Температура плавления у припоя для пайки этим способом должна быть ниже, чем температура плавления меди, чтобы детали не деформировались. Деталь остывает, затем ее промывают водой и дорабатывают при необходимости наждачной бумагой до гладкости и однородности.
Пайка посуды или запаивание отверстий в меди
При запаивании посуды пользуются чистым оловом, температура плавления которого выше, чем у припоя оловянного или с содержанием свинца. Иногда для запаивания крупных деталей используются молотковые паяльники, нагреваемые на открытом огне газовой горелки или паяльной лампы. В дальнейшем все происходит по стандартной схеме: зачистка, флюс и лужение, соединение деталей и прогревание паяльником. Именно для этого паяльника удобен припой из чистого олова.
Изнутри в фитинге, как правило, присутствует кайма, препятствующая продеванию его на трубу насквозь. Ее можно удалить при помощи грубого напильника, если фитинг нужно надеть на трубу дальше предусмотренного и запаять таким образом ненужное отверстие.
Пока припой остывает, не следует дуть на соединение или придавать ему даже минимальные физические нагрузки.
Техника безопасности при пайке меди
Нужно учитывать, что проводимость тепла у меди очень высока, вследствие этого паять детали, держа их в руках без защиты, не рекомендуется, скорее всего это кончится получением ожогов. Детали короче 30 см держат исключительно клещами либо в защитных рукавицах. Если в процессе пайки на оголенные части тела капнет флюс, требуется немедленно смыть его водой с мылом, так как, помимо термического, можно заработать химический ожог.
При любых работах с открытым огнем и раскаленным металлом, а также флюсом, который содержит кислоту, нежелательна одежда из синтетики, так как возгорается и плавится такая ткань значительно быстрее прочих. Обязательно проветривание при работе, дым от сгоревшего флюса вреден.
Если навыков пайки нет совершенно, перед выполнением ответственной работы желательно потренироваться на обрезках труб или проводов. Сложностей в этой работе немного, и 2-3 раз, как правило, хватает, чтобы усвоить все основные приемы. Если собирается водопроводная система, рекомендуется предварительно собрать ее на полу прежде, чем устанавливать все на места. После сборки и пайки система должна быть хорошо промыта горячей чистой водой, чтобы удалить с внутренней стороны труб части флюса и припоя.
Припой для пайки меди
Соединение меди, представляет собой сложный технологический процесс, который позволяет выполнять неразъемное соединение.
Развитие загородного домостроения привело к тому, что в инженерных сетях все используют трубы, выполненные из цветных металлов и их сплавов. Для того, что бы трубопроводная система работала бесперебойно, а главное безопасно необходимо обеспечить качественное соединение между элементами трубопроводной арматуры. Такие соединения выполняют с применением пайки.
Какой припой выбрать
Пайку труб из меди могут выполнять с помощью двух видов — мягкого или твердого. Температура первого расплава составляет 425 °C, рабочая температура второго составляет от 460 до 560 °С. Для осуществления пайки применяют газовую горелку.
Тип сплава применяют исходя из соотношения меди и других веществ, которые входят в его состав. Если, в состав средства для пайки деталей входит серебро, то такой сплав называют серебряным. Кстати, чем его больше, тем меньше температура его плавления. Кроме этого, наличие большого объема этого металла обеспечивает высокую смачиваемость и обтекание место пайки.
Другой тип смеси работы с медным материалом, который широко применяют для пайки меди это медно-фосфорный. Но, температура его плавления много выше, а такой параметр как смачиваемость, также уступает серебряным смесям.
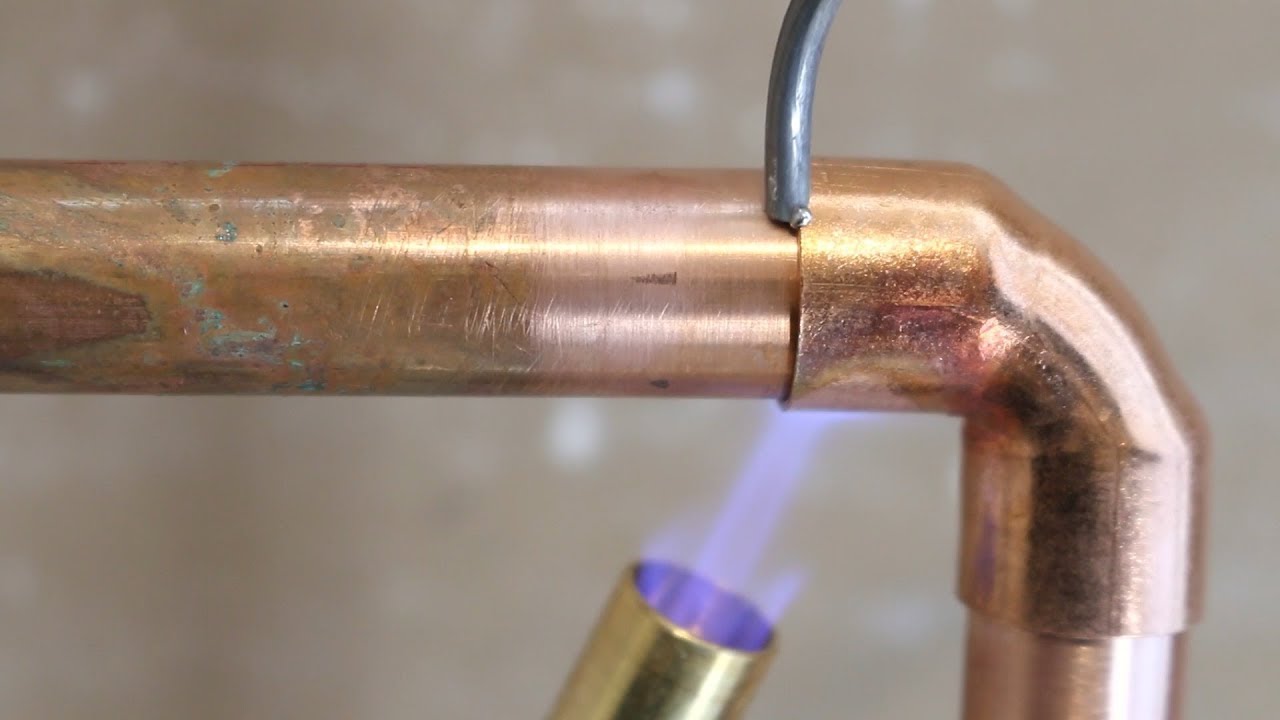
Пайка медных труб горелкой
Их применяют при производстве холодильной техники, которая применяется и в пищевой промышленности.
Выполняя пайку меди медно-фосфорным припоем, и его аналогами использование флюса не требуется. Для пайки медных деталей с латунными флюс необходим. При их использовании образуется капиллярный зазор с размером от 0,025 до 0,15 мм. Аналогичный зазор при использовании таких припоев составляет от 0 до 0,15 мм
Медно фосфорные
Соединение деталей из меди может производиться медно-фосфорным припоем в состав, которого входит серебро. Его доля может достигать 15%. Такой сплав применяют для работы с холодильным оборудованием.
Рабочая температура медно-фосфорных припоев не очень высока. Вещества этого класса обладают достаточной текучестью. Кстати, при работе, с использованием этого припоя нет необходимости в применении каких-либо флюсов. Это связано с тем в его состав входит фосфор. Именно фосфор защищает зону обработки стыка от воздействия атмосферы.
Припой медно-фосфорный Castolin
Швы, образующиеся в ходе работы, отличаются прочностью. Именно это и определило его использование для работы с холодильным оборудованием, содержащие в своем составе детали из меди. Все дело в том, что при его работе постоянно существует вибрация, в таких условиях прочность шва не будет лишней.
При соединении медных компонентов трубопроводной арматуры необходимо выполнять охлаждение элементов узла, которые обладают слабой стойкостью к перегреву. В процессе работы рабочую зону можно обдувать сухим азотом. Для этого требуется эксплуатация специального оборудования. Защита сухим азотом позволяет защитить шов от окалины.
Припои этого типа недопустимы для работы со сталью. Дело в наличии фосфора, который способствует образованию пленки.
Трехкомпонентный состав, в который входит 2% серебра носит марку 102. Сфера применения этого припоя монтаж, обслуживание холодильных комплексов, которые не подвержены вибрации.
Припой медно-фосфорный Ag 2%
Марка 105 содержит 5% благородного металла. Он пластичен и у него медленное растекание. Вследствие этого у него имеется возможность заполнять зазоры определенного размера. Эта марка способна выдерживать незначительные нагрузки вибрационного или ударного характера.
Марка 115, содержит в своем составе 15% серебра. Из-за этого он обладает высокой пластичностью. Шов, полученный с его помощью способен выдерживать умеренные вибрационные или ударные нагрузки, возникающие во время работы холодильных установок.
Серебряные припои
Серебро – этот благородный металл, в чистом виде обладает хорошей пластичностью. Температура плавления довольно высока (962 °С). Это делает нецелесообразным применение чистого серебра в качестве сырья для стыковки деталей нецелесообразно.
Но если в серебро внести некоторые вещества, таких, как – железо, висмут и пр., то такую композицию можно использовать для создания неразъемных стыков.
Серебряные материалы хорошо плавятся того, когда его объем уменьшается. Это снижение приводит к снижению затрат на энергию и время на выполнение сборки заготовок из меди.
Серебряный припой для пайки меди, Ag 20%
Серебряные материалы хорошо обволакивают соединяемые детали, и это способствует получению швов необходимого качества. Швы, полученные с применением этих средств не подвержены окислению, и хорошо переносят различного рода механические и вибрационные нагрузки.
Сплав, содержащий этот благородный материал, применяют для работы со многими сплавами меди. Все эти сплавы различаются по соотношению компонентов, наличию легирующих добавок.
Содержание серебра
Состав всех применяемых для стыковки деталей серебряных сплавов регламентирует ГОСТ. Маркировка этих материалов начинается с буквенного сочетания ПСр. А ним следуют числа, которые показывают процентный объем серебра в сплаве.
Практическое применение серебряных припоев
Сплавы, которые содержать большое количество серебра, (50-72%) обладают низким удельным сопротивлением. Их применяют для создания стыков с большой электрической проводимостью.
Средства для соединения деталей, содержащие этот благородный металл в небольших количествах 40-62%, применяют для создания швов, которые не будут подвергаться сильному нагреву.
Припои для меди с низким содержанием серебра (10-15%) нашли свое применение в машиностроительной отрасли.
Особенности серебряных тинолей
Сплавы с содержанием серебра отличаются невысокой температурой плавления и хорошим смачиванием. Этот материал в расплавленном состоянии заполняет все пустоты и поры. При этом швы получаются высокого качества. Средства для стыковки медных труб нашли свое применение при производстве и обслуживаниихолодильных машин.
Пайка твердым тинолем
Твердые средства для пайки используют для капиллярной стыковки и соединения трубопроводной арматуры, которая используется для подачи воды.
Пример пайки припоем серебро 1%
При пайке медных труб используют специальную пасту, газ, вспомогательные инструменты и технологическое оснащение.
При соединении медных деталей твердым припоем необходимо соблюдать все необходимые меры безопасности.
Как паять трубы
Для соединения труб, выполненных из меди и ее сплавов, необходимо использовать определенные материалы и инструменты.
Так, для выполнения работ, потребуется:
- устройство для резки труб из меди;
- газовую горелку;
- состав для пайки медных труб;
- флюс.
Технология пайки медных труб в домашних условиях: работа в 9 простых шагов
Водопроводная разводка или системы отопления из медных труб обходятся недешево, но они прочны и долговечны. Поскольку медь обладает высоким коэффициентом теплопроводности,хорошими антикоррозийными и антибактериальными свойствами, трубопровод из нее эффективен и долговечен. Пайка меди в домашних условиях не представляет сложности:на трубы надевается раструб-муфта, а затем шов герметизируется. Вместо использования раструба иногда расширяют конец одной трубы и вставляют в нее другую. Такое соединение удобно тем, что для него не требуется фитингов, а срок службы равен длительности жизни самих труб.
Подготовка к пайке меди с алюминием, латунью, нержавейкой, железом
Подготовительный период, включающий в себя приобретение необходимых приспособлений, материалов, средств индивидуальной защиты, и сама процедура паяния.
Существуют два способа припаять медь к меди: высоко- и низкотемпературный. Первый предполагает нагрев металла до 900°C, применяется для трубопроводов с большим давлением или температурной нагрузкой.Для высокотемпературной пайки используются предназначенные для этого материалы: твердый припой в виде стержней(температура плавления такого припоя около 900°C) и твердоплавкий флюс.
Для того чтобы паять медь низкотемпературным методом, достаточно нагрева металла до 600°C (чаще 300–380°C), что достижимо в бытовых условиях. Для процедуры используют мягкий припой для пайки меди и латуни в виде проволоки или прута сечением до 3 мм и более плавкий флюс. Припой представляет собой сплав олова, которого более 97%, с другими металлами: медью, селеном, серебром, сурьмой.
- Для чего нужен флюс.Правильно паять медные трубы можно только с флюсом – специальным пастообразным составом (с хлоридом цинка), который наносится на поверхность соединяемых участков трубы широкой полосой. Он выполняет несколько функций:
- предотвращает процесс окисления металла, удаляя кислород;
- улучшает сцепление припоя с медью;
- является индикатором достаточного нагрева металла, сигнализирует, когда следует поднести припой и спаять медь;
- способствует равномерному растеканию припоя по стыку.
- Техника безопасности. При всей простоте процесса, паять медные трубы нужно с соблюдением правил безопасности. Опасность ожогов несет не только само пламя горелки, но и нагретый металл. Медь хорошо проводит тепло, поэтому в процессе работы сильно нагревается не только участок, на который кладут припой и проводят сварку, но и вся труба, а остывает она медленно. Если требуется спаять медные трубки, которые еще не встроены в систему трубопровода, то подготовка включает размещение их на невозгораемых опорах, где они смогут остывать долгое время. Прежде чем трогать спаянный металл с места, следует дождаться полного остывания.
Непосредственную опасность представляет открытое пламя горелки, поэтому приобретать нужно такой инструмент, с которым удобно работать: желательно с подвижным соплом на длинном шланге
Необходимые материалы и приспособления: олово и другие
Инструменты для работы с медными трубами требуются следующие:
- труборез, ножовка по металлу или болгарка с тонким диском;
- фаскосниматель;
- труборасширитель (экспандер);
- паяльный флюс;
- припой;
- паяльник для меди,например,пропановая горелка для пайки медных труб;
- перчатки прорезиненные;
- бумажные салфетки.
Для отрезания трубы пользуются труборезами различных размеров. У образцов покрупнее большой радиус разворота, ими неудобно пользоваться в труднодоступных местах, поэтому если есть необходимость отрезать участок на готовом смонтированном водопроводе, используют маленький труборез. Отрезать трубу можно ножовкой по металлу или болгаркой с тонким диском, но более качественный срез получится только при помощи трубореза.
После того как труба отрезана, зачищают заусеницы. Это нужно для того, чтобы не было завихрения потока жидкости в системе. Когда нет препятствий, водопровод не испытывает нагрузок и работает как часы.
Перед тем как сварить медь, концы трубы полируют мелкозернистой шкуркой, которую можно приобрести в хозяйственных магазинах. Зачищают обе поверхности, готовящиеся к пайке.Иногда для этих целей используют маленькие щеточки-ершики диаметр которых Ø 22 мм, они подходят почти ко всем трубам. Для зачистки ножка ершика вставляется в шуруповерт или дрель, при помощи которых процесс осуществляется быстрее и качественнее.
На зачищенную отглаженную наружную поверхность наносят флюс – состав, препятствующий процессу окисления меди.
Совет.Удобнее использовать в работе флюс серого цвета. При нагреве он изменяет цвет, достигнув нужной для пайки температуры, становится оловянного оттенка. Визуально легко определить, когда металл нагрелся, и можно паять медь. Если флюс белого цвета, то при нанесении он сразу становится прозрачным, поэтому трудно определить момент, когда нужно подносить припой.
Перчатки для защиты рук используют прорезиненные, так как при отрезании меди и заусениц образуется много мелких металлических элементов, впивающихся в кожу как занозы.Кроме того, при зачищении дрелью поверхности, вращающаяся щетка зажевывает тряпочные перчатки.
Чтобы правильно паять медь,нужно учитывать, что с момента зачистки и нанесения флюса до пайки должно пройти не более получаса, иначе зачистку нужно повторить заново. Если флюс наносится кисточкой, на поверхности не должно оставаться щетины или волосков от нее – в противном случае соединение не будет герметичным,и после подачи воды трубопровод потечет.
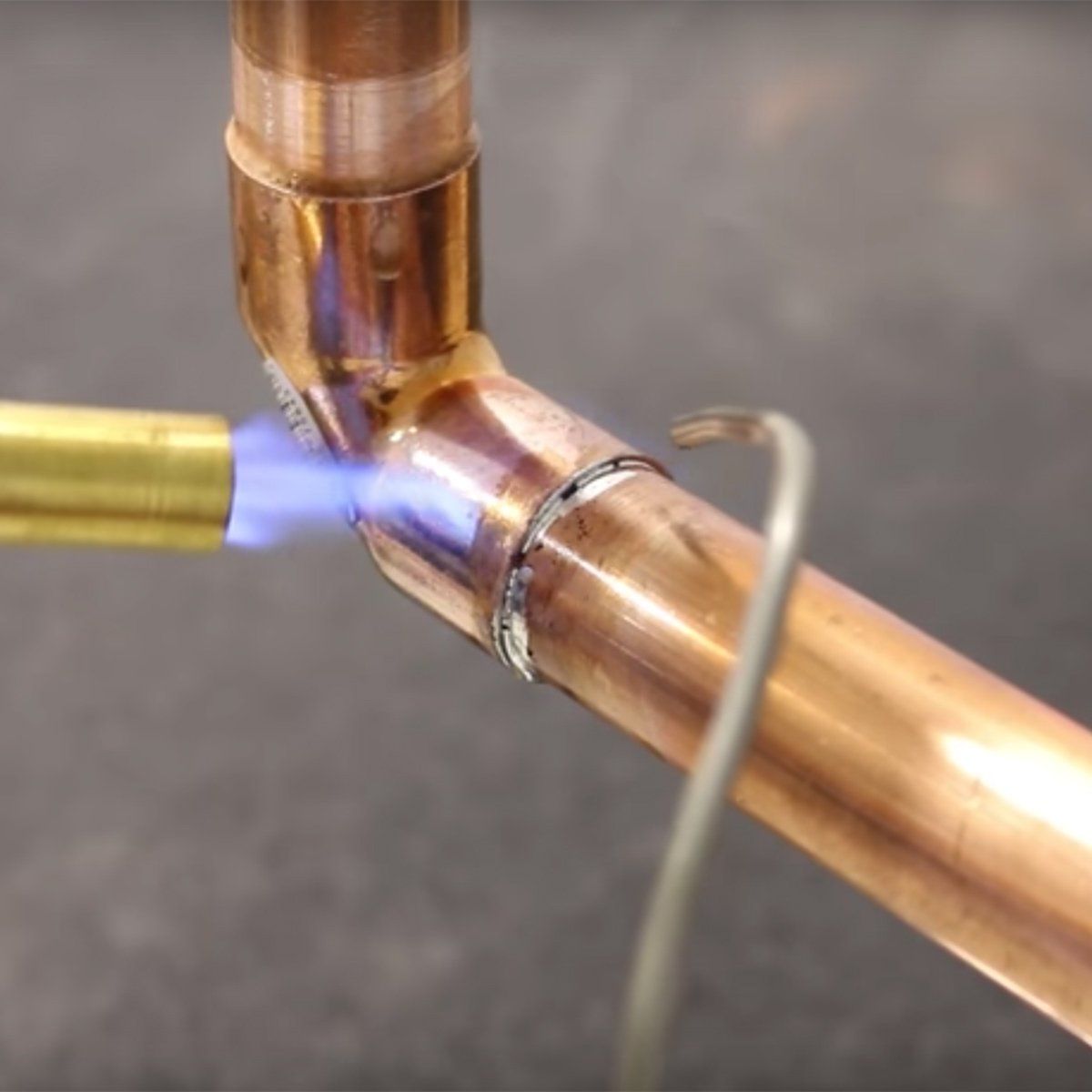
После вставки трубы в раструб, остатки флюса полностью не убирают салфеткой, он остается на соединении в виде кромки 1–2 мм, а припайке припой затягивается внутрь – срабатывает капиллярный эффект. Сначала горелкой нагревается стык, при этом влага, находящаяся между стенками, выпаривается. Затем горелка подносится второй раз, постепенно медь нагревается, а флюс приобретает оловянный вид. В этот момент на лицевую сторону кладется припой, происходит пайка, при этом расплавленный сплав стекает вниз, на изнаночную сторону, застывая в процессе движения. Образующиеся снизу лишние свесы металла отделяются сами. Паять медь можно разными способами.
Процесс пайки
Он заключается в выполнении последовательных операций:
- труба нарезается на отрезки необходимых размеров, которые для удобства маркируются – подача или обратка;
- с края снимается фаска;
- зачищаются края на 2 см: внешние на трубе, а также внутренние в раструбе;
- полосой по зачищенным поверхностям (внешней и внутренней) наносится флюс;
- соединение собирается: труба вставляется в раструб;
- излишки флюса снимаются бумажной салфеткой, но не полностью – оставляется кромка 1–2 мм;
- зажигается горелка, пламя подносится к месту соединения;
- поверхность нагревается 10–15 секунд до определенной температуры – флюс должен приобрести оловянный цвет;
- припой кладется сверху соединения, при нагревании он будет втянут в стык, растечется по шву, заполняя его.
Если стык соединения не был очищен от щетины или пыли,ив результате протекает паянный шов медной трубы водопровода, то восстановить герметичность можно одним из двух методов: