История кузнечного молота
Археологические находки показывают, что уже в каменном веке наши далекие предки обрабатывали самородные металлы и метеоритное железо при помощи каменных ударных инструментов. В I тыс. до н. э. кузнечная обработка в сочетании с термической обработкой были хорошо известны предкам славян, жившим на территории Древней Руси. Кузнечное дело было хорошо знакомо и донским казакам. Некоторые казаки были известны как кузнецы, например, Микифор Сидоров, ездивший в 1642 г. в Москву со станицей атамана Абакума Сафонова. Кузница была найдена при раскопках Кагальницкого казачьего городка. Кузница имелась и в зимовище воровских казаков на Кулалинском острове на каспийском море. Видевший это зимовище стрелецкий сотник Л. Медведев сообщал, что там стрельцы нашли «мешок железа обломков всяких, и подков лошадиных тезицких, да мехи кузнецкие». И если даже в небольшом отдаленном зимовье у воровских казаков была кузница, это служит указанием на распространенность кузнечного дела среди казачества.
Кузнечное дело, первое среди всех ремесленных специальностей, вызвало необходимость специально оборудованного помещения, отделенного от жилища ремесленника. Уже в IV-V вв. н. э. позднедьяковские кузнецы на территории Волго-Окского междуречья работали в специальном нежилом помещении — кузнице.
Основной инструментарий кузнеца состоял из наковальни, молота, молотка, клещей, зубила, бородков. Все клещи, а также молоты и наковальни изготовляли из обычного кричного железа. Специализированные кузнецы, кроме того, имели гвоздильни, нижние зубила, подсеки, обжимки, подкладки, штампы, напильники, тиски и круговые точила. Этот инструмент широко представлен среди археологических материалов, что дает возможность описать каждый вид инструмента в отдельности.
Наковальня — твердая опора, на которой ковалось изделие. Древнерусские письменные источники XI в. неоднократно упоминают наковальню. В текстах она имеет вполне современную терминологию: «хытрьць жесткое железо … кыемь и наковальньмь мячить» (мастер жесткое железо… молотом на наковальне кует). Письменные источники XII в. называют наковальню «жесткой». Верхняя плоская часть её называется «лицом». На нём и производится ковка. Выступ называется «рогом», а конец «хвостом». Рог служит для отковывания каких-либо круглых частей. В хвосте имеется круглое и квадратное отверстие. Круглое – служит для пробития отверстий в металле, а квадратное для вставления разных вспомогательных при ковке приспособлений. Внизу наковальни имеются четыре выступа, которые называются «ногами».
Наковальня ставилась на толстый чурбан, врытый в землю. Низ наковальни крепился к чурбану железными костылями.
Устанавливалась наковальня от горна на таком расстоянии, чтобы кузнец свободно мог проходить между нею и горном, и с таким расчётом, чтобы она находилась с правой стороны. Когда кузнец стоял лицом к горновому гнезду, высота установки должна была быть такова, чтобы верх наковальни был ниже локтя кузнеца примерно на ¼ аршина (18 см — авт.).
Древнерусские кузнечные наковальни представляли собой массивные подставки весом более 8 кг двух видов: 1) прямоугольные, 2) с прямоугольной рабочей поверхностью и отростком с одной стороны в виде одного или двух рогов. Эти наковальни отличались от совре-менных только своей нижней клиновидной частью, которой они вбивались в массивный деревянный чурбан. Переход к плоскому основанию наковальни произошел позднее, в XVI-XVII вв.
По весу молоты подразделяются на ручники весом до 1 кг и молоты-кувалды весом более 1 кг. В кустарной промышленности XVIII-XX вв. кузнечные молоты делались из железа с наварными стальными бойками.
О форме деревянных рукояток в силу плохой сохранности дерева можно судить лишь по отверстиям для рукоятки в головке молота, которые были овальной и круглой формы. Длина рукояток колебалась от 350 до 700 мм. Для упрочнения насадки головки молота в торец рукоятки загонялся железный клин
Рычажные кузнечные молоты с ручным приводом были известны ещё в XIII-XIV вв.
В начале XVI в. появились кузнечные молоты с приводом от водяного колеса, т. н. среднебойные кузнечные молоты, и хвостовые. Крупнейшие рычажные хвостовые молоты обладали весьма большой мощностью. Масса ударной части таких кузнечных молотов достигала 8 т. при высоте падения 0,5 м. Тяжелые рычажные молоты нередко еще можно было встретить в конце XIX – начале XX вв. на некоторых металлургических заводах, где их традиционно использовали для “вытяжки” и “выглаживания” стальных полос.
В середине XVIII в. водяное колесо стали заменять паровым приводом. В 1784 г. Дж. Уатт предложил использовать пар для непосредственного привода подвижных частей кузнечного молота. Однако только в 1842 г. Дж. Несмит получил патент на сконструированный им и построенный первый паровой кузнечный молот.
До конца XIX в. широко были распространены паровые и пневматические кузнечные молоты.
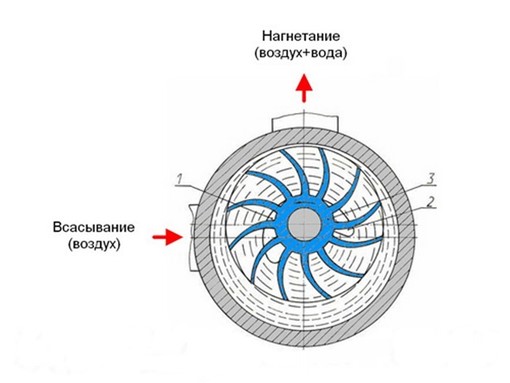
Наибольшую известность получил пневматический молот Арнса, выпускавшийся Кальским машиностроительным заводом “Л.В. Бреер, Шумахер и Ко”. Кривошип этого кузнечного молота, приводимый в действие ременной передачей, связан с поршнем, осуществляющим возвратно-поступательное движение в неподвижном цилиндре. В нижней части цилиндра находится верхний конец бабы, выполненный в виде поршня. Между верхним и нижним поршнями заключен воздух, количество которого может быть изменено открыванием и закрыванием крана, помещающегося сбоку цилиндра. При подъеме поршня, связанного с кривошипом, воздух подвергается сжатию. В момент опускания поршня воздух, расширяясь, отбрасывает его вниз с повышенной скоростью. Для уменьшения силы удара кузнечного молота часть воздуха может быть выпущена в атмосферу из цилиндра с помощью крана.
В начале XX в. стали применять электропривод в кузнечных молотах различных конструкций.
В 40-е гг. появились взрывные молоты (СССР), в 50-е — высокоскоростные газовые (сначала в США, затем в Европе).
Устройство и принцип действия кузнечных молотов
Основные части кузнечного молота:
– подвижные, или падающие, — поршень, шток и баба;
– шабот (массивное основание);
– станина с направляющими для подвижных частей;
– привод и механизмы управления.
Инструментом для обработки заготовок в кузнечном молоте служат гладкие или вырезные бойки и подкладные штампы. Верхний боёк или верхняя половина штампа крепится к бабе, нижние – к шаботу. Заготовку помещают в нижнем бойке или нижней половине штампа. При ударе подвижной части по заготовке происходит формообразование изделия. Энергию удара воспринимает шабот. Главные параметры кузнечного молота, определяющие его конструктивные особенности и технологическое назначение, – кинетическая энергия подвижных частей или масса падающих частей.
По характеру привода различают следующие типы кузнечных молотов:
– паровоздушные молоты;
– пневматические молоты;
– гидравлические молоты;
– высокоскоростные газовые молоты, в которых рабочим телом является сжатый газ;
– кузнечные молоты, работающие по циклу двигателя внутреннего сгорания (иногда их также относят к газовым), в которых используется энергия смеси паров бензина или горючего газа с воздухом;
– взрывные молоты;
– приводные механические молоты;
– электромагнитные молоты.
Конструктивные особенности кузнечных молотов обусловлены теми операциями, которые выполняются на молоте данного типа. Так, для удобства ведения работ на кузнечных молотах станина удалена от бойков и не связана с шаботом; у штамповочных шаботных молотов шабот связан со станиной, что обеспечивает точное направление бабы при ударе; в бесшаботных кузнечных молотах шабот заменен нижней бабой и формообразование заготовки происходит при ударе движущихся навстречу баб; у взрывных кузнечных молотов шабот заменен основанием, на котором крепится установка для взрывного штампования; в электромагнитных молотах штамп в обычном понимании отсутствует: индуктивная катушка совмещает функции оборудования и инструмента и т.д.
Как изготовить самодельный кузнечный молот?
Кузнечный молот — это специальный инструмент, который позволяет придать металлическим заготовкам необходимую форму. Это ударное приспособление, действие которого обеспечивается кинетической энергией. Для ковки и штамповки используется именно он. Данный инструмент может быть изготовлен своими руками, если все выполнить правильно, то самодельный кузнечный молот не будет уступать по своим характеристикам промышленному.
Изображение 1. Эскиз самодельного кузнечного молота.
Принцип действия и конструкция
В конструкцию данного инструмента включены следующие элементы:
- основание;
- движущий элемент;
- станина;
- система управления.
Металлические заготовки обрабатываются при помощи таких элементов молота, как бои или штампы. Верхняя часть этих элементов зафиксирована на движущем элементе, а нижняя лежит на шаботе. Эти элементы приводятся в движение движущим элементом и ударяют по заготовке. Под действием удара заготовка меняет форму. Параметры молота, которые определяют его технические способности, — это вес падающих элементов или кинетическая энергия его движущей части. Перед началом самостоятельного изготовления инструмента необходимо составить его эскиз, примерно он должен выглядеть как на Изображении 1.
Кузнечный молот — это частный случай данного инструмента. Его назначение — пластическое изменение формы металла. Принцип действия основан на поддержке накопительной кинетической энергии его подвижной части. Современный инструмент приводится в действие при помощи электрического привода, хотя история кузнечного молота уходит в Средние века, когда он работал исключительно на ручном приводе. Этот инструмент претерпел серьезные изменения с тех времен. Его эволюция включает в себя несколько этапов, среди которых паровой привод и пневматические молоты.
Изготовление молота
Изображение 2. Пример готового кузнечного молота.
Декоративные элементы мебели и декора, изготовленные путем ковки или штамповки, в современном мире приобретают все большую популярность. Это объясняет волну подъема кузнечного искусства. Самодельный кузнечный молот — это возможность сэкономить на обустройстве кузни. Его изготовление потребует определенной доли находчивости.
- сварочный аппарат;
- шлифмашинка и отрезные диски;
- профильная труба 40х70 мм;
- швеллер 80х120 мм;
- труба с круглым сечением 64 мм;
- металлическая болванка 110х110 мм;
- монолитная полоса 70х25 мм.
Профильная труба и швеллер предназначены для изготовления рабочей рамы инструмента, то есть его устойчивой основы, к которой будет крепиться привод и движущая часть с падающим элементом.
Изображение 3. Пример ножного привода.
Рабочая рама в дальнейшем устанавливается в бетонный фундамент. Сам молот изготавливается из кольца круглой трубы и монолитной полосы при помощи обработки сварочным аппаратом. При этом монолитная полоса послужит падающей частью, а труба — движущей. Привести ее в движение можно, если установить наверху рабочей рамы колесо, которое будет запускаться электрическим приводом и при помощи резинового троса запускать движущую часть, в результате готовый инструмент должен выглядеть, как на Изображениях 2. Можно обойтись и ножным приводом, однако эксплуатация такого инструмента будет более тяжелой и утомительной, ножной привод вы можете увидеть на Изображении 3.
Установка инструмента
Необходимо уделить должное внимание надежной установке кузнечного молота. Это не менее важно, чем его изготовление. Бетонное основание под ним должно быть очень прочным и надежным, так как сила удара падающей части довольно высока. Пол может быть разрушен, и молот придется переустанавливать, а это достаточно трудоемкий процесс.
Кузнечный молот устанавливается на собственный фундамент. Его необходимо армировать горизонтальной сеткой. Правильная установка — это залог неподвижности инструмента, а неподвижность, в свою очередь, обеспечивает его точную работу и безопасность мастера, который будет с ним работать.
Не стоит экономить на бетоне. Лучше переплатить за более высокую марку, чем пострадать от падения молота или снизить качество работы инструмента из-за подвижности и неустойчивости.
Вы можете самостоятельно изготовить и другие приспособления, необходимые в работе кузнеца: кузнечный горн, наковальню и даже станки для холодной ковки. На начальном этапе предприятия изготовление всех приспособлений собственноручно позволит вам значительно сэкономить, так как стоимость промышленного оборудования для кузницы очень высока.
Что такое кузнечный молот?
Для деформации раскаленных и охлажденных заготовок используют кузнечный молот. Рассмотрим виды, особенности и способы применения этого молотобойного оборудования.
Конструкция и принцип действия
Принцип работы кузнечного молота прост. Молоток бьет по поковке с помощью штока, соединенного с ударником.
Стандартное устройство кузнечного молота включает такие детали, как:
- силовой цилиндр;
- шток;
- боковые стойки;
- шабот;
- ударник «баба»;
- система управления.
Силовой цилиндр направляет давление в нижнюю часть со штоком. На нем закреплен ударник, который совершает возвратно-поступательные движения. Баба деформирует заготовку. Стойки ковочного молота компенсируют перемещение бойка во время удара.
В старых машинах сила ударов регулировалась ножным или ручным приводом. Современные устройства работают на энергоносителях разных видов.
Возможности кузнечного станка
Мастера изготавливают элементы кованой мебели, предметы быта, ограждения, осветительные приборы, аксессуары для интерьера и другие изделия художественной ковки.
На молотах выполняют операции по деформации деталей из металла:
- гибка заготовок, иногда с подогревом в горне;
- удлинение;
- плющение;
- осадка, сжатие (действие обратное удлинению);
- рубка детали на части топорами;
- прошив отверстий (на шток одевают пробойник).
Для нагрева заготовок используют печь или горн. В нем поковки нагревают до 1200 °C и более.
Без знания устройства и назначения кузнечного горна, выполнять горячую ковку невозможно.
Для холодной достаточно набора инструментов и станка без профиля или штампа.
Опытным мастерам известны все секреты и этапы художественной ковки. Используя технику декоративной ковки, кузнецы создают мебельные гарнитуры, аксессуары, ограждения, мостики, беседки.
Виды устройств
Ковочные станки делят на группы по нескольким признакам:
- по способу деформирования (простого или двойного действия);
- по типу конструкции (одностоечные/двухстоечные);
- по траектории движения бойка (вертикальные/горизонтальные);
- по виду носителя энергии (работающие на основе механических элементов, газа, пара, сжатого воздуха, жидкости под давлением).
Молотобойные машины могут быть механическими, паровоздушными, гидравлическими, гидровинтовыми, пневматическими.
Механический молот
Станки на механическом приводе имеют низкий КПД, небольшие габариты и простое устройство. Кривошипно-шатунный механизм толкает поршень, ударяющий по поковке. Маховик может быть соединен со встроенным электродвигателем. Старые агрегаты работали от ножной педальки или рукоятки. Машины с электродвигателями используют на малых производствах, в частных мастерских.
Пневматический молот
Основной принцип работы пневмомолота: привод работает под действием воздушных масс, заполняющих цилиндр. Поршень компрессора движется, воздух сжимается и разжимается. Поршневой механизм запускается электродвигателем.
Машины на «пневматике» делятся на производственные и художественные агрегаты. На пневмомолоте можно выполнить все работы, производимые на механическом станке, а также формование, скручивание, резку. Он подходит для ковки малогабаритных деталей, так как вес его ударных частей легче, чем у «механики».
Гидравлический молот
Кузнечный гидромолот используют для горячей штамповки листов, обработки холодных деталей из титана. Основные детали гидромолота — это шабот и стойки с направляющими элементами для ударника. К стойкам прикреплен гидроприводный насос с цилиндром. Штоки с маслом соединяются с насосами обратным клапаном. Механизм управляется тремя гидрораспределителями. Первый распределитель соединяет насос и клапан. Второй распределитель переключает полости штока. Гидравлический молот для ковки работает медленнее, чем другие механизмы из-за разницы в плотности жидкости и масла.
Отдельные модели молотов
Сегодня кузнецы используют молотобойные станки, которые далеки от старых классических конструкций. Чисто механические машины не производятся. Гидромолоты имеют части пневматики, а пневматические агрегаты оснащены гидравлическими деталями. Производители сочетают разные виды энергоносителей для экономии, повышения скорости работ. Рассмотрим отдельные модели молотобойных аппаратов.
Модель МА-4127
Для художественных ковочных работ применяют пневматический станок МА-4127 с массой удара 50 кг. Производитель — завод «ПромСтройМаш». Агрегат выполняет гибку, протягивание, выбивку отверстий, горячую рубку деталей. В основе станка — цельнолитая станина из чугуна, на которой установлены основные детали. Агрегат имеет рукоятку, ножную педаль. Оснащен электрическим двигателем мощностью 4 кВт. Ударный ход — 300 мм, а диаметр цилиндра — 225 мм. Оптимальный размер квадратной поковки из стали — 50 мм.
Модель МА-4129
Молот данной модели более увесистый, вес его падающей части — 80 кг. Из-за жесткости механизма он не подходит для закрытых штампов. Ударник запускается под воздействием сжатого воздуха. Станок оснащен электродвигателем с механическим приводом, который представляет собой кривошипно-шатунный механизм с ременной передачей. К машине можно подключить тракторную трансмиссию. Пустотелый ударник сверху оснащен поршневым венцом, снизу имеет сплошной шток. МА-4129 может работать в режиме удержания, в автоматическом, холостом режиме, выполнять единичные удары и придавливание.
Модель BlackSmith
Пневматическая модель BlackSmith КМ1-16R применяется для выполнения различных ковочных операций в домашней мастерской. Агрегат надежен, прост в управлении, подходит для начинающих кузнецов. Вес его падающей части — 16 кг. Скорость работы — 258 ударов в минуту. Ход ударника — 180 мм. Оптимальный размер поковки — 20 мм.
Последовательность действий
Рассмотрим схему работы с простым молотом.
- Для выполнения удержания оператор переводит рукоятку в заданное положение. Обе камеры заполняются воздухом, ударник не касается наковальни, но при этом двигатель не выключается.
- При подъеме рукояти цилиндр и верхняя камера заполняются воздухом, а нижняя камера изолируется. Сначала поднимается ударник, а затем боек.
- Для выполнения непрерывных ударов оператор переводит рукоятку в заданное положение. Цилиндр и обе камеры компрессора изолируются. При опускании поршня ударник поднимается или опускается. Мощность удара регулируется рукояткой.
- Для выполнения разового удара оператор перемещает рукоятку в положение непрерывных ударов, а возвращает в положение удержания.
Особенности применения молотов иных типов
Кузнечные машины для крупных производств выполняют все виды ковочных операций. Агрегаты имеют большие габариты и вес, но транспортируются редко. Такие устройства долговечны, энергоемки, просты в управлении, чувствительны к регулировке режимов. Производственные установки имеют МПЧ от 150 до 2000 кг, станки для художественной ковки — до 75 кг.
Отличия кувалды и ручника (молотка) для ковки
Кузнечные молотки делятся на кувалды и ручники. Они очень похожи, но отличаются по весу. Ручник весит от 0,8 до 2 кг, кувалда — от 2 до 8 кг. Кувалдой кузнец ударяет по поковке для ее деформации. Ручник указывает направление удара при работе в паре. Напарник ручником задает ритм для лучшего распределения физической нагрузки молотобойца. Также ручник может использоваться как форма при обработке мелких деталей.
Какие бывают виды ручных молотов?
По форме части для удара кувалды делят на три типа: тупоносые, остроносые продольные и остроносые поперечные. Тупоносыми молотками кузнецы выполняют основную ковку. Ручники бывают шарообразными, продольными, поперечными. Шарообразные молотки используют для придания заготовкам округлых форм. Для получения многогранных форм применяют молотки-обжимки. Кузнецы часто используют безынерционные молотки и деревянные киянки.
Фабрика кованой мебели «Металлдекор» производит кованую интерьерную мебель, аксессуары, предметы быта. Кузнецы изготавливают изящные кровати, стулья, столы, диваны, прихожие, мебельные гарнитуры. Производят ограды, беседки, скамейки, фонари и другие изделия для дома и приусадебного участка. По желанию клиента мебель куется по индивидуальным заказам. На каждую вещь дается гарантия.