domir.ru
Пожалуй, самые распространенные операции в слесарном деле – это моделирование металла: опиливание, резка, рубка, нарезка резьбы, сверление отверстий.
Для рубки металла используются следующие слесарные инструменты: зубило, крейцмейсель и канавочники (рис. 4).
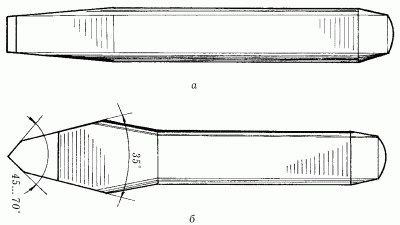
Рис. 4. Рубящий инструмент: а – зубило; б – крейцмейсель.
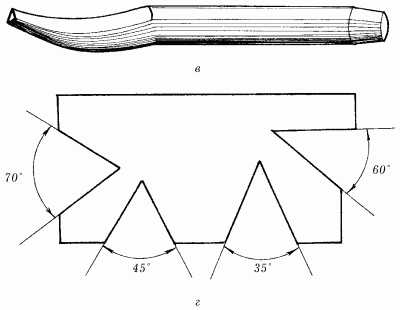
Рис. 4 (продолжение). Рубящий инструмент: в – канавочники; г – шаблон для контроля заточки.
Режущее лезвие слесарного зубила(рис. 4, а) имеет форму клина. Лезвие и боек должны быть закалены и отпущены. Боек зубила представляет собой усеченный конус с полукруглым основанием. Это сделано для того, чтобы удар молотка всегда приходился по центру бойка. Длина зубила обычно 100–200 мм, ширина лезвия от 5 до 52 мм. Чем острее оно заточено, тем меньшая сила удара требуется для рубки металла. Однако нужно иметь в виду, что твердые и хрупкие металлы требуют большего угла заточки, а не меньшего. Другими словами, твердые металлы рубятся лезвием с более тупым углом заточки. Так, для рубки бронзы, чугуна, твердой стали и других твердых материалов необходим угол заточки лезвия в 70°. Сталь средней твердости нужно рубить зубилом с углом заточки в 60°. Мягкие материалы – медь, латунь – можно рубить при угле заточки в 45°. Очень мягкие материалы – такие, как алюминиевые сплавы и цинк, – требуют угла заточки в 35°.
Для вырубания узких канавок и пазов применяется разновидность зубила с более узкой режущей кромкой. Этот инструмент называется крейцмейселем(рис. 4, б). Техника и величина угла заточки рабочей поверхности крейцмейселя для рубки различных по твердости материалов аналогичны заточке зубила.
Смазочные канавки во вкладышах и втулках подшипников удобнее всего вырубать канавочниками (рис. 4, в). Их главное отличие от зубила и крейцмейселя – изогнутая кромка режущей части.
Качество и быстрота работ по рубке металла зависит от заточки рубящего инструмента.
Для того чтобы произвести операцию заточки зубила или крейцмейселя, слесарю потребуется точильный станок и несложный шаблон. Для этого можно использовать любой достаточно мощный электромотор, на оси которого есть возможность закрепить съемные точильные круги (поскольку инструменты для рубки изготавливаются из инструментальной стали – углеродистой, легированной и быстрорежущей, то желательно использовать круги из электрокорунда зернистостью 40, 50 или 63 на керамической связке). Шаблон представляет собой брусок металла небольшой толщины, с вырезанными в нем пазами, составляющими углы в 35, 45, 60 и 70° (рис. 4, г).
Во время заточки зубило должно быть расположено под углом 30–40° к периферии круга. Перемещать его по всей ширине круга следует с легким нажимом, периодически переворачивая то одной, то другой стороной – этим достигается симметричность режущих граней и равномерность заточки. Боковые грани подтачиваются таким образом, чтобы они после заточки кромки оставались плоскими, одинаковыми по ширине и имели один угол наклона.
После каждого соприкосновения лезвия зубила с точильным кругом его следует опускать в воду для резкого охлаждения (в противном случае, при постепенном охлаждении, лезвие может потерять свои рубящие свойства).
Заусенцы, оставшиеся на лезвии после заточки, необходимо снять мелкозернистым абразивным бруском.
Слесарная рубка металла
Одним из методов подготовки детали к чистовой обработке является рубка металла. Она относится к слесарным операциям. Её применение позволяет решить следующие задачи:
- удалить оставшийся слой или части металла с поверхности заготовки;
- устранить образовавшиеся кромки на краях детали после ковки и литья;
- разделить металлический прокат на более мелкие части;
- вырубить отверстия в металлических изделиях;
- прорубить канавки различного назначения.
В справочной литературе описывающей слесарное дело подробно приводятся задачи, решаемые этой операцией и способы её проведения. Большое назначение слесарной рубки определяет её широкое применение в металлообработке и машиностроении. Она позволяет быстро и качественно разделить заготовки по заданным размерам.
Способы рубки металла
Технология слесарной рубки металла подразделяется на следующие виды:
- по характеру решаемых задач (вырубка деталей по заданной форме, отделение части металла необходимого размера, вырубание канавок);
- способу операции (ручную или механизированную);
- методу фиксации;
- направлению рубочного действия (вертикальное или горизонтальное).
Все виды рубки металла могут осуществляться как вручную, так и механически. Это определяется требуемым качеством получаемого изделия, количеством (производительностью), техническими возможностями (наличием ручного или механического инструмента).
При ручной рубке используются следующие способы: вертикальный или горизонтальный. Выбор способа зависит от возможности закрепления металла.
Она может зажиматься в тисках (если позволяют размеры и масса). Если это невозможно, заготовку располагают на наковальне или металлической плите. Горизонтальную операцию целесообразно производить с использованием слесарных тисков.
При ручной рубке выделяют три способа нанесения удара молотком. Это — кистевой, локтевой и плечевой удар. От силы удара зависит скорость проведения операции и качество получаемого края детали. На силу удара влияет масса ударной части молотка, длины ручки.
В оборудованных мастерских и на металлообрабатывающих предприятиях применяют различные виды механизированных способов рубки и резки металлических заготовок. К этим способам относятся:
- вырубка с помощью пресса или молота;
- рубка и резка с помощью гильотины;
- применения специальных станков.
В основу механизированных видов положены, механические, гидравлические или электрические принципы приведения в действие режущего инструмента.
Применяемое оборудование и инструменты
Этот перечень зависит от способа проведения работ. Ручная рубка осуществляется с применением:
- режущего инструмента (зубила, крейцмейсель и так далее); (его выбирают по весу и длине ручки); ;
- металлической подложки; .
Слесарное зубило конструктивно состоит из трёх основных частей: ударной, средней (держателя) и режущей (рабочей). Форма режущей части у каждого разная и зависит от решаемой задачи. Зубилом производят стандартную операцию рубки. Крейцмейсель обладает более узкой режущей кромкой. Канавочник предназначен для вырубания канавок, поэтому его режущая часть выполнена в форме полукруга. Бородок изготавливают из круглого металлического стержня, и имеет рабочую часть в форме окружности заточенной по периметру. С его помощью производят вырубку отверстий в листовом металле. Все ударные инструменты изготавливаются из прочной инструментальной стали.
Основными параметрами этих инструментов являются геометрические размеры, углы заточки режущей части. Для нанесения удара по верхней (ударной) части зубила применяется слесарный молоток. Они отличаются формой бойка (круглая или квадратная), методом крепления ручки, общим весом.
Вырубка небольших деталей, отверстий, отдельных частей производится с помощью крепёжного оборудования или на стальных подложках. Для надёжности крепления эта операция производится в тисках.
В качестве инструмента для разметки применяют различные слесарные линейки, угольники, разметочные штангенциркули, малки. Для нанесения отметок применяют: керны (различной модификации), чертилки с разной формой наконечников, карандаши. Применяемые инструменты изготовлены по разработанным стандартам
На промышленных предприятиях инструментом для рубки металла являются специальные станки. К ним относятся:
- гильотины;
- прессы (гидравлические и механические);
- пресс-ножницы;
- угловысечные станки.
Они обладают высокой производительностью и позволяют проводить рубку даже очень толстого металла.
Гидравлическая гильотина управляется электронным блоком. С его помощью задают параметры будущей операции. Устанавливают вид металла, угол среза, величину давления на нож, скорость резания. Кроме гильотины для решения этих задач применяют так называемые комбинированные агрегаты. К ним относятся режущие станки (пресс-ножницы) и узкоспециальные (угловысечные станки, прессы и штампы). Пресс-ножницы применяются для рубки листов и полос металла, фасонного и сортового проката. Они хорошо справляются с профильным металлом, например, швеллер, двутавровый прокат, квадрат. С их помощью получают ровные отверстия и различной формы пазы.
Угловысечные станки позволяют проводить угловую вырубку металлических изделий практически любой толщины. Высокой точности рубки добиваются благодаря наличию шкалы, позволяющей точно опускать инструмент в требуемое место и правильно заточенного набора зубил.
Прессы и штампы решают аналогичные задачи. В них применяют механические, гидравлические, пневматические и электрические приводы.
Ручной метод рубки металла
Приёмы слесарной рубки определяют последовательность действий :
- закрепление заготовки в тисках, если это невозможно её укладывают на наковальню;
- зубило устанавливают в начало линии разметки;
- сначала молотком наносят предварительные не сильные удары для выделения контура намеченной линии отсечения;
- затем вдоль этой линии перемещают режущий инструмент, по которому наносятся сильные удары;
- после завершения наполовину прорубленную заготовку переворачивают;
- с обратной стороны повторяют такие действия, до полного отсечения.
При работе с полосовым металлом используют горизонтальный способ. Правила работ заключаются в следующем:
- режущей кромке зубила при затачивании задают определённую кривизну;
- начинают проводить операцию с дальней кромки постепенно приближаясь к передней отметке;
- при вырубании заготовок по установленному шаблону, следует предусмотреть припуск.
Во время ручной операции высока вероятность порчи заготовки или появления различных дефектов. Чтобы избежать этого, необходимо:
- обеспечить прочную фиксацию заготовки;
- соблюдать угол наклона зубила (оно должно быть равно 30 градусов);
- аккуратно размечать линию отреза (выруба);
- рекомендуется перед началом работы снять фаски у заготовки;
- частота наносимых уларов должна быть равномерной с одинаковым усилием.
Эти рекомендации особенно необходимо соблюдать, когда производится рубка металлов профиля ПЗО.
Рубка металла гильотиной
На металлообрабатывающих, машиностроительных предприятиях, крупных мастерских применяется механизированная рубка металла. Наиболее распространённой является рубка с применением различных гильотин. Механизация рубки позволяет повысить качество рубленого края, осуществлять вырубку более толстого металла, увеличить скорость получения готовой заготовки.
Гильотины применяются для рубки листового металла различной толщины. Техника рубки достаточно проста. Гильотина имеет специальный нож, который под давлением опускается на лист металла, разрубая его по нанесённой разметке. Для создания требуемого усилия применяют механическую, гидравлическую или электромеханическую системы. В этом случае металлическая полоса стальная подвергается воздействию ножа, который реализует вертикальный способ рубки. В этом случае специальное устройство — рольганг — подаёт металлическую заготовку на заданную длину. Фиксирующее устройство осуществляет захват и удержание заготовки в требуемом положении. На место рубки под давлением опускается нож, который осуществляет эту операцию ровно по линии разметки.
Создание необходимого краткосрочного давления на лист металла позволяет произвести точную рубку по сделанной отметке и обеспечить высокое качество результата. Гильотинная резка обладает следующими преимуществами:
- получить ровный край на срезе;
- отсутствуют зазубрины и заусенцы;
- не происходит серповидных откосов на протяжении всей длины кромки;
- не бывает неравномерных скосов.
Кроме технических преимуществ, применение гильотины позволяет снизить себестоимость каждой детали и повысить производительность труда на этой операции.
Особенно важным является обстоятельство, что при такой резке удаётся повысить безопасность проведения операции.
Современные гильотины – это станки, оснащённые современными электронными блоками управления. Они способны задавать необходимые параметры перед проведением операции рубки.
Поэтому можно выбрать марку металла, требуемый угол среза, параметры проводимой операции (мощность, скорость, периодичность).
Возможные дефекты
При проведении этой операции всегда проявляются определённые дефекты. К основным дефектам относятся:
- обрубленная кромка получается не прямолинейной;
- не сохраняется параллельность обеих кромок детали;
- край детали получается рваным с заусенцами и большой шероховатостью.
Каждый из проявившихся дефектов имеет свои индивидуальные причины. Первый дефект всегда проявляется при слабой фиксации обрабатываемой детали. Особенно этот дефект проявляется, если проводится процесс рубки на металлической станине без фиксации детали. Проявление этих дефектов вызвано следующими причинами:
- деталь не достаточно надёжно закреплена;
- произошло смещение нанесённой маркировки;
- процесс производился ударами, превышающими необходимую силу;
Для их устранения необходимо выполнять не сложные правила:
- Проверить прочность закрепления заготовки;
- Соблюдать точность расположения детали относительно нанесённой маркировки;
- Проверить параметры заточки инструмента.
При прорубании канавок, кроме перечисленных дефектов, могут появляться и другие. К ним относятся:
- рваные кромки канавки;
- глубина канавки разная по длине;
- сколы на конце канавки;
Чтобы предотвратить появление перечисленных дефектов необходимо соблюдать методики установленные инструкциями по применению конкретного оборудования и принятыми стандартами. Перед проведением операции осуществляется подготовка рубке самой заготовки, режущего инструмента и используемого станка.
При соблюдении правил подготовки и проведении операций рубки и вырубки получается ровный край, без дефектов и сколов.
§ 3. Инструмент и приспособления для рубки металла
Рубкой называется слесарная операция, при которой с помощью режущего инструмента с заготовки или детали удаляют лишние слои металла или заготовку разрубают на части. При современных способах обработки материала или заготовок рубка металла — подсобная операция.
Рубку металла производят в тисках, на плите и на наковальне с помощью слесарного молотка, слесарного зубила, крейцмейселя, кузнечного зубила и кувалды.
Рубка металла бывает горизонтальная и вертикальная в зависимости от расположения зубила во время операции. При горизонтальной рубке, производимой в тисках, заднюю грань зубила устанавливают к плоскости губок тисков почти горизонтально, под углом не более 5°С. Вертикальную рубку выполняют на плите или наковальне. Зубило устанавливают вертикально, а перерубаемый материал укладывают на плите горизонтально.
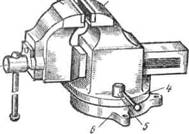
Рис. 3. Тиски параллельные:
1 — червячный винт, 2, 3 — подвижная и неподвижная губки, 4 — поворотный круг,
5 — винт поворотного круга, 6 — нижняя плита
Тиски бывают параллельные (рис. 3)—чугунные со стальными закаленными накладными губками 2, 3 и стуловые (рис. 4)—стальные. Материал перерубают преимущественно в стуловых тисках, так как они прочнее параллельных. На параллельных тисках разрешается перерубать только тонкую сталь.
Рубку тонкого металла, обрубку плоскостей, приливов, заусенцев, вырубку канавок производят в тисках, а перерубку толстого металла или длинных 2 полос и прутков — на плите или наковальне.
Слесарные молотки, используемые при рубке, бывают с круглыми или квадратными бойками (рис. 5, а, б).
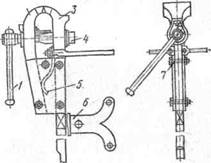
Рис. 4. Тиски стуловые:
1 — рычаг, 2,3— подвижная и неподвижная губки, 4 — втулка, 5—пружина, 6— лапа, 7 — распорная втулка
Молотки с круглыми бойками применяют, когда требуется большая сила и меткость удара, а с квадратными— для более легких работ. Молотки изготовляют из инструментальной стали У7. Рабочие части молотка закаливают и отпускают. Молоток должен быть в исправном состоянии, без трещин, плен, раковин и других дефектов.
Для слесарной рубки применяют молотки массой 400, 500, 600 и 800 г. Молотки насаживают на ручки из древесины твердых и вязких пород (береза, клен, дуб, рябина). Ручки должны быть овальной формы, с гладкой и чистой поверхностью, без сучков и трещин. Длина ручки молотка массой 400—600 г равна 350 мм, массой 800 г —380—450 мм.
Рабочую часть зубила и крейцмейселя (рис. 5, е, г) закаливают на длину не менее 30 мм, а головку — слабее лезвия (на длину около 15—25 мм), чтобы при ударе молотком она не крошилась и не трескалась. Вся остальная часть зубила и крейцмейселя должна оставаться мягкой. Зубила и крейцмейсели не должны иметь трещин, плен и других пороков.
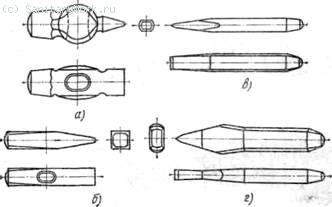
Рис. 5. Инструмент для рубки: а — Слесарный молоток с круглым бойком, б — слесарный молоток с квадратным бойком, в — слесарное зубило, г — крейцмейсель
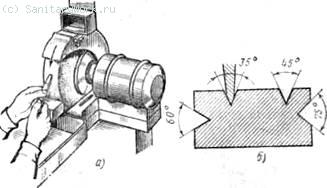
Рис. 6. Заточка зубила на заточном станке: а — Приемы держания зубила при заточке, б — шаблон для проверки правильности угла заточки
Наиболее часто используют зубила длиной 175 и 200 мм с лезвиями шириной 20 и 25 мм. Для прорубания канавок в стали и чугуне применяют креицмеисели длиной 150—175 мм с лезвием шириной 5—10 мм. Головки зубила и креицмеиселя отковывают на конус, что обеспечивает правильное направление удара молотком и уменьшает возможность образования грибовидной шляпки на головке.
Угол заточки зубил и крейцмейселей зависит от твердости обрабатываемого металла. Для рубки чугуна, твердой стали и твердой бронзы угол заточки инструмента равен 70°, для рубки средней и мягкой стали —60°, для рубки латуни, меди и цинка —45°, для рубки очень мягких металлов (алюминия, свинца) — 35—45°.
Слесарный инструмент затачивают на заточных станках с абразивными кругами. Во время заточки рабочая часть инструмента (лезвие) сильно нагревается и может произойти ее отпуск. При отпуске твердость закалки теряется и инструмент становится негодным для дальнейшей работы. Во избежание этого рабочую часть инструмента во время заточки охлаждают водой. На рис. 6 показано, как надо держать зубило при заточке и как проверять правильность заточки угла,





