В помощь домашнему мастеру. Соединение и оконцевание проводов.
Монтаж электропроводки, подключение выключателей, штепсельных розеток, патронов и т. д. не может производиться без соединения и оконцевания проводов. Правильные и качественные соединения и подключения в большей степени определяют надежность электроснабжения.
Требования к соединениям проводов. Соединение жил между собой и присоединение их к электроустановочным устройствам должны обладать необходимой механической прочностью, малым электрическим сопротивлением и сохранять эти свойства на все время эксплуатации. Контактные соединения подвержены действию тока нагрузки, циклически нагреваются и охлаждаются. Изменения температуры и влажности, вибрация, наличие в воздухе химически активных частиц также оказывают неблагоприятное влияние на контактные соединения.
Физические и химические свойства алюминия, из которого в основном изготавливают жилы проводов, осложняют выполнение надежного соединения. Алюминий обладает (по сравнению с медью) повышенной текучестью и высокой окисляемостью, при этом образуется токонепроводяшая пленка окиси, которая создает на контактных поверхностях большое переходное сопротивление. Эту плёнку перед выполнением соединения нужно тщательно удалить с контактных поверхностей и принять меры против повторного ее возникновения. Все это создает некоторые трудности при соединении алюминиевых проводов.
У медных проводников также образуется окисная пленка, но в отличие от алюминия она легко удаляется и незначительно влияет на качество электрического соединения.
Большая разница коэффициентов теплового линейного расширения алюминия по сравнению с другими металлами также приводит к нарушению контакта. Учитывая это свойство, алюминиевые провода нельзя спрессовывать в медные наконечники.
При длительной эксплуатации под давлением алюминий приобретает свойство текучести, нарушая тем самым электрический контакт, поэтому механические контактные соединения проводов из алюминия нельзя пережимать, а в процессе эксплуатации требуется периодически подтягивать резьбовое соединение контакта. Контакты алюминиевых жил с другими металлами на открытом воздухе подвержены атмосферным воздействиям.
Под влиянием влаги на контактных поверхностях образуется водяная пленка со свойствами электролита, в результате электролиза на металле образуются раковины. Интенсивность образования раковин увеличивается при прохождении через место контакта электрического тока.
Особенно неблагоприятны в этом отношении соединения алюминия с медью и сплавами на основе меди. Поэтому такие контакты необходимо защищать от попадания влаги или покрывать третьим металлом — оловом или припоем.
Соединение и оконцевание медных проводов
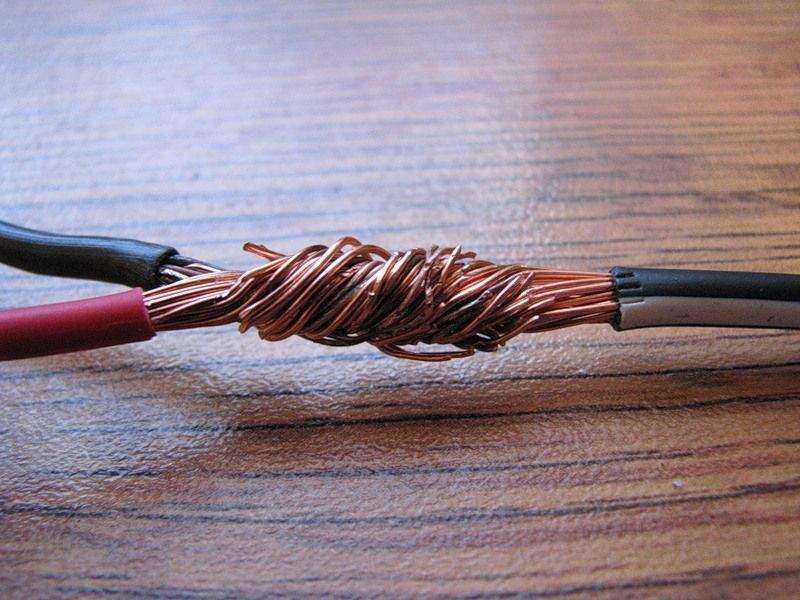
Соединение, ответвление медных проводов сечением до 10 мм2 рекомендуется выполнять скруткой с последующей пропайкой, причем медные однопроволочные провода площадью сечения до 6 мм2, а также многопроволочные с небольшими площадями сечений паяют по скрутке (рис. 1). Жилы с площадью сечения 6-10 мм2 соединяют бандажной пайкой (рис. 2 а), а многопроволочные провода — скруткой с предварительной расплеткой проволок (рис. 2 б).
Длина мест соединений скруткой или бандажной пайкой должна составлять не менее 10-15 наружных диаметров соединяемых жил. Паяют свинцово-оловянным припоем с использованием флюса на основе канифоли. Применять при пайке медных проводов кислоту и нашатырь не разрешается, так как эти вещества постепенно разрушают места пайки.
Соединение опрессовыванием. Широко используют соединения медных проводов опрессовыванием. Концы проводов зачищают на 25-30 мм, затем обёртывают медной фольгой и опрессовывают специальными клещами типа ПК.
Соединение и оконцевание алюминиевых проводов
Алюминиевые жилы проводов соединяют сваркой, пайкой и механическим путем (рис. 3).
Сваривают алюминиевые провода о специальной формочке при помощи угольных электродов, получающих питание от сварочного трансформатора.
Для пайки алюминиевые провода скручивают (рис.3 в), а затем место скрутки нагревают в пламени паяльной лампы и пропаивают припоями следующих составов.
Припой А, температура плавления 400 – 425 градусов, состав: цинк — 58-58,5 %; олово – 40 %; медь 1,5 – 2 %.
ЦО-12 Мосэнерго, температура плавления 500 – 550 градусов; состав: цинк – 73 %; олово – 12 %; алюминий – 15 %.
Технология пайки алюминиевых проводов следующая:
— с концов соединяемых проводов снять изоляцию, после чего оголенные жилы зачистить до металлического блеска и соединить внахлестку двойной скруткой с образованием желобка в месте касания жил. Длина желобка для соединения и ответвления при различных сечениях жил указана на рис. 4
— соединенные скруткой провода нагреть пламенем газовой горелки и паяльной лампой до температуры, близкой к температуре плавления припоя. После этого желобок протереть (с нажимом) с одной стороны соединения палочкой припоя, введенной предварительно в пламя лампы. В результате трения оксидная пленка сдирается, желобок начинает облуживаться и заполняться припоем по мере прогрева места соединения. Флюса при этом не требуется. Затем облуживают и опаивают желобок с другой стороны соединения. Одновременно протереть и облудить припоем внешние поверхности и места скрутки жил соединяемого участка;
— места пайки соединяемых проводов подчистить, протереть тканью, смоченной бензином, покрыть влагонепроницаемым лаком и заизолировать изоляционной лентой.
Оконцевание проводов выполняют после их прокладки. Однопроволочные провода с площадью сечения до 10 мм2 и многопроволочные с площадью сечения до 2,5 мм2 присоединяют к токоприемникам непосредственно. Оголенную жилу при этом вводят под зажимной контактный винт. Концы многопроволочных проводов скручивают и пропаивают. В зависимости от типа контакта концу провода может быть придан вид пестика (рис. 5 а) или колечка (рис. 5 б).
Концы однопроволочных проводов сечением более 10 мм2 или многопроволочных сечением более 2,5 мм2 снабжают наконечниками (рис. 5 в), которые припаивают или приваривают к жиле, а в некоторых случаях опрессовывают.
Во всех случаях соединения, ответвления и оконцевания проводов, места соединения их между собой и наконечником обматывают изоляционной лентой в несколько слоев. В соответствии с правилами электрическая прочность изоляции в месте соединения или ответвления должна быть не ниже, чем прочность изоляции в целом.
В дачных условиях для соединения алюминиевых и медных проводов между собой наиболее приемлем способ соединения винтовыми сжимами, так как не требуется специального инструмента и приспособлений. Конструкция контакта должна обеспечить постоянное давление и ограничить выдавливание проводов. Собирать зажим при присоединении алюминиевых проводов необходимо со всеми заводскими деталями (винт, прижимная шайба, шайба плоская, контактная пластина), так как отсутствие любой детали обязательно приведет к ухудшению контакта.
Для присоединения провода к зажиму с конца провода снимают изоляцию. Нож держат под углом 10-15° к поверхности жилы, этим исключается надрез алюминиевой жилы. Провод зачищают до металлического блеска и смазывают кварцево-вазелиновой пастой, затем загибают конец жилы в виде колечка. Загибать провод следует по часовой стрелке, т. е. по направлению вращения крепящего винта.
Внутренний диаметр кольца должен быть несколько больше, чем диаметр контактного винта.
Соединение проводов методом опрессовки широко применяется при монтаже внутренних, внешних электропроводок и воздушных линий электропередач.
Этот способ обеспечивает надежный контакт, необходимую механическую прочность, прост в исполнении. Опрессовку выполняют ручными клещами, механическими и гидравлическими прессами с помощью сменных матриц и пуансонов.
Для соединения жил служат гильзы ГАО, ГА, для оконцевания — наконечники ТА, ТАМ и др.
Алюминиевые жилы в соединительных гильзах опрессовывают по следующей технологии:
— подбирают тип и размер гильз, а также матрицы и пуансоны в соответствии с размерами гильз;
— проверяют наличие заводской смазки в гильзах и наконечниках, при отсутствии смазки гильзы и наконечники зачищают металлическим ершиком и смазывают защитной
кварцево-вазелиновой или цинково-вазелиновой пастой;
— снимают с концов жил изоляцию: при оконцевании — на длине, равной длине трубчатой части наконечника, а при соединении — на длине, равной половине длины гильзы;
— зачищают концы токоведущих жил наждачной бумагой до металлического блеска, протирают тканью, смоченной в бензине, и покрывают кварцево-вазелиновой пастой;
— надевают на подготовленные жилы наконечник или гильзу;
— при оконцевании жилу вводят в наконечник до упора, а при соединении — так, чтобы торцы соединяемых жил соприкасались между собой в середине гильзы;
— устанавливают трубчатую часть наконечника или гильзу в матрицу и проводят опрессовку;
— изолируют соединение несколькими слоями изоляционной ленты.
Не разрешается на алюминиевую жилу опрессовывать медный наконечник, так как соединение будет непрочным из-за большой разности у меди и алюминия коэффициента линейного теплового расширения.
Опрессовку одно- и многопроволочных медных жил сечением 4 мм2 и более выполняют в медных трубчатых наконечниках типа Т или соединительных медных гильзах типа ГМ. Технология опрессовки медных проводов аналогична технологии опрессовки алюминиевых проводов за исключением наложения кварцево-вазелиновой или цинково-вазелиновой пасты.
Запрещается проводить опрессовку при помощи молотка и зубила
Соединения проводов. Методы соединений и особенности
При работе с электропроводкой часто требуется соединения проводов. Распространенная в таких случаях скрутка сегодня считается ненадежным и небезопасным способом. Рекомендуется использовать специальные клеммники и другие варианты соединения.
Соединение электрических проводников оказывается обязательной манипуляцией при устройстве и ремонте электропроводки . Зачастую это производится путем скручивания оголенных концов соединяемых проводов . Далее полученная скрутка обматывается изолентой для исключения короткого замыкания . Но специалисты категорически не советуют так поступать , поскольку такое соединение не обеспечивает должного контакта .
При температурных колебаниях металл проводов расширяется или сужается , из — за чего надежность контакта может снизиться .
Надежный и качественный контакт проводов должен обеспечивать не только высокую механическую прочность, но и гарантировать отсутствие дополнительного сопротивления, которое часто становится причиной перегрева провода в месте соединения проводников.
При монтаже электропроводки специалисты используют 5 основных методов соединения
Изолирующие колпачки СИЗ
Колпачки СИЗ имеют в конструкции коническую пружину , которая плотно обхватывает соединяемые провода , формируя требуемый контакт . Изначально концы проводов требуется освободить от изоляции и объединить посредством скрутки . Затем изолирующий колпачок надевается на них вращением по часовой стрелке . Как уже отмечалось , внутренняя пружина сжимает скрученные провода , а корпус колпачка изолирует их .
Винтовые клеммники
Клеммные колодки – правильный выбор при необходимости сделать переход с алюминиевого на медный провод. В зависимости от конструкции колодок фиксация провода осуществляется с помощью затягивающего винта или прижимающей пластины. В первом случае необходимо быть более аккуратным, так как излишне затянутый винт может повредить провод и нарушить нормальный контакт между проводниками. Клеммные колодки широко применяются для соединения многожильных проводов в домашних хозяйствах и на промышленных объектах.
В случае винтовых клеммников очищенные концы проводов сперва вставляют в отверстия , присутствующие с двух сторон корпуса . Затем их прочно фиксируют закручиванием винтов . Полученное соединение отличается простотой и удобством , но требует эпизодического подкручивания фиксирующих винтов .
Ответвительный сжим — позволяет быстро и удобно сделать ответвление от магистральной электрической цепи. Конструкция сжима включает три металлически пластины и винты, располагающиеся в единой изолирующей коробке. Такой сжим может применяться для создания контактов медных и алюминиевых проводов, например, для подключения к воздушной линии из алюминиевого провода медного отвода в дом.
Клеммники WAGO
Практичностью выделяются клеммники WAGO . Достаточно лишь вставить оголенные концы проводов в соответствующие отверстия в клеммниках , убедившись в надежной их фиксации . Внутри них содержится токопроводящая паста , исключающая возможность окисления металла проводов . Ее присутствие особо актуально при соединении алюминиевых проводов . Популярны также пружинные клеммники WAGO , допускающие многократное соединение и разъединение проводов . После их установки в отверстия клеммника остается защелкнуть специальный рычажок , что обеспечит надежную фиксацию провода . Когда нужно разъединить провода , потребуется лишь потянуть за этот рычажок . Для соединения меди и алюминия существуют клеммники WAGO с биметаллическими пластинами, которые имеют особое покрытие, предотвращающее окисление проводов.
Соединения проводов с помощью болта
Если под рукой не имеется специальных соединителей , то можно обойтись обычным болтом , парой гаек и несколькими шайбами . Провода , очищенные от изоляции , скручивают в петли по диаметру болта . Гайки , шайбы и сделанные петли располагаются на болте в таком порядке :
— гайка ;
— шайба ;
— петля из провода ;
— разделяющая шайба ;
— петля из второго провода ;
— шайба .
Посредством болтового соединения легко объединить два и более провода . Единственный значительный его минус — громоздкость , из — за чего подобное решение не всегда практично применять .
Для соединения проводов из различных металлов — алюминия и меди — важно не допускать их прямого касания . Зачастую на алюминиевую жилу сперва надевают оцинкованную медную гильзу , а затем ее обжимают специальными клещами . После чего можно выполнять непосредственно само соединение проводов .
Соединение пайкой
Для соединения проводов методом пайки необходимо использовать оловянно-свинцовый припой и канифоль. Перед началом работы жилы проводов оголяются и скручиваются между собой аналогично соединению скруткой. После этого паяльником тщательно пропаивается поверхность контакта, в результате чего можно получить соединение с малым переходным сопротивлением. Для повышения механической прочности такого контакта многие специалисты рекомендуют использовать СИЗы.
Соединение и оконцевание силовых кабелей
Для соединения и оконцевания силовых кабелей, а также для их присоединения к электрооборудованию применяют кабельные муфты и специальные разделки.
Для обеспечения требований, предъявляемых к качеству соединительных муфт, к монтажу муфт допускаются электромонтажники, имеющие высокую квалификацию (не ниже четвёртого разряда) и прошедшие специальные курсы. Монтажники должны иметь удостоверения на право производства монтажа муфт соответствующей категории. Удостоверение продлевается с прохождением инструктажа через каждые три года.
Способы соединения кабелей
Соединение силовых кабелей выполняют таким образом, чтобы переходное сопротивление не превышало сопротивления целого участка жилы, а электрическая прочность изоляции в месте соединения была такой же, как и остальной части.
Место соединения надежно защищается от проникновения влаги и механических повреждений. Кабели с бумажной изоляцией соединяют в муфтах, а места соединений шланговых кабелей вулканизируют горячим способом и покрывают лаком.
 Место соединения или ответвления кабеля напряжением до 1 кВ, прокладываемого в земле, заключают в чугунную муфту, заливаемую битумной или стелопластика.
Место соединения или ответвления кабеля напряжением до 1 кВ, прокладываемого в земле, заключают в чугунную муфту, заливаемую битумной или стелопластика.
Соединительные муфты для кабелей 20 и 35 кВ выполняют однофазными в корпусах из латуни.
При вертикальной и крутонаклонной прокладке с разностью уровней более 15 м на кабеле с бумажной пропитанной изоляцией в месте соединения устанавливают стопорную муфту. Эти муфты секционируют участки и препятствуют перетеканию пропиточной массы по кабелю.
Кабели напряжением до 10 кВ включительно могут соединяться в муфтах из эпоксидного компаунда. Корпус такой муфты и распорки изготовляют на заводах.
Для соединения и ответвления кабелей напряжением до 1 кВ могут применяться муфты без корпусов заводского изготовления. В этом случае компаунд заливают в съемные формы из металла или пластмассы.
Для кабелей с пластмассовой изоляцией пригодны эпоксидные муфты, аналогичные по конструкции муфтам для кабелей с бумажно-масляной изоляцией.
Концевые заделки кабелей должны герметизировать изоляцию, предохранить конец кабеля от механических повреждений и вывести наружу изолированные жилы.
В сухих помещениях кабель оконцовывают воронками и сухими заделками из поливинилхлоридных лент и «перчатки» из свинца и резины. На открытом воздухе и во всех помещениях, кроме сухих, применяют концевые кабельные муфты. Изоляция жил над воронкой или муфтой усиливается покровами из лент, трубками или лаком.
Стальные воронки в сухих помещениях оконцовывают кабели с бумажно-масляной изоляцией напряжением до 10 кВ. При напряжении выше 1 кВ воронки выполняют с фарфоровыми втулками.
Во внутренних и в наружных установках при полной защите от осадков, запыления и солнечных лучей можно устанавливать заделки из эпоксидного компаунда. Их рекомендуют применять в электроустановках до 10 кВ.
Во внутренних установках до 10 кВ можно выполнять концевые заделки в свинцовых перчатках, а до 6 кВ, кроме того, — в резиновых перчатках.
Свицовые перчатки прочнее и надежнее в эксплуатации, но дороже и сложнее в изготовлении и монтаже. Они удобны в качестве нижней заделки при разных уровнях концов кабеля. Резиновые перчатки не допускаются при разности уровней 10 м и более.
В верхней точке кабеля при разных уровнях его концов на горизонтальных участках часто используют сухие заделки из поливинилхлоридной («винилитовой») ленты. Они могут устанавливаться в помещениях с температурой до 400 о С. Эти заделки обладают высокой химической стойкостью, сравнительно просты в эксплуатации и изготовлении, а также наиболее дешевы.
Металлические кабельные муфты на напряжение до 10 кВ для наружной установки имеют вертикальные или наклонные выводы. Концевые муфты для кабелей 20 и 35 кВ выполняют однофазными. Корпус муфты отлит из чугуна или алюминиевого сплава. К нему прикреплены проходные фарфоровые изоляторы, стержни которых внутри муфты соединены с наконечниками жил кабеля.
Использование термоусаживаемых муфт для соединения кабелей
 Важное значение для качества монтажа муфт имеют надёжное предохранение от попадания к них влаги и грязи, а также подготовка рабочего места. При монтаже муфт на открытом воздухе при любых условиях, а внутри помещений в тех случаях, когда в муфты могут во время монтажа попасть влага, пыль и грязь, монтаж их ведется в брезентовой палатке. Для уменьшения влияния на качество муфт перечисленных факторов и для повышения качества соединении разрабатываются и применяются новые материалы и конструкции.
Важное значение для качества монтажа муфт имеют надёжное предохранение от попадания к них влаги и грязи, а также подготовка рабочего места. При монтаже муфт на открытом воздухе при любых условиях, а внутри помещений в тех случаях, когда в муфты могут во время монтажа попасть влага, пыль и грязь, монтаж их ведется в брезентовой палатке. Для уменьшения влияния на качество муфт перечисленных факторов и для повышения качества соединении разрабатываются и применяются новые материалы и конструкции.
В последние годы в мировой практике монтажа широкое распространение получили термоусаживаемые материалы , получаемые из обычных термопластов путём их радиационной, радиационно-химичсской, химической и другой обработки.
В процессе обработки происходит поперечная «сшивка» линейной структуры молекул с образованием между ними упругих поперечных связей. В результате полимер приобретает улучшенные механические характеристики, повышенную тсрмоатмосферную и коррозионную стойкость, долговечность.
Главное достоинство термоусаживаемых муфт — «память формы», то есть способность изделий из термоусаживаемых материалов, предварительно растянутых в нагретом состоянии и охлаждённых до температуры окружающей среды, сохранять практически неограниченное время растянутую форму, а при повторном нагреве до 120-150°С возвращаться к первоначальной форме.
Это свойство позволяет не ограничивать монтажные допуски, что значительно упрощает сборочно-монгажные работы и сокращает их трудоёмкость.
Изделия, служащие для герметизации и уплотнения, внутри имеют подслой, который плавится при нагреве (усадке) растянутого изделия и силой усадки вдавливается во все неровности уплотняемого изделия. При остывании герметизирующий подслой затвердевает, в результате чего происходит надёжное склеивание и герметизация изделий.
При монтаже, соединении и оконцевании силовых кабелей применяются также различные термоусаживаемые трубки, манжеты, что облегчает и упрощает монтаж муфт. Широкий диапазон термоусаживаемости отдельных частей позволяет использовать один типоразмер муфты для нескольких типов кабелей и сечения жил, что в свою очередь значительно сокращает потребность в запасных муфтах, находящихся на хранении.
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Скрутка проводов – многообразие простых способов соединения
Один из самых быстрых и в то же время наиболее ненадежных способов сращивания проводов – скручивание жил. Популярностью он пользуется потому, что не требует специальных приспособлений, и необходима только изоляционная лента, чтобы закрыть место соединения. Не нужно иметь специальных навыков, достаточно знать самые распространенные типы скруток. Однако такой способ не лишен недостатков.
Почему именно скручивание – основные преимущества
Если нужно соединить между собой два медных провода, их можно спаять. Но далеко не все обладают этим полезным навыком, да и паяльника может не оказаться под рукой, например, если произошел обрыв кабеля электроинструмента или провода в распределительной коробке на даче. Поэтому очень удобно такое свойство медных и алюминиевых жил, как гибкость – их можно просто сложить вместе и скрутить аккуратными витками. При этом не понадобятся даже плоскогубцы, если металлические сердечники проводов имеют небольшой диаметр. Касается это не только электрической проводки, но и телевизионного кабеля, антенного, телефонного и многих других, в том числе компьютерных.
Еще одно преимущество – достаточно высокое качество соединения без пайки. Если провод служит для передачи сигнала, помехи из-за скрутки обычно не появляются, а если возникают, то в очень редких случаях. Очень важно, что при таком соединении экономится время, а иногда и средства. В частности, нет необходимости ждать, когда разогреется паяльник либо снаряжать специальный сварочный инвертор для проводов, не нужно лудить каждую жилу.
Если сердечники покрыты лаком и не обеспечивают контакт, их достаточно просто опалить при помощи спички или зажигалки.
Очень тонкие жилы при опалке легко сгорают или становятся ломкими, что уже можно отнести к недостаткам.
Что надо знать – нюансы использования скруток и их недостатки
Итак, мы упомянули некоторые сложности работы с очень тонкими, покрытыми лаком медными сердечниками. Без зачистки они не дадут контакт, а просто опалить открытым пламенем – значит сжечь провод. Однако и с толстыми жилами не всегда удается легко справиться обычным сращиванием. К примеру, алюминий довольно ломкий и слишком много витков приводит к появлению микротрещин, которые приводят к тому, что свитые концы просто ломаются. Приблизительно тоже происходит и на сильном морозе с медным сердечником – при сильном стягивании витков они лопаются.
Есть и прямо противоположные нюансы, в частности, касающиеся недостаточно плотного свивания концов провода. Каждый раз, соединив сердечники двух кабелей скруткой, нужно подключить питание без изоляции и через 30-40 минут проверить, не греется ли жила. Дело в том, что при неплотном соприкасании проводников возникает повышенное сопротивление и место соединения начинает быстро нагреваться, что может привести к перегоранию места сращивания проводов. При этом следует учитывать, что от перепадов температуры скрутка проводов со временем ослабевает и все равно начинает греться.
Для того чтобы соединить оголенные концы провода, достаточно скрутить их пальцами, но рекомендуется использовать плоскогубцы для создания качественных плотных витков.

Крайне нежелательно соединять между собой проводники из двух разных металлов, к примеру, из алюминия и меди, но если иного варианта нет, следует использовать специальную клемму, колпачки или колодки. Также избегаем сращивания одножильного провода с многожильным, поскольку у них различные сопротивления, и при одинаковом диаметре электрического кабеля они рассчитаны на разную нагрузку. Если все же приходится прибегнуть к такому соединению, рассчитайте пиковую мощность тока, который будет проходить через проводники при максимальной нагрузке. Она должна быть в пределах допустимой для более слабого провода.
Существующие типы скруток – перечень часто используемых
Существуют десятки схем сплетения между собой однопроводниковых и многожильных кабелей. При этом крайне важно знать, что соединять всегда надо однотипные провода, либо использовать специальные распределительные коробки электрические с клеммами либо винтовые зажимы. Эти же приспособления легко совмещают между собой сердечники из разных металлов. Что же касается скруток, то различают параллельные, последовательные и ответвления. Разница между ними в расположении проводников относительно друг друга. В первом случае концы размещаются рядом, во втором сводятся между собой, а в последнем варианте присоединяем проводник перпендикулярно оголенному участку.

Что касается способа сращивания, то здесь может быть довольно большой простор для действий. Так, к примеру, многожильные кабели можно предварительно свить на концах и будете правильно скручивать провода так, как если бы у вас в руках были одножильные сердечники. Но лучше все-таки сращивать последовательным способом, предварительно разведя жилы на обоих концах и вплетая их затем противоположно направленными витками. Провода, у которых по одному сердечнику, можно свить простым способом, желобком или бандажным. Каждый из них мы разберем более подробно.
Свиваем многожильный провод – оптимальный вариант
Как уже говорилось, если нет клемм, используем скрутку, но основное условие для любого многожильного кабеля – максимальное соприкосновение всех проводников в месте соединения. Поэтому, оголив концы, скручиваем каждый из них у основания, на четверть длины от изоляции, а дальше разводим венчиком. Поступаем так с каждым проводом, обычно нужно сделать 2 скрутки электрических проводов, чтобы получить плюс и минус (или ноль и фазу), реже 3 – если есть еще одна фаза или заземление.

Для последовательного соединения аккуратно встречным движением сводим между собой пучки так, чтобы венчики вошли один в другой и проводки пересеклись, пусть даже под разными произвольными углами. Далее начинаем закручивать жилы одного конца от себя, а другого – на себя, если смотреть на кабели сбоку. В целом же они будут завиты в одном направлении, по часовой стрелке, если смотреть на каждый венчик от точки соединения.
Параллельное соединение электропроводов выполняется почти так же, только концы с разведенными пучками жил подводим друг к другу под небольшим углом сбоку, пока не пересекутся. После получения нужного контакта просто сплетаем все жилы в одну толстую косичку. Затем, конечно же, желательно получившуюся скрутку залить оловом, предварительно залудив, но если нет такой возможности, можно наматывать изоляцию, обязательно минимум в 2 слоя. Для этой цели также используются специальные трубки, надеваемые на провод до соединения.
Соединяем провода с одним сердечником – эффективные способы
Простой параллельный вариант – самый быстрый. Все, что нужно, это соединить между собой под некоторым углом две жилы, которые нужно свить, после чего закручивать их ровными оборотами от точки пересечения. Чтобы выполнить соединение последовательное, нужно слегка изогнуть оголенные концы проводов, свести их встречным движением, чтобы пересеклись. После чего каждый обматывать вокруг основания другого, один от себя, а второй на себя, если смотреть на кабель сбоку.
Параллельный крепеж с желобком выполняется путем завивания одного проводника вокруг другого в двух точках – у основания зачищенного сердечника, ближе к изоляции, и возле его конца, предварительно слегка загнутого. Такой метод дает достаточно ровный и прочный монтаж, состоящий, по сути, из двух скруток. Последовательное соединение осуществляется уже обоюдным оплетением загнутых на концах жил с пропуском небольшого участка. Опять же, получатся две скрутки возле самой изоляции.
Бандаж делается в тех случаях, когда провода слишком толстые и плохо поддаются свиванию между собой. В такой ситуации жилы зачищаются от изоляции и на концах загибаются на 90 градусов, после чего соединяются между собой параллельно или последовательно. Затем берется более тонкая жила, причем также обязательно из провода с одним сердечником, и ровными витками оборачивается вокруг монтируемых участков. Затем накладывается изоляция.
Соединение трёх проводов ничем не отличается, нужно лишь добавить третью жилу к одной из первых двух параллельным способом, после чего соединять между собой любым из перечисленных выше вариантов. Тоже касается и отвилка. Разница присоединения боковой жилы к оголённому участку заключается лишь в том, что обматываться витками будет только она, а основной провод послужит основанием. Способы же годятся все перечисленные, включая бандаж в той ситуации, когда сердечник присоединяемого кабеля имеет слишком большой диаметр.





