Дюймовая резьба: таблица, размер, шаг, обозначение
Дюймовая резьба применяется, главным образом, при монтаже трубных соединений. Ее наносят на концы труб и на фасонные части (пластиковые или металлические фитинги). В этом документе приведены таблицы дюймовых резьб и указаны их основные параметры.
Характеристики дюймовой резьбы
Основными параметрами дюймовой резьбы являются диаметр и шаг.
Различают внутренний и наружный диаметр. Внутренний диаметр определяется как расстояние между нижними точками впадин между резьбовых гребней, которые находятся на противоположных сторонах детали. Наружный диаметр дюймовой резьбы определяется как расстояние между верхними точками гребней, которые находятся на противоположных сторонах детали. Разница между наружным и внутренним диаметром определяет высоту профиля резьбы.
Шаг дюймовой резьбы — это расстояние между двумя соседними впадинами или вершинами гребней. Чтобы резьба была рабочей, шаг должен быть неизменным по всей длине нарезанной резьбы.
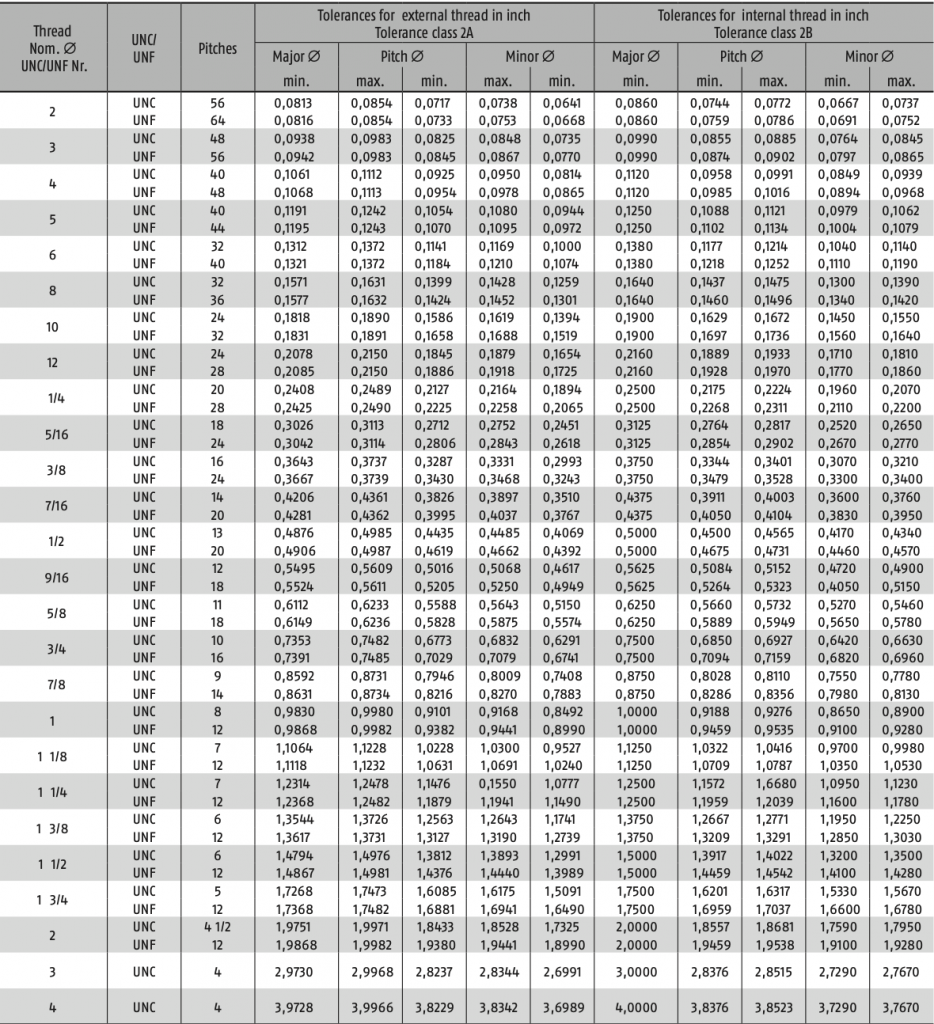
Стандартные размеры приведены в таблице параметров дюймовых резьб с диаметрами и шагом:
Чем отличается дюймовая резьба от метрической
Конструктивное отличие дюймовой резьбы от метрической заключается в более острых гребнях: они расположены под углом 55° друг к другу, тогда как у метрической резьбы угол между гребнями составляет 60°.
Благодаря более острым углам гребней, дюймовая резьба обеспечивает повышенное качество соединения. За счет этого узел сопряжения лучше выдерживает переменные нагрузки и высокое давление, что имеет большое значение при монтаже трубопроводов. В некоторых случаях дюймовые резьбы применяют при изготовлении винтов, болтов и других метизов, при производстве деталей некоторых видов техники (например, они широко применяются в фотоаппаратах).
Для определения параметров разных видов резьб применяют разные единицы измерения. Для метрической используются миллиметры, а для дюймовой — дюймы. Размеры дюймовой резьбы указываются в дробных и целых числах. Шаг дюймовой резьбы в таблицах может указываться в нитках — количестве витков, нарезанных на одном дюйме длины.
Определить соответствующие основные размеры резьбы метрической и дюймовой разных видов можно по специальным таблицам. Пример такой таблицы:
Проверка шага резьбы
Соблюдение шага дюймовой резьбы по таблице— необходимое условие работоспособности соединения. Поэтому при нарезке рекомендуется проверять соответствие этого параметра. Измерение шага резьбы проводится при помощи калибра,резьбомера, механического измерителя и других специальных инструментов.
Также используется простой способ проверки по шаблону, в качестве которого используют деталь с ответной резьбой, заведомо соответствующей стандарту. При проверке наружной резьбы, например, на трубе или болте, шаблоном служит штуцер или муфта со стандартной внутренней резьбой. Проверяемую деталь закручивают в шаблон. Если она полностью вкрутилась и образовалось плотное соединение, то шаг резьбы соответствует стандарту. Если деталь не вкручивается или образуется неплотное соединение, значит, резьба нарезана с нарушением шага. Проверка изделие с внутренней резьбой выполняется аналогичным методом, но шаблоном служит деталь со стандартной наружной резьбой, на которую накручивают проверяемый элемент.
Еще один способ проверки шага, а также других параметров резьбы, предусматривает использование резьбомера. Это пластина, имеющая зазубрины, которые по размерам и другим параметрам точно соответствуют определенной стандартной резьбе. Резьбомер прикладывают к проверяемой нарезанной резьбе. При этом его зазубренная часть должна точно совпасть с ее гребнями и впадинами, обеспечив плотное прилегание.
Методы нарезки
Для нарезки дюймовой резьбы можно использовать ручной и механизированный способ.
Ручную нарезку выполняют специальным инструментом — плашками и метчиками. Плашку используют для нарезки наружной резьбы, а метчик — для внутренней. Нарезания выполняют в следующей последовательности:
- Деталь, на которой нарезается резьба, плотно фиксируется в тисках.
- Фиксируется инструмент для нарезания: плашка — в плашкодержателе, метчик — в воротке.
- Инструмент подготавливают к нарезанию. Метчик вставляют во внутреннюю часть трубы, а плашку — надевают на ее конец.
- Выполняют нарезку за счет вращения инструмента плашкодержателем или воротком.
Процедуру нарезания обычно повторяют несколько раз для получения лучшего результата.
Нарезание дюймовой резьбы механизированным способом выполняют на токарном станке. При этом соблюдается следующая последовательность операций:
- Деталь зажимают в патроне станка. На ступоре станка фиксируют резец для нарезки.
- Снимают фаску на конце обрабатываемой детали.
- Настраивают скорость перемещения суппорта. При задании настроек ориентируются на данные таблиц дюймовой резьбы токарного станка.
- Подводят резец к поверхности детали и запускают станок, включая резьбовую подачу.
Механизированная нарезка дюймовой резьбы отличается повышенной производительностью и качеством результата. Однако применять этот способ можно не для каждой трубы. Изделие должно обладать достаточной жесткостью и толщиной стенки, чтобы выдержать обработку на токарном станке. Кроме того, нарезка резьбы — это технологическая операция, которую должен выполнять квалифицированный токарь, имеющий соответствующие навыки.
Классы точности
В соответствии с ГОСТ предусматривается три класса точности дюймовой резьбы, обозначаемые цифрами 1, 2, 3. Степень точности возрастает с увеличением цифры класса. Так, к классу 1 относятся резьбы, к которым предъявляются минимальные требования по точности. Резьбы 3 класса являются наиболее точными, в отношении их размеров действуют наиболее жесткие требования.
При обозначении класса точности для указания типа резьбы также ставят литеры A (для наружной) и B (для внутренней). Соответственно, полные обозначения для наружных резьб представлены в виде 1А, 2А и 3А, а для внутренней — 1В, 2В и 3В.
Маркировка дюймовой резьбы
Параметры дюймовой резьбы на любой детали можно узнать из маркировки, которая наносится в соответствии с таблицами размеров.
Для примера рассмотрим маркировку по американскому стандарту, который применяется многими иностранными производителями:
Дюймовая резьба: таблицы, размеры, характеристики
Дюймовая резьба представляет собой углубления, вырезанные в форме винта на цилиндрической или конической детали, и имеющие одинаковую форму и шаг.
Производители нарезают наружную и внутреннюю дюймовую резьбу разных размеров в соответствии с ГОСТ .
При работе используют специальные таблицы. Изделия с крупным и мелким шагом обозначают на чертеже как UNC и UNF.
Параметры дюймовой резьбы
Согласно ГОСТ производители изготавливают детали, отличающиеся своими характеристиками. Это учитывают при выборе изделия. Основные параметры дюймовой резьбы это:
- наружный диаметр. Это расстояние между наивысшими точками гребней, расположенных напротив друг друга. Наружный диаметр можно измерить штангенциркулем;
- внутренний диаметр. Расстояние между расположенными друг напротив друга углублениями.
- шаг. Этот размер определяется расстоянием между наивысшими точками соседних витков или между рядом расположенными канавками. В норме шаг должен быть одинаковым на протяжении всего нарезанного участка. Нарушение ГОСТ приведет к невозможности выполнения соединения;
- форма. Дюймовую резьбу делят на два типа. Это цилиндрическая и коническая. У первой диаметр не меняется, у второй – уменьшается к краю заготовки;
- направление. Витки нарезают на детали в левую или правую сторону;
- высота профиля. Этот размер определяют, рассчитывая разницу между наружным и внутренним диаметром.
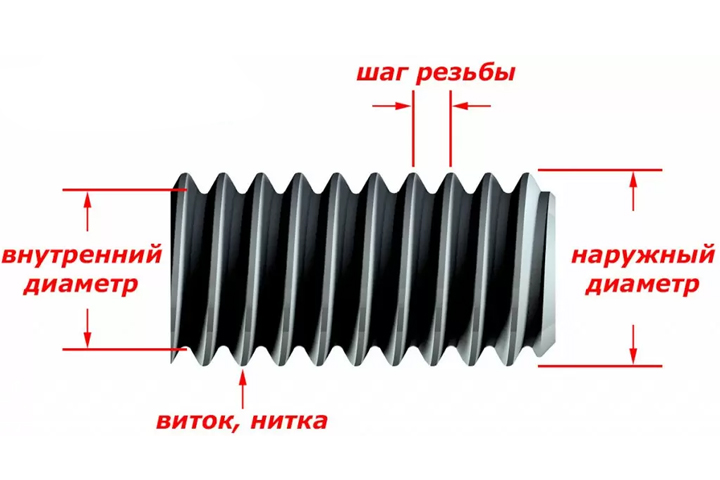
Таблица основных размеров дюймового крепежа UNC
| Типоразмер | Наружный диаметр, дюймов | Наружный диаметр, мм | Диаметр сверления, мм mm | Число витков на дюйм | Шаг, мм |
|---|---|---|---|---|---|
| N 1 – 64 UNC | 0,073 | 1,854 | 1,50 | 64 | 0,397 |
| N 2 – 56 UNC | 0,086 | 2,184 | 1,80 | 56 | 0,453 |
| N 3 – 48 UNC | 0,099 | 2,515 | 2,10 | 48 | 0,529 |
| N 4 – 40 UNC | 0,112 | 2,845 | 2,35 | 40 | 0,635 |
| N 5 – 40 UNC | 0,125 | 3,175 | 2,65 | 40 | 0,635 |
| N 6 – 32 UNC | 0,138 | 3,505 | 2,85 | 32 | 0,794 |
| N 8 – 32 UNC | 0,164 | 4,166 | 3,50 | 32 | 0,794 |
| N 10 – 24 UNC | 0,190 | 4,826 | 4,00 | 24 | 1,058 |
| N 12 – 24 UNC | 0,216 | 5,486 | 4,65 | 24 | 1,058 |
| 1/4″ – 20 UNC | 0,250 | 6,350 | 5,35 | 20 | 1,270 |
| 5/16″ – 18 UNC | 0,313 | 7,938 | 6,80 | 18 | 1,411 |
| 3/8″ – 16 UNC | 0,375 | 9,525 | 8,25 | 16 | 1,587 |
| 7/16″ – 14 UNC | 0,438 | 11,112 | 9,65 | 14 | 1,814 |
| 1/2″ – 13 UNC | 0,500 | 12,700 | 11,15 | 13 | 1,954 |
| 9/16″ – 12 UNC | 0,563 | 14,288 | 12,60 | 12 | 2,117 |
| 5/8″ – 11 UNC | 0,625 | 15,875 | 14,05 | 11 | 2,309 |
| 3/4″ – 10 UNC | 0,750 | 19,050 | 17,00 | 10 | 2,540 |
| 7/8″ – 9 UNC | 0,875 | 22,225 | 20,00 | 9 | 2,822 |
| 1″ – 8 UNC | 1,000 | 25,400 | 22,25 | 8 | 3,175 |
| 1 1/8″ – 7 UNC | 1,125 | 28,575 | 25,65 | 7 | 3,628 |
| 1 1/4″ – 7 UNC | 1,250 | 31,750 | 28,85 | 7 | 3,628 |
| 1 3/8″ – 6 UNC | 1,375 | 34,925 | 31,55 | 6 | 4,233 |
| 1 1/2″ – 6 UNC | 1,500 | 38,100 | 34,70 | 6 | 4,233 |
| 1 3/4″ – 5 UNC | 1,750 | 44,450 | 40,40 | 5 | 5,080 |
| 2″ – 4 1/2 UNC | 2,000 | 50,800 | 46,30 | 4,5 | 5,644 |
| 2 1/4″ – 4 1/2 UNC | 2,250 | 57,150 | 52,65 | 4,5 | 5,644 |
| 2 1/2″ – 4 UNC | 2,500 | 63,500 | 58,50 | 4 | 6,350 |
| 2 3/4″ – 4 UNC | 2,750 | 69,850 | 64,75 | 4 | 6,350 |
| 3″ – 4 UNC | 3,000 | 76,200 | 71,10 | 4 | 6,350 |
| 3 1/4″ – 4 UNC | 3,250 | 82,550 | 77,45 | 4 | 6,350 |
| 3 1/2″ – 4 UNC | 3,500 | 88,900 | 83,80 | 4 | 6,350 |
| 3 3/4″ – 4 UNC | 3,750 | 95,250 | 90,15 | 4 | 6,350 |
| 4″ – 4 UNC | 4,000 | 101,600 | 96,50 | 4 | 6,350 |
Цилиндрическая дюймовая резьба
Согласно ГОСТ наружный или внутренний диаметр не изменяется на протяжении всего нарезанного участка. Наносится на крепеж различного диаметра. Позволяет выполнить надежное соединение деталей одинакового размера.Технические характеристики обозначены в ГОСТ 6357-81.
Сечение профиля представляет собой равнобедренный треугольник. Боковые стороны расположены под углом 55 градусов по отношению друг к другу. На вершине треугольника выполнено закругление. По своей форме оно соответствует конфигурации канавок. Для определения размеров производители наносят на изделия следующие обозначения:
- G — резьба дюймовая цилиндрической конфигурации;
- 1, 2, 3 –обозначение класса точности;
- A, B — расположение резьбы. Наружная или внутренняя;
- LH –обозначение левостороннего направления витков.
После буквы “G” производители указывают обозначение внутреннего диаметра в дюймах. Учитывая эти обозначения, удается быстро определить требуемые размеры.
Коническая дюймовая резьба
Выполняется уменьшение диаметра к краю заготовки. Производители изготавливают детали в соответствии с ГОСТ 6211-81. По своему сечению на чертеже профиль представляет собой равнобедренный треугольник. Согласно ГОСТ 6211-81 угол между боковыми сторонами составляет также 55 градусов. На вершине треугольника выполнено закругление. По своей форме оно соответствует конфигурации канавок.
Возможно изготовление конической дюймовой резьбы по ГОСТ 6111-52. Согласно стандарту угол между сторонами треугольника составляет 60 градусов. Такая конфигурация позволяет выполнить соединение, устойчивое к механической нагрузке. Производители наносят на чертеже обозначение в виде буквы “К”.

Таблица момента затяжки крепежных изделий с дюймовой резьбой стандарта UNC для болтов и гаек SAE класса прочности 5 и выше
| Размер резьбы, дюймы | Момент затяжки стандартных болтов и гаек | |
|---|---|---|
| Н*м* | Фунт силы-фут** | |
| 1/4 | 12± 3 | 9±2 |
| 5/16 | 25 ± 6 | 18± 4,5 |
| 3/8 | 47± 9 | 35 ± 7 |
| 7/16 | 70± 15 | 50± 11 |
| 1/2 | 105± 20 | 75±15 |
| 9/16 | 160 ± 30 | 120± 20 |
| 5/8 | 215± 40 | 160 ± 30 |
| 3/4 | 370 ± 50 | 275 ± 37 |
| 7/8 | 620± 80 | 460 ± 60 |
| 1 | 900 ± 100 | 660 ± 75 |
| 11/8 | 1300 ± 150 | 950 ± 100 |
| 1 1/4 | 1800 ±200 | 1325 ±150 |
| 1 3/8 | 2400 ± 300 | 1800 ± 225 |
| 1 1/2 | 3100 ± 350 | 2300 ± 250 |
*1 Ньютон-метр (Н*м) равен примерно 0,1 кГм.
** Фунт силы-фут – британский и американский эквивалент Н*м.
Как определить шаг?
Для измерения шага дюймовой резьбы используют специализированные приспособления и таблицы. Они позволяют точно определить расстояние между витками или канавками.
В случае, когда специального инструмента и таблиц нет в наличии, можно приблизительно определить шаг дюймовой резьбы болта. Наилучшим способом для этого является подбор гайки с заведомо известными параметрами. Если резьбовой элемент накручивается легко, значит размеры болта соответствуют крепежу с внутренней резьбой. При затрудненном накручивании подбирают другую гайку. Так удается определить шаг без специальных приспособлений и таблицы.
Возможно проведение расчетов с помощью простой линейки. С работой справится человек, имеющий минимальные технические знания и навыки. Потребуется измерительный инструмент со шкалой в дюймах.
Для замера совмещают первый виток с нулевой отметкой линейки. Далее считают количество выступов в пределах 1 дюйма. Для определения шага без таблицы полученное расстояние делят на количество выступов. Таким образом, с помощью несложных математических расчётов удается определить шаг наружной дюймовой резьбы.
Для определения шага между витками на внутренних поверхностях без таблицы и инструмента на выступы наносят краситель. После этого укладывают внутри отверстия небольшой отрезок бумаги и прижимают к гребням. По образовавшемуся оттиску проводят расчеты шага с помощью линейки.
Следует учитывать, что таким образом можно получить приблизительное значение. Для более точных измерений шага используют специальный инструмент и таблицы.
Отличия дюймовой резьбы от метрической
Основным отличием является профиль витков. Согласно ГОСТ 6211-81удюймовой угол расположения сторон треугольника составляет 55 градусов. У метрической – 60 градусов.
Помимо конфигурации профиля отличительной особенностью дюймового варианта является применение других единиц измерения.У метрической резьбы шаг определяют в миллиметрах, для дюймовой – в целых, а также дробных дюймах.
Таблица размеров дюймовых и метрических резьб
Диаметр наружный, мм
Шаг резьбы
Резьба
Диаметр внутренний, мм
Дюймовая G, R
Метрическая
Дюймовая ORFS, UNF, JIC
Таблица перевода дюймовых размеров в метрические. Дюймы мм
Примечания: Диаметры свыше #14 в дюймах.
Цифра после номера диаметра через тире — число витков нарезки на дюйм.
| Перевод энергетических единиц | Перевод единиц давления |
|---|---|
| 1 Дж = 0,24 кал | 1 Па = 1 Н/м*м |
| 1 кДж = 0,28 Вт*ч | 1 Па = 0,102 кгс/м*м |
| 1 Вт = 1 Дж/с | 1 атм =0,101 мПа =1,013 бар |
| 1 кал = 4,2 Дж | 1 бар = 100 кПа = 0,987 атм |
| 1 ккал/ч = 1,163 Вт | 1 PSI = 0,06895 бар = 0,06805 атм |
Таблица перевода единиц


Параметры дюймовых резьб
Перевод единиц массы, длины, объема и т.д


Таблица перевода диаметров труб из дюймов в мм
| Диаметр условного прохода трубы, мм | Диаметр резьбы, дюйм | Наружный диаметр трубы, мм | ||
| Труба стальная водо-газо-проводная | Труба бес-шовная | Труба поли-мерная | ||
| 10 | 3/8″ | 17 | 16 | 16 |
| 15 | 1/2″ | 21,3 | 20 | 20 |
| 20 | 3/4″ | 26,8 | 26 | 25 |
| 25 | 1″ | 33,5 | 32 | 32 |
| 32 | 1 ¼» | 42,3 | 42 | 40 |
| 40 | 1 ½» | 48 | 45 | 50 |
| 50 | 2″ | 60 | 57 | 63 |
| 65 | 2 ½» | 75,5 | 76 | 75 |
| 80 | 3″ | 88,5 | 89 | 90 |
| 90 | 3 ½» | 101,3 | 102 | 110 |
| 100 | 4″ | 114 | 108 | 125 |
| 125 | 5″ | 140 | 133 | 140 |
| 150 | 6″ | 165 | 159 | 160 |
Дополнительная информация к дюймовой резьбе
Все это в несколько раз сложнее, чем стандарты на метрические резьбы, но все же это вполне конечное множество, не такое уж страшное, когда оно сведено в красивую таблицу.
Кстати, сомневаюсь, что где-либо вы найдете это по-русски, ибо в СССР (как я теперь могу ответственно заявить) не было о дюймовых резьбах никакой особо подробной информации. Более-менее освещались в справочниках только трубные резьбы, и то частично, так как советский водогазовый трубный стандарт почти совпадал с британским BSP.
Смотрите, как все устроено в американской системе, это неполная таблица, а только по наиболее употребительным диаметрам и типам резьб
(полная — тут)
В правой части таблицы — как раз число ниток на дюйм, для разных видов резьбы
Обозначения:
UNC-Unified National Course — крупная или обычная
UNF-Unified National Fine — мелкая
UNEF-Unified National Extra Fine — особо мелкая
NPT-National Pipe Tapered — трубная обычная
Британский стандарт похож, но не совпадает. Например, для резьбы 1/2» у американцев 13 ниток на дюйм, а в британском стандарте BSW — 12.
Да, надо еще сказать, что в общем-то британских стандартов несколько, но кроме BSW и BSP мне никогда ничего не попадалось.
BSP — это трубная резьба.
http://en.wikipedia.org/wiki/British_Standard_Pipe
Расчет объема трубы
Определите радиус трубы R. Если необходимо рассчитать внутренний объем трубы, то надо найти внутренний радиус. Если необходимо рассчитать объем, занимаемый трубой, следует рассчитать радиус внешний. Путем измерений можно легко получить диаметр (как внутренний, так и внешний) и длину окружности сечения трубы. Если известен диаметр трубы, поделите его на два. Так, R=D/2 , где D — диаметр. Если известна длина окружности сечения трубы, поделите его на 2*Пи , где Пи=3.14159265 . Так, R=L/6,28318530 , где L — длина окружности.
Найдите площадь сечения трубы. Возведите значение радиуса в квадрат и помножьте его на число Пи . Так, S=Пи*R*R , где R — радиус трубы. Площадь сечения будет найдена в той же системе единиц, в которой было взято значение радиуса. Например, если значение радиуса представлено в сантиметрах, то площадь сечения будет вычислена в квадратных сантиметрах.
Вычислите объем трубы. Помножьте площадь сечения трубы на нее длину. Объем трубы V=S*L , где S — площадь сечения, а L — длина трубы.
Расчет объема воды в трубе и радиаторах
Выбор мощности, тока и сечения проводов и кабелей
В таблице сведены данные мощности, тока и сечения кабельно-проводниковых материалов, для расчетов и выбора защитных средств, кабельно-проводниковых материалов и электрооборудования.
Медные жилы, проводов и кабелей
Алюминиевые жилы, проводов и кабелей
Выбор сечения медного провода электропроводки по силе тока
| Таблица для выбора сечения и диаметра медного провода в зависимости от силы тока | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Максимальный ток, А | 1,0 | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | 10,0 | 16,0 | 20,0 | 25,0 | 32,0 | 40,0 | 50,0 | 63,0 |
| Стандартное сечение, мм 2 | 0,35 | 0,35 | 0,50 | 0,75 | 1,0 | 1,2 | 2,0 | 2,5 | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 |
| Диаметр, мм | 0,67 | 0,67 | 0,80 | 0,98 | 1,1 | 1,2 | 1,6 | 1,8 | 2,0 | 2,3 | 2,5 | 2,7 | 3,2 | 3,6 |
Приведенные мною данные в таблице основаны на личном опыте и гарантируют надежную работу электропроводки при самых неблагоприятных условиях ее прокладки и эксплуатации. При выборе сечения провода по величине тока не имеет значение, переменный это ток или постоянный. Не имеют значения также величина и частота напряжения в электропроводке, это может быть бортовая сеть автомобиля постоянного тока на 12 В или 24 В, летательного аппарата на 115 В частотой 400 Гц, электропроводка 220 В или 380 В частотой 50 Гц, высоковольтная линия электропередачи на 10000 В.
Если неизвестен ток потребления электроприбором, но известны напряжение питания и мощность, то рассчитать ток можно с помощью приведенного ниже онлайн калькулятора.
Приведенные мною данные в таблице основаны на личном опыте и гарантируют надежную работу электропроводки при самых неблагоприятных условиях ее прокладки и эксплуатации. При выборе сечения провода по величине тока не имеет значение, переменный это ток или постоянный. Не имеют значения также величина и частота напряжения в электропроводке, это может быть бортовая сеть автомобиля постоянного тока на 12 В или 24 В, летательного аппарата на 115 В частотой 400 Гц, электропроводка 220 В или 380 В частотой 50 Гц, высоковольтная линия электропередачи на 10000 В.
Если неизвестен ток потребления электроприбором, но известны напряжение питания и мощность, то рассчитать ток можно с помощью приведенного ниже онлайн калькулятора.
| Онлайн калькулятор для определения силы тока по потребляемой мощности | |
|---|---|
| Потребляемая мощность, Вт: | |
| Напряжение питания, В: | |
Следует отметить, что на частотах более 100 Гц в проводах при протекании электрического тока начинает проявляться скин-эффект, заключающийся в том, что с увеличением частоты ток начинает «прижиматься» к внешней поверхности провода и фактическое сечение провода уменьшается. Поэтому выбор сечения провода для высокочастотных цепей выполняется по другим законам.