Настройка параметров сварочного полуавтомата
Сварочный полуавтомат является очень удобным устройством для работы дома и в маленьких мастерских. С ним можно работать в любых условиях, не требуется особая подготовка рабочего места, он компактен почти как обычный инвертор.
В отличие от ручной дуговой сварки, для работы с ним не требуется высокая квалификация сварщика. Правильная настройка сварочного полуавтомата позволяет выполнять качественно работы и сварщику невысокой квалификации.
В зависимости от вида свариваемого материала, его толщины требуется правильно выставить скорость подачи проволоки, защитного газа. Дальше сварщику требуется равномерно вести горелку вдоль шва, и получится качественный сварной шов. Вся сложность заключается в правильном подборе параметров сварки для конкретного материала.
Возможности оборудования
Для качественной настройки сварочного полуавтомата требуется понимание характеристик сварки, необходимо также разобраться с особенностями полуавтомата.

Сварочные полуавтоматы позволяют работать практически с любыми металлами и их сплавами. Они могут сваривать цветные и черные металлы, низкоуглеродистую и легированную сталь, алюминий и материалы с покрытиями, способны сваривать тонкие металлы толщиной до 0,5 мм, могут варить даже оцинкованную сталь без повреждения покрытия.
Это достигается за счет того, что в область сварки может подаваться флюс, порошковая проволока или защитный газ, а также сварочная проволока, причем подача происходит автоматически, все остальное делается как в ручной дуговой сварке.
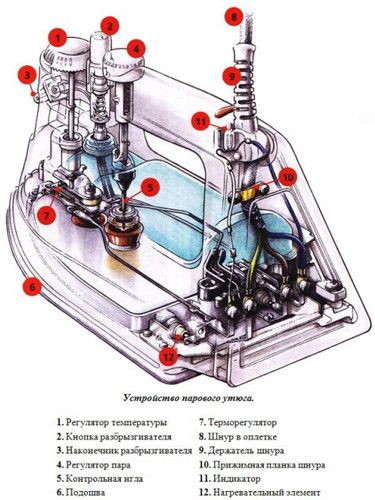
Сварочные полуавтоматы выпускаются разных классов, но все они состоят из:
- блока управления;
- источника питания;
- механизма подачи сварочной проволоки с катушкой;
- сварочной горелки;
- силовых кабелей.
Кроме этого должен быть баллон с редуктором и инертным газом (двуокись углерода, аргон или их смеси), воронка для флюса.
Механизм подачи проволоки состоит из электродвигателя, редуктора и подающих или тянущих роликов.
Рекомендации в инструкции
 Перед производством работ необходимо надежно заземлить аппарат для сварки и только потом начинать настройку. Сварочный полуавтомат нужно подключить к газобаллонной системе с защитным газом.
Перед производством работ необходимо надежно заземлить аппарат для сварки и только потом начинать настройку. Сварочный полуавтомат нужно подключить к газобаллонной системе с защитным газом.
Необходимо проверить наличие сварочной проволоки в катушке, если нужно перезарядить ее и протянуть до рукоятки горелки. Скорость подачи газа имеет большое значение в процессе сваривания.
Поэтому ее тоже нужно установить. Газобаллонное оборудование имеет редукторы с указанием расхода газа в литрах. Это очень удобно, необходимо просто выставить требуемый расход в пределах 6-16 литров.
В инструкции по эксплуатации на устройство даются рекомендации, как правильно настроить сварочный полуавтомат, каким током варить конкретный металл, с какой скоростью подавать проволоку.
В инструкции должны быть специальные таблицы, в которых все расписано. Если выставить все параметры в соответствии с ними, то должно все получиться.
На практике могут быть сложности. На качество сварки полуавтомата влияют очень много параметров. Если питающая сеть не соответствует нормативам, то источник питания будет выдавать напряжение и ток не тот, что нужно, параметры будут нестабильны.
Температура среды, толщина металла, его вид, состояние свариваемых поверхностей, вид шва, диаметр проволоки, объем подачи газа и много других факторов влияют на качество сварки полуавтомата.
Таблицы рекомендуемых режимов сварки даются для определенных условий, которые не всегда можно обеспечить. Поэтому при сварке полуавтоматом многие регулировки осуществляются опытным путем.
Конечно, первоначально выставляются рекомендованные значения, потом идет точная подстройка параметров сварки.
Настройка тока и скорости подачи проволоки
 В первую очередь выставляется сила сварочного тока, которая зависит от вида свариваемого материала и толщины заготовок. Это можно выяснить по инструкции на полуавтомат или найти в соответствующей литературе.
В первую очередь выставляется сила сварочного тока, которая зависит от вида свариваемого материала и толщины заготовок. Это можно выяснить по инструкции на полуавтомат или найти в соответствующей литературе.
Затем устанавливается скорость подачи проволоки. Она может регулироваться ступенчато или плавно. При ступенчатой регулировке не всегда удается подобрать оптимальный режим работы. Если есть возможность выбора устройства, покупайте сварочный полуавтомат с плавной регулировкой скорости подачи проволоки.
В блоке управления должен быть переключатель режима подачи проволоки вперед/назад. Когда все настройки в соответствии с инструкцией по эксплуатации на полуавтомат произведены, нужно попробовать работу на черновом образце с такими же параметрами. Это необходимо делать потому, что рекомендации усредненные, а в каждом отдельном случае условия уникальны.
При большой скорости подачи провода электрод просто не будет успевать расплавляться, сверху будут большие наплавления или сдвиги, а при низкой он будет сгорать, не расплавляя свариваемый металл, валик шва будет проседать, появятся углубления или разрывы.
Регулировка параметров
Регулировка величины тока или напряжения зависит от толщины заготовок. Чем толще свариваемое изделие, тем больше сварочный ток. В простых устройствах полуавтоматической сварки регулировка силы тока совмещена со скоростью подачи проволоки.
В профессиональных полуавтоматах регулировки раздельные. Правильность настройки можно определить только опытным путем, сделав экспериментальный шов на пробной заготовке. Валик должен быть нормальной формы, дуга устойчивой, без брызг.
В некоторых моделях полуавтоматов имеется регулировка индуктивности (настройки дуги). При маленькой индуктивности температура дуги падает, глубина проплавления металла уменьшается, шов становится выпуклым.
Это используется при сваривании тонких металлов и сплавов, чувствительных к перегреву. При большой индуктивности температура плавления растет, сварочная ванна становится более жидкой и глубокой. Валик шва становится плоским. Сварку в этом режиме используют для толстых заготовок.
 Переключатель скорости подачи сварочной проволоки в моделях способных работать с разными диаметрами требует дополнительной регулировки с учетом конкретной толщины проволоки.
Переключатель скорости подачи сварочной проволоки в моделях способных работать с разными диаметрами требует дополнительной регулировки с учетом конкретной толщины проволоки.
Даже изучив полностью рекомендации производителя не всегда можно получить нужный режим работы полуавтомата.
Выставив оптимальные регулировки для сварки заготовки сегодня, может получиться, что на следующий день они станут неоптимальными потому, что изменилось качество сети или изменилось положение изделия на рабочем столе.
То есть настройка режимов процесс постоянный и индивидуальный потому еще, что он зависит и от манеры работы самого сварщика.
Типичные ошибки
На ошибку в настройках сварочного полуавтомата указывает отчетливый треск. Громкие щелчки сообщают о том, что скорость подачи припоя маленькая. Необходимо увеличить скорость подачи до пропадания треска.
Часто наблюдается сильное разбрызгивание металла. Это связано с недостаточным количеством изолирующего газа в районе сварочной ванны. Нужно увеличить подачу газа, отрегулировать редуктор полуавтомата.
Присутствуют непровары или прожиги шва. Это связано со слишком низким или слишком высоким напряжением дуги, регулируется настройкой вольтажа или индуктивности.
Неравномерная ширина валика шва связаны со скоростью перемещения горелки и ее положением относительно шва, то есть, связана с техникой работы сварщика.
При соблюдении рекомендаций производителя и понимании процессов происходящих в сварочной ванне, способах их регулировки можно выполнять довольно сложные виды сварочных работ в домашних условиях.
Как настроить полуавтомат для сварки
Полуавтомат
Сварочный полуавтомат удобен для использования в небольших мастерских или в домашних условиях. Он отличается компактными размерами и не требует подготовки специального рабочего места. С аппаратом справляются как опытный сварщик, так и не имеющий квалификации новичок. Для получения правильно функционирующего прибора нужна настройка полуавтомата для сварки, которая зависит от вида металла, толщины и скорости проволоки, состава газа в баллоне и других факторов. Устройство способно выполнять работу с разными сплавами.
Техника безопасности при работе с полуавтоматом
Перед соединением заготовок необходимо заземлить аппарат, после чего начать настройку с подключения газового баллона, проверить катушку с проволокой. Последняя иногда перезаряжается и припой протягивается к рукоятке горелки.
Главные ее положения:
- Не допускать прямого попадания лучей солнца на газовый баллон, не заправлять его самостоятельно, беречь вентили от повреждения, не заносить резервуар с холода в теплое помещение.
- Все действия производить в огнестойком костюме, защитной маске, специальной обуви и перчатках.
- Убрать подальше взрывоопасные и горючие вещества.
- Использовать полное освещение.
- Не сваривать бензобаки, канистры и бочки, в которых хранились опасные составы.
При соблюдении перечисленных правил результаты будут хорошими у всех сварщиков.
Что влияет на настройку аппарата
Изменение положения швов в пространстве и конфигурации стыков зависит от:
- напряжения дуги и полярности тока;
- скорости подачи проволоки, ее диаметра и марки;
- толщины металла;
- вида газа в баллоне и его расхода;
- состояния отдельных частей прибора.
К комплектующим относятся:
- блок управления;
- встроенный источник питания;
- подающий механизм для припоя;
- горелка;
- силовой кабель;
- баллон с аргоном или углеродом.
Устройство подачи проволоки включает в себя тянущие ролики, редуктор и электродвигатель. По результатам проверки режима сварки с использованием ПА настройки корректируются.
Толщина металла
Немного о том, как правильно настроить сварочный полуавтомат в зависимости от параметров заготовок.
Тонкие листы соединяют внахлест, при этом в верхнем высверливают отверстия, через которые поступает припой.
При регулировке следует установить значения рабочего тока и напряжения, а также изменить скорость подачи проволоки на меньшую. Если дуга будет неустойчивой, нужно немного увеличить выбранные показатели.
Во избежание прожога металла электрод ведут без остановки. Варить лучше с середины материала, чтобы не залить расплавом остальные отверстия. Если шов не требует герметичности, заготовки соединяют отдельными точками, расположив их на дистанции 1-5 см.
Детали толщиной от 4 мм подвергаются снятию фасок. Это дает возможность формировать ровный и качественный шов. Работы рекомендуется проводить на улице.
Ниже приведена таблица главных параметров.
| Толщина заготовки (мм) | Ток (А) | Напряжение (В) |
| 1,0 | 70 | 17 |
| 1,5 | 95-110 | 18-19 |
| 2,0 | 110-150 | 19-21 |
| 2,5 | 130-150 | 21,5 |
| 1,0 | 100-110 | 18-19 |
| 2,0 | 125-180 | 19-22 |
| 3,0 | 150-180 | 20-22,5 |
| 4,0 | 180-270 | 18-22 |
| 2,0 | 140-180 | 20-22,5 |
| 3,0 | 170-250 | 21,5-24 |
| 4,0 | 200-300 | 22-28 |
Все значения относятся к начальным показателям. В процессе работы они корректируются.
Наличие газовой среды и ее состав
При сварке используют газы нескольких видов, чаще гелий, углекислый или аргон. Их применяют для увеличения прочности шва.
Выбор смеси зависит от требуемого качества работы и характеристик металла:
- СО² хорошо предохраняет конструкционные металлы (полностью закрывает сварочную ванну, обеспечивает глубокий проплав), однако создает брызги, отчего шов получается грубым. Мастера не рекомендуют применять эту смесь для производства тонких работ.
- Аргон с добавлением углекислого газа (Ar – 75%, СО² – 25%). Состав с таким сочетанием годится для соединения конструкций из тонких листов металла. Шов получается ровным, разбрызгивание минимальное.
- Ar – 98% + СО² – 2%. Смесь используется при сварке нержавеющей стали.
- Чистый аргон применяется для работы с алюминием и его сплавами.
Режим сварки полуавтоматом с защитным газом требует правильной подготовки аппарата. Настраивать его нужно, ориентируясь на толщину и тип заготовок, регулируя расход защитной смеси.
Полярность и необходимое напряжение
Полярность существует 2 видов: прямая и обратная. Первый устанавливается перед соединением толстых заготовок. Электрод нужно подключить к минусу сварочного оборудования, детали – к плюсу. Металл будет расплавляться глубже, что позволит работать с алюминием, чугуном и другими сложными составами, а также использовать порошковую проволоку.
При подключении обратной полярности плюс идет к горелке, минус – к заготовке, которая остается в относительно холодном состоянии, электрод тем временем разогревается. Метод годится для соединения тонкого металла.
На образование и поддержание дуги оказывает влияние рабочее напряжение. Оно растет с увеличением диаметра сварочной проволоки и толщины металла. При низких настройках шов образуется узкий и непрочный, при высоких – уплощенный, с потеками и прожогами. Правильные регулировки можно определить опытным путем. Валик должен иметь выпуклую форму при устойчивой дуге без образования брызг. На некоторых полуавтоматах есть отдельная функция – индуктивность. Она используется при настройке формы шва.
Положение электрода и подача проволоки
На качество сварки влияют много факторов, в том числе положение горелки. Ее рекомендуется вести ровно, не слишком приближая к заготовке. Между кромками деталей остается интервал: при толщине металла 1 см и менее – до 1 мм, при больших размерах заготовки – 10% от их величины.
Проволока поступает по шлангу с катушки с помощью валиков или шестерен, при замене которых скорость ее подачи увеличивается или уменьшается. В некоторых аппаратах для настроек имеется специальная коробка передач. При быстром перемещении проволоки электрод не всегда успевает расплавиться, при медленном – припой сгорает без образования шва.
Начальные настройки
Сначала устанавливается сила тока, которая зависит от толщины и вида материала. Следующий этап – регулировка скорости движения проволоки. Это делается плавно или ступенчато. Первый способ намного удобнее. Далее выбирается нужное напряжение.
Если настройки выполнены с ошибками, полуавтомат будет издавать треск. Щелчки громкие: скорость движения припоя малая. Ее увеличивают до наступления относительной тишины. Расплавленный металл сильно разбрызгивается: в месте сварки мало защитного газа. Его подачу увеличивают, регулируя редуктор.
Общая детальная таблица настроек автомата
На качество сварочных работ влияют многие факторы.
Для регулировки аппарата существуют различные таблицы, например:
| Толщина металла (мм) | Диаметр электрода | Ток (А) | Напряжение (В) | Скорость проволоки (м/час) | Расход газа (л/мин) |
| 1,0 | 0,8 | 70 | 17 | 110-120 | 6-7 |
| 1,5 | 0,8 | 95-110 | 18-19 | 110-120 | 6-7 |
| 2,0 | 0,8 | 110-150 | 19,0-21,0 | 130-150 | 6-7 |
| 2,5 | 0,8 | 130-150 | 21,5 | 130-150 | 7-8 |
| 1,0 | 1,0 | 100-110 | 18,0-19,0 | 110-120 | 6-7 |
| 2,0 | 1,0 | 125-180 | 19,0-22,0 | 130-150 | 6-8 |
| 3,0 | 1,0 | 150-180 | 20,0-22,0 | 150-160 | 6-8 |
| 4,0 | 1,0 | 180-270 | 18,0-22,0 | 200-300 | 7-9 |
| 2,0 | 1,2 | 140-180 | 20,0-22,5 | 150-160 | 7-9 |
| 3,0 | 1,2 | 170-250 | 21,5-24,0 | 200-220 | 7-9 |
| 4,0 | 1,2 | 200-300 | 22,0-28,0 | 300 | 7-9 |
Даже после полного изучения рекомендаций мастеров и производителей настроить аппарат правильно не всегда удается. Регулировка режимов должна осуществляться постоянно.
Как неопытному сварщику быстро подобрать параметры тока
Как неопытному сварщику быстро подобрать параметры тока
Ситуация, когда электрод прилипает к металлу, знакома каждому начинающему сварщику. Порой это так раздражает, что сразу же хочется бросить варить и больше никогда в руки не брать держак. Но немного почиркая, все же удаётся зажечь дугу.
Все дело в сварочном токе, а вернее в его неправильных параметрах. Здесь новички грешат тем, что не учитывают некоторые важные моменты. Как быстро настроить сварочный ток на инверторе? Что обязательно нужно знать? Давайте разбираться.
Как неопытному сварщику быстро подобрать параметры тока
Для правильной настройки сварочного тока на инверторе начинающим сварщикам я предлагаю воспользоваться простой таблицей. В ней уже указан ток для сварки электродами различной толщины. При этом нет необходимости что-то вычитывать, достаточно лишь знать толщину свариваемой заготовки и диаметр электрода.
Но все это приблизительные расчеты, ведь, в конце концов, инвертор может и не выдавать нужный ток по некоторым причинам. В основном это происходит из-за того, что используются слишком большие удлинители (20-30 метров длиной). Следует знать, что при использовании длинных переносок ток для сварки сильно проседает.
Второй момент связан с пониженным напряжением в электросети. Иногда сварщики жалуются на то, что электрод прилипает к металлу, не проверив напряжение. Поэтому, каждый раз перед сваркой нужно уточнять, а нормальное ли напряжение в сети 220 Вольт.
Как подбирают ток опытные сварщики?
Опытные сварщики могут не только визуально, но и на слух определить, а правильно ли подобран сварочный ток для каких-то конкретных условий сварки.
Также, при сварке металла опытные сварщики учитывают:
- Интенсивность и стабильность горения дуги;
- Насколько велика зона расплава;
- Текучесть расплавленного металла;
- Скорость остывания;
- Форму сварного соединения.
Учитывая совокупность всех вышеперечисленных нюансов, опытный сварщик подбирается наиболее подходящие параметры сварочного тока.
Для начинающих электросварщиков, чтобы подобрать значения тока, можно также воспользоваться следующей формулой: I = D*40 – 10 %. Буква I — это сила тока, а буква D — диаметр электрода.
Кроме того, подобрать сварочный ток можно и путём экспериментов. Например, если электрод прилипает к металлу, то ток следует поднять. Если во время сварки металл прожигается или происходит его сильное разбрызгивание, то ток сварки нужно уменьшить.
Также при осуществлении сварочных работ инвертором, я всегда рекомендую учитывать полярность. Она бывает прямой и обратной. На обратной полярности нужно сваривать тонкий металл, толщина которого не превышает двух миллиметров.
Прямая полярность подключения инвертора характеризуется большим расплавом металла. По этой причине её применяют в основном для сваривания толстых заготовок.
Как правильно настроить сварочный полуавтомат. Таблица настройки полуавтомата для сварки
Многие домашние мастерские укомплектованы не хуже специализированных профессиональных сервисов. В том числе – и оборудованием для выполнения сварочных работ. Но далеко не все возможности аппаратов используются в полном объеме. Причина заключается в том, что не каждый любитель сможет самостоятельно настроить сварку на работу с алюминием, нержавейкой или другими металлами. Инструкции бывает недостаточно. Недостающим звеном может стать опыт производственников.
На настройки влияют внешние параметры
Толщина заготовок, пространственное положение сварного соединения, конфигурация стыка, необходимость в усилении катета и другие показатели требуют корректировки в настройках аппарата. Основные настройки полуавтоматической сварки:
- сила тока – подача присадочной проволоки. Зависимость прямо пропорциональна: увеличение скорости подачи проволоки требует более высоких значений в настройках силы тока;
- напряжение дуги. Значения регулировки влияют на величину тока;
- расход защитного газа зависит от основных параметров сварки.
Первичные значения можно задавать по настроечной таблице. Далее выполняется тестовое сваривание определенного количества элементов. По его результатам настройки корректируются.
После приобретения полуавтомата необходимо время для того, чтобы привыкнуть к особенностям его работы. Со временем даже звучание электрической дуги станет для пользователя информативным. А пока что нужно привыкать к изменениям:
- комплектация полуавтоматов с идентичными эксплуатационными показателями могут сильно отличаться. Отличия в настройках – не редкость даже среди моделей одного производителя;
- из-за перепадов напряжения настройки полуавтоматической сварки сбиваются;
- изменение марки и состава проволоки;
- изменение состава газа;
- даже небольшой ремонт, а тем более замена комплектующих ведут к изменениям в работе оборудования.
Газозащита
Газовый поток тоже является справочной величиной и не влияет напрямую на настройки сварочного агрегата. Контроль над расходом газа существенно упрощается при условии, что редуктор имеет две шкалы. Более точно объем потока учитывает ротаметр, который довольно часто устанавливают на промышленных сварочных линиях.
Ротаметрический показатель расхода газа дает данные о подаче инертного газа в зону сварочного процесса в постоянных величинах. Статическое давление будет снижено в том случае, когда сработает горелка и будет создано облако защитного газа. Стартовый диапазон значений для ротаметра составляет от 6 до 10 литров на минуту. В случаях, когда установлен манометр – порядка 1-2 атмосфер.
Норма расхода газа подбирается в зависимости от наличия пор в зоне сварного шва. Газовый поток увеличивается в объеме до того момента, когда поры не исчезнут. Применение газа на ветру или в помещениях со сквозняком не оправдано. Здесь лучше прибегнуть к проволоке с флюсом.
Подбор газовой смеси
На выбор газовой защитной смеси влияют два фактора – свойства свариваемых материалов и требования по качеству исполнения:
- углекислый газ идеально защищает сварочные ванны. Является идеальным вариантом для обеспечения глубокого проплава. Но не подходит для тонкой работы в силу грубого по внешнему виду шва и большой разбрызгиваемости;
- аргон в сочетании с углекислотой в пропорции 3:1 применяется для сваривания тонколистовых заготовок. Формируется тонкий шов высокого качества, генерируется минимальное количество брызг;
- для нержавейки оптимальной газовой смесью является композиция из аргона (98%) и углекислоты (2%);
- при сварке алюминия применяется чистый аргон.
Настройка напряжения
Изменения вольтажа определяются издержками энергии на плавление металла и горение дуги. Рост энергозатрат вызывает увеличение толщины расходного материала и глубины провара заготовок. Настраиваются бытовые полуавтоматы ступенчатым методом.
На крышке кожуха с внутренней стороны есть справочная таблица выбора значений напряжения. Это важная информация от компании-изготовителя, которая позволяет для каждой модели подобрать оптимальные значения мощности с учетом конкретных условий работы.
Скорость подачи проволоки
От скорости подачи расходного материала в зону расплава зависит и значение силы тока. Величина подачи проволоки является одним из основных изменяемых параметров. Выбирается она после того, как уже установлено напряжение, так как интенсивность плавления напрямую влияет на скорость подачи.
Величина изменяется в зависимости от марки и диаметра используемого материала и после каждого изменения в значениях напряжения. На рынке представлено оборудование с автоматической настройкой параметра. Однако, оно относится к числу дорогостоящих полуавтоматов.
Чтобы оптимизировать настройки полуавтоматической сварки, требуется тонкая корректировка значений. В случае слишком быстрой подачи присадочной проволоки будут образовываться наплывы; медленная подача станет причиной разрывов шва, просадки или волнистости. Хороший валик невозможен без точной балансировки трех параметров: напряжения, силы тока и скорости подачи расходника.
Слишком высокая подача проявляется сразу же после начала работы. С зажженной дугой скорость подачи снижается, но проволока не перестает изгибаться, липнуть к поверхности металла и не успевает плавиться. При этом наблюдается активное продуцирование брызг. Недостаточная подача проявляется в том, что электрод перегорает еще до касания с металлом. При этом наконечник, откуда подается расходный материал, будет забиваться. Таким образом, можно сделать вывод: правильный выбор режима скорости подачи и величины тока при ранее выставленных настройках напряжения является первым шагом к профессиональному росту.
Талица прямой зависимости между регулировками и результатом работы:
Полярность
Изменение полярность относится к числу наиболее простых регулировок. Под крышкой большинства полуавтоматов предусмотрена табличка с информацией о том, какой из металлов требует полярность прямую или обратную. Начинающему сварщику необходимо твердо усвоить, что при прямой полярности горелка подключается к минусовой клемме. При такой схеме коммутации проволока плавится быстрее в полтора раза, однако ухудшается стабильность электрической дуги.
При прямом подключении свариваются заготовки с использованием проволоки с флюсом. Большая часть тепловой энергии идет на защиту сварного соединения. Флюс полностью реагирует и в свободном остатке его нет. Основные издержки метода – обилие брызг и приличное количество шлака.
Омедненная цельная проволока должна быть запитана от плюсовой клеммы. Подготовка свариваемых заготовок заключается в зачистке поверхности и разделки. С увеличением диметра проволоки возрастает и проводимость. Поэтому при работе с заготовками большого размера целесообразно увеличить диаметр расходника.
Выпуск и вылет проволоки
На качество сварного шва влияет длина вылета расходного материала из наконечника, а также размер зазора между проволокой и рабочей поверхностью. Несоответствие между диаметром проволоки и величиной ее выхода из наконечника приводят к избытку брызг, прожигу металла, непроварам и короблению.
В некоторых конструкциях полуавтоматов предусмотрена возможность изменения расположения наконечника горелки относительно сопла. Размещены они на одном уровне, но контактная трубка по отношению к соплу может выдвигаться или, наоборот, утапливаться. Амплитуда регулировки составляет 3,2 мм.
Короткий вылет используется для формирования швов на конструкционной низколегированной стали. При увеличении расстояния в этом случае снижает эффективность защитного газового облака. Для того, чтобы увеличить температуру плавления, можно немного удлинить флюсовую проволоку.
Выпуск и вылет напрямую зависят от диаметра присадочной проволоки:
Настройка дуги
Даже сравнительно недорогие модели полуавтоматических сварок наделены верньерами управления индуктивностью. Данные настройки изменяют температуру сварочной дуги, глубину проплава металла, выпуклость соединения. Можно работать с чувствительными к перегреву деталями, тонкие листовые материалы теперь не представляют серьезной проблемы для сварочного аппарата.
Возрастание индуктивности возникает из-за сжатия токового канала. С ростом показателя возрастет и температура плавления, глубина расплава; сварочная ванночка становится более жидкой. Валик готового шва при этом будет более плоским. При небольшом диаметре присадочной проволоки дуга становится устойчивей, возрастает коэффициент наплава, глубина проплава металла; уменьшается количество брызг.
Параметры сварного шва в зависимости от индуктивности:
Таблица настройки полуавтомата
Перед началом работы не будет лишним уточнить основные настройки полуавтомата. Для ориентира ниже приведена таблица. Все значения в ней носят рекомендательный характер и выражают взаимосвязь всех объективных компонентов процесса:
Влияние напряжения на качество соединения
Красивый без пор шов, достаточно выпуклый, без подрезов, наплывов и прочих дефектов можно получить только при условии сбалансированности напряжения с другими регулировками. При низком напряжении сварочный шов получается узким с малой глубиной провара. И наоборот – при высоких показателях напряжения шов получится слишком широким, высоким; кратер ванны будет глубоким.
Проблемы и ошибки
В случае слепого копирования усредненных данных по настройкам оборудования, которые приведены в разных справочниках и таблицах, не исключены проблемы и промахи. Вина здесь полностью лежит на сварщике. Важно учитывать не только рекомендации, но и тонкости выполнения каждой конкретной задачи. Внимание к мелочам и творческий подход являются залогом успешного выполнения работы.
Опытные специалисты сразу улавливают некорректность работы оборудования. Вот некоторые из признаков:
- щелчки и потрескивания свидетельствуют о недостаточно высокой скорости подачи расходного материала;
- если припой начинает плавиться возле самого наконечника на приличном удалении от места стыка, то скорость его подачи является низкой;
- слишком много брызг: нужно увеличить показатели индуктивности и подачи газа;
- шов изобилует оттенками зеленого или коричневого и получается пористым – недостаточно хорошая газовая защита;
- непроваренные, равно как и прожженные участки говорят о необходимости регулировки напряжения. Не исключено, что требуется повернуть регулятор индуктивности;
- сочетание непроваров, неустойчивости дуги и неоднородного шва – ослаб контакт массы или в сварочной среде много разного мусора (возможно из-за плохо подготовленной к работе поверхности заготовок);
- зазубрины и неодинаковая полнота валика нарушена скорость ведения горелки по шву;
- прерывистый шов + избыточное разбрызгивание – длина дуги очень большая.
Как правильно настроить сварочный полуавтомат. Таблица настройки полуавтомата для сварки