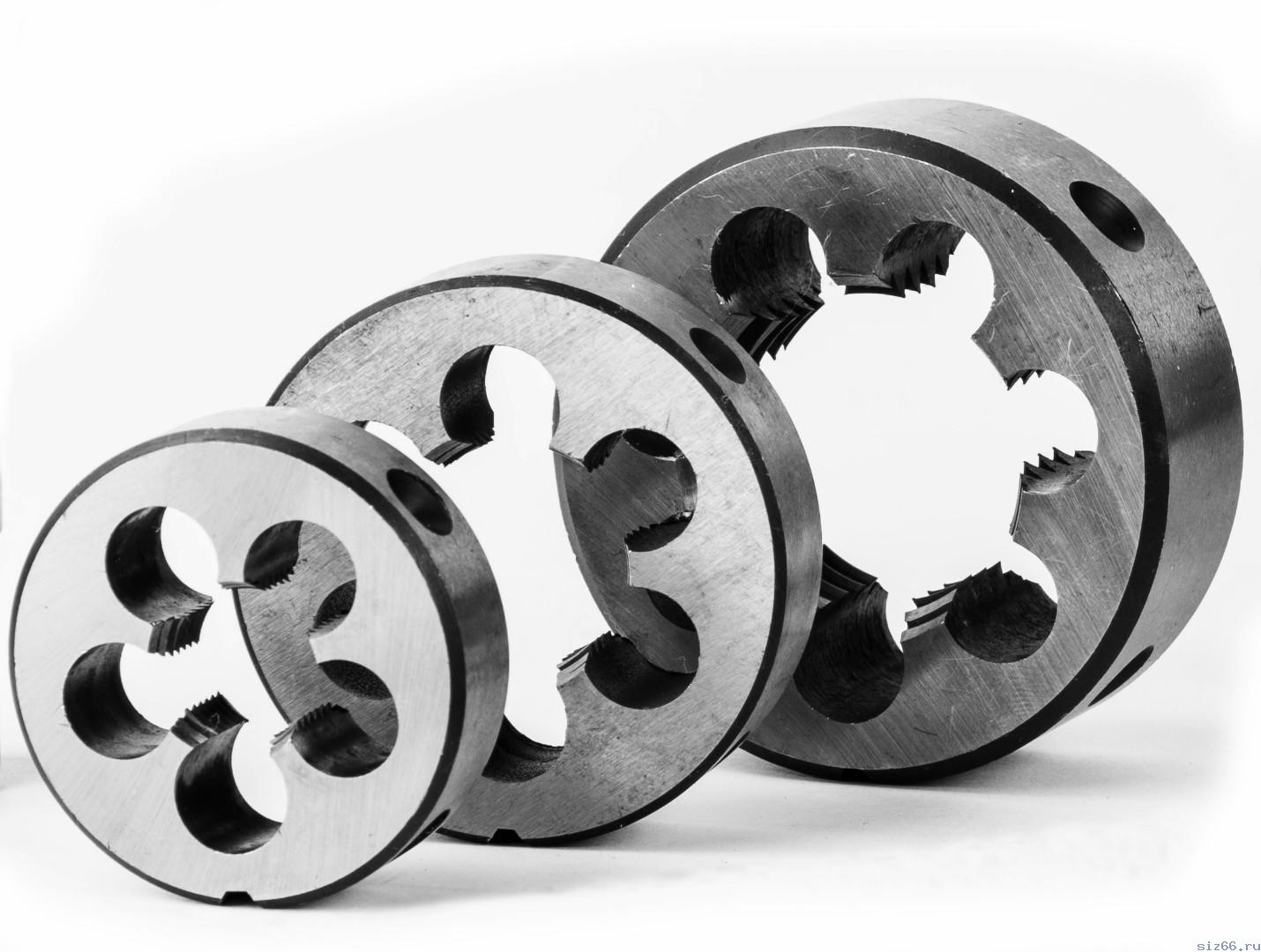
Нарезка резьбы метчиком на трубе
Сделать это вполне можно вручную с помощью специального приспособления.
Разделяют наружную и внутреннюю резку детали, благодаря которой резьбу можно будет установить в отверстии разного типа.
Способ нарезки зависит от типа материала, с которым вы будете работать.
Особенности процесса, а также описание инструментов, которые для этого нужны, вы найдете в статье, а видео поможет вам справиться с поставленной задачей.
Метчик для нарезки
Метчиком называют слесарно-токарное режущее устройство, сделанное в форме стержня с установленным на нем режущим элементом.
Резчик используют для создания внутренней резьбы в разных металлических деталях, трубе, а также его можно использовать для того, чтобы восстановить поврежденную ранее резьбу.
Резчик имеет рабочую и хвостовую часть. Рабочая часть включает два участка: для резки и для калибровки.
Участок для резки обычно конусообразной формы, он отвечает за непосредственное нарезание резьбы.
На этом участке установлены также резцовые зубья, которые охватывают участок по всей окружности. Участок калибровки отвечает за окончательное формирование детали.
Он выглядит как цилиндр, оснащенный зубьями, и продолжает собой участок для резки.
Он более длинный, а его рабочий элемент разделен канавками, нужными для того, чтобы создавать резцы и выводить стружку.
Количество канавок зависит от размера метчика с клуппом – в устройствах, не превышающих 22 мм, их обычно три. Бывают и специальные метчики, в которых канавки отсутствуют.
В тех устройствах, где они есть, канавки могут иметь прямую, либо винтообразную форму.
Задняя часть метчика имеет цилиндрическую форму, на конце ее находится квадрат, который необходим для возможности фиксации к крепежному инструменту.
Эта часть метчика отвечает за присоединение устройства к ручному держателю или патрону станка.
Метчики с клуппом бывают двух типов: ручной или машинный. Ручные устройства прикрепляются к ручным держателям и предназначены для создания внутренней резьбы.
Машинные аппараты устанавливают на патронные держатели токарных станков.
Перед тем как узнать, как нарезать резьбу метчиком, нужно определиться с ее типом. Резьба, которую можно сделать, может быть разной в зависимости от типа устройства.
Наиболее распространенной формой резьбы является метрическая – ее делают с помощью метрического инструмента.
Для создания резьбы с внутренней стороны водопроводной трубы, а также в трубе отопления, используют специализированные трубные метчики, ими же можно сделать усиленную резьбу в металлических деталях, а не только в элементах отопления.
Для создания конусообразной или дюймовой резьбы, нужно использовать специальный дюймовый метчик, который позволяет делать резьбу наименьшего размера.
Чаще всего можно встретить прочные стальные устройства с клуппом – они наиболее эффективные, прочные и долговечные.
Помимо типа резьбы, метчики отличаются по устройству: они могут быть одиночными или комплектными.
Последние применяют для создания резьбы в несколько заходов. Обычно в комплект входит два метчика, один из которых называют чистовым, а второй – черновым.
В некоторых случаях сюда добавляется еще метчик для средней обработки. Количество деталей в комплекте всегда указано сзади, на части хвоста.
Комплектные метчики не одинаковы, они имеют разные формы зубьев: черновой имеет форму зуба трапеции, средний – треугольную, вершина у которой закруглена, а у чистового – это стандартный треугольник, имеющий острую вершину.
Нарезка резьбы заключается в создании выступа в отверстии, при этом линия выступа должна иметь винтовую форму.
Выступ возле стены в отверстии должен соответствовать заданным параметрам, чтобы резьбу можно было использовать: он должен иметь правильные шаг, подъемный угол, внешний и внутренний диаметр и т.д.
Также важным параметром является глубина, которую определяют, исходя из диаметра резьбы внутри и снаружи на трубе.
Вариантов, как правильно нарезать резьбу, может быть несколько.
Направление резьбы в трубе может быть разным, в зависимости от необходимости: она может быть направлена вправо, при этом выступ развивается по часовой стрелке, либо иметь левую направленность, тогда выступ будет следовать против часовой стрелки.
Существует две возможных формы профиля: прямоугольная или треугольная, а также специальные дополнительные формы, но их используют в основном на производстве, и почти никогда в домашних условиях.
Выбор метчика и нарезка
Выбирают метчик в зависимости от резьбы, которая необходима, а также ее назначения (резьба может отличаться по форме профиля, шагу резьбы, допускам).
Для выбора метчика существует таблица, в которой отражены классы точности – в соответствии с ними нужно выбирать, какой тип метчика приобрести – комплект, или же одиночный инструмент.
Важный фактор, из которого стоит исходить при выборе метчика – необходимая точность нарезания профиля.
Разные инструменты имеют разную чистоту обработки резательного элемента, и это тоже нужно учитывать.
Металл, с которым вы будете работать, напрямую влияет на метчик, который для этого понадобится.
На алюминии потребуется угол заточки не менее 25 градусов, на чугуне и меди будет достаточно до 5 градусов, а на стали – до 10 градусов.
Для изготовления самого метчика используют чаще всего обычную или высокопрочную сталь. При выборе нужно ориентироваться на диаметр в отверстии, в котором будет делаться резьба.
Перед созданием резьбы в алюминии, чугуне или другой металлической детали нужно сделать отверстие. Оно может быть сквозным или глухим, в зависимости от необходимости.
Отверстие может иметь любой диаметр, важно только, чтобы оно было меньше, чем будущая резка. Сверло для отверстия лучше всего выбирать, руководствуясь размером резьбы.
Существует специальная таблица, где отражен рекомендуемый диаметр сверла в соответствии с размером резьбы, рекомендуется ознакомиться с ней, прежде чем приступать к работе.
Если на чугуне или алюминии требуется сделать крупную резьбу стены, то выбирать диаметр под отверстие следует, умножив диаметр резьбы на 0.8, таким образом, вы получите значение, которое будет максимально возле требуемого размера.
Создание отверстия для внутренней резьбы дается не вручную, а с помощью специального сверлильного станка, либо электродрели.
В случае использования дрели, заготовку нужно предварительно зажать в тиски, чтобы место сверления было точно там, где нужно.
При сверлении сверло должно быть расположено строго вертикально и не отклоняться от заданной плоскости.
Чтобы работать метчиком было проще, с верхней кромки можно снять фаску – тогда устройство будет входить легче.
Сделать это можно с помощью сверла, имеющего больший диаметр, либо напильника. После окончания работ, отверстие нужно очистить от стружки.
Особенно тщательно нужно сделать это в глухом отверстии, иначе нарезать качественно не получится.
Перед сверлением деталь, с которой вы будете работать, нужно плотно закрепить с помощью тисков, при этом фаска должна находиться сверху, а ось сделанного вами отверстия должна быть расположена по отношению к столу перпендикулярно.
Метчик нужно зафиксировать в гнездо воротка, а затем ввести его в фаску заготовочного отверстия. Вводится устройство всегда вертикально.
После этого метчик нужно сильно прижать к заготовке (лучше обеими руками) и начать вращать его по направлению часовой стрелки.
Нельзя допускать резких движений или остановок: вращать устройство нужно медленно и равномерно, но при этом работать с нажимом.
Работать метчиком нужно в следующей последовательности: сначала два поворота вперед, затем пол оборота назад и далее снова вперед. Таким методом происходит обработка всего отверстия в трубе.
Во время резки метчик нужно время от времени охлаждать.
Для разных металлов используются разные способы охлаждения: для алюминия будет эффективен керосин, для меди – скипидар, для прочих металлов – специальная эмульсия, а при резке в чугуне охлаждение устройства не требуется.
Для внутренней нарезки лучше всего использовать комплекты метчиков.
Работа происходит следующим образом: сначала нужно сделать черновую резьбу, затем воспользоваться средним метчиком, который пропускается через отверстие, а затем формируется окончательная резка с помощью чистового метчика.
Подобная последовательность является оптимальной для наилучшего качества обработки, поэтому рекомендуется не пропускать никакое из трех устройств, иначе качество резьбы в трубе будет заметно хуже.
Все этапы процесса нарезки вы можете увидеть на видео – в этом процессе нет ничего сложного, самое главное – правильно выбрать диаметр и соблюсти последовательность работ, а также помнить, как работать с тем или иным видом металла.
В этом случае вы получите качественную резьбу в трубе, которую можно будет использовать для соединения любых деталей.
Технология нарезки резьбы: как работать плашками и метчиками
Необходимость создания резьбовых соединений востребована во многих сферах производства, ремонта и строительства. Благодаря резьбе можно создавать очень надежные соединения, которые при этом легко и быстро размыкаются/соединяются.
Если не говорить за серийное и массовое производство, где для создания винтовых канавок используется специализированное оборудование, изготавливать резьбовые соединения можно и вручную. Для этой цели предназначены метчики и плашки.
Резьбовые соединения используются человеком с античных времен. Первое задокументированное использование резьбы датируется V-IV веком до н.э. К повсеместной стандартизации резьбовых соединений человечество пришло лишь в начале XIX века.

Резьбовое соединение состоит из 2 частей: внутренней и внешней резьбы. Внутренней резьбой оснащаются отверстия, а внешней – валы. Основными параметрами резьбы являются:
- Диаметр
- Шаг
- Направление (правая, левая)
- Профиль (треугольный, округлый, прямоугольный и пр.)
На сегодняшний день существует достаточно широкое видовое разнообразие резьбовых поверхностей. Основные виды резьбы: метрическая, дюймовая, питчевая, модульная. Резьбы бывают цилиндрическими, коническими, трапециевидными. По назначению резьбы делят на крепежные, уплотнительные и ходовые. В обзоре будет рассказано, как нарезать резьбу.
Наибольшее распространение получила метрическая резьба, за ней идет дюймовая, она же трубная.
Как изготовить резьбу
Резьбовое соединение включает в себя 2 компонента:
- Внутреннюю резьбу
- Внешнюю резьбу
Для изготовления каждого вида резьбовой поверхности используется отдельный инструмент. Внутреннюю резьбу создают при помощи метчиков. Метчик используется в комплекте с воротком. Внешнюю же резьбу создают плашкой, которая в свою очередь устанавливается в плашкодержатель.
Как нарезать резьбу метчиком.

Нарезка внутренней резьбы
Чтобы нарезать внутреннюю резьбу, мастеру потребуется метчик и вороток. Метчик состоит из 3 основных частей:
- Режущей части
- Калибрующей части
- Хвостовика

Вдоль винтовой нарезки метчика предусмотрены 3-4 канавки, которые используются для отвода стружки. Метчик может иметь несколько разновидностей головки:
- Вытянутую заостренную
- Плоскую
Метчики с вытянутой заостренной головкой используются для нарезки резьбы в сквозных отверстиях. В этом случае заостренная головка помогает центрировать режущую часть метчика при создании первых витков.
Метчики со сплюснутой головной частью используются для изготовления резьбы в глухих отверстиях. Такими метчиками немного сложнее нарезать первые витки резьбы.
Хвостовая часть метчика вставляется в вороток. Головка метчика помещается в отверстие и вращающим движением метчик вкручивается, нарезая таким образом резьбу.
Для нарезки внутренней резьбы обычно предлагаются комплекты метчиков. Если резьба создается в обычной углеродистой стали, то для винтовой нарезки рекомендуется использовать 2 метчика, черновой и чистовой.
Черновым метчиком делается первый проход. Суть чернового метчика в том, чтобы создать заготовку резьбы. В этом случае при прохождении чистовым метчиком можно добиться получения максимально чистой и точной винтовой канавки. При работе чистовым метчиком уже нет необходимости центрировать инструмент и прилагать излишние усилия для резки металла.
Если же внутренняя резьба создается в нержавеющей стали или твердом сплаве, то лучше всего использовать комплект из 3 метчиков: чернового, получистового, чистового. Тройной проход различными метчиками позволяет добиться получения винтовой канавки высокого качества.
При изготовлении внутренней резьбы в титановых сплавах рекомендуется использовать комплект из 5 метчиков!
Что еще нужно знать про виды резьбы.

Ручная или машинная нарезка внутренней резьбы
Как правило, вручную нарезается лишь метрическая резьба. При этом диаметр винтовой канавки обычно составляет не более 20 (мм). Если требуется создать резьбу более крупного размера, то мастеру потребуется помощь оборудования. Это же относится и к резьбе трубного (дюймового) типа.
Для машинной нарезки резьбы обычно используются:
- Токарный станок
- Сверлильный станок
- Резьбонарезная машина
Отличить метчики для ручной и машинной нарезки очень просто. В метчиках ручного типа хвостовая часть имеет квадратный шлиц, что позволяет фиксировать инструмент в воротке. Машинные же метчики имеют хвостовик под цанговый зажим или самоцентрирующийся патрон. В некоторых случаях хвостовик метчика создается под конус Морзе.
Отдельной категорией инструмента для машинной нарезки внутренней резьбы используются так называемые накатные метчики. Такие метчики лишены канавок для выхода стружки. В данном случае резьба создается без образования стружки.
Как нарезать резьбу плашкой.
Нарезка внешней резьбы
Неотъемлемой частью любого резьбового соединения является компонент со внешней резьбой. Именно он вкручивается в отверстие со внутренней резьбой. Наружной резьбовой поверхностью оснащаются тела вращения, то есть валы. Такой тип резьбы характерен для болтов, шпилек, ходовых винтов, всевозможных муфт и переходников.
Для нарезки наружной резьбы используется специальный инструмент:
- Плашка
- Плашкодержатель
Как понятно, плашка вставляется в плашкодержатель. Зафиксированная в держателе плашка насаживается на кончик вала со снятой фаской. Далее плашка придавливается и накручивается на вал.
Высота плашек зависит от диаметра нарезаемой резьбы. В среднем плашка имеет 8 винтовых канавок. Если рассматривать плашки для нарезки метрической резьбы, то промышленность предлагает плашки от М3-М6 до М52. Помимо плашек для нарезки традиционной метрической резьбы существуют плашки для трубной (дюймовой) резьбы, которая может быть как цилиндрической, так и конической.
Разновидностью плашек является лерка. Ключевым отличием лерок от плашек является конструкция. Лерка представлена цельнолитым изделием. Плашка же может иметь разрезную или раздвижную конструкцию.

- Разрезные плашки имеют разрез с одной стороны, что делает резьбонарезное изделие пружинящим. Плашки разрезного типа обычно используются для обновления забитых или слизанных резьбовых поверхностей.
Конечно, разрезную плашку можно использовать и для непосредственной нарезки резьбы. Но из-за пружинящей конструкции точность резьбовой поверхности будет далекой от идеала. Как правило, разрезной плашкой делают первый, так называемый «черновой», проход.

- Раздвижные плашки имеют разборную конструкцию. Если в разрезных плашках разрез делается лишь с одной стороны изделия, то в раздвижных аналогах плашка разрезается на 2 равные части.
Плашки раздвижного типа обычно имеют призматическую форму. Для работы с такими плашками следует использовать клупп с прижимным механизмом.
Существует 6 типовых размеров клуппа.
Раздвижные плашки характеризуются повышенной долговечностью. Благодаря разборной конструкции режущие кромки могут «играть» при критических нагрузках. Это позволяет избежать появление сколов и трещин на нарезных канавках.
Разумеется, разборная конструкция плашек сказывается на точности нарезки резьбы. Обычно при помощи разборной призматической плашки удается добиться 6-7 квалитета точности, в то время как неразборные аналоги обеспечивают возможность получения резьбы 8-9 квалитета.

- Цельные лерки – литые неразъемные плашки. Главным преимуществом леры является возможность нарезки резьбы с повышенной степенью точности. Хорошее качество получаемой резьбы обусловлено неразборной жесткой конструкцией.
Касательно слабых мест, в лерах они есть. Высокая жесткость конструкции делает такие плашки подверженными возникновению сколов и трещин. В лерах часто выкрашиваются нарезные кромки. Леры значительно уступают по долговечности разрезным и раздвижным аналогам. При использовании лер рекомендуется использовать обильную смазку. Не помешает и охлаждение.
Дополнительные методы нарезания резьбы
Касательно ручной работы, самостоятельно нарезаются резьбы лишь начальных типовых размеров. Чем больший диаметр резьбы нарезается, тем больше усилий необходимо прикладывать к режущему инструменту.
В прошлом серийное и массовое производство металлоизделий не исключало ручной труд при изготовлении резьбовых поверхностей. Сегодня же резьбы практически полностью нарезаются специализированным оборудованием. Широкое распространение получили резьбонарезные и резьбонакатные агрегаты.
Существуют даже компактные станки, которые дают возможность нарезать резьбу машинным способом по месту.
Если говорить о производстве крупных резьбовых соединений, с такой работой хорошо справляются винторезные станки. Разумеется, доверить создание резьбовых поверхностей можно и обыкновенному токарному станку. При использовании станочной токарной техники нередко применяют плашки и метчики для ручной нарезки. Но резьбу, внутреннюю и наружную, возможно изготовить даже обычным токарным резцом.
Как нарезать внутреннюю резьбу метчиком?
Внутренние резьбы в отверстиях нарезают ручным или машинным способом специальными инструментами – метчиками, которые встречаются в двух исполнениях: машинно-ручные и машинные. Виды и исполнения инструмента для нарезки внутренних резьб:
- Машинные изделия предназначены для закрепления в патроне или цанговом зажиме металлообрабатывающего станка, на котором можно выполнять этот вид работ. Машинно-ручное исполнение предусматривает хвостовик квадратного сечения, для того чтобы инструмент можно было установить в ручной вороток.
- По способу нарезания метчики могут быть универсальными (проходными) либо комплектными. Последние представляют собой комплект из двух или трех инструментов одного диаметра, которыми следует пользоваться в одном и том же отверстии поочередно: сначала – черновым №1, потом – №2 и 3, если он есть. В случае с некоторыми сплавами применяют комплекты из пяти изделий. Универсальный метчик выполняет всю резьбу сразу, но требует приложения больших физических усилий и чаще ломается.
- По конфигурации резьбы изделия для нарезки делятся на трубные, метрические и цилиндрические.
- По типу отверстий различают инструменты для сквозных и глухих отверстий. У первых заходная часть длинная. Чаще всего они относятся к универсальным, а у вторых заход срезан. Такие работы выполняют комплектом из 2-3 изделий.
- По исполнению рабочей части изделия бывают с прямыми, винтовыми или укороченными канавками. Они используются для работы с обычными, углеродистыми или низколегированными марками сталей. Для нержавеющих или жаропрочных вязких сталей применяют инструмент с шахматным расположением зубцов.
Подготовка к нарезке резьбы
Перед тем как нарезать резьбу, нужно просверлить отверстие необходимого диаметра. Понятно, что он будет меньше, чем диаметр резьбы, но насколько? Для стандартных случаев размеры отверстий представлены в Таблице 1.
| Обозначение резьбы | Диаметр отверстия, мм | Обозначение резьбы | Диаметр отверстия, мм |
| М 1 | 0.75 | М 10 | 8.5 |
| М 1.1 | 0.85 | М 11 | 9.5 |
| М 1.2 | 0.95 | М 12 | 10.2 |
| М 1.4 | 1.1 | М 14 | 12.0 |
| М 1.6 | 1.25 | М 16 | 14.0 |
| М 1.8 | 1.45 | М 18 | 15.4 |
| М 2 | 1.6 | М 20 | 17.4 |
| М 2.2 | 1.75 | М 22 | 19.4 |
| М 2.5 | 2.05 | М 24 | 20.9 |
| М 3 | 2.5 | М 27 | 23.9 |
| М 3.5 | 2.9 | М 30 | 26.4 |
| М 4 | 3.3 | М 33 | 29.4 |
| М 4.5 | 3.8 | М 36 | 31.9 |
| М 5 | 4.2 | М 39 | 34.9 |
| М 6 | 5.0 | М 42 | 37.4 |
| М 7 | 6.0 | М 45 | 40.4 |
| М 8 | 6.7 | М 48 | 42.8 |
| М 9 | 7.7 | М 52 | 46.8 |
Нарезание резьбы метчиком.
А что делать, если резьба нестандартная? Существует универсальная формула для определения диаметра отверстия. На каждом метчике есть маркировка, обозначающая тип, диаметр и шаг резьбы в миллиметрах, например, одна из нестандартных – М 6 х 0,75. Размер отверстия определяют так: от размера резьбы отнимают ее шаг (6-0,75 = 5,25 мм). Шаг – это расстояние между двумя витками.
Трубная внутренняя цилиндрическая резьба измеряется в дюймах. Диаметры отверстий под этот вид соединения отражены в Таблице 2.
| Обозначение в дюймах | 1 / 8 | 1 / 4 | 3 / 8 | 1 / 2 | 5 / 8 | 3 / 4 |
| Диаметр отверстия, мм | 8.8 | 11.7 | 15.2 | 18.9 | 20.7 | 24.3 |
| Обозначение в дюймах | 7 / 8 | 1 | 1 1 / 8 | 1 1 / 4 | 1 3 / 8 | 1 1 / 2 |
| Диаметр отверстия, мм | 28.1 | 30.5 | 35.2 | 39.2 | 41.6 | 45.2 |
Сверло нужно подобрать правильно заточенное, без биения. В противном случае отверстие выйдет большего диаметра, и впоследствии на соединении будет люфт из-за неполноценных витков.
Угол заточки сверла должен соответствовать твердости материала.
Таблица выбора метчиков для нарезания резьбы.
Чем тверже обрабатываемый металл, тем больше должен быть угол (но не более 140°).
Перед выполнением работ следует приготовить такие инструменты или приспособления, как:
- электрическая низкооборотная дрель либо сверлильный станок;
- сверло необходимого размера;
- сверло на 10 мм больше проходного либо зенковка для снятия фаски;
- комплект метчиков;
- ручной вороток;
- ручные тиски (при необходимости);
- молоток;
- керн;
- смазка;
- ветошь.
Порядок выполнения работ
Когда подготовительный этап закончен, можно сверлить отверстие и нарезать резьбу в следующем порядке:
Схема нарезания внутренней резьбы.
- Определитесь с местом расположения отверстия, разметив деталь и поставив метку в нужном месте. Приставьте керн и одним сильным ударом молотка по нему сделайте углубление в месте захода сверла. Зажмите в патрон электродрели или станка сверло, установите низкие обороты вращения, режущую часть инструмента смажьте. Лучше всего для этих целей подходит старое свиное сало, если его нет, можно смазывать солидолом. При работе с вязкими марками стали (нержавеющие или жаропрочные) смазку производят машинным маслом.
- При необходимости деталь зажмите в ручные тиски. Приложите сверло к углублению на детали, выровняйте визуально электрическую дрель, чтобы режущий инструмент находился под углом в 90° к поверхности. Просверлите отверстие на низких оборотах, периодически смазывая сверло салом либо поливая машинным маслом, если деталь большой толщины. Не допускайте перекоса и перегрева инструмента. По окончании в патрон вставьте зенковку и сделайте качественную фаску, от нее зависит начало процесса нарезания. Перекос при зенковании также недопустим. Глубина фаски – до 1 мм, при совсем малых диаметрах отверстий – до 0,5 мм.
- Вложите хвостовик метчика №1 в раздвижную призму воротка, вращением рукояток зафиксируйте его, хорошо смажьте рабочую часть. Убрав с детали стружку от сверления, вставьте метчик с воротком в отверстие и нарежьте резьбу. Не пытайтесь насильно изменить положение входящего инструмента, он будет заходить так ровно, как вы просверлили отверстие и сделали фаску. Положение метчика относительно детали корректируйте в самом начале, чтобы не было явного перекоса. Нарезайте по алгоритму: 2 оборота делайте вперед, затем – 1 оборот назад. Это нужно для сброса стружки и уменьшения нагрузки на инструмент.
- Повторите операцию с метчиками № 2 и 3 (если таковой есть). Вы можете не считать обороты, нужно нарезать резьбу, пока не почувствуете увеличение сопротивления. Тогда и делайте оборот назад для сброса стружки. После окончания операции можно убедиться в качестве выполненной работы, завинтив в отверстие болт. Он может идти туго и требовать вращения ключом, тогда можно попытаться вкрутить другой болт. Если же и тот идет с натягом, следует нарезать резьбу метчиком сначала, прогнать первый и второй номера.
Меры предосторожности
Не стоит пытаться выполнить внутреннюю резьбу методами малой механизации, то есть вставлять метчик в патрон сверлильного станка, тем более в патрон электрической дрели. Вы не сможете верно отрегулировать усилие и угол атаки. Все закончится сломанным инструментом, а в худшем случае – испорченными витками резьбы.
Хуже всего, когда отломанная рабочая часть метчика №1 застрянет и останется в отверстии. Тогда придется найти в торговой сети или на рынке специальный экстрактор для извлечения обломков и алмазное сверло. Без этих дополнительных приспособлений достать обломок сложно, но можно пожертвовать эстетикой и выполнить в металле углубление вокруг обломка с целью его захвата. Это делается при помощи небольшой угловой шлифовальной машины. Если же часть изделия выступает над плоскостью детали, можно попытаться ухватиться за нее пассатижами либо губками ручных тисков и вывернуть.
Самый лучший способ – это изучить то, как правильно нарезать резьбу и выполнять работу, согласно рекомендациям, спокойно и без спешки.





